第二届先进轧钢精整、包装及钢材加工配送技术学术研讨会纪要
对轧钢生产及轧钢机械的分析及探讨
对轧钢生产及轧钢机械的分析及探讨[摘要]钢铁是我国国民经济的支柱产业之一。
论文根据我国钢铁发展的实际,着重分析了轧钢的生产和轧钢机械。
其中对轧钢的生产、生产技术及轧钢产品进行了详细分析。
同时,对轧钢机械的生产技术进行了较为详尽的分析,并指出了相应的发展方向。
[关键词]轧钢生产;系统技术;轧钢机械;在经济飞速发展的21世纪,以提高生产力,满足社会经济发展对钢材的需要的轧钢生产技术得到了进一步提高。
生产的大型化、自动化、连续化、高速化成为了21世纪轧钢生产的主要特点。
但是,随着人民生活水平的不断提高,人们对钢材的要求也逐渐提高。
因此,对轧钢的生产质量、产品种类、轧钢机械都提出了很高的要求。
同时,在节约型社会建设的潮流下,降低生产成本也成为了轧钢生产必须突破的重点难点。
1.轧钢生产与轧钢产品据相关调查资料显示,中国目前的轧钢生产平均水平低于世界主要钢铁国家。
我国的轧钢生产还主要停留在以型钢为主的阶段。
同时,不同企业的轧钢生产水平有存在不同程度的差异。
但是,总体上我国的轧钢生产都存在着技术装备水平较低、能耗大、成本高的问题。
直到2011年底,全国才基本淘汰了上世纪五、六十年代的传统制造机械设备,但是一些传统的工艺技术仍未得到及时的革新。
自中国加入WTO世界贸易组织之后,我国才逐渐引进了世界先进的轧钢生产技术。
国内的各大企业也应时代潮流,纷纷改革创新,引进新的生产技术、生产设备、生产工艺流程。
这不仅提高了我国的轧钢生产技术,促进了我国钢铁企业的发展,也增加了我国轧钢生产的技术含量,增加了我国钢铁生产的附加值。
例如在汽车、家电以及高技术含量的石油钻进器材、天然气输气钢管UOF入口径等方面,我国的轧钢生产都有很大的进步。
但是,在不锈钢冷轧薄板、高档汽车车用冷轧薄板等方面,我国的轧钢生产还存在一定的缺陷。
这也是之后我国轧钢生产创新发展的方向。
(1)轧钢产品分析我国的轧钢生产主要集中在板带材、型钢、管材、特殊类型钢材这样四个方面。
钢铁新材料技术交流会发言稿
大家好!今天,我们在这里隆重举行钢铁新材料技术交流会,旨在加强行业内的技术交流与合作,推动钢铁新材料技术的创新与发展。
首先,我谨代表主办方,向各位的到来表示热烈的欢迎和衷心的感谢!近年来,随着我国经济的快速发展,钢铁行业面临着前所未有的机遇与挑战。
为了适应新时代的发展需求,钢铁企业必须加快技术创新,提高产品品质,降低生产成本,提升市场竞争力。
钢铁新材料技术作为钢铁行业技术创新的重要方向,具有广阔的市场前景和巨大的发展潜力。
今天,我们有幸邀请到了来自国内外知名钢铁企业的专家学者,共同探讨钢铁新材料技术的最新进展、发展趋势以及应用前景。
以下是我对本次会议的一些思考,希望能与大家共同分享。
一、钢铁新材料技术发展现状1. 新材料研发取得显著成果近年来,我国钢铁新材料研发取得了显著成果。
以高温合金、高速钢、不锈钢、钛合金等为代表的新材料,在性能、质量、成本等方面取得了突破性进展,为钢铁行业的发展提供了有力支撑。
2. 产业链逐步完善随着新材料技术的不断进步,我国钢铁产业链逐步完善。
从上游的原材料供应,到中游的生产制造,再到下游的应用推广,形成了一个较为完整的产业链。
这为钢铁新材料技术的推广应用提供了有利条件。
3. 市场需求旺盛随着我国经济的快速发展,钢铁新材料市场需求旺盛。
特别是在航空航天、高速铁路、新能源、电子信息等领域,对高性能、高可靠性、环保型钢铁新材料的需求日益增长。
二、钢铁新材料技术发展趋势1. 高性能化未来,钢铁新材料技术将朝着高性能化方向发展。
通过优化材料结构、提高材料性能,满足各类应用领域对高性能钢铁材料的需求。
2. 轻量化随着能源、环保等问题的日益突出,钢铁新材料技术将朝着轻量化方向发展。
通过降低材料密度、提高材料强度,实现节能减排、降低运输成本。
3. 绿色环保钢铁新材料技术将注重绿色环保,发展可循环、可降解、低污染的新材料,以满足国家对环保产业的政策要求。
4. 智能化智能化是钢铁新材料技术发展的必然趋势。
毕业论文浅析冷轧带钢精整工艺及包装设备操作
毕业论文浅析冷轧带钢精整工艺及包装设备操作(2009 届)本科毕业论文题目:浅析冷轧带钢精整工艺及包装设备操作专题:专业:冶金工程班级:姓名:学号:指导教师:论文共35 页,其中:专题页,译文 6 页浅析冷轧带钢精整工艺及包装设备操作摘要冷轧板带材产品是板带材生产的最终产品,而冷轧板带材的精整工艺是提高产品质量的重要途径,其作用已显得越来越突出。
冷轧厂中最后一道工序是精整,是保证产品质量的关键。
精整的目的,要紧在于操纵成品的力学性能和工艺性能,操纵成品的精确厚度和良好的板形以获得高质量性能和表面状态的成品。
精整成效的好坏就成为了产品质量的关键,因此我们有必要将整个精整工艺及设备进行简单的论述。
精整工序是使冷轧带钢成为交货状态产品的重要生产工艺过程,它由带钢平坦机组、横切机组、纵切机组、重卷机组等组成,各机组最后一个工序差不多上用打包机对产品进行打包验收完成最终的生产过程。
因此本文结合武钢冷轧薄板总厂精整车间生产体会,重点对冷轧板带材的包装设备钢带打捆机等进行研究,进而解决如何提高板带材包装质量的问题。
关键词:精整,钢带打捆机,冷轧带钢Analysis of cold-rolled steel finishing process and packagingequipmentAbstractCold rolled strip of plate and strip products are the final products of wood production, and cold rolled strip finishing the process is to improve the product quality of an important way, its role has become increasingly prominent. Cold Rolling Mill in the final process is finishing, is the key to ensure product quality. The finishing main purpose is to control the mechanical properties of finished product and process performance, precise control of the thickness of the finished product and a good shape to obtain high-quality performance and the finished surface. The quality of finishing the effect of product quality has become a key, so we need to finish the whole process and equipment exposition simple.Finishing process is to deliver a state of cold-rolled steel products to become an important production process, its formation by the strip units, cross-cutting units, longitudinal units, heavy units, such as volumes, each unit is the last process to use product packaging balers final acceptance of the production process. Therefore this paper WISCO precision cold-rolled sheet plant inter-vehicle production experience, with a focus on cold rolled strip steel packaging equipment, packaging machines, such as research, and resolve how to improve the quality of board with the problem of packaging material.Key words: Finishing, strip packaging machines, cold rolled strip名目1绪论 (1)1.1板带材精整的背景及目的 (1)1.2国内研究应用精整包装现状及有用意义 (1)1.3精整过程中包装重要性 (2)1.4研究内容 (3)2 冷轧板带材精整工艺及设备概述 (4)2.1武钢冷轧二分厂精整 (4)2.2平坦机组 (7)2.3纵剪重卷机组 (8)2.4横剪机组 (11)3 包装设备及工艺的研究 (13)3.1成品包装方式 (13)3.1.1成品包装的要求 (13)3.1.2包装的分类及工艺 (14)3.2包装使用设备的优化 (16)3.2.1打捆机的作用及使用现状 (16)3.3包装线部分单机的工艺流程及工艺参数(以武钢二冷轧1#包装生产线为参考) (17)3.3.1包装机组带卷包装的前提条件 (17)3.3.2工艺技术参数 (18)3.3.3产能参数 (18)3.4包装工艺流程概述(以武钢二冷轧1#包装生产线为参考) (19)3.5包装操作 (20)3.5.1操作模式 (20)3.5.2步进梁运输机 (23)3.5.3地辊台 (24)3.5.4包纸机 (24)3.5.5钢卷提升小车 (25)3.5.6包铁皮机 (25)3.6.7自动周向打捆机 (26)3.5.8自动眼向打捆机 (28)3.5.8自动打捆机平面图及设计图 (29)3.6包装中导致的产品缺陷分析 (30)结论 (31)致谢 (33)参考文献 (34)附录A (35)附录B (36)附录C (37)1 绪论1.1冷轧带钢精整的背景及目的在2004—2007年末全球经济一片繁荣的大环境下,中国钢铁钢铁工业经历了一个大进展的黄金期,全国各大钢铁集团纷纷扩大规模引进国际先进技术和设备,都在积极的进行钢铁产业结构升级,其中钢铁的板带比值迅速增长。
中国机械工程学会物流工程分会(连续输送技术专业)学术交流论坛暨2023_年度工作会议在浙江绍兴市召开

92023年第22期 /MEETING REPORT 中国机械工程学会物流工程分会(连续输送技术专业)学术交流论坛暨2023年度工作会议在浙江绍兴市召开采 编/高 源中国机械工程学会物流工程分会副总干事长纪凯中国机械工程学会物流工程分会副主任委员(连续输送技术专业负责人)、太原科技大学智能物流装备山西省重点实验室主任、教授,博士研究生导师孟文俊中国机械工程学会物流工程分会(连续输送技术专业)学术交流论坛暨2023年度工作会议于2023年11月17-19日在浙江绍兴市召开,会议主题是“连续输送技术智能、低碳、高效发展”。
本次会议由中国机械工程学会物流工程分会(连续输送专业)、山西省机械工程学会物料搬运专业委员会主办。
中国机械工程学会物流工程分会副总干事长纪凯传达了中国机械工程学会物流工程分会近期工作精神。
中国机械工程学会物流工程分会副主任委员(连续输送技术专业负责人)、太原科技大学智能物流装备山西省重点实验室主任、教授,博士研究生导师孟文俊做了中国机械工程学会物流工程分会(连续输的应用及发展》、武汉理工大学刘志平《金属结构智能传感薄膜及多维融合的安全评价方法研究》、广州起重机械有限公司黄海珊《起重机数字化制造的探索与实践》、法兰泰克重工股份有限公司兰江松《智能起重机在数字化工厂的应用》。
通过关于起重机械“智能化、数字化、安全化进展”高峰论坛的专题技术交流,与会代表们受到了很大的启发,并对行业内各企业的技术创新所取得的成就感到由衷的敬佩。
本次会议由中国机械工程学会物流工程分会(起重机械专业)主办,江西工埠机械有限责任公司和太原科技大学联合承办。
与会代表们对本次会议的务实会风、友好氛围以及周到服务表示满意,并对江西工埠机械有限责任公司对会议的大力支持表示衷心的感谢!展望未来,中国机械工程学会物流工程分会(起重机械专业)将继续顺应发展潮流、抓住大好机遇,脚踏实地的为全国起重机械行业谋好事,做实事,为推动行业的技术进步做出新的贡献。
基于智能控制技术的轧钢控制技术研究
C omputer automation计算机自动化基于智能控制技术的轧钢控制技术研究王文志摘要:随着我国社会经济的快速发展,人们生活水平显著提升,钢铁生产量与需求量呈上升趋势。
工程建筑行业一直是钢材使用最广泛的领域,同时传统生活服务类对钢材的需求也供不应求。
因此,将智能控制技术与轧钢控制技术有机结合,可以进一步提高我国轧钢的生产效率和质量。
本文旨在详细研究和分析智能控制技术在轧钢控制中的优势和作用,并对轧钢生产控制领域的问题进行阐述和说明,提出解决方法和策略,以促进我国轧钢生产的健康、可持续发展。
关键词:电气工程及其自动化;智能控制技术;轧钢生产;应用分析;优势现阶段,我国在轧钢领域方面主要利用的智能控制技术为;单片机或者可编程控制系统。
社会经济发展背景下,对轧钢生产企业要求日益凸显,将智能控制技术与轧钢加工企业有机结合,在一定程度上能够进一步提高轧钢材料生产效率,进而满足客户的基本需求,有利于轧钢生产企业从整体上提升市场竞争力。
除此之外,智能控制技术还可以进一步提高轧钢作业的精准率,大大降低其生产、加工成本,对于轧钢生产企业而言,智能控制技术的广泛应用,不仅可以节约大量人力、物力,还可以节省大量生产作业材料费用,其对轧钢生产企业的发展具有重要意义和影响。
1 智能控制技术的概况智能技术是当今社会发展的高科技技术,是人脑的模拟化呈现,其将数学运算和计算机技术完美结合,从而代替了重复、复杂的人工操作,在一定程度上它能够解决传统控制技术中无法解决的难题。
智能控制技术最显著的特点是智能化和科学化,通过相应的数学运算,能够有效解决复杂、困难的控制问题。
此外,智能控制技术还具备强大的学习能力、适应能力和逻辑推理能力,其思维方式与人类的思维方式非常相似。
它不仅可以智能地分析问题,还能够有效地解决问题。
智能控制技术的广泛应用在一定程度上推动了我国智能化的发展,对提升人们生活质量有着重要意义和影响。
将智能控制理论高效融入到工程实践中,可以更好地解决机械难题,并通过建立数学模型对工程中的问题进行优化和调整,改善工程控制的不足,同时确保工程的稳定、健康运行。
中国金属学会轧钢学会钢管学术委员会五届六次年会在济南召开

科学发展 ,可持续发展的要求 ,各钢管生产企业 应不 断优化生产T 艺,节约资源和能源 ,实现低碳生产 。我国钢管工业 的发
展 应 从 规 模 型 增 长 向技 术 质 量 效 益 型增 长 转 变 。 会 议 再 次 呼 吁 ,在 钢 管 产 能 严 重 过 剩 的 情 况 下 ,各 企 业 应 严 格 控 制 扩 大 生 产 规 模 的投 资 ,不 宜 再 新 增 钢 管 产 能 .应 加 强
文章 ,推动行业健康可持续发展。 ()配 合 中 国金 属学 会 轧钢学 会 做好 钢管 学会 2
的换 届工 作 。 ()积 极参 与钢 管标 准分 委员 会 制 ( ) 钢管 3 修 订
标准 。
( 订工作。三是积极组织第十届 国际轧钢大会论 修) 文 征集 工作 ,向轧钢 学会 推 荐 了 1 论 文 ,其 中 5篇 有8 篇论文被编人 《 第十届 国际轧钢大会论文集》 。 四是 通 过 多 种 形 式 组 织 本 次 年 会 论 文 ,编 辑 出版 了本 次年 会 《 论文 集 》 。
兼秘书长成海涛在会上作 了丁作报 告 ,分析 了当前钢管行业 的现状和面临的主要问题 ,提出了我国钢管工业进入调整期后 的
思考和建议 ,对 2 1 0 0年钢管学会 的工作进行 了简要 回顾 ,提 出了钢管学会 2 1 0 1年的工作计划建议 。 中国工程 院李 鹤林 院 士 、王国栋 院士分别作 了“ 面向 ‘ 十二五 ’ 的高性能石油 钢管” “ 、 热轧无缝 钢管的新一代 T MPT艺装备构想 ” C 的专题学术报 告。大会特邀 中国金属学会轧钢学会 焊接钢管学术委员会主任委员王 晓香作 了“ 0 9年 以来焊管业运行情 况及发展建议 ” 20 的 专题报告 。 会议认 为我 国钢 管行业 的发展受N ̄- ' t 部条件和钢管行业本身存在的突出矛盾 的限制 ,诸 如产能严重过剩 、全行业利润大 幅下降 、集 中度低下 、落后产能急需淘汰等突 问题 ,必须依 靠技 术进 步 ,转变经济增长方式 ,加速 品种结构调整和淘汰落
轧钢精整共技术比武理论考试试题(含答案)
钳工技术比武理论考试试题一、单选题(15×1分):1、钢筋的取样部位应从( C )部位取。
A.根钢筋的头部B.一根钢筋的尾部C.一根钢筋的中部D.随意取2、测量精确度最高的量具是( C )。
A.直尺B.游标卡尺C.千分尺3、一般定尺剪每次换剪刃是换( C )剪刃。
A.上剪刃B.下剪刃C.上下剪刃4、轧材矫直中常见的矫直缺陷有(C )。
A.夹杂B.刮伤C.凸包和凹坑5、直径在30mm以下的型钢应(A )交货。
A.成捆B.散装C.成箱6、推钢式冷床主要用于(C )轧制工艺中。
A.板带B.小型型钢C.大型型钢7、下列对矫直机在线作业描述错误的是( A )。
A.需较多的中间仓库场地,但灵活性大B.可节省大量的中间仓库场地C.需冷床、矫直及半成品的清理加工能力大于轧机能力D.产品可做到班产班清,对生产管理和组织有利8、精整设备的液压系统中( B )是执行元件。
A、液压泵B.液压缸及油马达C.各种阀类9、某钢牌号为Q235A,其中“235”是指钢的(B )。
A.抗拉强度B.屈服强度C.延伸率D.收缩率10、打完捆的线材挂牌时应挂在( A )为好。
A.从一端的300mm处里外各挂一个B.挂在线材的两端部C.可以随便挂11、冷床是用来( B )和冷却轧件的。
A. 纵向移送B. 横向移送C. A+B12、槽钢是按( B )来确定规格大小的。
A 腿高bB 高度hC 腰高d13、按( A )可将矫直机分为开式矫直机和闭式矫直机。
A.辊子在机座中的配置方式B.辊子形状C.辊子大小D.辊子的传动形式14、产生剪裂的原因主要是( B)。
A.剪切速度太快B.钢板温度处于蓝脆区C.剪刃不锐利15、图中游标卡尺的正确读数应为:(C)主尺游标尺0.02A、211.06mmB、211.30mmC、212.06mmD、212.30mm二、判断题(15×1分):1、冷床宽度是指冷床在轧件长度方向上的尺寸。
(对)2、硫酸的酸洗机理仅有溶解作用。
2010年轧钢会议汇报材料

1. 1乳化液斑的特征
冷轧带钢表面残油和残碳过多,未经脱脂机组清 洗,直接进罩式退火炉进行退火或直接进镀锌机组。 成品带钢表面呈不规则点状、块状、条片状斑点或象 小岛状的灰褐色或黄褐色的大小不等的长条或块状图 形,轻微用手可以擦除。缺陷一般出现在带钢头部、 尾部及边部、中间浪形区域和板形不好区域。严重的 退火后带钢整个板面呈条状灰黑色或黄褐色斑迹(俗 称黑带)。
求控制。避免在轧制时氧化铁皮压入带钢表面吸附轧制油或杂油;
⑵ 正常轧制时各班的乳化液工应加强对乳化液的维护,保证乳 化液的清洁度,定期定时开启磁棒过滤器、皮带撇油器和平床过滤
器,以确保乳化液的浓度、温度、皂化值等各项指标符合规定;
⑶ 增大气刀压力,改善喷嘴吹扫效果,防止油雾、蒸汽和灰尘 混合物在乳化液管道和空气管道上凝结后滴在钢板表面,这些液滴
3带钢边部裂边锯齿边和卷芯溢出边 3.1锯齿边
⑴ 特征:成品带钢边部或局部开裂、呈锯齿型裂口 ⑵ 产生原因: 酸洗切边质量不好或带钢被剪切的部位塑性较差造成。 轧制时张力太大也会造成锯齿边。 ⑶ 解决方法 : ①对酸洗机组园盘剪剪刃的使用周期和剪切量,不同厚 度的带钢在剪切时圆盘剪的上、下剪刃重叠量、剪刃侧间 隙进行精确调节,认真执行操作规范。 ② 定期修磨刀片,防止剪刃粘铁; ③ 轧机操作人员在轧制过程中对成品质量进行检查, 发现有锯齿边缺陷,对各道次的压下率和张力进行调节。
5 改善冷轧钢板表面擦伤缺陷的措施
5.1 提高脱脂机组的卷取质量
5.2 提高钢卷内径点焊质量 5.3 优化脱脂机组和平整机组的张力制度
厚度,mm
脱脂卷取,N/mm2 50-54
平整开卷,N/mm2 42-45
平整卷取,N/mm2 50-54
0.4-0.7
钢材精整工序技术要求-

地址:河南省郑州市巩义工业区紫荆路58号 销售热线:0371-64319872 24小时服务热线:13803827591
备案号:豫ICP备12008476号-1 QQ:47478989 E-mail:hengxujx@
钢材精整;是轧钢生产工艺流程中最后一道工序,它对产品得质量在一定程度上起着最终得保证作用。精整工序得内容因产品得技术要求不同而不同,一般都包括钢材得切断或卷取、轧后冷却、矫直、成品热处理、产品表面清理、各种检验以及成品的包装、称重、打标志等具体工序。
1)钢材切断:成品需切头尾(将头尾变形不规则部分切除)和切定尺。在轧制过程中,为轧制过程顺利进行,轧件也需切头尾。常用的切断设备有:
如钢材按特定的加热保温曲线进行加热、保温后,在水中或油中快速冷却,即进行淬火处理,可提高钢的强度和硬度,增加耐磨性。如将经淬火后的钢材再加热到
723℃以下的某一温度范围进行保温,然后在油中或空气中冷却,即进行回火处理,可减少或完全消除钢在淬火时所产生的内应力,降低淬火钢的脆性,获得较好的韧性和强度的配合。
2)钢材轧后冷却:根据钢的化学成分、组织状态、产品断面尺寸、冷却后可能产生的缺陷以及轧机产量、冷却场地等条件,分别采用不同的冷却方式。
空冷:即在空气中自然冷却。常用于低碳钢、普通低合金高强度钢、大部分碳素结构钢和合金结构钢等的轧后冷却。
快冷:即采用鼓风、喷雾、喷水、无压层流水冷等骤冷到某一温度后再自然冷却。常用于要求检验碳化物网状缺陷的钢种和普碳钢盘条的轧后冷却。
3)钢材矫直:轧制后的钢材由于在输送中顶撞挡板或其他障碍物和轧后冷却中冷却不均等,往往发生弯曲、瓢曲或端部扭偏,必须通过矫直设备(如压力矫直机、张力矫直机和辊压矫直机等)使钢材长度方向上平直和给钢材断面整形。
中国钢铁年会论文集内容

2005中国钢铁年会论文集内容
2005中国钢铁年会大会特邀报告
1.从国民经济的发展看中国钢铁工业的未来发展,刘世锦副主任,
国务院发展研究中心
2.钢铁工业面临的挑战,Christmas I. 秘书长,国际钢铁协会
3.环保法规与冶金行业,张力军副局长,国家环保总局
4.在欧共体框架下的德国钢铁工业, Amiling 博士,德国钢铁学
会
5.宝钢技术创新体制的改革与发展谢企华董事长,宝钢集团
6.日本钢铁工业现状及任务,Naoki Okumura.理事长,日本钢铁学
会
7.贯彻钢铁产业政策,促进钢铁工业健康发展,贾银松副局长,国
家发改委
8.后京都(议定书)时代的钢铁工业和CO2排放问题,Birat, J. P.
博士,Arcelor Research
9.坚持科学发展观,加快武钢改革发展邓崎琳总经理,武钢集团
10.韩国钢铁工业的技术发展战略,HONG Sang-bok所长,韩国浦项
研究所
11.全面落实科学发展观,建设21世纪的新首钢,朱继民董事长,首
钢集团
12.奎那那HIsmelt厂调试生产,Neil Goodman ,澳大利亚
铁烧焦96篇:
能源:30篇
环保32篇
安全分会场:22篇
炉外处理炼钢连铸152篇
轧钢分会场:114 篇。
2023年全国轧钢生产技术会议中国金属学会

2023年全国轧钢生产技术会议中国金属学会20年来,中国钢铁工业迎来了蓬勃发展期。
随着市场的逐步成熟,轧钢生产技术的进步成为了重要的发展方向。
为加强中国轧钢生产技术的学术交流,中国金属学会组织了2023年全国轧钢生产技术会议,探讨钢铁生产技术的前沿研究方向与发展趋势。
轧钢生产技术的现状和发展随着新技术、新设备和新材料的进一步推广,轧钢生产技术逐渐出现了相应的变革。
在生产工艺方面,超细粉体钢材、火暴钢带、硬致湿法等新型工艺的出现,使轧钢工艺在节能降耗、环保增效等方面都取得了很大的进展。
在生产设备方面,大冶钢等公司采用22米宽连铸、多机组同步铣切、快速切割焊接等先进技术,提高了铸坯利用率,降低了生产成本,并在大型特殊钢铁生产方面取得了重大的突破。
同时,随着市场需求的不断增加,轧钢生产技术也正在不断发展,特别是包括高性能钢板、高强度钢板、高清洁度钢板等在内的特殊钢板,其市场前景广阔,生产技术成为了我国钢铁工业发展的重要研究方向和技术攻关课题。
全国轧钢生产技术会议的重要性中国金属学会举办的2023年全国轧钢生产技术会议是一次对钢铁行业及相关领域进行系统性学术交流的平台。
通过这一平台,相关领域的专业人士可以共同探讨行业发展趋势、新技术进展等学术问题,交流研究成果、共享技术资源,推动钢铁工业技术革新和发展。
会议主题涵盖了当今国内外轧钢生产技术领域的前沿研究成果及应用效果。
会议将聚焦于轧钢生产工艺、轧钢生产设备、特殊钢铁产业研究与发展等方面,同时承担了启迪和引领行业和地方交流、学习、技术提高等重要职责。
会议将集聚国内外学术领域相关领域的同行、工程师、技术人员、生产企业等,并邀请教授等领域的专家进行精彩的交流演讲,讨论、展示和推广行业新技术、新材料的最新成果、应用与发展。
这将为推动中国轧钢生产技术进一步的发展和创新提供更为广泛、更为深入的资源和平台。
总结在全球经济一体化的背景下,钢铁工业处于快速发展和技术创新时期。
轧钢基础知识课件复习课程

在加热和轧制过程中,需控制温 度,以保持轧制过程的稳定性和 产品质量。
冷却与矫直
冷却
通过控制冷却速度,使轧 制后的钢材获得所需的性 能。
矫直
对轧制后的钢材进行矫直, 消除其弯曲、翘曲等缺陷, 使其平直度满足要求。
表面处理
根据需要,对钢材进行表 面涂层、镀层等处理,提 高其耐腐蚀性和美观度。
精整与检验
详细描述
轧钢是将熔融态的金属通过轧机加工成各种形状和规格的钢 材的过程。热轧是先将金属加热至高温状态,然后通过轧机 加工成钢材;而冷轧则是在常温下对金属进行轧制。
轧钢技术的发展历程
总结词
随着工业技术的不断进步,轧钢技术也在不断发展。从最早的手工轧制到现代的自动化轧制,轧钢技术经历了漫 长的发展历程。
机械制造用钢材
总结词
机械制造用钢材要求具备高强度、高 耐磨性、高耐腐蚀性等特点,以满足 各种机械设备的高负荷和长寿命需求。
详细描述
机械制造用钢材通常采用合金化热轧 或冷轧工艺生产,常见的机械制造用 钢材有渗碳钢、碳素工具钢、合金工 具钢等。
汽车用钢材
总结词
汽车用钢材要求具备轻量化、高强度、良好 的成型性和抗冲击性能等特点,以满足汽车 节能减排和安全性能的需求。
轧钢生产安全的重要性
保障员工生命安全、减少企业财产损失。
轧钢生产安全的基本要素
设备安全、操作安全、环境安全等。
轧钢生产安全的防护措施
安全防护装置、安全操作规程、应急预案等。
轧钢生产安全的未来发展
智能化安全监控、自动化救援等。
环境保护与节能减排
01
环境保护与节能减排的重要性: 保护环境、降低能耗、减少排放 。
详细描述
未来的轧钢技术将更加注重环保和可持续发展,采用更加节能、减排和资源循环利用的 技术手段。同时,随着人工智能、大数据等技术的不断发展,轧钢技术将更加智能化, 实现更加高效、精准的生产和管理。此外,新型材料的出现和应用也将推动轧钢技术的
第二届注射成形专题研讨会及产业论坛在深圳召开
李剑云等 : 非连续相 混杂增强金 属基 复合材 料的研 究进展
・ 行业 动态 ・
第二届注射成 形专题研讨会及产 业论坛在 深圳 召开
由 中国钢 结 构协 会 粉末 冶 金分 会 、 中国金 属 学会 粉末 冶 金分 会和 上海 伊 丽斯 会 展服 务有 限公司 联合 主
办, 中 国钢 结 构协 会 粉末 冶金 分 会和 上海 伊 丽斯 会 展服 务 有 限公 司承 办 的“ 第 二 届 注射 成 形专 题研 讨 会 及 产 业 论坛 ” 于2 0 1 6 年1 0月 2 8 -2 9日在 深 圳 宝 安召 开 。来 自中 国钢 结构 粉末 冶 金分 会 注射 成 形专 业委 员会 的 代表 , 全 国各 地 及 台湾 地 区注射 成 形 生 产及 原 料 、 设备、 模 具 等相 关 企业 的代表 , 以及 从事 粉 末注 射 成 形 研 究 的知名 高 校和研 究 机 构的 专家 学者 约 8 0 个单位 1 6 0 多人 参加此 次 会议 。 大 会主 席 、 中 国钢 结构 粉末 冶 金分 会注 射 成形 专 业委 员会 主 任 、 中 国金属 学会 粉 末冶 金 学会 理事 长 、 北 京 科技 大 学 新材 料技 术 研 究 院 曲选 辉 教授 代 表主 办单 位 致欢 迎 辞并 作 了“ 高温合 金 增压 涡轮 注射 成 形制 备 与 评价 ” 的报 告 ; 中国钢 协粉 末 冶金 协会 秘 书长 、 粉末 冶金 产 业技 术创 新 战略联 盟 ( C P MA) 秘 书长 、 中国钢研 科 技集 团有 限公 司 总经 理助 理 韩伟 教授 致 辞 并作 了“ 科技 管 理体 制 改革给 粉 末冶 金 行业 带来 的机 遇 与挑 战
[ 4 1 】 方 浩 ,张 国 定 . Al : 0, 短纤维/ S i C颗 粒 混 源自 增 强 铝 合 金 复 合 材
包装钢带断裂原因分析及改进措施
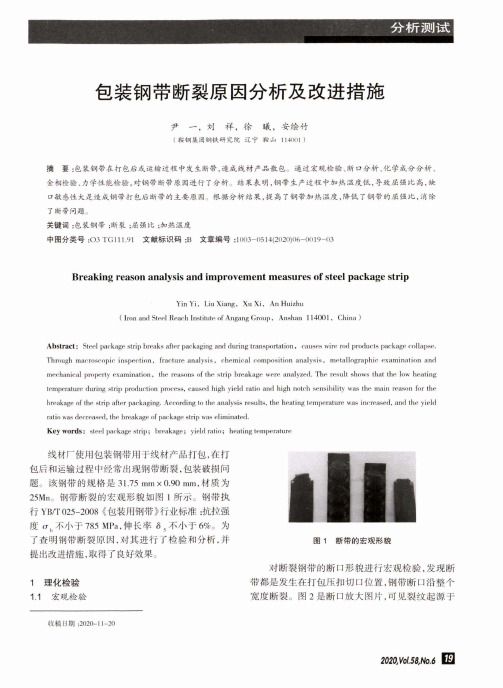
分析测试包装钢带断裂原因分析及改进措施尹一,刘祥,徐曦,安绘竹(鞍钢集团钢铁研究院辽宁鞍山114001 )摘要:包装钢带在打包后或运输过程中发生断带,造成线材产品散包。
通过宏观检验、断口分析、化学成分分析、金相检验、力学性能检验,对钢带断带原因进行了分析。
结果表明,钢带生产过程中加热温度低,导致屈强比高,缺口敏感性大是造成钢带打包后断带的主要原因。
根据分析结果,提高了钢带加热温度,降低了钢带的屈强比,消除了断带问题。
关键词:包装钢带;断裂;屈强比;加热温度中图分类号T G111.91文献标识码:B文章编号:1003-0514(2020)06-0019-(>3Breaking reason analysis and improvement measures of steel package stripY in Y i, Liu Xiang, X u X i,An Huizhu(Iron and Steel Reach Institute of Angang Group, Anshan 114001, China )A bstract: Steel package strip breaks after packaging and during transportation, causes wire rod products package collapse. Through macroscopic inspection, fracture analysis, chemical composition analysis, metallographir examination and mechanical property examination, the reasons of the strip breakage were analyzed. The result shows that the low heating temperature during strip production process, caused high yield ratio and high notch sensibility was the main reason for the breakage of the strip after packaging. According to the analysis results, the heating temperature was increased, and the yield ratio was decreased, the breakage of package strip was eliminated.Key words: steel package strip; breakage; yield ratio; heating temperature线材厂使用包装钢带用于线材产品打包,在打 包后和运输过程中经常出现钢带断裂,包装破损问 题。
2020(第二届)中国钢铁高质量发展标准化论坛召开

2020(第二届)中国钢铁高质量发展标准化论坛召开
作者:
来源:《中国质量与标准导报》2020年第06期
10月24日,由冶金工业规划研究院主办,工业和信息化部钢铁行业节能标准化工作组、工业和信息化部钢铁行业节水标准化工作组、工业和信息化部钢铁行业资源综合利用标准化工作组联合主办,中国特钢企业协会、中国铁合金工业协会、中国冶金矿山企业协会、中关村不锈及特种合金新材料产业技术创新联盟支持的“2020(第二屆)中国钢铁高质量发展标准化论坛”在北京召开。
本届论坛的主题为“品质提升·绿色发展”。
与会代表共同探讨如何以标准化规范、支撑、引领我国钢铁行业品质提升和绿色发展,共享钢铁企业标准化工作与高质量发展的有益实践,共谋钢铁行业“十四五”标准化发展宏图。
来自政府部门、行业协会,及107家钢铁企业,50家社会团体、研究机构、节能环保及设备制造企业的400余人参会。
(本刊)。
2002年全国轧钢生产技术会议-中国金属学会
2016年全国轧钢生产技术会议会议手册主办:中国金属学会2016年8月24~26日贵州贵阳代表须知热烈欢迎各位参会代表,为了您更好地参与本次会议,请认真阅读。
一、开会时间及地点:8月25日大会报告时间:上午8:00~12:00 下午13:30~18:00地点:贵州嘉华酒店国际会展中心(酒店4层)8月26日二个分会场交流时间:上午8:00~12:00 下午13:30~18:00第一分会场:热轧分会场地点:20楼多功能厅第二分会场:冷轧板带、板带涂镀分会场地点:4楼2号厅会场如有变动,敬请注意通知。
二、餐饮时间:(凭餐券就餐)8月25日~27日早餐:7:00~9:00 地点:二楼西餐厅8月24日~25日晚餐:18:00~20:30 地点:三楼中餐厅8月25日午餐:18:00~20:30 地点:三楼中餐厅8月26日午、晚餐:12:00~13:30、18:00~20:30 地点:二楼西餐厅三、住房、退房:1、代表住宿费自理,凡两人合住的代表,若有一位提前退房离开,宾馆要调整住房,不愿调整者,需支付另一个床位费,请各位代表谅解和配合。
2、会议用房当天14:00之前退房,14:00之后到18:00之前退房,加收半天房费,18:00之后退房按一天房费收取。
四、其它有关事项:1、任何单位或个人在会议期间不得召开会议和组织其他活动。
2、进入会场请佩戴代表证,无代表证的其他人员将禁止入内。
3、就餐人员请出示当餐餐劵就餐,不得挪用或转让给他人。
4、会场内请保持安静;手机请设为静音或震动状态。
五、会议发言PPT文件录入事宜:分会场及大会发言人:请8月24日在报到时录入PPT文件或与会务组联系。
六、会务组联系人:王寅生日程安排。
第二届先进轧钢精整、包装及钢材加工配送技术学术研讨会纪要
第二届先进轧钢精整、包装及钢材加工配送技术学术研讨会纪
要
无
【期刊名称】《塑性工程学报》
【年(卷),期】2008(15)4
【总页数】2页(P5-5)
【关键词】学术研讨会;钢材加工;精整;轧钢;技术;配送;包装;北京科技大学
【作者】无
【作者单位】中国金属学会青年委员会;北京机械工程学会
【正文语种】中文
【中图分类】TG335.56;TG333.4
【相关文献】
1.钢铁企业钢材加工配送项目化管理方法研究——以莱钢H型钢加工配送管理为例 [J], 高峰太
2.第九届全国塑性工程学术年会暨第二届全球华人先进塑性加工技术学术交流会会议纪要 [J],
3.国内钢铁业与造船业强强联合鞍钢新轧—新船重工大连钢材加工配送有限公司正式成立 [J],
4.2006年先进轧钢精整工艺、装备和工具技术学术研讨会纪要 [J], 无
5.2006年先进轧钢精整工艺、装备和工具技术学术研讨会会议纪要 [J], 韩静涛
因版权原因,仅展示原文概要,查看原文内容请购买。
合金加工学术委员会20xx年工作总结

合金加工学术委员会20xx年工作总结合金加工学术委员会20xx年工作总结合金加工学术委员会20xx年工作总结一、召开了第十二届材料科学及合金加工学委会学术交流会为总结我国有色金属材料及加工行业的学术进展,促进我国有色金属材料及合金加工领域的技术发展,”合金加工学术委员会”联合“材料科学与工程学术委员会”于20xx年10月19-23日在湖南省张家界市召开了“第十二届中国有色金属学会材料科学与工程及合金加工学术交流会”。
来自全国各地近70名代表出席这次会议。
会议由合金加工学术委员会主任谢水生教授主持,材料科学与工程学术委员会主任、北京有色金属研究总院副院长熊柏青代表两个专业委员会致了开幕词,开幕词对我国有色金属材料科学及合金加工领域近年来的发展进行了回顾和展望。
出席会议的两个学术委员会委员有熊柏青、谢水生、杨文敏、王鼎春、姚新君、张忠诚、沈健、于振涛、赵刚、樊建中、郑弃非、张永安等。
出席会议的代表分别来自北京有色金属研究总院、西北有色金属研究院、西南铝业集团有限责任公司、东北轻合金有限责任公司、宝鸡钛业股份有限公司、清华大学、东北大学、北京科技大学、上海交大、沈阳大学、广州有色金属研究院、北京航空材料研究院、北京金鹰铜业公司、云南铜业集团公司、南京军钢电炉厂等单位。
会议期间出版了十二届学术交流会论文集。
本届交流会共收到论文84篇,其中有28篇论文在大会上进行了交流。
论文内容包括高强铝合金的组织性能、生物医用钛合金的制备加工、形状记忆合金的相变行为、稀土镁合金的组织性能、新型超导材料制备加工、电磁及超声处理对铝合金危及镁合金组织性能影响、高温高强钛合金的组织及性能、高强高导铜合金的生产技术、氢含量对钛锆等合金性能影响、难熔合金的制备新技术、电触头材料的发展、钛铝金属间化合物的制备技术、砷化镓及蓝定石等晶体生长、钛合金的激光成形的等等,会议议题广泛,涉及我国有色金属材料及加工领域的科研开发产业化等众多领域,反映出近年来我国有色金属材料与加工领域科研与生产所取得的最新进展和可喜成就。
2011 中国钢材加工配送技术学术研讨会

中国金属学会青年委员会北京机械工程学会关于召开“2011中国钢材加工配送技术学术研讨会”通知主题:推动钢材加工配送行业“绿色、健康、快速”发展《十二五钢铁产业发展规划》指出:产业结构调整和节能减排将是推动钢铁工业增长方式转变的关键。
为贯彻落实《十二五钢铁产业发展规划》的要求,根据我国钢铁工业发展的新形势和新需要,进一步提高各钢铁生产企业和流通企业在钢铁供应、加工、配送领域现代化技术与管理水平,推进钢材加工配送行业产业结构调整、绿色发展、标准制定等工作,更好的为用户服务,延伸产业链,提升产品的价值和功能。
为此,中国金属学会青年委员会和北京机械工程学会决定于2011年4月14-16日在北京科技大学会议中心召开“2011中国钢材加工配送技术学术研讨会”。
敬请相关单位领导及人员参加。
一、会议目的(1)充分了解全国钢材加工配送现状及发展趋势;(2)解读《十二五钢铁产业发展规划》对钢材加工配送行业的挑战与机遇;(3)促进钢材加工配送企业现代化以及钢材生产与下游行业更紧密的战略合作;(4)了解钢材加工配送行业标准体系现状与要求。
二、会议主要内容1.钢铁行业发展走向和产业物流现状与发展趋势;2.解读《十二五钢铁产业发展规划》对钢材加工配送行业的挑战与机遇;3.钢材加工与配送行业标准体系现状、问题与需求;4.钢铁产品物流加工配送工艺与装备的最新发展;5.金属薄板纵橫向精密剪切原理、工艺与装备最新发展;6.热轧中厚板剪切工艺与装备的最新发展;7.金属长材加工工艺、技术与设备的最新发展;8.加工配送过程中钢材质量控制工艺、技术与设备;9.汽车行业对钢材加工配送的要求;10.家电行业对钢材加工配送的要求;11.造船行业介对钢材加工配送的要求;12.集装箱行业对钢材加工配送的要求;13.建筑、机械行业对钢材加工配送的要求;14.包装行业对钢材加工配送的要求;15.交通运输行业对钢材加工配送的要求;16.其他。
三、主办单位中国金属学会青年委员会北京机械工程学会承办单位:北京科技大学北京机械工程学会压力加工分会协办单位:北京钢联信息咨询有限公司等四、会议时间2011年4月14-16日,2011年4月14日全天报到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本次会 议 形成 了 以下共 识 :
1 )本 次会 议为从 事 轧钢 精整 、包装 及 钢材 加工 配送 技术 工 作 的工 程 技术 人 员 提供 了一 个 很好 的学 术 和 技 术交 流 的平 台 ;确定 “ 钢精整 、包 装及 钢 材加 工配送 技术 ” 学术 研 讨会 将 每 2 年 举办 一 次 , 根 据具 轧 两 并 体 情 况不断 扩大 交流 内容 、研 讨深 度和 规模 ,力 争办 成 有影 响 的行 业 学 术 会 议 ,并 确 定 下 次 会议 将 于 2 l OO
年召开。
2 使参会的企业领导和工程技术人员更深刻地认识到 , ) 轧钢后部工序技术与装备水平的提高 , 对最终产
品质量 将起 到重 要 的影 响作用 。
3 会代表 对 轧钢精 整 、包装 及 钢 材加 工 配送 技 术 的各 方 面进 行 了深 入 的学 术 和技 术 交 流 ,并提 出 和 )与 讨 论 了许 多 工程 实际 问题 , 表们认 为收获很 大 。 代 4 )与会 代表认 为 ,本 次会议 组 织得 很成 功 ,同时增加 的 “ 包装 及钢 材加 工配 送” 技术 交流 内容 相 当好 , 这对 整个 钢 材产 品质量 的提 高有 重要 的意义 。 5 )与会 代表 呼 吁组建 一个 轧钢 精整 、包 装及 钢 材 加工 配 送 技术 的常 设 协作 组 织 和 交 流平 台 ,以便 学术
维普资讯
1 2
塑 性工程 学 报
第 1 卷 5
( 接 第 5页) 上
在2 o日下 午 的座谈会 上 ,与会代 表就 感兴 趣 的 问题 进 行 了讨 论 。同 时学 会 领 导 听取 了会 议代 表 对 会议
今后继续举办的一些建议 。与会代表再次提出了建立 “ 轧钢精整 、包装及钢大会执行主席韩静涛教授的主持下隆重开幕 , 中国金属学会顾问李文秀教授 、北
京 机 械工程 学 会汪 士治 教授 、太 原科 技 大 学 副校 长 黄 庆 学 教授 、 中 国金 属 学 会 轧 钢 分会 副 秘 书 长 王耀 琨 教 授 、德 国 I iglbr KSKl e egGmb 首席 运营官 孔仁 博 博 士 、芬 兰 P s l n n H eme Oy公 司 Har et 生 、中钢 ryL ho先 集 团赵 发 忠处 长等 先后致 词 ,对大会 的召开表 示祝 贺 , 会议 提 出的鲜 明主题 ,明 确 的宗 旨和 成功 的举 办给 对
工 、物流 配送 、工 具制 造企 业 等 ;设 计研 究单 位有 中国重 型机械 研究 院 、首钢 设计 院 、攀钢 设计 院 、中冶京 诚 轧 钢工程 技 术所 等 ; 型 国际工 贸公 司有 中国钢铁 工贸集 团公 司等 ;高 等 院校有 北 京科 技 大学 、山西 太原 大 科 技 大学 、沈 阳建 筑科 技大 学等 ;国外企 业有 德 国爱 凯 思 ・ 林 贝格 集 团公 司 (J ) 克 f 具 、芬 兰 P s l eme Oy公 司 ( 物流 、包 装 ) 、德 国锐弗 姆 公 司 ( 磨床 ) 、加拿 大 巴恩斯 公 司等 。 中国冶金 报 、冶金 工业 出版社 、塑 性工 程 学报 、世 界金 属导 报 等新 闻 出版单位 也 都派 员参 加 了本 次会 议 。
维普资讯
第 4 期
王 仲仁 :国际塑 性加 工会议 (C ) 回顾 与展 望 I TP 的
5
・
会讯 ・
第 二 届 先 进 轧 钢 精 整 、包 装 及 钢 材 加 工 配送 技 术 学 术 研 讨 会 纪 要
由中 国金 属 学会青 年委 员会 、北京 机 械 工程 学 会 共 同主 办 ,北 京 科技 大学 承 办 的 “ 二 届 先 进 轧 钢精 第 整 、包装 及钢 材 加工配 送技 术 ”学 术研讨 会 于 20 0 8年 6月 1 - 2 8日- 0日在北 京科 技大 学会议 中心召 开 。 本 次会议 以 “ 降低 成 本 ,提 高 质量 ”为 背景 , 继 2 0 是 0 6年 “ 钢精 整 工 艺 、装 备 和 工 具 技术 ” 学 术研 轧 讨会 之后 ,听取 了企业 建议 ,增 加 了 “ 装 及 钢 材加 工 配送 ”技 术 交 流 内容 ,举 办 的 “ 二 届 先 进 轧 钢精 包 第
整、包装及钢材加工配送技术”学术研讨会 。会议 的宗 旨是 : 搭建平台, 促进交流 , 明确主题 , 同发展 。 共 与会代表 10 5 余人 , 提交会议论文 3 余篇 。 0 会议出版了 “ 第二届先进轧钢精整 、包装及钢材加工配送技术” 学术 研讨 会论 文集 ,选 登有 代表 性 的论文 2 。3 家 国 内外 生 产企 业 的代 表 参加 了此 次会议 , 铁 生 产 5篇 0多 钢 企业有宝钢、首钢 、本钢 、邯钢 、济钢、太钢 、唐钢 、南钢 、马钢、重钢 、莱钢、宣钢 ,以及钢材包装 、加
予高度评价。
代 表们 从 钢铁 工业 的现状 、发展趋 势 、产 品质 量控制 到 精整 工艺 、装备 和 工业技 术 、包装 及钢 材加 工配
送技术 、企业的技术改造等展开交流 , 从多角度 、多层面进行 了热烈 的讨论 , 达成了共识 , 提出了问题 和努 力 的方 向 。 ( 转第 1 下 2页)
和 技术 的交 流 与沟通 。
中国金属 学会青年委员会 北京机 械 工程 学会