SM320操作教材
SM320 中文说明书

3.2. 紧急停止 (Emergency Stop) ................................................................. 3-4
3.2.1. 人为的紧急停止.........................................................................................3-4 3.2.2. 系统紧急停止 ............................................................................................3-5
2.1.1. 设备启动前的检验 .....................................................................................2-1 2.1.2. 打开主开关 ................................................................................................2-3 2.1.3. MMI 初始化与 Machine Ready..................................................................2-3 2.1.4. 原点复位 (Return-To-Origin) ....................................................................2-3 2.1.5. 预热(Warming Up)................................................................................2-4
SMT SAMSUNG贴片机操作教程

正常
跳过所有的进行生产【空打】 跳过所有的进行生产【空打】
抛料时停止 等待时先进料
跳过吸料排列生产
跳过排列生产
Z Axis 下降延时
原点
Visframe
(mm )
密码 吸嘴 位置
PCB 进板速度
中速
贴片 速度
:
基板信息
拼板信息 公司名称 板/PCB名称 名称 PCB 进来 PCB出去 出去 PCB 锁定 取消/不保存 取消 不保存
X、y轴可以在程序制作时变更其正向方位,但 、 轴可以在程序制作时变更其正向方位 轴可以在程序制作时变更其正向方位, 建议最佳选择系统默认方位,勿随意变更, 建议最佳选择系统默认方位,勿随意变更,减 少在品质控制时产生的干扰。 少在品质控制时产生的干扰。 坐标说明: 坐标说明:
Samsung X AXIS坐标为正数越 大越向左越小越向右, 负数越小越向左反而越大越向右,Y AXIs为正数越大 越向上越小越向下,负数越小越向上反而越大越向下, Z AXIS 坐标为正数越大越向上越小越向下,负数越 小越向上反而越大越向下,R AXIS正数越大为逆时针 旋转,负数越大为顺时针旋转,HEAD排列顺序为从 左至右
四.CAMERA的用途 的用途
1.Fly camera
2.Fiducial camera 3.Fix camera
1.Fly camera的作用:运行时进行视觉校正,主要识别 的作用: 的作用 运行时进行视觉校正,主要识别CHIP.SOP.SMALL. QFP 15mm.10mm 22mm.25mm等尺寸大小的元器件 等尺寸大小的元器件
z YAMAHA Mount 坐标原理
坐标说明:
YAMAHA X AXIS 坐标数值为越大越向右越小越向左 负数越小越向右越大越向左,Y AXIS 正数越大越向 上越小越向下,负数越小越向上越大越向下,Z AXIS 坐标为正数越大越向下越小越向上,负数越小越向下 越大越向上,R AXIS坐标为正数越大逆时针旋转,负 数越大顺时针旋转,HEAD排列顺序为从右至左
三星 SyncMaster 320MX-2,320MXn-2 LCD 显示器 说明书

SyncMaster 320MX-2,320MXn-2LCD 显示器用户手册安全说明标记 注请务必遵守这些安全说明,以确保人身安全和防止财产损失。
请务必仔细阅读这些说明,并以正确的方法使用本产品。
警告/注意不遵守本符号提示的说明可能会导致身体伤害或设备损坏。
标记惯例禁止很重要,任何时候都要阅读并了解。
请勿拆卸将电源插头从插座上拔下请勿触摸接地以防止触电电源长时间不使用显示器时,请将您的计算机设置为 DPM。
如果使用屏幕保护程序,请将其设置为活动画面模式。
此处提供的图片仅供参考,不适用于所有情况(或国家/地区)。
“消除残影”功能说明的快捷方式 请勿使用破损的电源线或电源插头以及破损或松动的电源插座。
•否则可能导致触电或起火。
将电源插头拔出或插入电源插座时,请勿用湿手触碰电源插头。
•否则可能导致触电。
确保将电源线连接到接地的电源插座。
•否则可能导致触电或人身伤害。
确保电源插头牢固正确地插入电源插座。
•否则可能导致起火。
请勿强行弯折或拉扯电源插头,也不要将任何重物压在其上。
•否则可能导致起火。
请勿将多台设备连接到同一个电源插座。
•则可能因过热导致起火。
请勿在使用本产品时断开电源线连接。
•否则可能会由于触电而损坏本产品。
要断开设备的电源,必须将插头从电源插座拔出,因此电源插头应易于操作。
•否则可能引起火灾或触电。
仅可使用本公司提供的电源线。
请勿使用其他产品随附的电源线。
•否则可能导致起火或触电。
安装如果要在多尘、高温或低温、湿度高或含化学物质的环境安装显示器,以及在需要 24 小时不间断运行的机场或火车站等地方安装 LCD 显示器,请务必与授权服务中心联系。
否则,LCD 显示器可能会严重损坏。
请确保至少由两个人搬移本产品。
•否则可能将其跌落,而导致人身伤害甚或损坏本产品。
在将本产品安装到柜子中或架子上时,请确保本产品底部的前端没有突出来。
•否则,产品可能坠落或造成人身伤害。
•请使用大小适合本产品的柜子或架子。
dell optiplex 320快速参考指南说明书
What Are You Looking For?
• A diagnostic program for my computer • Drivers for my computer • My computer documentation • My device documentation • Desktop System Software (DSS)
Using the Drivers and Utilities CD . . . . . . . . . . . . . . . . . . . . . . . . 42
Index 43 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NOTE: Drivers and documentation updates can be found at .
Dell™ Product Information Guide
Quick Reference Guide
5
What Are You Looking For? • How to remove and replace parts • Specifications • How to configure system settings • How to troubleshoot and solve problems
If you purchased a Dell™ n Series computer, any references in this document to Microsoft® Windows® operating systems are not applicable.
科华320用户手册-3
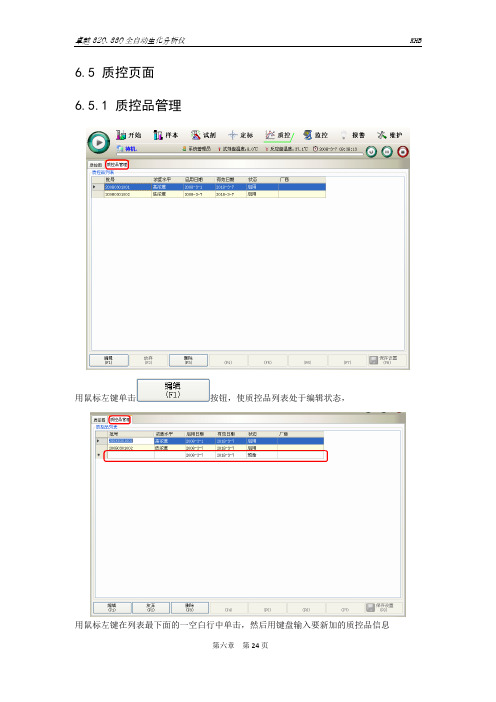
6.5 质控页面6.5.1 质控品管理用鼠标左键单击按钮,使质控品列表处于编辑状态,用鼠标左键在列表最下面的一空白行中单击,然后用键盘输入要新加的质控品信息确认质控品信息编辑完成后,用鼠标左键单击按钮进行保存。
如果想放弃当前的编辑,用鼠标左键单击即可。
6.5.2 质控图输入开始日期和终止日期,在质控项目列表中用鼠标左键单击选择要查看的项目所在行,系统列出该段时间内选定质控项目做过质控的所有已经定义过的质控批号。
用鼠标左键在右上的质控品列表中单击选择单元格中的复选框,选择其中的质控品。
在质控图中会立即显示出该项目对应选择的质控品的质控曲线。
也可以显示具体的质控数据。
同时可以打印该质控图。
在当前页面选择“质控数据”,则可以看到质控时间范围内质控项目测试的所有数据信息。
6.5.3 质控规则在界面左边的质控项目列表中,用鼠标左键单击要修改质控规则的项目行,然后再用鼠标左键单击按钮,会弹出质控规则设置界面在该界面刚显示的时候缺省显示出当前项目的质控规则设置。
在界面的规则复选框用鼠标左键进行单击,来勾选或去掉相应的规则。
选定质控规则后,用鼠标左键单击界面上的按钮进行保存。
6.6 监控页面6.6.1 样品盘监测左边是个样品盘的图形,按颜色区分当前杯子的状态,分别为已申请、待测试、测试中、测试完、空闲杯。
右边是按列表信息显示的当前样品盘的各个杯子的状态。
包括盘号、杯号、样品杯类型(正常杯、微量杯)、加样状态等信息。
6.6.2 试剂盘监测左边部分是试剂盘上各个位置的当前的状态,包括试剂位置、试剂瓶类型、类型(R1或R2)、通道状态、试剂剩余量。
,试剂的加样位置和剩余量将被实时更新。
6.6.4 反应测试监测左边是当前正在测试的项目列表。
右上边是光标所在行的测试项目对应的申请信息及试剂参数信息,包括样本编号、样品盘号、杯号、项目名称、测试类型(常规、急诊),分析方法(见上述试剂参数部分的描述)、主波长、副波长。
稀释比例。
SM320中文操作手册

移动至下一个
吸
嘴
平
台
标
识
点
孔位
关闭器打开;关闭
手动设置 放下所有吸嘴
程序吸嘴设置 不同于系统设置的显示
更改系统吸嘴设置 与程序设置相同
同MARK调节一样
吸嘴平台 标识点
孔位
手动进板
手动解锁
坏板的基 准点定义
原点Y坐标
光线调整 移动
编写原点坐标
装置 得到
固定类型
等待类型
可接受标志 点定义
注意:《MOVEZ》的高度指移动过程中吸嘴下表面到PCB 上表面的距离。
拼板资料
设置拼 板资料
拼板号码
X坐标 Y坐标
角度
是否跳过
编写拼板坐标
移动 数量 计算方向
编写工具 光线控制
贴装顺序
总步数 总循环
复位
进程
总拼板
操作模式
跳过送料/吸取/识别
跳过吸取/识别
重复循环
跳过识别
Z轴速度
循环 步 生产执行模式
单步
开始 结束
速度 选项 进板前交换吸嘴
抛料前停止
元件位置补偿
连续
飞行相机 固定相机
每块 每分钟
图形显示 模式 装置
进料等待
Pcb传送速度
增加
删除
打开程序
盘料
盘数
元件位置
剩余元件
全部复位 全部补充
生产信息
头
产品信息
生产信息 生产信息 生产信息
取料
吸嘴
运转时间 贴装时间 调整时间 停止时间
复位
打印到文件
打印保存 的路径
传送时间
头 装置
料架
任我游320车载导航仪 说明书
!声明:对于机动车应用来说,任我游320的使用者要机器不至于在交通事故中带来损害和人员伤害。不要将任我 游320安装到安全气囊的面板上,或者其它可能在事故或碰撞中导致司机和乘客受影响的地方。厂家所提供的安装硬件 不保证能够防止碰撞损坏或者其它后果。 ii
第二章 定位导航 第一节 开/关机 ..................................................................................... 5 第二节 定 位 ..................................................................................... 5
定 位:GPS接收机通过接收卫星数据,解算出当前所处位置的过程。GPS接收机只有在定位之后才可以进行 实际导航。
导 航:当用户选择好目的地并设置导航之后,GPS接收机将会实时地计算出目的地的方位、距离和预计到达 时间等数据,从而引导使用者向目的地行进。
兴 趣 点:GPS 接收机中的电子地图上的所有位置点信息。例如:银行,学校、商厦、宾馆、政府部门等。 航 点:由用户自己存储在接收机里的位置点。我们可以用航点标记去过的地方或电子地图上找不到的位置 点,如自己家的位置或单位附近的小商店的位置等。设置航点的目的是为了方便以后调出这些位置并实现导航。
第三章 关于航点的操作 第一节 保存航点 .................................................................................... 25 第二节 查找航点 .................................................................................... 27 第三节 编辑航点 .................................................................................... 27 第四节 删除航点 .................................................................................... 29
Canon MX320 series 基本指南
(-)或 (+)按钮
(11) 黑白按钮 开始进行黑白打印、复印、扫描、传真等。
(12) 停止按钮 取消正在进行的打印、传送或扫描作业。
(13) 彩色按钮 开始进行彩色打印、复印、扫描、传真等。
(14) 传真质量按钮 选择要发送的传真的扫描分辨率和对比度。
(15) 音频按钮 在传真模式中,暂时切换到音频拨号或用于数字键拨号,并且在输入字符时更改输入模式。
页首
本机概述
目录 > 本机概述
本机概述
本节描述在使用本机之前需要了解的本机部件名称和基本操作。
主要部件
前视图 后视图 内部视图 操作面板
如何在液晶显示屏上浏览菜单
各种模式中的基本操作 选择模式 从指定模式中选择菜单项目 设置选项的基本操作
高级指南 故障排除
5 页/113 页
页首
主要部件
目录 > 本机概述 > 主要部件
在清洁本机之前,请务必先从电源插座拔出本机插头。 如果在清洁本机时不小心开启本机,可能造成人身伤害或损坏本机。
请勿尝试拆卸或改装本机。 本机内部没有可供用户自行修理的部件。 本机内有高压部件。 切勿尝试任何本指南中未描述的维护操作。
请勿将推荐设备以外的设备连接到本机的直接打印端口或电缆线连接器。 这会造成火灾或电击。
内部视图
8 页/113 页
(19) 墨盒锁定盖 将墨盒(FINE Cartridge)锁定到位。
(20) 扫描单元(机盖) 扫描原稿。 更换墨盒(FINE Cartridge)或取出本机中的卡纸时将其打开。 要打开扫描单元(机盖),请在 文档盖板关闭的状态下将其抬起。
(21) 扫描单元支架 承托打开的扫描单元(机盖)。
戴尔 OptiPlex 320 用户指南说明书
Dell™ OptiPlex™ 320 使用者指南迷你直立型電腦桌上型電腦回到目錄頁進階功能Dell™ OptiPlex™ 320 使用者指南LegacySelect 技術控制LegacySelect 技術控制以共用平台、硬碟機影像和輔助程式為基礎,提供完全傳統、有限傳統或非傳統解決方案。
管理員可以透過系統設定程式、Dell OpenManage™ IT Assistant 或 Dell 自訂工廠整合部門進行控制。
LegacySelect 可讓管理員以電子方式來啟動或關閉連接器和媒體裝置,其中包括序列連接器和 USB 連接器、並列連接器、軟式磁碟機、PCI 插槽和 PS/2 裝置。
關閉連接器和媒體裝置可使其他應用程式使用資源。
您必須重新啟動電腦,才能使變更生效。
管理功能Dell OpenManage™ IT AssistantIT Assistant 會組態、管理和監視公司網路上的電腦及其他裝置。
IT Assistant 可為配備有業界標準管理軟體的電腦管理資產、組態、事件 (警報) 以及安全保護。
它支援符合 SNMP、DMI 和 CIM 業界標準的儀器應用。
Dell OpenManage Client instrumentation 以 DMI 和 CIM 為基礎,可用於您的電腦。
若要獲得有關 IT Assistant 的資訊,請參閱 Dell 支援 Web 站台 () 提供的「Dell OpenManage IT Assistant 使用者指南」。
Dell OpenManage Client InstrumentationDell OpenManage Client Instrumentation 是一種可讓遠端管理程式 (例如 IT Assistant) 執行以下作業的軟體:l存取有關電腦的資訊,如電腦配有的處理器數量及其執行的作業系統。
l監視電腦的狀態,如傾聽溫度探針發出的溫度警報或儲存裝置發出的硬碟機故障警報。
10空客320中文AMM手册

N
10-11-00
213 Nov01/03 10-12-00
R 201 Feb01/04 10-12-00
N
10-11-00
214 Nov01/03 10-12-00
R 202 Feb01/04 10-12-00
N
10-11-00
215 Nov01/03 10-12-00
N 203 Feb01/04 10-12-00
605 Nov01/03 10-12-00
N
10-11-00
207 Nov01/03 10-11-00
606 Nov01/03 10-12-00Βιβλιοθήκη N10-11-00
208 Nov01/03 10-11-00
607 Nov01/03 10-12-00
N
10-11-00
209 Nov01/03 10-11-00
238 Nov01/03 10-12-00
N
10-00-00
1 Feb01/98 10-11-00
239 Nov01/03 10-12-00
N
10-11-00
240 Nov01/03 10-12-00
N
10-10-00
1 Feb01/98 10-11-00
241 Nov01/03 10-12-00
N
章/节/题 C
页 日期 章/节/题 C
页 日期 章/节/题 C
临时
10-11-00
R 231 Feb01/04 10-12-00
N
修订记录
10-11-00
R 232 Feb01/04 10-12-00
N
10-11-00
233 Nov01/03 10-12-00
三星 SyncMaster 320PX显示器 说明书

产 品的 颜色和 外 观可能 根据 型 号的不 同而 有所 变 化, 并且出 于性 能提 高的 原因 对产 品 规格 进行更 改, 恕不 另 行通 知。
安全说明
符号
请仔 细阅 读下列 安全 说 明, 以免 损坏 产品或 伤 害使 用者 。
警告 /注意 若不按照这个符号所指出的方向,就可能造成 对人体的伤害或者对设备的破坏。
不要去拉 电线来试图拔出插头,也不要用湿手去触摸插头。 z 这有可能造成电击或起火。
只使 用 适 当接了 地的 插 头和 插 座。 z 接地不好可能造成电击或设备损伤。
将电 源 插头 插紧 以防 松脱 。 z 连接不好可能导致起火。
不要 过 度地 弯 曲插 头和 电线 ,也 不要 在 它们 上面 放置 重物 , 这样 可能 造成 损伤 。 z 这有可能造成电击或起火。
在暴风雨或雷电期间,或者要有相 当长一段时间不用时,请把插头从插座 上拔 下。 z 如果不这样做,有可能造成电击或起火。
请 勿尝试 仅 通 过拉 线缆 或信 号 线缆 来移 动显 示器 。 z 这样会损坏电线而造成破坏、电击或起火。
不要只是拉动电线或信号电缆 来使显示器左右移动。 z 这样会损坏电线而造成破坏、电击或起火。
不要 将 本 产品放 置在 有油 、 烟 或潮 湿的地 方; 也不 要 将 其安 装在 车辆 上。 z 这有可能造成电击或起火。 z 要特别避免在水旁或可能会暴露在雨雪中的户外地方操作显示器。
如果 显 示器 坠 落或 者铸 件被 毁 坏, 将显 示器 关闭 , 并拔下 电 源线 的插 头 。 然后 与 维 修中 心联 系。 z 显示器可能会发生故障,导致电击或失火。
不要 盖 住 显示器 机 壳上的 通 风 口。 z 通风不好可能会使工作停止甚至会起火。
320GCMS SOP szsj

320 Triple Quadrupole GCMS 中文操作手册美国瓦里安技术中国有限公司By tangxiaodong on Apr. 22, 07VARIAN 320GCMS开机步骤1.将He,Ar及CH4 气体钢瓶开启,压力调节表数值(He:80 psi,Ar: 70psi,CH4: 5psi)。
2.开启计算机,点选Star Tools bar 的System Control。
3.开启GC 及320电源。
4.待仪器与计算机完成联机后,于320控制画面下,点选Set Instrument Parameters,再点选Analyzer,点Pumps down,开启泵电源。
5.待Turbo Speed达90%以上,且于MS Workstation Instrument Status下显示3800及6.点Tools,选Bakeout system,烘烤系统。
VARIAN 320GCMS关机步骤1.确定3800GC Column Oven 降至50度以下,即可关闭3800电源。
2.于320控制画面下,点选Set Instrument Parameters,再点选Analyzer,点Pumps中的Vent, 出现 Venting the instrument窗口, 点选Cool down, 此时320会自动将各加热区降温, 降温完成后自动执行Vent, 再关闭320电源。
3.为延长GC filter寿命,建议勿将He完全关闭,维持10 psi左右之压力,保持气体管路为正压状态,以免空气水气倒灌进入filter。
VARIAN 320GCMS调机 (Tuning) 1.点击configuration,再点options。
2.点击Advanced MS Options。
3.点击Edit。
4.选Enable EI solvent flush,点OK。
5.点Tools,Troubleshooting,选Run electronics diagnostics,点Execute。
方正文峰 ML 320 320D 系列复印机 网络指南
• RSA Data Security, Inc. MD5 Message-Digest Algorithm © 1991-2, RSA Data Security, Inc. 1991。版权所有。 仅当在提及或参考本软件或本功能的任何资料中都注明 “RSA Data Security, Inc. MD5 MessageDigest Algorithm”时,才授权复制和使用本软件。 仅当在提及或参考本软件衍生产品的任何资料中都注明 “RSA Data Security, Inc. MD5 MessageDigest Algorithm”时,才授权开发和使用本软件的衍生产品。 RSA Data Security, Inc. 对于本软件的商业性或相对特定目的的适用性,未作任何明确表述。本软件 “按实物原样”供货,不带任何明确或隐含的保证。 在本资料或软件的任何副本中,都必须保留这些声明。
2. 将网络电缆连接到网络
确认连接 ...................................................................................................... 9 连接到 Ethernet 接口 ............................................................................................ 10
功能或者相关功能, ML 320/320D 系列复印机不支持。 方正文峰 ML 320/320D 系列复印机不提供 IEEE 1394 接口板、IEE E 802.11b 无线 LAN 板、Bluetooth 单元、PostScript3 单元等选件。 方正文峰 ML 320/320D 系列复印机不支持 Macintosh 打印。
RollingStar MSP-320 使用手冊

MSP-320使用手冊目錄一、安全警告及注意事項二、產品規格三、產品介紹3.1本產品包含配備3.2機身外觀功能示意圖四、產品使用操作4.1安裝SIM卡、電池4.2充電4.3開機狀態時燈號指示4.4開始使用4.5關閉電源4.6 SOS緊急按鈕4.7 PARK按鈕五、追蹤器開通六、故障診斷1.本產品因具有追蹤功能,用戶務必在合法範圍內應用使用本產品,倘因違法應用(如:故意用於侵犯他人隱私等) 致他人權益受損害時,概由使用者自負其責。
2.本產品是透過衛星定位(GPS)取得相關定位資訊,因受限於衛星定位傳輸特性,若定位資訊發生定位飄移之情形時,屬正常現象。
3.這個GPS行動定位的精度及全球定位系統是由美國國防部維護。
美國政府基於公共政策和國家安全,保留權利在沒有預警的情況下更改GPS系統及精度。
4.MSP320是GSM 900/1800 MHz 或850/1900MHz和GPRS的通訊模組,在使用設備時,應該從本地電訊服務供應商購買一個SIM卡。
這項服務至少包含一個INTERNET連接,語音通話和SMS簡訊服務,並且取消SIM卡之密碼。
5.為了您的安全,當乘坐飛機時,請將MSP320電源關閉。
6.如同其他GSM移動通信產品的電磁波可能會影響運作的醫療儀器。
如果您戴心率監測儀等相關可能影響之儀器,不要把GPS追蹤器放在靠近儀器旁,避免干擾正常運作。
最好是保持至少6英寸以上的距離來進行追蹤和監控。
同樣的當您接近其他電子醫療器材,也請把追蹤器關閉。
7.請勿自行拆卸天線,亦不可使用其他天線或物體來替代,否則恐將嚴重影響通訊品質,且甚有可能改變天線之輻射量,危害您的健康。
8.本產品於開機後,可於網頁平台上自由設定GPS資料傳輸間隔。
9.本產品屬高頻設備,不可在具揮發性液體的環境中使用,以免造成爆炸或損傷。
10.請勿擅自拆解本產品或各零件,以確保本產品正常使用。
11.本產品若有任何損壞情形,即應予以維修,例如: 液體或異物落入本產品內、本產品曾暴露於雨中或極度潮濕環境中、運作異常或自高處摔落。
科华320用户手册-2

在界面左边的质控项目列表中,用鼠标左键单击要修改质控规则的项目行,然后再用鼠标左键单击按钮,会弹出质控规则设置界面在该界面刚显示的时候缺省显示出当前项目的质控规则设置。
在界面的规则复选框用鼠标左键进行单击,来勾选或去掉相应的规则。
选定质控规则后,用鼠标左键单击界面上的按钮进行保存。
7、靶值设定由于一瓶质控品可能对应多个质控项目,因此,必须对应不同项目有不同的质控靶值。
在质控图界面的在质控项目列表中选择要设置靶值的质控项目行,在右上界面的质控品列表中会显示出该项目所用到的质控品信息。
用鼠标左键在各个质控品行对应的靶值单元格上双击,然后直接用键盘输入相应的靶值信息。
用同样的方法设置SD值。
靶值设置完成后,用鼠标左键单击界面上的按钮进行保存。
您还可以用鼠标左键单击计算靶值单元格内的按钮,会弹出计算靶值界面,设定好计算靶值的条件后,单击界面上的按钮,软件会根据计算的条件计算出相应靶值。
如果你确认使用该计算出来的靶值,按界面上的按钮进行保存。
注意:如果不能计算出来,会有相应的提示信息。
8、质控结果查询和分析在质控图界面选择质控的时间范围,用鼠标左键单击选择点击“质控项目列表”的项目,在质控图中显示出该时间范围内的质控结果波动图,并会在质控结论中显示出质控的结论信息,在当前页面选择“质控数据”,则可以看到质控时间范围内质控项目测试的所有数据信息。
4.4.2 常规样品转为急诊样品1、常规转急诊的作用常规样本转为急诊样本功能的提出,目的是解决由于某些特殊原因而必须提前给出测试报告的情况,医生可以根据提前拿到的测试报告及早地做出合理的诊断。
2、操作流程仪器测试开始 测试列表 监控页面 结果查询 结果打印。
3、测试列表:功能设置在功能选择菜单中点击,进入开始模块界面,然后用鼠标左键单击中的测试列表,进入测试列表界面在界面的测试样本列表中用鼠标选择要转为急诊的样本所在的行,然后在界面中下排按钮中用鼠标左键单击按钮即可。
SM 中文操作手册

SM-30磁率化仪操作手册目录1.简介1.1应用1.2技术指标2.产品说明2.1简单描述2.2操作规则2.2.1基本A、B型模式2.2.2 推断模式2.2.3 差值模式2.2.4 扫描模式2.2.5 平均模式2.2.6 模式对比3.操作说明3.1 仪器开关3.2 模式设置3.3 测量岩石磁化率3.3.1基本模式A、B3.3.2推断模式3.3.3差值模式3.3.4扫描模式3.3.5平均模式3.4 数据存储记录3.5电池更换3.6和计算机通讯3.6.1概述3.6.2使用计算机操作仪器3.6.3把数据传输到计算机上3.7错误提示4图表4.1 图表14.2 图表24.3 图表34.4 图表44.5 图表54.6 图表64.7 图表75.附录5.1 SM30 软件5.2 SM30 程序(适用于Windows95/98/NT/2000)5.2.1运行程序5.2.2读取储存卡5.2.3计算机在线通讯5.2.4图表处理5.2.5保存数据5.3限定厚度层的更正5.4传导率影响5.5退磁因素的更正5.6岩芯测量的更正系数1.简介1.1应用SM30用于测量岩石的磁化率,因其具有高灵敏度,可用来测量磁化率较低的岩石。
它也可用来测量反磁性物质。
在打开仪表后的几秒钟之内,灵敏度将达到最高值。
通过使用精确复杂的信号处理方式,仪器可有效减少外部电磁和各种电路板的影响。
该仪器重量轻,尺寸小,便于户外携带。
1.2技术指标灵敏度…………………………………..…. 1×10-7SI units最大测量值…………………………….….. 1 SI尺寸………………………………………… 100×65×25mm重量………………………………………… 0.180千克操作频率…………………………………… 8k赫兹测量时间●………………………………… 基本模式 5s左右●………………………………… 漂移纠正模式8s左右显示………………………………………… 4位10毫米液晶显示器控制………………………………………… 3个按钮数据记录…………………………………… 250个测量值线圈直径…………………………………… 50mm工作温度…………………………………… -20℃到+50℃电池………………………………………… 2块3V CR2430型锂电池(正常工作时间80小时)数据接口…………………………………… RS2322.产品说明2.1简单描述磁化率仪密封在一个盒子里,盒子的正面是一个带有按钮的面板和显示四位数的10mm液晶显示器.为了得到正确的测量值(单位SI) ,用户必须把测量值乘以常数10-3.面板反面是一个峰鸣器,通过发出声音来提示仪器的操作.右侧是一个与电脑连接的接口。
A320SRM使用培训

8 SDR Briefing – June 2004
SRM – 批准 SRM 遵循iSpec 2200章节3-3-2 空客SRM 是一个适航批准的文
件.
9 SDR Briefing – June 2004
SRM - Chapter Breakdown
4 SDR Briefing – June 2004
内容:
SRM (结构修理手册)
一般介绍 51章 结构件识别 允许损伤容限 修理 结构修理检查 重量变化 使用原则 关系
5 SDR Briefing – June 2004
SRM - General
Philosophy of the SRM
SRM – 章的划分
第 1 & 2个数字
ATA 54 吊舱/吊架
ATA 51 结构标准施工
ATA 53 机身
ATA 56 窗户
ATA 52 舱门
11 SDR Briefing – June 2004
ATA 57 机翼
ATA 55 尾翼
SRM – Section allocation 结构段的分配 Digit 数字 3
SRM - Subject Allocation – General Rule
Digits 5 & 6
Chapter 51
Chapter 52
Subject Allocation as necessary
One subject per door – Identification Scheme
Chapter 53, 54, 55 & 57
16 SDR Briefing – June 2004
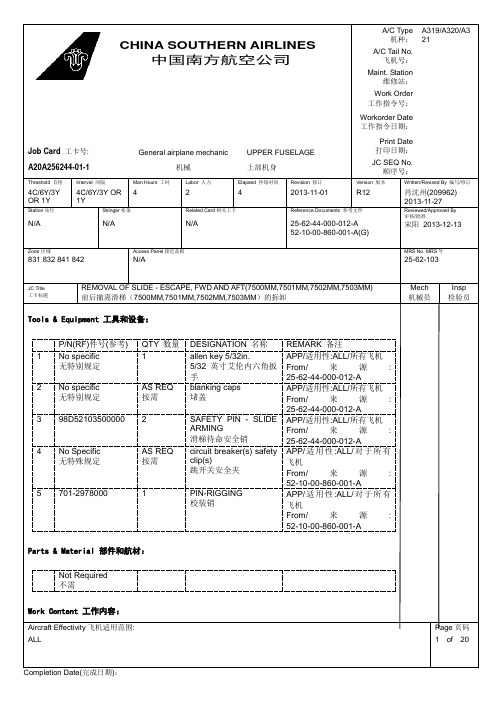
A20A256244-01-1 空客320AMM手册要点
(1)Remove the decorative-cover (20) from the pack-assembly (9):XXXXX
撤离滑梯救生船折叠包组件的拆卸
1. Job Set-upXXXXX
工作准备
Subtask 25-62-44-860-066-A
A. Aircraft Maintenance Configuration
飞机维护状态
(Ref. Fig. Escape-Slide Raft Pack-Assembly SHEET 1) (Ref. Fig. Escape-Slide Raft Pack-Assembly SHEET 2) (Ref. Fig. Escape-Slide Raft Pack-Assembly SHEET 3) (Ref. Fig. Escape-Slide Raft Pack-Assembly SHEET 4) (Ref. Fig. Escape-Slide Raft Pack-Assembly SHEET 5)
2
No specific
无特别规定
AS REQ
按需
blanking caps
堵盖
APP/适用性:ALL/所有飞机
From/来源: 25-62-44-000-012-A
3
98D52103500000
2
SAFETY PIN - SLIDE ARMING
滑梯待命安全销
APP/适用性:ALL/所有飞机
2-3 S7-300模拟量模块使用

第二十六页,编辑于星期五:六点 测
4 编程步骤:FC1功能程序编写。
第二十七页,编辑于星期五:六点 三十三分。
6---应用举例 6-1 压力检测
4 编程步骤:FC1功能程序编写。
第二十八页,编辑于星期五:六点 三十三分。
5--接线 5-2连接负载/执行器至模拟量输出
2 连接负载/执行器至模拟量输出。
连接负载至带隔离的模拟输出的电流输出
第二十二页,编辑于星期五:六点 三十三分。
5--接线 5-2连接负载/执行器至模拟量输出
2 连接负载/执行器至模拟量输出。
连接负载至不带隔离的模拟输出的电流输出
第二十三页,编辑于星期五:六点 三十三分。
5--接线 5-1传感器与模拟量输入的连接
1 按照接线图进行传感器与模拟量输入的连接。
连接从L+供电的双线变送器至带隔离的模拟输入
第十八页,编辑于星期五:六点 三十三分。
5--接线 5-1传感器与模拟量输入的连接
1 按照接线图进行传感器与模拟量输入的连接。
连接四线变送器至带隔离的模拟输入
第十九页,编辑于星期五:六点 三十三分。
第十页,编辑于星期五:六点 三十三分。
2---模拟值表示
输出范围为0 - 20 mA 和 4 - 20 mA的模拟值表示
第十一页,编辑于星期五:六点 三十三分。
3---更换量程卡
1 使用改锥,将量程模板从模拟量输入模板中松开。
第十二页,编辑于星期五:六点 三十三分。
3---更换量程卡
2 将量程模板(正确定位(1))插入模拟量输入模板中, 所选测量范围为指向模板(2)上标记点的测量范围。
输入模块每1mA对应的压力值=15000 / 27648
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一篇:基础训练主旨:培养使用者基本概念及使用操作能力,我们将以循序渐进的方式进行。
第一章:基本操作1-1-1:开关机首先将ISOLATION SWITCH向左转至ON位置,待系统加载MARK5应用程序后再按下READY SWITCH。
在开启以上二个开关前请确认气压表是否到达0.5MPA ±0.05MPA (5.0±0.5㎏/cm*2)。
1-1-2:换线开启欲生产之档案,按下CONV.WIDTH键待轨道调整至PCB宽度并将之调整于适当位置根据程序中FEEDER一栏将料架架于正确位置,按下PRODUCTION、FINISH , PCB D/L , START、再按机台之START键即开始生产。
1-1-3:指示灯说明指示灯将搭配蜂鸣器动作,欲解除状况先按下STOP键再视状况选择START或READY键至手动模式.第二章:程序撰写在正式介绍程序撰写之前,我们先介绍程序中常用的一项功能请参见下图,于TEACH一栏可选择欲控制的装置,按箭号出现下选单,共七种装置,MOVE键即命令所选择装置移动至指定位置,GET键为读取选择装置所在位置坐标。
1-2-1:BOARD DATA在主画面按PCB EDIT键执行FILE\NEW指令开启新程序,按BOARD键进入其画面名词解释:1.CUSTOMER NAME:客户名称2.BOARD NAME:板(机种)名称3.COORDINATE:坐标定位选项4.INITIAL THETA:孔定位初始角度设定5.PLACE ORIGIN: 坐标系原点位置.6.TEACH:(device):调教装置选项7.BOARD SIZE:板子长宽尺寸.8.HANDLING:(fix type)板固定方式选项. (wait type)进板等待位置.(move z)Z轴移动高度.9.ARRAY:建立连板资料10.FIDUCIAL MARK:板基准点资料设定11.BAD MARK: 不良板辨识点设定12.ACCEPT MARK: 不良板辨识标记设定撰写一新程序时于CUSTOMER NAME和BOARD NAME填上客户名称与机种名称,(以上两项为辅助性质可不填写且非存盘名称),于第三项选择正确坐标定位方式图标之X,Y箭头方向为机台之第一象限, 第七项board SIZE填入板子长宽X为长Y为宽按CONV.WIDTH键将根据Y之数值调整轨道宽度.第八项HANDING中的FIX TYPE为板固定方式选项,孔定位、为边定位而1-2-1-1:FIDUCIAL MARK设定按FIDUCIAL MARK键进入其画面名词解释:1.POSITION TYPE :选取MARK型式2.Mark Position:利用TEACH BOX将MOVE CAMERA移至MARK位置.按GET键输入坐标.3.INSPECTION DEVICE:选择所使用的视觉系统4.TEACH:(device):调教装置选项5.Mark List:编辑视觉点数据清单.6.SIZE X,Y:输入MARK尺寸(Polarity)Mark: MARK颜色.7.Search Area:Mark容许搜寻范围.8.Score: Mark辨识容许分数9.(Light) :Mark光源调整.10.Scan:自动搜寻Mark中心点.11.TUNING:自动测量调整Mark尺寸.首先于第一项MARK TYPE中选择欲使用之型式并将光标移至第二项MARK POSITION中X ,Y 任一位置,利用TEACH BOX将MOVE CAMERA移至MARK位置.按GET键输入坐标,于MARK一栏输入欲选用之第三项MARK LIST编号, MARK LIST中名称一栏为使用者自定,SHAPE则依MARK外型选择,按TUNING键机台将自动辨识MARK之尺寸资料,而TEST键则作为测试MARK尺寸资料正确与否。
1-2-1-2:FORM DATA设定FIDUCIAL MARK资料之第六项FORM DATA将因不同MARK形状而有所不同,其中SIZE X, Y 为MARK长宽尺寸,POLARITY有WHITE与BLACK,若MARK为金属反光面则选WHITE反之则选BLACK,例如DIP-THROUGH HOLE。
设定后我们可按TUNING键,机台将自动辨识MARK之尺寸资料并更新。
1-2-1-3:SEARCH AREA设定FIDUCIAL MARK资料之第七项SEARCH AREA功能为设定机台搜寻MARK位置之容许范围,此范围为一方形区域,其中X,Y为方形区域之左上角坐标,其以MARK坐标为原点,向上为负,向左为负,WIDTH X,WIDTH Y为此方形区域之长宽尺寸,以下我们将以图例说明。
1-2-1-4:连板资料设定按ARRAY键进入其画面,于Number一栏设定连板片数,其方法为X方向╳Y方向片数,再在Offset一栏输入单一连板长宽尺寸,可利用Teach功能以Teach box将move camera移至单一连板对角两点完成设定,其步骤可参考下图,先移至第一点按enter键,再移至第二点按enter键即可得到单板长宽尺寸,完成请按APPLY输入。
在连板状况下我们有两种装着顺序选项,于ARRAY资料第三项SEQUENC E中,by pcb:按连板编号顺序装着,即单一连板完全装着后再执行下一连板, by point:将每一连板同一位置装着完后,再执行下一位置,故by pcb时连板是顺序完成,而by point为同时依次完成,如此而言,连板编号如何定义,Count direction一栏即是用来定义连板编号,分为X方向与Y方向计算,以下以5*2的连板为例图标说明。
X direction Y direction1-2-2:PART DATA按PART键,进入其画面依欲装着之零件型式于library零件数据库.选取对应之零件资料并双按左键进入编辑画面ALIGN DATA:1.PART NAME:输入零件名称2.ALIGN TYPE:选择零件辨识之方式3.PART DATA:建立零件长/宽/高尺寸4.SIZE:输入零件辨识所须尺寸资料5.PACKAGE GROUP:选择包装类别COMMAND DATA:1.FEEDER&NOZZLE: 设定供料器与吸嘴型式.2.DELAY:设定取料,置件,真空关闭延迟时间.3.SYNC PICK UP TO/(%):同步取件时X ,Y 容许偏差百分比4.RETRY:生产时无取料重试次数设定.5.SPEED:设定X , Y ,R 轴及Z 轴移动取置速度.6.ETC:置放种类选择,拋料角度,真空测试,同时使用两个相机辨识7.Z ALIGN SPEED:设定Z轴识别时的速度8.INSP ONLY ZERO:选择识别零件前角度为O度9.SOFT TOUCH:设定为取件或置放适用于Z ALIGN SPEEDPS.当零件数据建立完成后请按register登录至library零件数据库不同型式的零件所须输入零件辨识尺寸数据不尽相同,请依图标填入正确资料,并利用LIGHT CONTROL 亮度控制与THRESHOLD影像对比功能,将影像调整至最佳状况,其原则为除零件金属部反光外,其余皆为暗黑,BINARY功能可显示视觉影像于VISION MONITOR.相关细节请参考使用手册附录B. (APPENDIX B. VISION PART LIBRARY).在command data中delay time一项为设定取料,置件,真空关闭延迟时间,其值将影响取料,置件品质,以下图为例我们来加以说明。
右上图Y轴代表Z轴高度,X轴代表时间行进,箭号代表Z轴动作,当Z轴到达取料位置后停留100ms 离开,此时间即pick up delay time,然到达置件位置后停留70ms 此为place delay time,而vac off其意为关闭真空,起算时间点为Z轴到达置件位置,故vac off delay time: 10ms即Z轴到达置件位置后10ms关闭真空,因此我们建议vac off delay time≦1/2 pi ck up delay time。
当零件数据建立完成后请按register登录至library零件数据库1-2-3:FEEDER DATA按FEEDER键进入其画面UNIT:代表料站平台,1为前平台,2为后平台,按键号予于选择.NO.:代表料站站别名词解释:FEEDER BASE, STICK UNIT:1.PART:点选欲安插于此站别之零件.2.TYPE:供料器型式.3.PUSH:推料次数.4.X,Y:供料器取料坐标.5.Z:取料深度,若料为STICK&TRAY则需使用head teach.6.PART R:零件角度参照零件数据图标.7.(SK)skip:略过,该料站不装着时使用.8.DUMP:拋料位置设定TRAY UNIT:1.PART:点选欲安插于此站别之零件.2.XN:设定TRAY 盘X方向之IC数量,YN 设定TRAY 盘Y方向之IC数量.3.PickZ:Z轴取件高度.4.DumpZ:拋料高度,与取件高度相同即可.5.PART R:零件角度参照零件数据图标.6.(SK)skip:略过,该料站不装着时使用.7.DUMP:拋料位置设定8.PALLET OUT/IN:控制TRAY盘进出.9.CURRENT POCKET:可指定目前TRAY盘上任一位置的IC(程序编辑时取件测试位置设定).10.POCKET POSITION:设定TRAY盘各IC间距(依图标输入).请依欲编辑之零件包装型式,带状、管状或TRAY 盘选择FEEDER BASE, STICK UNIT或TRAY UNIT。
1-2-3-1: FEEDER BASE首先在欲架料之站别(no.) 点选其零件(part) 一栏,从下选单中选取所须零件即可,在此也可直接作零件测试并修改数据,请于device一栏任选一头(head),点选欲测试之零件后按PICK 键,机器将自动取料并作测试,画面如下:若测试不良可藉由EDIT PART INFO 键进入编辑画面作资料修改,STICK UNIT 作法同上唯其取料之X, Y坐标与Z轴高度须使用者自行设定。
1-2-3-2:TRAY UNIT按TRAY UNIT 键进入其画面于PART一栏选择架设之零件,XN、YN为TRAY盘X方向与Y方向之IC数量,PICKZ、DUMPZ 请利用TEACHING BOX抓取Z轴取料与拋料高度,POCKET POSITION分别为TRAY盘X方向第一颗与最后一颗、Y方向最后一颗IC之对角两点坐标,如图标:1-2-4:STEP DATA按part键进入其画面名词解释:1.Reference:零件装着位置名称.2.X,Y:装着坐标.3.Z:装着深度.4.R:装着角度.5.Part:选择装着零件.6.FDR:选择装着零件放置之站别.:装着该零件之吸嘴.8.HD:装着该零件之取置头(HEAD).9.CS:设定循环(停止).10.CY:循环状态区.11.SK:略过不执行.12.AR:单板为1(例:第一片为1, 第二片为2以此类推)13.FID:设定是否要做零件装着MARK点.请于Reference 一栏填入位置名称,而后利用TEACH BOX 或CAD DATA 取得X,Y,R 资料,CAD DATA 转换我们将于而后介绍,将所有欲装着零件相关资料设定完毕即完成程序制作。