选择性激光烧结用复合尼龙粉的制备与性能
选择性激光烧结原理

选择性激光烧结原理
选择性激光烧结(Selective Laser Sintering,SLS)是一种常用于快速成型的增材制造技术,它通过激光照射粉末材料来实现三维物体的逐层烧结,是一种非常重要的制造技术。
本文将对选择性激光烧结的原理进行详细介绍,包括激光烧结的基本过程、原理及其应用。
激光烧结的基本过程是将一层薄薄的粉末材料铺在工作台上,然后利用激光束逐层扫描并照射在粉末层上,粉末被局部熔化并与下一层粉末烧结在一起,从而形成一个完整的三维物体。
这个过程需要精确控制激光束的位置和功率,以确保粉末能够被正确烧结,同时又不会造成过度烧结或烧结不足的情况。
激光烧结的原理主要是利用激光的高能量来熔化粉末材料,并且在瞬间冷却后形成固态结构。
激光束的能量密度和照射时间是影响烧结质量的关键参数,需要根据材料的特性和所需的物体结构来进行合理的选择。
此外,粉末材料的颗粒大小和分布也会对烧结质量产生影响,因此需要在制备粉末材料时进行精确的控制。
选择性激光烧结技术在实际应用中具有广泛的用途,特别是在制造复杂形状和小批量产品时具有独特的优势。
例如,在航空航天、医疗器械、汽车制造等领域,激光烧结技术都得到了广泛的应用。
由于激光烧结技术可以直接从数字模型中制造出实物,因此在定制化产品的制造中具有很大的潜力。
总的来说,选择性激光烧结技术是一种非常重要的增材制造技术,它通过激光照射粉末材料来实现三维物体的逐层烧结。
激光烧结的原理主要是利用激光的高能量来熔化粉末材料,并且在瞬间冷却后形成固态结构。
这种技术在航空航天、医疗器械、汽车制造等领域具有广泛的应用前景,是一种非常有前景的制造技术。
选择性激光烧结成型技术的工艺与应用
选择性激光烧结成型技术的研究与应用摘要:介绍了选择性激光烧结成型技术的基本原理、工艺过程和特点,阐述了激光烧结技术的材料和设备的选择,列举了激光烧结技术在各个领域特别是模具制造领域的应用,并且分析了现有技术中存在的问题以及前景的展望。
关键词:快速成型;选择型激光烧结(SLS);模具制造1.引言快速原型技术(Rapid Prototyping,PR)是一种涉及多学科的新型综合制造技术。
它是借助计算机、激光、精密传动和数控技术等现代手段,根据在计算机上构造的三位模型,能在很短时间内直接制造产品模型或样品。
快速原型技术改善了设计过程中的人机交流,缩短了产品开发的周期,加快了产品的更新换代速度,降低了企业投资新产品的成本和风险。
选择性激光烧结机技术(Selective Laser Sintering,SLS)作为快速原型技术的常用工艺,是利用粉末材料在激光照射下烧结的原理,在计算机控制下层层堆积成型。
与其他快速成型工艺相比,其最大的独特性是能够直接制作金属制品,而且其工艺比较简单、精度高、无需支撑结构、材料利用率高。
本文主要介绍选择型激光烧结成型技术的基本原理、工艺特点、材料设备选择以及应用等内容。
2.选择性激光烧结技术(SLS)2.1选择性激光烧机技术(SLS)的基本原理和工艺过程选择性激光烧机技术(SLS)工艺是一种基于离散-堆积思想的加工过程,其成形过程可分为在计算机上的离散过程和在成形机上的堆积过程,简单描述如下:(1)离散过程。
首先用CAD软件,根据产品的要求设计出零件的三维模型,然后对三维模型进行表面网格处理,常用一系列相连三角形平面来逼近自由曲面,形成经过近似处理的三维CAD模型文件。
然后根据工艺要求,按一定的规则和精度要求,将CAD模型离散为一系列的单元,通常是由Z向离散为一系列层面,称之为切片。
然后将切片的轮廓线转化成激光的扫描轨迹。
(2)堆积过程。
首先,铺粉滚筒移至最左边,在加工区域内用滚筒均匀地铺上一层热塑性粉状材料,然后根据扫描轨迹,用激光在粉末材料表面绘出所加工的截面形状,热量使粉末材料熔化并在接合处与旧层粘接。
选择性激光烧结尼龙制件翘曲研究

选择性激光烧结( L ) SS 是采用红外激光烧结粉 末材料的一种快速成型技术 。该技术采用分层制造
将一定量的复合尼龙粉末在烧结机的工作缸中 铺平 , 设定烧结工艺参数 , 将其烧结成 10m 0 m× 0 10 m 3m m× m的试样 。冷却后除去试样表面的粉末 。
14 性 能 测试 .
将试样置于玻璃板上 , 测量特定点距离玻璃板 底面的高度 , 然后减去玻璃板 的厚度 即得到测量点 的翘曲高度 , 试样上各测 量点 的位置如 图 1 所示。
试 样上 两点 间 的弦 长 ( 可 以直 接 测 量 , 长 ( ) Ⅳ) 实
可通过将翘 曲的弧压平后测量长度 , 两者相差越大 , 则 翘 曲程度 越 大 , 2为 、 图 Ⅳ示意 图 。
度的影响 , 用翘 曲高度法 、 并采 弦长与实长的差 异 法来表征 翘 曲程度 , 根据 实验数 据绘 出了尼 龙制 件翘 曲程度 随各 工 艺参数 的变化 曲线, 总结 出了制件翘 曲程 度随各工 艺参数 变化的趋势 。 关键词 选择性激 光烧 结 复合尼龙粉柬 翘曲 工 艺参数 13 试 样 制备 .
1 2 主 要 仪 器 .
将复合 尼龙粉末在扫描速度 1 0 m s铺粉 0m / 、 6
厚度 0 1 m、 .5m 预热温度 10C的条 件下烧结 , 件 0 ̄ 制
收稿 日 : 0 - - 期 2 51 1 0 22
烧结机 : L 30 型 , H P一 5 I 北方恒利科技发展有限
复杂过程 , 烧结制件的翘曲不仅与成型材料的性质 有关 , 而且还直接受烧结工艺参数如激光功率 、 铺粉 厚度 、 粉床预热温度等影响 。
2 1 激光 功 率对制 件翘 曲的影 以尼龙 1 p 2为主要成分 , 添 加了无机填料、 偶联剂、 流动剂 、 光吸收剂 , 北方恒利 科技发展有限公司。
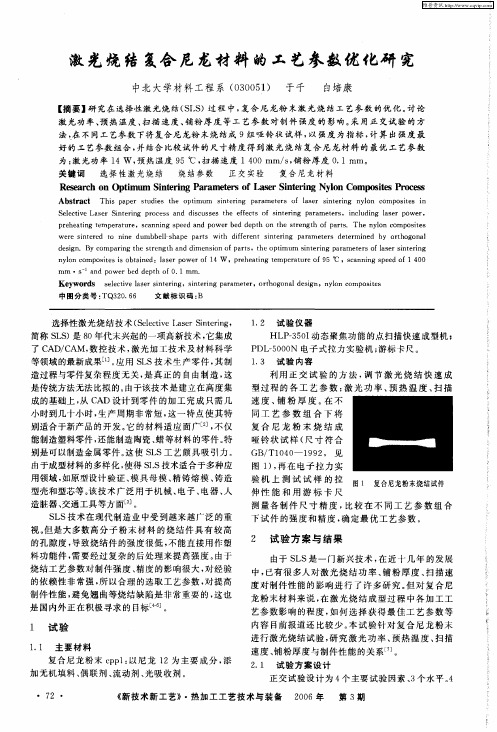
激光烧结复合尼龙材料的工艺参数优化研究
p e e t g t mp r t r ,s a n n p e n o r b d d p h O h t e g h o a t . Th yo o o i s r h a i e e a u e c n i g s e d a d p we e e t n t e s r n t fp rs n e n l n c mp st e
Ab t a t Th s p p r su is h o t m sne ig a a tr f lsr itrn n ln o o i s n s r c i a e t de t e p i mu itrn p r mees o a e sne ig yo c mp st i e
关 键词 选 择 性激 光烧结 烧结 参数 正 交实验 复合 尼龙 材料
Ree r h OlOp i m i trn r mee s o s rS n e i g Nyo mp stsP o es sac i tmu S n e i g Pa a tr fLa e i trn ln Co o i r c s e
中 图分 类 号 : TQ3o 6 2.6
文献标识码 : B
选择性 激光烧 结 技术 ( e ci ae itr g S l t eL srSnei , e v n
1 2 试 验 仪 器 .
简称 S S 是 8 L) O年代 末兴起 的一 项高新技 术 , 它集成 了 C D C M, 控 技术 , 光加 工技 术 及材 料 科学 A /A 数 激 等领域 的最新 成果u 。 ] 应用 S 术 生 产零 件 , I s技 其制
尼龙12/铜复合粉末材料及其选择性激光烧结成形

摘 要 : 过 溶 剂 沉 淀法 制 备 了 尼 龙 1 覆 膜 铜 复 合 粉 末 材 料 , 制 备 了机 械 混 合 尼 龙 1 / 复 合 粉 末 材 料 。 通 过 扫 描 电 通 2 并 2铜
中 图分 类 号 :T 4 G1 8 文 献 标 识 码 :A 文 章 编 号 :1 0 — 3 1 2 0 ) 20 4 - 4 0 14 8 ( 0 7 1 - 0 80
ห้องสมุดไป่ตู้
Ab ta t N yl n1 一 o t d o e p sr c : o c a e c pp r ow d r o p s t w a p e a e b s v n — r c p t to m e ho 2 e c m o ie s r p r d y ol e t p e i ia i n t d. M ir os i p a a e o he c c oc m c a pe r nc ft om p ie waso e v d usn ost bs r e i g SEM . T he s r n h a d w a p ge b ha — t e gt n r a e v i r o he s l c i e l s r snt r d pa t f ny o 2—oa e c pe p w de n e ha i a l i e n — o ft ee tv a e i e e r s o l n1 — c t d op r o r a d m c n c ly m x d y—
尼龙6/铜复合粉末选区激光烧结制件翘曲研究

S u y o h a pn so t n o ee t eIte i trn o k ic U ln ie p e mp st o e t d n t eW r ig Ditri fS lci AsrS n eig W r p e ewi lNy o 6 M x d Co p rCo o i P wd r o v e
r am et er
选择 性激 光烧结 ( L ) 用 c 光器 烧结 粉 S S使 O 激
末材 料 ( 蜡 粉 、 S粉 、 S粉 、 龙 粉 、 膜 陶 瓷 如 P AB 尼 覆 和金 属粉 等 ) 成 型 时 先 在 工 作 台上 铺 一 层 粉 末金 属粉 末作 为填 料 对尼 利 龙 基 体增 强 的 研究 才 刚刚 开 始 ,狳林 、 玉升 证 实 史
摘
要 : 过 大量的 对尼龙 6 铜 复合 尼龙粉 末 烧结 试 验 , 究不 同工 艺参 数 , 通 / 研 如激 光 功 率 、 粉 厚度 铺
以及 扫描 速度 对制件 翘 曲程 度 的影 响 , 并采 用翘 曲 高度 法来 表征 翘 曲程 度 。根 据 试 验数 据绘 出 了尼 龙制
件翘 曲程 度 随各工 艺参数 的 变化 曲线 , 结 出了制 件翘 曲程度 随各 工 艺参 数 变化 的趋 势 。 总 关键 词 : 选择 性激 光烧 结 ; 龙 6 铜 复合尼 龙粉 末 ; 曲 ; 艺参数 尼 / 翘 工
Ab ta tI hsp p r Tho g r en mb ro ar f yo src :nt i a e , r u hal g u e fp i o ln 6/Cuc mp st yo o e ee t els rsneig a s n o o i n lnp wd rslci e itrn e v a
尼龙12铜复合粉末材料及其选择性激光烧结成形

尼龙12/铜复合粉末材料及其选择性激光烧结成形N ylon12/Copper Com posite Powder for A pplication inSelect ive L aser Sintering闫春泽,史玉升,杨劲松,刘锦辉,黄树槐(华中科技大学材料成形与模具技术国家重点实验室,武汉430074)YAN Chun-ze,SH I Yu-sheng,YANG Jing-song,LIU Jin-hui,H U ANG Shu-huai(State Key Laboratory of M aterial Processing and Die&Mo uld T echno logy,H uazhong Univer sity of Science and T echno logy,Wuhan430074,China)摘要:通过溶剂沉淀法制备了尼龙12覆膜铜复合粉末材料,并制备了机械混合尼龙12/铜复合粉末材料。
通过扫描电子显微镜(SEM)对两种粉末材料的微观形貌进行了观察,对两种粉末的选择性激光烧结(SL S)成形件的强度及翘曲变形行为进行了对比研究。
结果表明:尼龙12覆膜铜复合粉末材料中尼龙12包覆均匀,无裸露Cu粉存在,而机械混合尼龙12/铜复合粉末材料中尼龙12颗粒是零散地非均匀性分散在Cu粉颗粒中。
在尼龙12含量及烧结工艺参数相同的条件下,尼龙12覆膜铜复合粉末SL S成形件的拉伸强度及弯曲强度是机械混合尼龙12/铜复合粉末SL S成形件的两倍以上,翘曲变形也明显小于机械混合尼龙12/铜复合粉的SL S成形件。
关键词:快速成形技术;选择性激光烧结;尼龙12覆膜铜粉复合粉末材料;溶剂沉淀法中图分类号:T G148 文献标识码:A 文章编号:1001-4381(2007)12-0048-04Abstract:Nylon12-coated copper pow der co mposite w as prepar ed by solv ent-precipitatio n m ethod. Microco smic appear ance of the com posite w as observed using SEM.T he streng th and w arpag e behav-io r of the selective laser sintered parts of ny lon12-coated co pper pow der and m echanically mixed ny-lo n12/copper pow der w ere co mpared.T he results show that ny lon12coats the particles of Cu po wder ev enly and there is hardly bared particle of Cu pow der in the ny lon12-coated co pper pow der.At the same nylon12m ass fraction of20%and laser energ y density,the tensile strength and flex ural str ength of green parts made fr om coated copper pow der are both abo ut tw ice higher than those of par ts made using mechanically mix ed nylon12/copper po w der,and the w arpag e deg ree of green par ts of nylo n12 coated copper pow der is obv iously sm aller than that of par ts m ade from mechanically mixed nylon12/ copper pow der.Key words:r apid prototy ping;selectiv e laser sinter ing;nylon12-co ated copper pow der com po site;so-l v ent-precipitatio n method选择性激光烧结成形(Selective Laser Sinter ing, SLS)是一种用激光作为热源来烧结粉末材料成形的快速成形技术(Rapid Prototyping,RP),SLS技术借助于计算机辅助设计与制造,采用分层制造叠加原理,将固体粉末材料直接成形为三维实体零件[1]。
选择性激光烧结原理

选择性激光烧结原理选择性激光烧结(Selective Laser Sintering,简称SLS)是一种先进的增材制造技术,它通过激光束将粉末材料逐层烧结成三维实体。
这种技术在快速成型、快速原型制造和定制化生产领域有着广泛的应用。
本文将介绍选择性激光烧结的原理及其工作过程。
首先,选择性激光烧结的原理是基于激光束的热作用和粉末材料的烧结特性。
在SLS过程中,激光束被控制在粉末层的特定区域内,粉末吸收激光能量后升温到熔点以上,然后迅速冷却成型。
这一过程使得粉末颗粒之间发生结合,逐渐形成了所需的零件结构。
其次,SLS的工作过程包括几个关键步骤,首先是床上铺设一层粉末材料,然后激光束根据零件的截面轮廓在粉末层上进行扫描,粉末被烧结成固体层,接着床上降下一层新的粉末,重复上述步骤直到零件成型。
最后,成型完成后,需要进行后处理工艺,包括去除未烧结的粉末、表面处理和热处理等。
选择性激光烧结技术的特点是可以处理多种类型的粉末材料,包括聚合物、金属和陶瓷等。
这使得SLS技术在制造复杂结构和多材料组合的零件时具有独特的优势。
同时,SLS还可以实现无需支撑结构的建造,因为粉末材料在烧结时可以相互支撑,从而可以制造出更为复杂的几何形状。
除此之外,选择性激光烧结技术还具有高度的自动化程度和制造效率。
由于激光束的控制和粉末层的铺设均由计算机程序控制,因此可以实现高度复杂的结构和精确度要求。
同时,SLS技术可以同时制造多个零件,提高了制造效率。
总的来说,选择性激光烧结技术是一种高效、灵活和精密的制造方法,具有广泛的应用前景。
随着材料科学和激光技术的不断发展,SLS技术将在制造业中扮演越来越重要的角色,为产品设计和制造带来新的可能性。
请简述sls的基本原理

请简述sls的基本原理SLS(Selective Laser Sintering)是一种增材制造技术,通过使用激光束逐层烧结粉末材料来制造三维物体。
它是一种先进的快速成型技术,广泛应用于工业制造、医疗和航空航天等领域。
SLS技术的基本原理是激光烧结。
首先,选择一种适合的粉末材料,例如尼龙或尼龙复合材料作为原料。
将粉末材料均匀地分布在制造区域的建造台上。
然后,使用一束高功率激光束扫描整个层的轮廓,将激光束聚焦在粉末的表面上。
激光束的能量会使粉末材料局部熔化和烧结,形成固体物体的截面。
完成一层后,建造台会下降一个层次,再次进行粉末分布和激光烧结的过程,重复多次直到制造出完整的三维物体。
SLS技术与其他增材制造技术相比有一些独特的优势。
首先,SLS技术不需要使用支撑结构,因为打印材料自身的粉末可以充当支撑。
这使得SLS技术可以制造出更复杂的几何形状,无需后期去除支撑物。
其次,SLS技术可以使用多种类型的材料,包括金属、陶瓷和高温塑料等。
这使得SLS技术适用于各种不同的应用领域。
此外,SLS技术可以实现批量生产,可以同时制造多个部件,提高生产效率。
SLS技术的主要步骤如下:1. 准备工作:选择适合的粉末材料,并将其均匀地分布在建造台上。
建造台通常由金属材料制成,能够承受高温和压力。
2. 扫描和烧结:使用激光束扫描整个层的轮廓,将激光束聚焦在粉末的表面上。
激光束的能量使粉末局部熔化和烧结。
3. 建造台下降:完成一层后,建造台下降一个层次,使新的一层粉末暴露在激光束下。
这一过程被称为“可重复制造循环”,直到构建出完整的三维物体为止。
4. 冷却和清洁:完成打印后,待物体冷却后,将其从建造台上取下。
然后,清除未烧结的粉末,可以使用风扇、溶剂或其他方法进行清洁。
5. 后处理:根据需要,可以进行进一步的后处理操作,例如热处理、机械加工或涂层。
SLS技术的应用非常广泛。
在工业制造领域,SLS技术可以用于制造原型、工具和模具等。
选择性激光烧结用尼龙6粉末的性能研究

191.53℃ ,熔 融温度为 220.02℃,加工 温度 范围在 194.68~208.69 qC,粉末材料进行选择性激光烧结后 的成 型件 的
拉 伸强度为 45.2 MPa、弯 曲强度为 65.8 MPa、冲击强度为 9.4 kJ/m 。 关 键 词 :选 择性 激 光 烧 结 ;尼 龙 6;溶 剂 沉 淀 法 ;高分 子 粉 末
Abstract: The nylon 6 powder for laser sintering was prepared by solvent precipitation method, and the apparent density of the obtained powder was 0.457 g/er a . After the powder was sieved gradually, the largest proportion of 1 50 mesh to 200 mesh of the powder obtain accounted for 70wt% , and the particle size was concentrated in the range of 65 ~ 100 m. It was observed under scanning electron microscope that the spherical surface of the powder was good and the particles were dense. The X—ray diffraction analysis results show that the crystallinity degree of the powder is 64.55% . According to differential scanning calorimetry, the crystallization temperature is 1 91.53 oC and the melting temperature is 220.02 ℃ . The range of processing temperature range is 1 94.68 ~208.69 0【=. The tensile and f lexural and impact strengths of the molded part by selective laser sintering are 45.2 MPa,65.8 MPa,9.4 kJ/m , respectively.
尼龙粉末的制备方法及原理

尼龙粉末的制备方法及原理尼龙粉末的制备方法及原理:尼龙粉末是一种具有良好物理和化学性质的高分子材料粉末,常用于制备尼龙膜、尼龙纤维等材料。
下面将介绍尼龙粉末的制备方法及其原理。
尼龙粉末的制备方法主要有溶液法、溶剂凝胶法和超临界流体法等。
溶液法是尼龙粉末制备的常用方法之一。
其步骤如下:1. 首先准备尼龙的原料,如尼龙66。
2. 将尼龙原料加入到有机溶剂中,并加热搅拌,使尼龙原料完全溶解。
3. 将溶解后的尼龙溶液慢慢滴加到冷却剂中,形成尼龙粉末。
4. 将尼龙粉末沉淀出来,并用纯水反复洗涤,去除残留的有机溶剂和杂质。
5. 最后将尼龙粉末干燥,得到最终的尼龙粉末产品。
溶剂凝胶法是另一种常见的尼龙粉末制备方法。
其步骤如下:1. 首先准备尼龙的前驱物,如尼龙66的原料。
2. 将尼龙的前驱物溶解在溶剂中,使其形成溶液。
3. 将溶液注入到模具中,或者在特定条件下进行自组装,形成凝胶。
4. 将凝胶进行煅烧,使其变为尼龙粉末。
5. 最后将尼龙粉末经过洗涤和干燥等处理,得到最终的尼龙粉末产品。
超临界流体法是一种较新的尼龙粉末制备方法。
其步骤如下:1. 首先准备超临界流体,如超临界二氧化碳。
2. 将超临界流体与尼龙原料进行反应,使尼龙原料溶解在超临界流体中。
3. 将溶解后的尼龙流体进行喷雾,形成尼龙粉末。
4. 将尼龙粉末从超临界流体中分离出来,并用纯水洗涤和干燥等步骤处理。
5. 最后得到最终的尼龙粉末产品。
以上三种方法中,溶液法是最常用的方法。
它的原理是通过将尼龙原料溶解在有机溶剂中,然后通过适当的处理方法使其变为固体,最终得到尼龙粉末。
溶剂凝胶法和超临界流体法则更加复杂,但可以产生具有不同性质的尼龙粉末。
总的来说,尼龙粉末的制备方法主要是通过将尼龙原料溶解在适当的溶剂中,然后经过适当的处理方法使其固化,并最终得到尼龙粉末产品。
这些方法在工业生产中被广泛应用,为制备尼龙膜、尼龙纤维等材料提供了重要的原材料。
抗氧剂对选择性激光烧结尼龙12热稳定性的研究
抗氧剂对选择性激光烧结尼龙12热稳定性的研究郑立;汪艳【摘要】采用溶剂沉淀法制备了用作选择性激光烧结的尼龙12粉末,利用热失重(TG)对粉末材料的热性能进行了表征.将添加不同抗氧剂的尼龙12粉末进行热空气老化试验,利用色差计测定了尼龙12粉末的黄色指数随老化时间的变化情况;并研究了抗氧剂种类及用量对不同粉末成型试样力学性能的影响.结果表明,主抗氧剂受阻酚1098和辅抗氧剂亚磷酸酯2921T共同作用对尼龙12热稳定性有很大的改善作用.当主、辅抗氧剂比例为2∶1、抗氧剂总用量为0.5%时,抗氧化作用最好.【期刊名称】《合成材料老化与应用》【年(卷),期】2015(044)003【总页数】3页(P20-22)【关键词】尼龙12;抗氧剂;热稳定性;黄色指数【作者】郑立;汪艳【作者单位】武汉工程大学材料科学与工程学院,湖北武汉430074;广东银禧科技股份有限公司,广东东莞523000;武汉工程大学材料科学与工程学院,湖北武汉430074;广东银禧科技股份有限公司,广东东莞523000【正文语种】中文【中图分类】TQ314.24尼龙12是一种半结晶性聚合物,同其它尼龙品种相比,其熔融温度低,吸水率和成型收缩率都较小,具有良好的综合力学性能,适合作选择性激光烧结材料[1-4]。
溶剂沉淀法[5]制备的粉末微粒形状接近球形,可以通过控制工艺条件生产出所需细度的粉末,为防止尼龙 12的氧化降解,应加适量抗氧剂[6]。
在粉末的烧结成型过程中,铺粉面积较大,易发生氧化变黄,对烧结制件和粉末材料的回收利用有很大的影响。
本文针对广泛使用于尼龙的抗氧剂受阻酚1098[7]和亚磷酸酯168[8-11],研究了两种抗氧剂的加入量和配比对尼龙 12粉末热氧化性能和烧结制件性能的影响。
1.1 原料尼龙12(PA12)粒料,德国Degussa公司产品;受阻酚1098,德国巴斯夫;亚磷酸酯168,余姚市欧利塑化有限公司;钛白粉、乙醇,工业品。
选择性光纤激光烧结炭黑_尼龙复合材料的性能研究
选择性光纤激光烧结炭黑/尼龙复合材料的性能研究发布时间:2021-05-26T02:12:24.493Z 来源:《中国科技人才》2021年第7期作者:文杰斌[导读] 相对于传统加工技术而言,增材制造技术无需工装模具,并且能够迅速高效的加工复杂形状三维实体模型从而备受世界各国关注。
湖南华曙高科技有限责任公司摘要:材料的性能与材料的成分,材料的制备工艺之间有密不可分的联系。
本文通过分析材料微结构表征验证选择性光纤烧结炭黑/尼龙复合材料的结构及其性能,表征材料微观结构与材料性能相关联系。
光纤激光烧结尼龙技术相对于传统的选择性激光烧结技术,具有在烧结速度,材料的选择,烧结能量上具有明显的优势。
1.研究背景相对于传统加工技术而言,增材制造技术无需工装模具,并且能够迅速高效的加工复杂形状三维实体模型从而备受世界各国关注。
其中,选择性激光烧结技术(SLS)具有材料利用率高、生产周期短、成本低廉等优点,最有望实现产品的规模化工业生产。
[1,2]众所周知,激光能量密度主要跟激光功率成正比,跟振镜速度,线间距及烧结层厚成反比。
显然,为了提升激光打印速度来推进规模化生产,线间距、振镜速度、烧结层厚迫切需要进一步增加。
然而,受限于激光器的结构及价格,目前市面上的SLS设备均采用功率不足100W的CO2激光器。
[3]因此,激光功率更高,价格更低的光纤激光器被认为是未来SLS技术的发展主流。
如华曙官方数据所示,更高的激光功率下,可以采用更快振镜速度,从而使得SLS烧结速度提升约1.5倍。
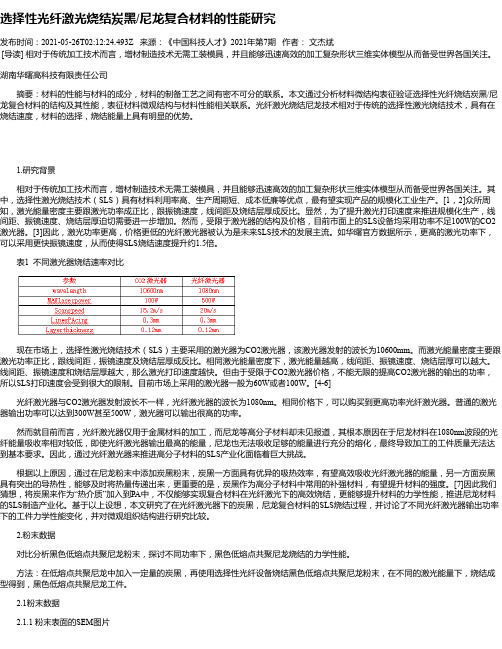
表1 不同激光器烧结速率对比现在市场上,选择性激光烧结技术(SLS)主要采用的激光器为CO2激光器,该激光器发射的波长为10600mm。
而激光能量密度主要跟激光功率正比,跟线间距,振镜速度及烧结层厚成反比。
相同激光能量密度下,激光能量越高,线间距、振镜速度、烧结层厚可以越大。
线间距、振镜速度和烧结层厚越大,那么激光打印速度越快。
但由于受限于CO2激光器价格,不能无限的提高CO2激光器的输出的功率,所以SLS打印速度会受到很大的限制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 面活 性剂 : 二烷 基苯 磺 酸钠 , 家庄 市海森 十 石
化 工有 限公 司 ;
玻 璃微 珠 : 粒径 1 8 m, 0~ 0I 廊坊 市 万 达玻 璃 微 x
珠 有 限公 司 ;
+教育部科学技术研究重点项 目( 32 00 2)
粉 。其 制备 工艺 流 程如 图 1所示 。
偶 联剂 : H一50 盖州 市 润泉 化工 有 限公 司 ; K 5,
光 吸 收 剂 : V R O B 2( 苯 甲 酮 类 ) 东 莞 E E SR 1 二 , 市 海丽 商 贸有 限公 司 ;
() 2 复合 尼 龙粉 的 S S L 采 用正 交设 计法 对 复合 尼龙 粉 采用 不 同工艺 参
冷 却 。通 过真 空抽 滤 和 减 压 回收 , 已冷 却 的 粉末 对
沉 析 液进 行 固 一液 分 离 , 所得 固态 物 为 平 均 粒 径 为 5 m 的尼 龙 1 0I x 2粉末 聚 集体 。然后 将 其 装 人 高 速 混 合 机 中 , 加雾状 、 于有 机溶 剂 的表 面活 性剂 对 添 溶 粉末 材料 进行 表 面处理 , 烘 干后制 得基 料 。 经
结 功 能件 时 , 烧结 过 程 中制 件会 严 重翘 曲 , 法 进 在 无 行 后续 铺 粉 , 而无 法 进行烧 结 成 型 。 从 笔者采 用 溶 剂 沉 析 法 自行 合 成 低 熔 点 尼 龙 1 2
() 1 基料 的合 成 与改 性
以乙醇 为 主溶 剂 , 以其 它 助 溶 剂 、 剂 , 密 辅 助 在 封 不锈 钢反 应 釜 中将 经 低 温 粉 碎 的 尼 龙 1 2粉料 油 浴 加热 至 10~10 , 温 1 2h后剧 烈搅 拌快 速 2 8℃ 保 ~
粉 末 作 为复合 尼龙 粉 末 的基 料 , 以物 理 共 混 的方 式 对基 料 进 行 改 性 , 备 出 适 合 于 选 择 性 激 光 烧 结 制 ( L ) 高 性 能 复 合 尼 龙 粉 , 研 究 了 激 光烧 结 成 SS用 并
型工 艺 和尼 龙 1 结 件 的性 能 。 2烧
度和 力学性能都得到 了很 大的 改善 。
关键 词 复 合 尼 龙 粉 选 择 性 激 光 烧 结 改 性
激 光烧 结 快速 成型技 术 是 2 0世纪 9 代 发展 0年 起来 的一 项 高新 技术 , 集成 了现代 数 控技 术 、 它 C D C M 技 术 、 光 技 术 及 材 料 科 学 等 领 域 的 新 A /A 激
性 能测 试 , 必须 经过 浸胶 后处 理及 热烘 固化 , 高其 提 韧 性后 方可 使用 , 工艺 复杂 , 造成 本较 高 。尼 龙 且 制 较 之一 般 塑 料 具有 耐 磨 、 强韧 、 量 、 热 、 寒 、 轻 耐 耐 无 毒 、 染色 等优 点 , 而用传 统尼 龙粉 末 材料 直接烧 易 然
1 实验 部分 1 1 主要 原材 料 . 尼 龙 1 东 莞 明聚 塑胶 有 限公 司 ; 2:
在 高速混 合机 中加 人 基料及 光吸收 剂 、 流动 剂 、 偶联 剂 、 无机 填 料 ( 以玻 璃 微 珠 为 主 ) 助剂 , 过 等 通 复合 尼 龙粉末 配 比优 化 实 验 , 定 复合 尼 龙粉 的最 确 佳配 方 , 完成 复 合 尼 龙 粉料 的 改性 。将 改性 复合 尼 龙 粉料 在震 动筛 中筛 分 , 到 所 需 粒 度 的 复 合 尼龙 得
尼龙粉末 。通过 正交实验的方法对复合尼龙粉末 的烧 结工艺进 行研 究, 到优 化 的烧 结 工艺参数 , 讨 了烧结 工艺 得 探
参 数 对成 型件 烧 结 成 型 性 能 的 影 响 , 复 合 尼 龙 粉 及 其 烧 结 成 型 件 进 行 了 S M 分 析 , 现 尼 龙 1 对 E 发 2烧 结 件 的 烧 结精
扫描 电子 显 微镜 ( E :C0 C型 , 国剑 桥 S M)T 50 英
公 司;
高 速混 合机 :HR一 0 型 , S 5A 张家 港 市 宏荣 机 械
设 备有 限公 司 ; 验 仪器 销售 有 限公 司 。
1 3 试 样制 备 .
’
电子拉 力试 验机 :D P L一50 N 型 , 00 上海 莱 华 试
成果 。采 用激 光烧 结 快速成 型法 可 以快捷 地制 造 出
乙醇 : 工业 级 ,5 , 9 % 市售 。
1 2 主要 仪 器设 备 .
反 应釜 : 锡市 南 泉化工 成套 设 备厂 ; 无 扫描快 速 成 型 机 :5 4 0×40点 , 京 北 方 恒 利 5 北
有 限公 司 ;
维普资讯
3 0
工程塑料应用
20 0 7年 , 3 第 5卷 , 1期 第
选 择 性 激 光 烧 结 用 复合 尼 龙 粉 的制 备 与性 能 术
王 建 宏 白培 康
( 北大学材料科学与工程学院 , 用溶 剂 沉 析 法 制备 了低 熔 点 复 合 尼 龙 l 料 , 其 改 性 处 理 后 获得 适 合 于 选择 性 激 光 烧 结 用 的 复 合 2基 对
新产 品 的实物 模 型或 功能 零 件 , 设 计 者 直 接 进 行 供
产 品设 计 验证 、 能试 验 , 而 快速 经济 地进行 设 计 性 从 评价、 改 , 修 大大 缩 短 了新 产 品 的 开 发 周期 。 目 前用 于 激 光 烧 结 快 速 成 型 的 粉 末 主 要 有 聚 苯 乙烯 ( S 、 丙 烯 腈/ 二烯/ 乙烯 ) 聚物 ( B ) 但 P)( 丁 苯 共 AS , 利 用这 两种 粉末 材 料 制 造 的原 型制 品强 度 低 、 性 韧 较差, 易破 损 , 能 直 接 用 于 产 品装 配 、 不 干涉 检 验 及