异型钢丝的开发与应用
钢丝绳牵引异形轨卡轨车系统在开拓煤业的应用研究

钢丝绳牵引异形轨卡轨车系统在开拓煤业的应用研究梁安文【摘要】主要介绍了我国煤矿井下辅助运输发展现状,重点阐述了KSY90/ 250P 异形轨卡轨车系统组成、特点及应用情况,提出了一种新型轨道SMJ140异形轨,解决了普通轨运输车辆易掉道、翻车、跑车和制动不稳定以及槽钢轨不能与普通轨对接等问题.%This paper mainly introduces the present situation of auxiliary transportation in coal mine in our country, emphasizes on the composition, characteristics and application of KSY90/250P special-shaped rail truck, and puts forward a new type of track SMJ140 special-shaped rail, which solves the problem that the ordinary rail transport vehicle can easily fall off the track. Overturn, sports car and brake instability, and groove rail can not connect with the ordinary rail and other issues.【期刊名称】《机械管理开发》【年(卷),期】2018(033)005【总页数】2页(P74-75)【关键词】SMJ140异形轨;卡轨车;应用研究【作者】梁安文【作者单位】山西潞安集团蒲县开拓煤业有限公司, 山西蒲县 041200【正文语种】中文【中图分类】TU144引言目前我国煤矿以井工开采为主,90%以上的煤矿井下辅助运输采用的是轨道运输,除了少数的大型煤矿企业使用了国内外先进的辅助运输装备外,多数煤矿的辅助运输系统仍为小绞车、小机车运输等多段分散落后的传统运输方式,普遍存在辅助运输环节多、占用人员多、安全隐患多、机械化程度低等落后现象,且国内传统的普通轨卡轨车系统和槽钢轨卡轨车系统虽然在技术上有一定程度的提高,但在运输效率和安全性能方面仍然亟待提高。
高性能钢丝绳创新与发展

进 行设 计优 化 。Bf idon研 发 了一 系列 不 同种 类 的多 股钢丝绳 ,其中有长度 3.9 km、直径 135 mm、质量
申请 人 :天津 钢铁 集 团有 限公 司 本 实用 新 型 涉 及一 种 盘 条标 距 标 记 用模 具 ,包
达 367 t的多股 绳 。有 限元 应 用 的重要 产 品还 有 近 海锚 泊 用大 规格 螺旋 股产 品等 。
高性能钢丝绳创新 与发展
高性 能 的钢 丝绳 生产 除需 要考 虑 生产 工艺 和设 备 外 ,还 要 注意结 构设 计 、组 绳 股 的选 择 、轴 向 和非
Bristar塑性 芯 的 8股 绳 ,经过评 估 ,作 为 拖绳 和 提升 绳 ,与 Bfidon BiG T传统 8股 绳相 比,新 的 BiG T Bristar产 品寿命 增加 约 3O% ~50% 。
轴 向载荷优化等 。轴 向载荷需要考虑的因素:钢 、纤 维 、复合材料等材料的类型;圆形 、异形等几何形状 ;
专 利选 登
直径 和 横截 面 面积 等 ;力 学 性 能 和 耐 磨 性 能 等 。非 轴向载荷需要考虑的因素 :支持外股 的纤维芯;钢丝 表 面 的锌 镀层 和 其他镀 层 ;润 滑剂 ;股和 绳表 面涂 塑 和保 护 等 。为 了保 证 钢丝绳 使用 有 效期 内的安全 和 要求 ,使 用过 程 中需要 对其 进行 维护 和监 控 ,并需要 考虑 和钢 丝绳 接 触 的机 械 以及 电子 系 统 的 匹 配性 。 英 国的科 技工作 者 对此 进行 了研 究 。
股钢丝绳除了以上性能外 ,还有更高的填充系数 ,相 面形成的带有缺 口的七边形结构 ,缺 口的距离为左
同直径下有更高的破断力 ,提高了抗挤压 、抗冲击和 台面和右台面的 2个上平面之间的距离。本实用新
异形钢丝的生产
异形钢丝的生产异形钢丝是一种具有特殊形状的钢丝,可以根据不同的需要制成不同的形状和尺寸。
这种钢丝通常由高强度低碳钢丝或不锈钢丝制成,具有抗拉强度高、耐腐蚀性好、柔韧性强等特点,广泛应用于建筑、交通、机械制造等领域。
异形钢丝的生产过程分为材料选择、线材拉拔、冷镦或剪切和热处理等工序。
首先是材料选择,常用的材料有低碳钢丝和不锈钢丝。
低碳钢丝通常经过酸洗、除油、磷化等预处理工艺,以提高表面质量和耐腐蚀性能。
而不锈钢丝则具有良好的耐腐蚀性能和高温强度,适用于更为严苛的环境要求。
接下来是线材拉拔工序,通过将原材料钢丝经过拉拔机的拉拔过程,可以得到所需的钢丝直径和材质特性。
拉拔过程中需要控制合适的拉力和速度,以确保钢丝的物理性能和形状的准确度。
经过拉拔后,钢丝进一步进行冷镦或剪切处理。
冷镦是指采用冷冲压的方式将钢丝通过特制的异形模具加工成所需的异型形状。
剪切则是使用剪切机将钢丝按照特定的长度进行切割。
冷镦和剪切工艺可以根据不同的应用需求和需求进行选择,以满足客户的要求。
最后是热处理工序,热处理是为了改变钢丝的组织结构和性能。
常见的热处理方法有淬火、回火和退火等。
通过热处理,钢丝可以获得更好的强度、韧性和耐腐蚀性能。
以上便是异形钢丝的生产过程。
通过材料选择、线材拉拔、冷镦或剪切和热处理等工序,可以生产出具有特殊形状和优良性能的异形钢丝,满足不同行业的需求。
异形钢丝的应用范围广泛,既可以用于建筑结构中加固元件的制造,也可以用于汽车制造、航空航天等高要求的领域。
随着科技的不断发展,异形钢丝的生产工艺也将不断改进和创新,以满足市场的需求。
异形纤维的开发与纺丝生产技术
异形纤维的开发与纺丝生产技术作者:顾超英一、概述随着人们对纺织产品要求的变化,仿天然纤维截面的化学纤维也就出现了,而且其截面形态更是多种多样,诸如不规则的锯齿形、扁平的马蹄形、犬骨形、豆形等等。
其实,最早生产的化学纤维其截面形状主要是以圆形为主。
随着异形技术的推广和应用,化学纤维截面形态几乎已到随心所欲的地步,如三角形、三叶形、十字形、T形、H形等等。
这些纤维的截面异于圆形的化学纤维就是异形纤维,它是指纤维截面形态不是实心的圆形,生产中可采用非圆形孔眼喷丝板纺丝制造,其目的是改善化学纤维的手感、光泽、吸湿性、蓬松性等等特性。
由于截面形状的变化,使纤维间的摩擦力发生了变化,同时对人体皮肤的接触面积也产生差异。
对于不同的截面形状,在触摸时会给人以或干爽,或粗犷,或细腻,或滑柔的感觉。
异形纤维最初由美国杜邦公司于50年代初推出三角形截面,继而,德国又研制出五角形截面。
60年代初,美国又研制出保暖性好的中空纤维。
日本从60年代开始研制异形纤维。
随之,英国、意大利和前苏联等国家也相继研制该类产品。
由于异形纤维的制造以及纺织加工技术比较简单,且投资少,见效快,因此发展也比较快。
我国异形纤维的研制是在70年代中期。
在喷丝板制造方面改进了加工技术,提高了板的可纺性。
在纺丝方面,已有了成熟、完整的工艺。
在纺织产品方面主要是以仿各种天然纤维为主。
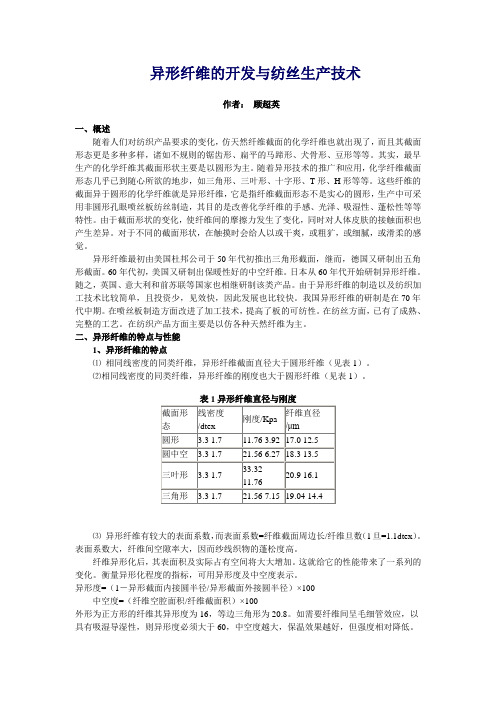
二、异形纤维的特点与性能1、异形纤维的特点⑴相同线密度的同类纤维,异形纤维截面直径大于圆形纤维(见表1)。
⑵相同线密度的同类纤维,异形纤维的刚度也大于圆形纤维(见表1)。
⑶异形纤维有较大的表面系数,而表面系数=纤维截面周边长/纤维旦数(1旦=1.1dtex)。
表面系数大,纤维间空隙率大,因而纱线织物的蓬松度高。
纤维异形化后,其表面积及实际占有空间将大大增加。
这就给它的性能带来了一系列的变化。
衡量异形化程度的指标,可用异形度及中空度表示。
异形度=(1-异形截面内接圆半径/异形截面外接圆半径)×100中空度=(纤维空腔面积/纤维截面积)×100外形为正方形的纤维其异形度为16,等边三角形为20.8。
钢丝绳的分类及型号的意义

5、按股的断面形状分:(1)圆股钢丝绳(2)异形股钢丝绳
6、按捻制特性分:(1)点接触钢丝绳(右交互捻、左交互捻、右同向捻和左同向捻四种
8、按绳芯分:(1)纤维芯-应用天然纤维(如剑麻、棉纱)、合成纤维和其他符合性能要求的纤维制成(2)钢芯(又称金属芯)-分独立的钢丝绳芯和钢丝股芯。
6、钢丝绳捻向为左同向捻
7、钢丝绳的最小破断拉力为189KN
8、单位长度重量为119kg/100m
9、钢丝绳的产品标准编号为GB8918
三、常用钢丝绳品种
1、6×7类圆股钢丝绳
6×7+FC 6股每股7芯,中间一股为纤维芯
(2)双捻(多股)钢丝绳:由一层或多层股绕着一根绳芯呈螺旋状捻制而成的单层多股或多层股钢丝绳
(3)三捻钢丝绳(钢缆):多根多股钢丝绳围绕着一根纤维芯或钢绳芯捻制而成的钢丝绳
2、按直径分:(1)细直径钢丝绳,即直径<8mm的钢丝绳
(2)普通直径钢丝绳,即直径≥8~60mm的钢丝绳
6×19S+FC 6股每股19芯(西鲁式钢丝绳),中间一股为纤维芯
6×19S+IWR 6股每股19芯(西鲁式钢丝绳),中间一股为钢(丝绳)芯
6×19W+FC 6股每股19芯(钢丝绳为瓦林吞式),中间一股为纤维芯
6×19W+IWR 6股每股19芯(钢丝绳为瓦林吞式),中间一股为钢(丝绳)芯
与圆形钢丝搭配
Z Z形钢丝
5绳(股)芯 6捻向
FC 纤维芯(天然或合成) Z 右向捻
NF 天然纤维芯 S 左向捻
SF 合成纤维芯 ZZ 右同向捻
V 三角形钢丝 ZAA A级镀锌钢丝
钢丝分类及术语

注:加工过程中为了润滑而在钢丝表面涂有磷酸盐、铜和其他涂层的钢丝均不属镀层钢丝。
7按抗拉强度
7.1低强度钢丝lower strength wire
抗拉强度不大于500MPa的钢丝。
7.2较低强度钢丝low strength wire
11.7干燥drying
将酸洗中和后的钢丝放入具有一定温度的干燥炉(箱)中保温,以去除水分或消除酸洗造成的氢脆现象的处理。
12加工变形deformation
12.1模拉die drawing
钢丝通过拉丝模孔挤压变形实现拉丝加工过程。
12.1.1冷拉cold drawing
在常温下进行拉拔加工钢丝。
12.1.1.1干式拉丝dry wire drawing
2.2.7六角形钢丝hexagonal wire
2.2.8椭圆形钢丝oval wire
2.2.9弓形钢丝segmental wire
2.2.10扇形钢丝scallop wire
2.2.11半圆形钢丝semicircle wire
2.2.12 z字形钢丝Z-shaped wire
2.2.13周期断面钢丝periodical section wire
在拉拔成品之前一道工序处理的在制品。
9.4成品finished product
符合需方要求或符合技术标准的钢丝。
10热处理heat treatment
10.1生产过程热处理heat treatment in production
10.1.1原料热处理heat treatment of wire rods
11酸洗及涂层pickling and coating
关于编制异形钢丝项目可行性研究报告编制说明

异形钢丝项目可行性研究报告编制单位:北京中投信德国际信息咨询有限公司编制时间:高级工程师:高建关于编制异形钢丝项目可行性研究报告编制说明(模版型)【立项 批地 融资 招商】核心提示:1、本报告为模板形式,客户下载后,可根据报告内容说明,自行修改,补充上自己项目的数据内容,即可完成属于自己,高水准的一份可研报告,从此写报告不在求人。
2、客户可联系我公司,协助编写完成可研报告,可行性研究报告大纲(具体可跟据客户要求进行调整)编制单位:北京中投信德国际信息咨询有限公司专业撰写节能评估报告资金申请报告项目建议书商业计划书可行性研究报告目录第一章总论 (1)1.1项目概要 (1)1.1.1项目名称 (1)1.1.2项目建设单位 (1)1.1.3项目建设性质 (1)1.1.4项目建设地点 (1)1.1.5项目主管部门 (1)1.1.6项目投资规模 (2)1.1.7项目建设规模 (2)1.1.8项目资金来源 (3)1.1.9项目建设期限 (3)1.2项目建设单位介绍 (3)1.3编制依据 (3)1.4编制原则 (4)1.5研究范围 (5)1.6主要经济技术指标 (5)1.7综合评价 (6)第二章项目背景及必要性可行性分析 (7)2.1项目提出背景 (7)2.2本次建设项目发起缘由 (7)2.3项目建设必要性分析 (7)2.3.1促进我国异形钢丝产业快速发展的需要 (8)2.3.2加快当地高新技术产业发展的重要举措 (8)2.3.3满足我国的工业发展需求的需要 (8)2.3.4符合现行产业政策及清洁生产要求 (8)2.3.5提升企业竞争力水平,有助于企业长远战略发展的需要 (9)2.3.6增加就业带动相关产业链发展的需要 (9)2.3.7促进项目建设地经济发展进程的的需要 (10)2.4项目可行性分析 (10)2.4.1政策可行性 (10)2.4.2市场可行性 (10)2.4.3技术可行性 (11)2.4.4管理可行性 (11)2.4.5财务可行性 (11)2.5异形钢丝项目发展概况 (12)2.5.1已进行的调查研究项目及其成果 (12)2.5.2试验试制工作情况 (12)2.5.3厂址初勘和初步测量工作情况 (13)2.5.4异形钢丝项目建议书的编制、提出及审批过程 (13)2.6分析结论 (13)第三章行业市场分析 (15)3.1市场调查 (15)3.1.1拟建项目产出物用途调查 (15)3.1.2产品现有生产能力调查 (15)3.1.3产品产量及销售量调查 (16)3.1.4替代产品调查 (16)3.1.5产品价格调查 (16)3.1.6国外市场调查 (17)3.2市场预测 (17)3.2.1国内市场需求预测 (17)3.2.2产品出口或进口替代分析 (18)3.2.3价格预测 (18)3.3市场推销战略 (18)3.3.1推销方式 (19)3.3.2推销措施 (19)3.3.3促销价格制度 (19)3.3.4产品销售费用预测 (20)3.4产品方案和建设规模 (20)3.4.1产品方案 (20)3.4.2建设规模 (20)3.5产品销售收入预测 (21)3.6市场分析结论 (21)第四章项目建设条件 (22)4.1地理位置选择 (22)4.2区域投资环境 (23)4.2.1区域地理位置 (23)4.2.2区域概况 (23)4.2.3区域地理气候条件 (24)4.2.4区域交通运输条件 (24)4.2.5区域资源概况 (24)4.2.6区域经济建设 (25)4.3项目所在工业园区概况 (25)4.3.1基础设施建设 (25)4.3.2产业发展概况 (26)4.3.3园区发展方向 (27)4.4区域投资环境小结 (28)第五章总体建设方案 (29)5.1总图布置原则 (29)5.2土建方案 (29)5.2.1总体规划方案 (29)5.2.2土建工程方案 (30)5.3主要建设内容 (31)5.4工程管线布置方案 (32)5.4.1给排水 (32)5.4.2供电 (33)5.5道路设计 (35)5.6总图运输方案 (36)5.7土地利用情况 (36)5.7.1项目用地规划选址 (36)5.7.2用地规模及用地类型 (36)第六章产品方案 (38)6.1产品方案 (38)6.2产品性能优势 (38)6.3产品执行标准 (38)6.4产品生产规模确定 (38)6.5产品工艺流程 (39)6.5.1产品工艺方案选择 (39)6.5.2产品工艺流程 (39)6.6主要生产车间布置方案 (39)6.7总平面布置和运输 (40)6.7.1总平面布置原则 (40)6.7.2厂内外运输方案 (40)6.8仓储方案 (40)第七章原料供应及设备选型 (41)7.1主要原材料供应 (41)7.2主要设备选型 (41)7.2.1设备选型原则 (42)7.2.2主要设备明细 (43)第八章节约能源方案 (44)8.1本项目遵循的合理用能标准及节能设计规范 (44)8.2建设项目能源消耗种类和数量分析 (44)8.2.1能源消耗种类 (44)8.2.2能源消耗数量分析 (44)8.3项目所在地能源供应状况分析 (45)8.4主要能耗指标及分析 (45)8.4.1项目能耗分析 (45)8.4.2国家能耗指标 (46)8.5节能措施和节能效果分析 (46)8.5.1工业节能 (46)8.5.2电能计量及节能措施 (47)8.5.3节水措施 (47)8.5.4建筑节能 (48)8.5.5企业节能管理 (49)8.6结论 (49)第九章环境保护与消防措施 (50)9.1设计依据及原则 (50)9.1.1环境保护设计依据 (50)9.1.2设计原则 (50)9.2建设地环境条件 (51)9.3 项目建设和生产对环境的影响 (51)9.3.1 项目建设对环境的影响 (51)9.3.2 项目生产过程产生的污染物 (52)9.4 环境保护措施方案 (53)9.4.1 项目建设期环保措施 (53)9.4.2 项目运营期环保措施 (54)9.4.3环境管理与监测机构 (56)9.5绿化方案 (56)9.6消防措施 (56)9.6.1设计依据 (56)9.6.2防范措施 (57)9.6.3消防管理 (58)9.6.4消防设施及措施 (59)9.6.5消防措施的预期效果 (59)第十章劳动安全卫生 (60)10.1 编制依据 (60)10.2概况 (60)10.3 劳动安全 (60)10.3.1工程消防 (60)10.3.2防火防爆设计 (61)10.3.3电气安全与接地 (61)10.3.4设备防雷及接零保护 (61)10.3.5抗震设防措施 (62)10.4劳动卫生 (62)10.4.1工业卫生设施 (62)10.4.2防暑降温及冬季采暖 (63)10.4.3个人卫生 (63)10.4.4照明 (63)10.4.5噪声 (63)10.4.6防烫伤 (63)10.4.7个人防护 (64)10.4.8安全教育 (64)第十一章企业组织机构与劳动定员 (65)11.1组织机构 (65)11.2激励和约束机制 (65)11.3人力资源管理 (66)11.4劳动定员 (66)11.5福利待遇 (67)第十二章项目实施规划 (68)12.1建设工期的规划 (68)12.2 建设工期 (68)12.3实施进度安排 (68)第十三章投资估算与资金筹措 (69)13.1投资估算依据 (69)13.2建设投资估算 (69)13.3流动资金估算 (70)13.4资金筹措 (70)13.5项目投资总额 (70)13.6资金使用和管理 (73)第十四章财务及经济评价 (74)14.1总成本费用估算 (74)14.1.1基本数据的确立 (74)14.1.2产品成本 (75)14.1.3平均产品利润与销售税金 (76)14.2财务评价 (76)14.2.1项目投资回收期 (76)14.2.2项目投资利润率 (77)14.2.3不确定性分析 (77)14.3综合效益评价结论 (80)第十五章风险分析及规避 (82)15.1项目风险因素 (82)15.1.1不可抗力因素风险 (82)15.1.2技术风险 (82)15.1.3市场风险 (82)15.1.4资金管理风险 (83)15.2风险规避对策 (83)15.2.1不可抗力因素风险规避对策 (83)15.2.2技术风险规避对策 (83)15.2.3市场风险规避对策 (83)15.2.4资金管理风险规避对策 (84)第十六章招标方案 (85)16.1招标管理 (85)16.2招标依据 (85)16.3招标范围 (85)16.4招标方式 (86)16.5招标程序 (86)16.6评标程序 (87)16.7发放中标通知书 (87)16.8招投标书面情况报告备案 (87)16.9合同备案 (87)第十七章结论与建议 (89)17.1结论 (89)17.2建议 (89)附表 (90)附表1 销售收入预测表 (90)附表2 总成本表 (91)附表3 外购原材料表 (92)附表4 外购燃料及动力费表 (93)附表5 工资及福利表 (95)附表6 利润与利润分配表 (96)附表7 固定资产折旧费用表 (97)附表8 无形资产及递延资产摊销表 (98)附表9 流动资金估算表 (99)附表10 资产负债表 (101)附表11 资本金现金流量表 (102)附表12 财务计划现金流量表 (104)附表13 项目投资现金量表 (106)附表14 借款偿还计划表 (108) (112)第一章总论总论作为可行性研究报告的首章,要综合叙述研究报告中各章节的主要问题和研究结论,并对项目的可行与否提出最终建议,为可行性研究的审批提供方便。
钢丝绳分类知识及用途-金属丝
第一篇钢丝绳及其构件的制造1钢丝wires由碳素钢或合金钢通过冷拉或冷轧而成的圆形(或异形)丝材;它是构成股的基本单元。
1.1制造方法methodofmanufacture1.1.1冷拉colddrawinga.干拉:拉拔钢丝时,采用固态(或胶状)润滑剂;b.湿拉:拉拔钢丝时,采用液态润滑剂。
1.1.2冷轧coldrolling1.1.3淬火——焙炖或派登脱patentinga.铅淬火;b.其他介质(水、盐、空气等)淬火。
1.2横截面形状shapeofcross-section1.2.1圆形round1.2.2异形shaped除圆形以外的其他形状,如z型、V型、H型等。
1.3材料material1.3.1碳素钢carbonsteela.低碳钢;b.中碳钢;c.高碳钢。
1.3.2合金钢alloysteel1.4表面状态conditionofsurface1.4.1光面——无镀层withoutcoating1.4.2镀(涂)层protectivecoating1.4.2.1镀锌层zincgalvanizeda.热镀层:将钢丝浸到熔融的锌液中形成的镀层;b.电镀层:镀层金属(锌)离子通过电化学作用沉积在钢丝表面上形成的镀层。
1.4.2.2镀铝层aluminiumcoated1.4.2.3镀铜层coppercoated1.4.2.4镀镉层cadmiumcoated1.4.2.5塑料涂层plasticcoated1.4.2.6其他镀(涂)层othercoatings1.4.3镀层方法methodofcoatinga.先拉后镀:钢丝拉到成品尺寸后进行镀制;b.先镀后拉:对半成品钢丝进行镀制,然后再拉到成品尺寸。
1.5钢丝的位置positionofwires1.5.1中心钢丝corewireorkingwire股或单股绳中处于中心位置且被包捻的单根钢丝。
1.5.2外层钢丝wireoftheouterlayer股或单股绳中处于最外层的钢丝。
矿用钢丝绳结构及合理选用
矿用钢丝绳的结构性能及合理选用李珩摘要:主要阐述了矿用钢丝绳的类型、结构及性能,并论述矿井在不同条件下如何合理选用钢丝绳。
例举各种不同股型、捻向、丝型及丝径的钢丝绳,在各种不同条件下进行使用寿命的比较。
正确合理地选用钢丝绳,可以延长钢丝绳的使用寿命,节约钢材,提高企业经济效益。
关键词:点接触;线接触;面接触钢丝绳;圆股;三角股;椭圆股钢丝绳;多层股不旋转钢丝绳;扁钢丝绳中图分类号:TD532 文献标识码:A 文章编号:1008-8725(1999)04-0023-04Construction and performance of thesteel rope and reasonable usageLI Heng(Huaibei Mining Group, Anhui Prov., Huaibei 235100, China) Abstract:The paper expounds the type ,construction and performance of t he steel rope using in different coal mine and different usage.The wo rk ing life ,strand ,lay,thread type and thread diameter of the different steel rop e are compared.Key words:point touch ; line touch; face touch steel rope ; ro und strand ; trigonometric strand ; elliptic strand steel rope ; multiple -strandnon-rotatio n steel rope0 前言钢丝绳是矿井提升系统的重要组成部份之一,如何正确合理的选择使用是极为重要的问题,它不仅关系到提升设备的安全可靠运行,而且也关系到为国家节约大量优质钢材问题,并可减少更换钢丝绳次数,增加有效提升时间。
中国钢丝网钢丝绳规格技术钢丝绳的结构设计和选型

中国钢丝网钢丝绳规格技术钢丝绳的结构设计和选型中国钢丝网提供资料采用计算机进行钢丝绳结构优化设计,可以使钢丝绳每一根钢丝都能够发挥最大的作用,大大地提高了钢丝绳的性能和寿命。
采用多层的异形钢丝的钢丝绳要远比单层的寿命长。
拖飞宝公司的密封绳有高达六层Z形丝!理想的密封钢丝绳结构应该是Z形钢丝形成一个闭合良好的圆筒,圆筒的内径正好和下一层的外径相同。
这样当钢丝绳受到径向力的作用时,外层的钢丝会得到来自侧面的钢丝支撑,更可以得到下面的钢丝支撑。
如果钢丝的尺寸精度或者配置不当,就会出现受力的钢丝独自承担压力,过大的受力使钢丝很容易就疲劳断丝。
由于钢丝的配合不好,断丝就会弹出,造成事故。
我们采用计算机优化设计,使钢丝绳的结构性能尽量接近理论性能。
按照理论设计加工好的各种规格的钢丝。
拖飞宝公司密封钢丝绳有400多种规格的异形钢丝,这样才能够保证钢丝绳最合理的钢丝匹配。
例如,对40毫米直径和60毫米直径的密封绳,它们的Z形丝同样为5毫米高度, Z形丝断面形状必须是不同的。
这是其他钢丝绳厂所不能做得到的。
其他钢丝绳厂都采用一种Z形丝,丝与丝之间配合混乱,密封钢丝绳根本不能达到设计的要求。
加上异形钢丝生产成本高,所以很多其他钢丝绳厂都尽量少用异形丝来降低成本,通过减少Z形丝的丝数和层数,以降低价格,但也大大地降低了钢丝绳的质量。
货运索道使用的钢丝绳完全不同与客运索道钢丝绳。
货运索道钢丝绳抗拉强度低,韧性好,耐磨损。
在货运索道上如果采用高抗拉强度的客运索道钢丝绳,则会很快发生断丝甚至断绳。
钢丝绳行业发展到今天,钢丝绳行业已经进入特种钢丝绳行业的时代。
本文把钢丝绳主要分为四类:点接触钢丝绳,线接触钢丝绳,面接触钢丝绳,异型股钢丝绳。
点接触钢丝绳代表结构6*19,6*37.,内部结构的钢丝粗细是一样的。
在钢丝绳受力过程中要受三次迫力。
线接触钢丝绳主要有6*25Fi,6*29Fi,6*36SW等等,这些带字母的钢丝绳就代表粗细搭配。
子午线轮胎胎圈钢丝的应用和发展

1 . 6 5 mm NT钢 丝生产 效 率高 ,制造 成本 低 。
的发展 前景 乐观 。 胎 圈钢 丝 在 轮胎 中 的作用 是 将外 胎 稳 固在 轮
2 子午线轮胎对胎 圈钢丝的结构特点及性 能要求 子 午线 轮 胎胎 圈钢 丝是 一 种用 于加 强 轮 胎胎
辋上。轮胎在行驶中胎 圈要承受伸张、压缩、离
低 ,还不 到镀 青铜 胎 圈钢 丝 的 5 0 %。这 是 由于冷
上,钢丝圈在轮胎行驶中承受着拉伸、压缩、扭
转 及离 心 作用 力 。子 午 线轮 胎 技术 对 胎 圈钢 丝 的 要 求主 要 体现 在 胎 圈钢 丝 的断 裂伸 长 率 、镀 层 、 镀 铜量 以及 与橡 胶 的粘 结 力上 。胎 圈钢 丝 的断 裂 伸 长率 是 子 午线 轮胎 的关键 性 指 标 ,若 不合 格 则 不 能 使用 。伸长 率 在很 大 程度 上 影 响钢 丝 圈 的强 度 ,即钢 丝 伸长 率 符合 要 求可 以使钢 丝 圈在 受 力 时产 生伸 长 而 消 除 内外 层 钢 丝受 力 差别 ,从而 使 钢 丝 圈 的每 根钢 丝 都 能均 匀 分担 外 力 。此 时钢 丝 圈强度 与 设计 计算 的强度 相 符 ,达到 设计 要求 。 胎 圈钢 丝 的截 面 为 圆形 ,表 面 附有 镀 铜 层 , 含碳 量 为 0 . 8 0 %~0 . 8 5 %。直 径为 1 . 5 0 m m 的胎 圈 钢丝 ,当破 断 力2 3 7 0 0 N,伸 长率 在 4 %~7 %,屈 强 比在 9 0 % ̄9 7 %时 ,可 提 高胎 圈钢 丝 的强 度 和 抗 疲 劳强 度 ,减 少胎 圈钢 丝 的用量 ,可 以减 轻轮 胎 的 重量 ,降低 轮胎 滚 动 阻力 ,节 能和 降低 轮胎 的生产 成 本 ;还 可 以减 小钢 丝 蠕变 性 ,从而 延 长 轮 胎 的寿命 。
国内外钢丝绳的发展历史
国内外钢丝绳的发展历史钢丝绳是一种由若干股金属线绞合而成的绳索,具有良好的强度和耐久性,在工程领域中应用广泛。
本文将介绍国内外钢丝绳的发展历史,并探讨其应用领域和未来发展趋势。
一、钢丝绳的早期应用钢丝绳的起源可以追溯到古代,早在公元前2000年左右,埃及人就已经开始使用由麻绳和动物韧皮制成的绳索来进行建筑和运输工作。
随着冶金技术的进步,人们开始使用金属线制作绳索。
据史书记载,公元前5世纪的中国战国时期,已经开始使用铁丝制作绳索,并被广泛应用于军事和农业领域。
二、工业化时代的钢丝绳随着第一次工业革命的到来,钢丝绳的制造技术得到了进一步的改进和发展。
19世纪初,法国工程师孟尝崇在纺织工业中应用了钢丝绳,取得了巨大成功。
此后,钢丝绳在铁路、运输、矿山等行业得到了广泛应用。
1868年,英国工程师哈勃特发明了第一个机械化制造钢丝绳的设备,使得钢丝绳的生产大幅度提高,质量得到了保证。
三、20世纪的钢丝绳技术革新20世纪初,随着工业技术的不断发展,钢丝绳的制造技术得到了进一步的革新。
1924年,美国工程师约瑟夫·欧弗卡发明了悬垂式钢丝绳,大大提高了绳索的强度和耐久性。
随后,钢丝绳在航空、海洋、建筑等领域得到广泛应用。
20世纪后期,我国也开始独立研发和制造钢丝绳设备,并取得了突破性进展。
四、现代钢丝绳的应用和发展当前,钢丝绳已成为各个领域中不可或缺的重要材料。
在航空航天领域,钢丝绳被广泛应用于飞机、直升机、火箭等的起落架和缆绳系统中。
在建筑工程中,钢丝绳被用于吊装重物、起重机械等。
在海洋工程中,钢丝绳被用于海底油气平台的固定和起重设备。
此外,钢丝绳还应用于汽车发动机的传动系统、电梯、索道和体育器材等。
未来,随着科学技术的不断进步,钢丝绳的应用领域将更加多样化和广泛化。
例如,随着无人驾驶技术的发展,钢丝绳有望被应用于自动驾驶汽车的刹车系统。
另外,随着航天技术的进步,钢丝绳可能会在太空探索中发挥更重要的作用。
异型钢结构的生产工艺流程

异型钢结构的生产工艺流程English.Introduction.Steel structure is a kind of metal structure, which is made of steel materials. It is widely used in various construction projects, such as industrial buildings, public buildings, residential buildings, bridges, towers, etc. The production process of steel structure mainly includes the following steps:Raw material inspection.Before the production of steel structure, the raw materials should be inspected to ensure that they meet the requirements of the design drawings. The raw materials mainly include steel plates, steel sections, bolts, welding materials, etc.Steel plate processing.The steel plates are cut, bent, and welded into various shapes according to the design drawings. The processing methods of steel plates mainly include flame cutting, plasma cutting, laser cutting, bending, rolling, welding, etc.Section steel processing.The section steels are cut, bent, and welded into various shapes according to the design drawings. The processing methods of section steels mainly include sawing, drilling, milling, planing, bending, welding, etc.Component assembly.The processed steel plates and section steels are assembled into components according to the design drawings. The assembly methods mainly include welding, bolting, riveting, etc.Component welding.The assembled components are welded together to form the steel structure. The welding methods mainly include manual arc welding, submerged arc welding, gas shielded welding, etc.Surface treatment.After welding, the steel structure is subjected to surface treatment to protect it from corrosion. The surface treatment methods mainly include painting, galvanizing, spraying, etc.Inspection and acceptance.After the production of the steel structure is completed, it should be inspected and accepted to ensure that it meets the requirements of the design drawings. The inspection items mainly include appearance, size, strength, etc.Advantages of Steel Structure.(1) High strength: Steel has high strength and can withstand large loads.(2) Good ductility: Steel has good ductility and can withstand large deformations without breaking.(3) Fire resistance: Steel has good fire resistance and can maintain its strength at high temperatures.(4) Corrosion resistance: Steel can be protected from corrosion by surface treatment, such as painting, galvanizing, etc.(5) Easy to process: Steel is easy to process and canbe cut, bent, and welded into various shapes.(6) Wide application: Steel structure is widely used in various construction projects, such as industrial buildings, public buildings, residential buildings, bridges, towers, etc.Disadvantages of Steel Structure.(1) High cost: Steel is a relatively expensive material.(2) Prone to rust: Steel is prone to rust in humid environments.(3) Poor thermal insulation: Steel has poor thermal insulation and is not suitable for use in cold regions.(4) Difficult to maintain: Steel structure is difficult to maintain and requires regular maintenance and repair.Conclusion.Steel structure is a kind of metal structure with high strength, good ductility, fire resistance, corrosion resistance, and easy processing. It is widely used in various construction projects. However, steel structurealso has some disadvantages, such as high cost, prone to rust, poor thermal insulation, and difficult to maintain.Chinese.异形钢结构的生产工艺流程。
异形钢丝的生产
异形钢丝的生产作者:张学辉来源:《科技资讯》2019年第07期摘; 要:异形钢丝的生产对于国民经济的发展非常重要,该文主要介绍了异形钢丝的分类(按材质分、按供货状态分、按截面形状分)、异型钢丝的特点、对原料的要求、异形钢丝加工成形方法(模拉法、辊拉法、轧制法和轧-拉复合法)、生产工艺控制要点,最后提出未来异形钢丝生产的4点建议。
关键词:异形钢丝; 拉丝; 金属制品; 生产工艺中图分类号:TG356.46; ; ; ; ; ; ; ; ; ; ; ; ; ; 文献标识码:A; ; ; ; ; ; ; ; ; ; ; ; ;文章编号:1672-3791(2019)03(a)-0062-03钢丝生产是以热轧线材(盘条)为原料,经过表面准备、热处理、拉拔、镀(涂、包覆)层等四大主要工序加工而成,按成品钢丝的不同需要,可能还需进行扒皮、磨光等辅助工序[1]。
工业上生产和使用的钢丝绝大多数截面是圆形的,也一部分钢丝的截面是非圆形的异形钢丝。
国内企业已经能生产多种截面形状的异形钢丝,但在钢丝尺寸精度、公差、通条性能、外观和表面处理上仍然与国外的先进技术有一定差距。
1; 异形钢丝的分类1.1 按材质分低碳钢,中碳钢,高碳钢,合金钢,不锈钢等。
1.2 按供货状态分冷拉态,退火态,轻拉态,油淬火回火状态。
1.3 按截面形状分规则形状和不规则形状。
1.3.1 规则形状(1)正方形鋼丝。
边长尺寸一般在0.50~8.00mm,交货状态可以是冷拉态、退火态的盘卷或直条。
主要用于锁链、工具、结构件或小弹簧等弹性构件。
(2)矩形钢丝。
长宽尺寸一般在0.5~10.55mm之间,多数为冷拉状态,也有处于退火酸洗状态。
主要用于汽车软轴、柴油机轴承大锁簧,高速柴油机止推环、锁环、制动环、活塞环及涡轮叶片锁尖等构件。
(3)扁形钢丝。
尺寸范围在0.20~10.5mm之间,通常为冷拉状态,或者是冷轧状态。
主要用于玻璃升降嚣、雨刷、内燃机组合油环、机械软轴、模具用强力弹簧、螺旋卡圈金属外套等结构件。
异形钢丝的生产

异形钢丝的生产异形钢丝是一种具有特殊形状的钢丝产品,它可以被应用于许多领域,比如建筑、汽车、航空、航天、环保等。
异形钢丝生产是一项复杂而技术含量高的工程,先进的生产技术和设备是保证生产质量的关键。
异形钢丝的生产过程主要包括原材料的准备、成型、表面处理、酸洗、干燥、喷漆或镀锌、定尺包装等步骤。
首先,原材料准备是异形钢丝生产中至关重要的环节。
通常采用的是高强度钢丝、中碳钢丝和不锈钢丝等材料。
这些钢丝都要经过前期处理,如抽钢、锻造和拉拔等操作,将其直径逐渐加工成较细的线材,以用于后续生产工艺。
成型是异形钢丝生产的核心环节。
它是通过利用成型模具,将钢丝材料冲压成各种形状的钢丝产品。
由于不同的成型模具可以生产出不同形状的异形钢丝,在生产过程中模具的加工以及模具的设计都是非常重要的。
表面处理是指对异形钢丝产品表面的喷涂、喷砂、热镀锌等加工方法。
表面处理能够提高异形钢丝产品的耐腐蚀性和美观度,从而增强了其使用寿命和外观。
酸洗是将氧化、油污、尘土等杂质从钢丝表面清洗干净的重要过程。
酸洗液一般使用稀硫酸、盐酸、磷酸等进行清洗。
在酸洗过程中,需要注意酸液的浓度、清洗时间和温度,以防止对钢丝的腐蚀和损害。
干燥是将清洗后的异形钢丝进行风干或烘干,使得钢丝表面完全干燥,以利于后续的表面处理。
喷漆或镀锌是保护异形钢丝表面的一种有效方法。
喷漆能够形成一层保护膜,改善钢丝的耐腐蚀性、防尘和防水性,并且可以提高钢丝的美观度。
镀锌是利用电镀或热浸镀的方法,在钢丝表面覆盖一层锌层,使钢丝具有防锈、抗氧化、美观等优点,从而能够在潮湿和腐蚀环境中使用。
定尺包装是将生产好的异形钢丝按照标准长度进行切割和包装。
在包装过程中,需要注重包装的牢固性和保护性,以便于运输等后续的操作。
总之,异形钢丝的生产是一项技术要求非常高的工程,需要采用先进的技术和设备,为产品的耐用性和美观性提供保障。
随着工业化和城市化的不断发展,异形钢丝的市场需求将会越来越大,因此,异形钢丝的生产和研究逐渐成为一项热门的领域。
异形钢丝的生产

异形钢丝的生产异形钢丝是指钢丝在生产过程中经过特殊加工而形成的不规则形状的产品。
它具有很高的强度和耐腐蚀性能,广泛应用于建筑、桥梁、道路、船舶等领域。
本文将介绍异形钢丝的生产过程及其应用领域。
异形钢丝的生产过程主要包括原材料的准备、拉丝、锻造、钢化处理及表面处理等环节。
原材料的准备是生产异形钢丝的第一步。
通常采用高品质的钢材作为原材料,如碳钢、合金钢等。
这些钢材需要经过切割、锉磨等工艺处理,以得到符合要求的长度和形状。
接下来是拉丝工艺。
拉丝是将粗钢丝通过模具的拉力作用,使其逐渐细长,从而获得所需的尺寸和形状。
在拉丝过程中,需要控制好温度和拉力,以确保钢丝的均匀变细和不断加工。
锻造是异形钢丝生产中的重要环节。
通过加热和模具的压力作用,将拉丝后的钢丝加工成所需的形状。
锻造有多种方法,如冷锻、热锻等,具体的选择需要根据钢丝的性质和所需形状来决定。
钢化处理是为了提高异形钢丝的强度和硬度,常用的方法有淬火、回火等。
淬火是将烧红的钢丝迅速冷却,使其表面形成一层硬度较高的外壳,而内部保持一定的韧性。
回火是在淬火后将钢丝加热至一定温度,然后慢慢冷却,以消除内部应力,提高整体的力学性能。
最后是表面处理。
表面处理可以进一步改善异形钢丝的外观和耐腐蚀性能。
常用的表面处理方法有镀锌、喷塑、喷漆等。
镀锌是将钢丝浸泡在熔融的锌液中,使其表面镀上一层锌,以增加钢丝的耐腐蚀性。
喷塑和喷漆是将特殊的涂料喷涂在钢丝表面,以提供更好的保护和美观效果。
异形钢丝的应用领域非常广泛。
在建筑领域,它可以用于加固混凝土结构、制作预应力构件等。
在桥梁领域,它可以用于制作桥墩、桥梁索等。
在道路领域,它可以用于制作护栏、电缆支架等。
在船舶领域,它可以用于制作船体、挡舱板等。
异形钢丝还可以用于制作机械零件、卫生设备等。
异形钢丝的生产过程包括原材料的准备、拉丝、锻造、钢化处理及表面处理等环节。
它具有很高的强度和耐腐蚀性能,在建筑、桥梁、道路、船舶等领域有广泛的应用。
异型钢生产工艺
异型钢生产工艺异型钢是指截面形状和尺寸与规定的钢材不同的钢材,它在建筑、机械制造、汽车制造等行业中被广泛应用。
异型钢的生产工艺主要包括原料准备、热轧、冷轧、拉拔、切割和表面处理等环节。
首先是原料准备,异型钢的原材料是钢坯,通常是通过高炉冶炼得到的熔铁,经过炼钢和连铸而成。
原材料必须符合国家标准和企业要求的化学成分、机械性能和形状尺寸等要求。
接下来是热轧环节,钢坯经过预处理后,送入热轧生产线进行加热、精轧和冷却等工序。
其中的加热工序可以采用火焰加热或感应加热,使钢坯达到适当的加工温度。
精轧工序通过辊道将钢坯经过多次轧制、拉伸和收缩,使其形成所需的异型截面形状。
冷却工序通过喷水或空气冷却,将加热后的钢材迅速冷却至室温,以保持其力学性能。
然后是冷轧环节,热轧后的钢材经过表面处理后,送入冷轧生产线进行加工。
冷轧是在常温下进行的工艺,可以进一步调整钢材的形状和尺寸。
冷轧工序采用多道次的轧制和切边,使得钢材具备更高的尺寸精度和表面质量。
随后是拉拔环节,轧制完成的钢材可以进行拉拔加工,以得到更细、更长的异型钢材。
拉拔工序是通过连续牵拉和压辊来实现的,可以改变钢材的截面形状和尺寸。
拉拔工艺要求严格的温度控制和辊道设计,以保证产品的质量。
最后是切割和表面处理环节,拉拔后的异型钢可以根据客户要求进行切割,得到所需的长度。
切割工艺可以采用火焰切割、剪切或锯切等方式。
然后根据客户要求,将异型钢进行喷砂、喷丸、酸洗或镀锌等表面处理工艺,以提高产品的表面质量和防腐性能。
异型钢的生产工艺需要严格控制各个环节的参数和工艺操作,以确保产品的质量和性能。
同时,也需要根据客户要求和产品用途做出相应的调整和优化,以满足不同的需求。
随着科技的进步和工艺的改进,异型钢的生产工艺将逐步趋于智能化和自动化,提高生产效率和产品质量。
异形钢丝的生产

异形钢丝的生产一、异形钢丝的生产工艺1. 原料准备异形钢丝的生产原料主要是高品质的钢材,如碳素结构钢、合金钢等。
在生产过程中,钢材经过熔炼、锻造、拉拔等多道工序,逐步变成成型的异形钢丝。
在这一阶段,钢材的质量和成分是影响产品质量和性能的重要因素。
2. 异形钢丝的拉制拉制是异形钢丝生产中的关键工艺,其目的是通过拉拔变形使钢材变成所需的异形截面。
拉制过程中需要控制拉拔速度、拉杆温度、拉丝模具和拉丝设备的参数,以确保产品的尺寸精度和表面质量。
3. 异形钢丝的表面处理表面处理是异形钢丝的另一个重要工艺环节,主要包括除锈、酸洗、磷化、喷涂等工序。
通过表面处理,可以提高产品的耐腐蚀性能和美观度,满足不同领域的需求。
4. 异形钢丝的检测和包装在生产过程的最后阶段,对异形钢丝的尺寸、力学性能、化学成分等进行严格检测,确保产品的质量达到设计标准。
随后对产品进行包装、标识等工作,方便运输和使用。
二、异形钢丝的关键技术1. 拉丝工艺技术异形钢丝的拉丝工艺是生产中的关键环节,其拉拔成型过程对产品的尺寸精度和表面质量有着重要影响。
拉丝设备的先进性能和精准的操作技术,是保证产品质量的关键。
3. 自动化生产技术随着科技的不断进步,异形钢丝的生产中逐渐引入自动化生产技术,如数控拉丝机、自动表面处理设备等。
自动化生产技术能够提高生产效率和产品质量稳定性,是行业发展的重要方向。
4. 质量控制技术质量控制技术是保证产品质量的关键,包括原材料质量检测、生产过程控制、成品检测等多个环节。
先进的质量控制技术能够及时发现和解决生产中的质量问题,确保产品的一致性和稳定性。
三、异形钢丝行业发展前景随着现代工程建设的不断发展和城市化进程的加快,对建筑材料的需求日益增长,特别是对质量优良、性能稳定的异形钢丝的需求更是日益增加。
在此背景下,异形钢丝行业具有广阔的发展前景。
随着科技的不断进步和新材料的不断涌现,异形钢丝的品种和规格将不断丰富和完善,满足市场对不同材质、不同规格、不同形状的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
异型钢丝的开发与应用
一、概述
异型钢丝亦即非圆断面钢丝,由于其断面形状复杂、尺寸精度高、形状免切削和长度无限长等特性,因而具有广泛的用途,如机械弹簧和垫圈用方形(或梯形)钢丝、汽车及摩托车用高档化油器及活塞环钢丝、玻璃升降器与座椅调角器用大规格扁钢丝、纺织行业用针布钢丝和儿童玩具及钟表用发条钢丝、万吨压力机缠绕用高强度低松弛扁钢丝、航天以及军工用其他特殊合金异型钢丝等。
目前国内的异型钢丝在形状、尺寸、公差、通条性和表面处理上仍与发达国家有着较大差距。
异型钢丝截面形状复杂,既有规则形状,如方形、矩形、三角形、六角形、扁形等,也有其他多边不规则形状。
我国生产企业采取拉拔、轧制和拉轧结合的方式,已能生产多种形状的异型钢丝。
材料也从普碳钢发展为碳素结构钢、碳素弹簧钢、合金工具钢、不锈钢、耐热耐蚀合金钢、高铬轴承钢和有色金属等,很多普通用途的异型钢丝国内均可生产,并能满足市场需要,但是仍有很大一部分用于高端产品的高质量异型钢丝依赖进口(如轿车气门簧用卵形丝、纺织器材用椭圆针布钢丝及活塞气环、油环、刮片环用异型钢丝等)。
从整体来讲,国内异型钢丝与国外产品在质量方面差距主要表现在:
1、尺寸波动大
国内生产的异型钢丝尺寸公差一般为±0.02~±0.03mm,较高精度可达±0.005 ~±0.015mm,而国外同类型异型钢丝公差为±0.003~±0.01mm。
2、形状不规则
国内生产的异型钢丝形状不规则,尖角不充满,有镰刀弯和钢丝形状扭转等现象,这主要是模具加工技术和金属变形技术还有待提高。
如国内某纺织器材厂从比利时进口的椭圆针布钢丝,断面切片投影放大了100倍,与根据椭圆长短轴理论作图比较,两者重合得天衣无缝,确实保证了钢丝的形状特点。
3、通条性能差
不论是冷拉、软态,还是油淬火回火状态异型钢丝,国内产品都有通条性能差的问题。
如同一盘钢丝,国内钢丝强度上下限一般在±100MPa;而国外同类钢丝则可达到±50MPa,有些甚至可达到±10MPa。
质量不稳定是国内异型钢丝最大的问题。
造成通条性差的主要原因是原材料问题及热处理工艺等。
4、钢丝综合力学性能差
国内生产的异型钢丝在抗拉强度指标上可以达到国外同类钢丝标准,但其塑、韧性指标往往达不到要求,以至于钢丝使用时常常出问题。
如轿车气门簧用卵形钢丝弹簧疲劳次数要达到百万次,而国内有些产品还达不到十万次,这主要是原材料钢质纯净度不够及生产、热处理工艺缺陷造成的。
5、表面质量
国外进口钢丝表面较洁净,无损伤、沙尘、油土等问题,从外观看,要么是金属原色涂油防绣,要么是表面涂镀层,既美观又防绣。
而国内生产的异型钢丝,包装简单,表面大多不进行特别处理,外观视觉差。
随着机械工业、汽车工业的技术进步,对高质量的异型钢丝的要求日益迫切,高质量的异型钢丝不仅形状要求多种多样,更要具有优良的力学性能,如高强度、
高韧性、低松弛、耐腐蚀、耐疲劳、耐磨损等。
法尔胜集团公司作为中国线材制品行业的领头羊,在线材制品的生产方面已经有了大量的技术储备,因此在通过一段时间的市场调研与试验后,决定以S型钢丝作为切入点,进行异型钢丝的开发与应用。
二、异型钢丝的主要工艺控制点
异型钢丝的生产方法主要分为模拉、轧制、辊拉、轧-拉复合等,以上几种生
程如图1。
异型钢丝的主要工艺控制点:
1、宽展及影响因素的确定:宽展是圆丝在轧制前后的宽度变化量。
不管是生产简单断面的圆丝、方丝、矩形丝,还是其他复杂断面的异型丝,都没有精确地确定圆钢丝直径的方法,因为同一种尺寸的产品,不同的生产方法,对圆丝直径要求不一样,而且同一种尺寸产品,同一种生产方法,不同的生产材料或设备对圆丝直径大小要求也不一样,因为影响宽展的因素很多,如压下量、摩擦系数、钢丝材质、辊径等,通过工艺试验,确定这些影响因素跟宽展的关系,制定合理的轧制工艺,合理的估算圆丝半成品直径,控制成品丝尺寸精度。
2、钢丝道次变形率及总变形率的确定:跟圆丝拉拔一样,都需要合理的分配
道次变形率以及确定钢丝的总变形率,以保证生产的顺利进行。
可以用高度压下量近似的表示,通过试验确定不同强度丝材的道次压下量,进而制定不同规格产品的合理的轧制道次。
3、应力控制:由于各种因素如摩擦、温度不均匀或轧辊变形等造成扁丝变形不均匀时,在金属内部就会引起内应力,这种内应力称为附加应力;在轧制后残存在金属内部的附加应力成为残余应力。
无论是附加应力还是残余应力,其中各自都包含拉应力和压应力,二者同时存在,且互相平衡。
其中拉应力更为有害,当其值超过强度极限时,扁丝就会产生裂纹。
因此在实际生产中,力求变形和应力均匀分布,以减少附加应力和残余应力。
但是实际生产时往往难以控制,因此需要通过试验,合理的去除应力,添加去应力装置或者其他方法。
4、成品丝线性:轧制时容易出现侧弯现象,侧弯的成因是由于钢丝通条性能不均或退火后钢丝本身产生的硬弯所致。
拟解决的工艺试验:提高热处理退火的均匀性;适当增加圆丝直径,退火后先轻拉,再进行轧制。
5、热处理工艺试验:一般客户对异型钢丝都有一定的力学性能要求,如弯曲、延伸等。
钢丝在经过轧制等冷加工变形之后这些力学性能就会相应的变化,弯曲和延伸性能降低,强度上升等。
这些技术指标在很大程度上制约着国内产品的竞争,因此需要相应的热处理工艺试验,摸索生产工艺,进行高性能产品的生产,满足高端客户的需求。
6、润滑液:异型钢丝的润滑跟圆丝的润滑基本上一样,但是异型钢丝的生产速度快时变形热很大,直接影响轧制系统的精度,也影响异型丝的尺寸精度,因此异型钢丝对润滑剂的要求更高。
拟选用几种润滑剂进行试验对比选择,确定不同材质异型丝所需要的最佳的润滑液。
7、导卫装置:导卫的作用是正确地将丝材导人轧辊孔型,保证异型丝在孔型中稳定变形,并得到所要求的几何形状和尺寸;同时又顺利、正确的将异型丝从孔型中导出,防止缠辊,还可以控制或强制丝材扭转或弯曲,并按照一定的方向运动。
因此导卫装置应具有合理的结构、坚固耐磨、装卸方便安全、调整灵活等特点。
因而要根据孔型形状、尺寸以及在轧辊上的配置使用情况,正确设计导卫装置的形状和尺寸,以保证导卫装置实现其作用。
并根据生产实际选取合适的材质,并尽量使其常用部件标准化,减少机械加工量,减少备件储备。
三、大桥缆索主索缠绕用S 型钢丝的开发与应用
1、 S型钢丝用途
悬索桥主索的工作质量直接影响到全桥的使用寿命,其中耐久防腐性能是其中的重要指标。
传统的防腐方法是防腐涂层+外缠圆型镀锌钢丝+外涂防水,但是在对主索年检过程中,发现主缆钢丝仍然出现锈蚀,因此润扬长江大桥悬索主索首次引进了日本新日铁公司研制的S型镀锌钢丝。
S型钢丝(见图2、图3)相对于圆型缠绕钢丝最大的优势就是,S型钢丝作为主缆缠丝,缠绕后相互压扣为一体,密封效果良好,可以有效地阻挡雨水和海雾凝结水的侵入,以减少酸性介质对塔桥主缆的腐蚀,提高缆索的使用寿命,是大桥主缆缠丝的发展方向。
2、 S型钢丝主要性能
3、 S
模拉具有较高的尺寸精度,但模拉和操作投入较大,因此S型钢丝的成型采用了轧制与模拉相结合的工艺生产。
其主要生产、工艺为:盘条一一半成品圆丝拉拔一一多道次轧制一一热镀锌一一模拉一一收线。
S型钢丝是带有沟槽的异型钢丝,钢丝热镀锌时轴向旋转会严重影响钢丝尺寸
和形状的变化,因而必须有合适的导向装置,并要防止已成形的钢丝被刮伤。
尤其是沟槽中助镀剂要充分干燥,否则液体进入锌槽,汽化后锌液四溅,造成安全隐患。
四、结语
由于异型钢丝形状复杂、尺寸精度高、形状免切削和长度无限长等特性,因而具有广泛的用途,因此对异形钢丝的研发势在必行。
但是异型钢丝的研发难度很大,针对不同用途和形状的异型钢丝需采用不同的方法进行生产,而且必须加强控制好每一个工艺控制点。