自动装箱机PLC控制系统设计
基于PLC控制自动化立体仓储系统设计
自动化控制Automatic Control电子技术与软件工程Electronic Technology & Software Engineering 基于P L C控制自动化立体仓储系统设计王龙(甘肃省定西市临洮县职业技术教育中心甘肃省定西市743000 )摘要:本文根据装配仓库的实际情况,设计并开发了自动拣选输送线控制系统。
建立了系统工程原型,开发了上位机控制系统软件。
通过上位机和PLC实现了自动化集装箱、工业机器人、输送线和辅助传感器的自动控制系统。
完成了新型自动拣料输送机的试验和应用。
关键词:PLC控制;自动化;立体仓储系统1PLC自动仓储系统概述建设智能化制造车间是现代装备制造业提高产品质量和生产效率的重要途径。
自动化存储系统是智能化制造车间任务连接的重要组成部分和关键环节。
目前世界上著名的自动化物流系统公司包括德国的DEMATIC、荷兰的范德兰德、丹麦的克里斯普兰特等。
国内知名的自动分拣系统制造商,包括深圳天和双利物流自动化设备有限公司、幵发了先进的电子标签拣系统的康达基业、上海邮政通用技术设备公司等。
工业机器人己广泛应用于仓储物资的自动分拣和汽车生产线上。
P L C广泛应用于非标准自动化生产线的开发,如整流器装配生产线的控制系统。
近年来,航天器装配车间开始尝试基于机器人的自动化物流技术。
航空航天产品的规格不是很大。
当产品储存时,系统的清洁度要求很高。
产品的储存具有小批量和多批量的特点。
商用自动化容器满足上述存储要求。
然而,在航空航天领域还没有与机器人和商业自动化集装箱集成的自动化仓储系 统。
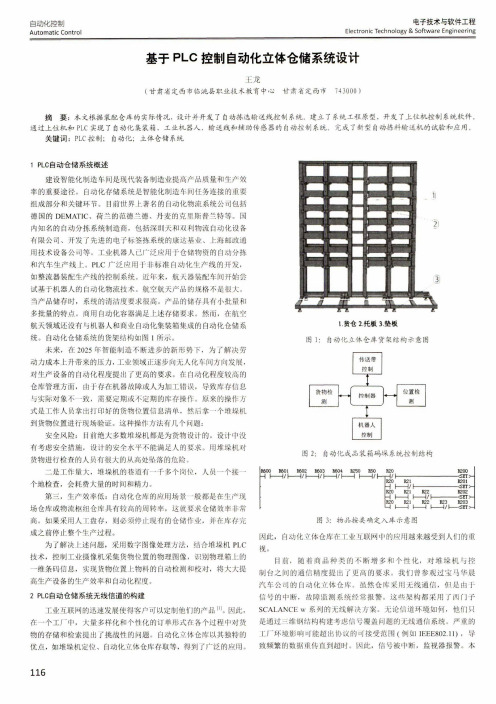
自动化仓储系统的货架结构如图1所示。
未来,在2025年智能制造不断进步的新形势下,为了解决劳 动力成本上升带来的压力,工业领域正逐步向无人化车间方向发展,对生产设备的自动化程度提出了更高的要求。
在自动化程度较高的 仓库管理方面,由于存在机器故障或人为加工错误,导致库存信息 与实际对象不一致,需要定期或不定期的库存操作。
基于PLC的工业自动装箱系统的设计

基于PLC的工业自动装箱系统的设计在现代工业自动化领域中,自动包装系统被广泛应用于不同行业中的生产线,以提高生产效率和降低劳动成本。
本文旨在基于可编程逻辑控制器(PLC)的工业自动装箱系统中,对系统的设计进行详细阐述。
首先,本文从系统结构的角度出发,将系统分为输入模块、输出模块、PLC控制模块、机械控制模块和人机界面模块。
其中输入模块主要负责接入信号,如传感器和扫描仪等;输出模块负责输出信号,如电机和新风机等;PLC控制模块则是系统的核心,负责根据输入信号启动或关闭输出信号以控制机械件的运转;机械控制模块则将PLC输出的信号转换为相应的机械运动;人机界面模块则为操作员提供操作界面以方便接收和控制系统。
其次,本文针对自动装箱系统的主要功能,即箱子的装箱和封箱,分别给出了系统的流程图。
在箱子的装箱过程中,系统首先通过传感器检测传送带上有无箱子,如果有,则进行计数并让机械手将箱子从传送带上获取并放入指定位置;在箱子的封箱过程中,系统通过电波探测器检测箱子的位置,如果检测到箱子,则通过机械臂将箱子顶住隔板,然后通过贴标机为箱子贴上标签,并进行封箱。
最后,本文详细介绍了系统的PLC控制程序设计及其中的算法流程。
其中PLC控制程序分为箱子装箱和封箱两个部分,流程图分别如图1和图2所示。
在装箱过程中,系统通过循环检测传送带的信号来确保是否有新的箱子需要装载;如果检测到有新的箱子,则通过PLC 输出信号来控制机械臂的动作,并将箱子放到指定位置。
而在封箱过程中,系统首先通过电波探测器检测箱子位置,然后通过PLC输出信号来控制机械臂完成封箱和贴标的动作。
总之,本文详细介绍了基于PLC的工业自动装箱系统的设计和实现,系统包括输入模块、输出模块、PLC控制模块、机械控制模块和人机界面模块,流程图分别阐述了装箱和封箱过程;PLC控制程序设计涵盖了算法流程和控制动作。
本文的研究成果将为工业自动化领域中自动包装系统的进一步应用提供重要参考。
生产线自动装箱的PLC控制
安徽科技学院数理与信息工程学院《PLC课程设计》课程设计题目: 生产自动装箱的PLC控制设计专业:电气工程及其自动化班级: 122班指导教师:国海2015年7月目录生产自动装箱的PLC控制设计摘要在现代化的工业生产中常常需要对产品进行计数和包装,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。
本文主要对基于生产线自动装箱的PLC控制系统进行了详细的分析。
该系统有两个传送带,即包装箱传送带和产品传送带。
包装箱传送带用来传送产品包装箱,其功能是把已经装满的包装箱运走,并用一只空箱来代替。
为使空箱恰好对准产品传送带的末端,使产品刚好落入包装箱中,在包装箱传送带的中间装一光电传感器,用以检测包装箱是否到位。
产品传送带将产品从生产车间传送到包装箱,当某一产品被送到传送带的末端,会自动落入包装箱内,并由另一传感器转换成计数脉冲。
本控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值。
1 生产线自动化的概括了解自动化技术的提高能大幅度的提高经济效益,这在包装业中表现的特别明显。
近年来,包装生产线的自动化、电子监测和控制系统持续发展,使的包装企业以高速度、较少的停机时间和包装故障,以及产品损耗减少、工伤和老毛病低等优点而获得出色的成就。
2002年11月3至7日在芝加哥举行的国际PACK EXPO上,可以名明白多家自动化公司展示的最新的包装设备和新技术。
这些经济实的自动化技术将会成为来的发展力量可见自动装箱技术的应用前景十分广阔。
在中国,自动化技术还未成熟,还需要长时间的发展,所以将会有很大的空间来发展此技术。
这也是未来的发展方向和趋势。
中国的经济高速度发展也需要这项技术来促进和加速,相信在自动化技术成熟以后,中国的经济也将有飞跃性的进步。
当前中国的经济发展格局也是非常的需要高技术来支持。
这样中才会有稳定的发展状态。
向西部发展的经济战略思想必然需要有高技术随之转移,生产也将需要自动化技术的支持,这样发展高技术自动化也就是必然的趋势。
基于PLC的机械自动化装箱系统设计
基于PLC的机械自动化装箱系统设计摘要本论文主要介绍基于可编程逻辑控制器(PLC)的机械自动化装箱系统设计。
首先简述了自动化装箱系统的意义和目的,随后对系统的硬件和软件设计进行了详细的介绍和分析。
在硬件方面,本系统采用了传感器、PLC、执行机构等模块构建了一套完整的系统,可以实现对不同物品的自动分拣和装箱。
在软件方面,从PLC程序和人机交互两个方面介绍了系统的主要内容。
最后,通过实验验证了系统的实用性和可靠性。
关键词:机械自动化装箱系统;PLC;传感器;执行机构;程序设计AbstractThis paper mainly introduces the design of a mechanical automatic packing system based on programmable logic controller (PLC). Firstly, the significance and purpose of the automatic packing system are briefly described, and then the hardware and software design of the system are introduced and analyzed in detail. In terms of hardware, this system uses sensors, PLCs, executing mechanisms and other modules to construct a complete system, which can automatically sort and pack different items. In terms of software, the main contents of the system are introduced from the aspects of PLC program and human-computer interaction. Finally, the practicality and reliability of the system are verified through experiments.Key words: mechanical automatic packing system; PLC; sensor; executing mechanism; program design一、引言随着社会的不断发展,自动化技术在各个领域得到了广泛的应用,自动化装箱系统是其中之一。
生产线自动装箱的plc控制
生产线自动装箱的PLC控制介绍生产线自动装箱是一种使用PLC(可编程逻辑控制器)进行控制的自动化包装系统。
PLC是一种专门用于工业自动化控制的设备,通过编程控制各种生产过程中的电器和机械设备。
在自动装箱系统中,PLC起到了控制和监控整个装箱过程的关键作用。
本文将详细介绍生产线自动装箱的PLC控制的工作原理、主要组成部分以及如何进行编程和调试。
工作原理生产线自动装箱的PLC控制的工作原理如下:1.传感器检测货物:在自动装箱系统中,通过传感器来检测待装箱的货物是否到位。
传感器可以是光电传感器、接近传感器或其他类型的传感器。
2.PLC进行逻辑控制:一旦传感器检测到货物到位,PLC将接收到相应的信号。
PLC将根据预先编写的程序进行逻辑控制,包括运行机械臂、打开和关闭门、控制输送带等。
3.自动装箱:在进行逻辑控制后,PLC将指导机械臂将货物从输送带上取下,并将其放入箱子中。
整个装箱过程将由PLC进行精确控制。
4.监控系统:PLC不仅负责控制自动装箱系统,还负责监控整个装箱过程。
它可以收集和处理各种传感器的数据,并根据设定的参数进行实时监控和故障诊断。
主要组成部分生产线自动装箱的PLC控制主要包括以下组成部分:1.PLC:PLC是自动装箱系统的核心控制设备。
它负责接收传感器信号、进行逻辑控制、控制执行机构以及监控和诊断系统。
2.传感器:传感器用于检测货物是否到位、箱子是否已满等。
常用的传感器包括光电传感器、接近传感器、压力传感器等。
根据需要选择适合的传感器。
3.执行机构:执行机构包括机械臂、输送带、门等。
它们是PLC控制的对象,通过PLC的指令进行运动控制。
4.通信接口:通信接口用于PLC与其他设备之间的数据交换。
常见的通信接口包括串口、以太网口等。
5.HMI(人机界面):HMI用于人机交互和参数设置。
通过HMI,操作人员可以对自动装箱系统进行监控、调试和设置参数。
编程和调试编程和调试是生产线自动装箱的PLC控制中的重要步骤。
装箱机设备参数
装箱机设备参数一、引言装箱机是一种常见的工业设备,主要用于将产品装入包装盒中。
随着工业自动化的不断发展,装箱机也越来越普及。
本文将介绍装箱机的设备参数。
二、设备类型根据不同的包装方式和生产需求,装箱机可以分为多种类型。
常见的有手动装箱机、半自动装箱机和全自动装箱机。
三、设备结构1. 输送系统:输送系统是整个装箱机的核心部件,它主要负责将产品输送到指定位置。
2. 夹紧系统:夹紧系统用于夹持产品并将其推入包装盒中。
3. 包盒系统:包盒系统负责将空白包装盒输送到指定位置,并在夹紧系统将产品推入包装盒后完成封口。
4. 控制系统:控制系统是整个设备的大脑,它通过传感器、PLC等组件实现对整个设备的自动控制。
四、设备参数1. 生产能力:生产能力是衡量一台装箱机性能优劣的重要指标之一。
它通常以每分钟完成多少个包装为单位进行计算。
2. 适用范围:不同型号的装箱机适用范围不同,一般根据产品的尺寸、重量、形状等因素进行选择。
3. 包装盒尺寸范围:装箱机能够适用的包装盒尺寸范围也是一个重要参数。
一般来说,装箱机能够适用的包装盒尺寸范围越广,其适用性越强。
4. 输送速度:输送系统的速度也是一个重要参数。
它通常以米/秒为单位进行计算。
5. 动力系统:动力系统通常由电机驱动,其功率大小和驱动方式也是决定设备性能的因素之一。
五、应用领域由于装箱机具有高效、精准、稳定等特点,因此在食品、医药、化妆品等行业得到了广泛应用。
同时,在电子产品生产线中也可以看到它的身影。
六、结论通过对装箱机设备参数的介绍,我们可以更好地了解这种工业设备,并且在购买时更加明确自己的需求,选择适合自己企业生产需求的设备。
啤酒装箱自动生产线的PLC控制

啤酒装箱⾃动⽣产线的PLC控制啤酒装箱⾃动⽣产线的PLC控制PLC Control Of Automatic Production Line Of Beer-encasement阎相环 Yan Xiang Huan(河北任丘渤海⽯油职业学院机电系,河北任丘062552) (Department Of Mechanical and Electrical Engineering,Bohai Petroleum Vocational College,HeBei Renqiu 062552)【内容摘要】利⽤PLC来控制啤酒装箱的⾃动⽣产线。
在装箱⽣产线上装设1个光电传感器,每当1个啤酒瓶经过时,会产⽣⼀个脉冲信号,可以⽤这个脉冲信号传给PLC进⾏记录已经经过的啤酒的个数,当啤酒数达到24个时,利⽤⼀只机械⼿来完成整个装箱动作过程,利⽤5个⾏程开关把机械⼿的机械位置信号传给PLC,由PLC经过处理控制机械⼿的运动。
【关键词】⾃动⽣产线机械⼿ PLCAbstract:The design attempts to control the entire automatic production line of beer-encasement by using of PLC. A photoelectric sensor is installed on the line of encasement, such that when a beer bottle pass by, a impulse signal will be engendered, which can be used to memorize the number of bottles transmitted to PLC. When the number of bottles is up to 24, a manipulator will complete the entire bin-packing process. By using of 5 travel switch, the signal of manipulator’s mechanical location will be tranmitted to PLC, and after its machining, PLC contrlos the movement of the manipulator. Keywords:automatic production line, manipulator, PLC0总体⽅案的确定0.1啤酒装箱⾃动⽣产线中装好的啤酒瓶采⽤传输带传输。
plc控制自动罐装机毕业设计

PLC控制自动罐装机是一种自动化生产设备,可广泛应用于食品、医药、化工等行业的罐装生产线。
本文将介绍一个基于PLC控制的自动罐装机的设计方案,包括设备结构、控制系统、电气系统等方面。
一、设备结构该自动罐装机包括进料、计量、灌装、封口、装箱等部分,具体结构如下:1.进料部分:该部分包括料斗、输送带、电机等设备,用于将原料送到计量部分。
2.计量部分:该部分包括称重传感器、计量仪表等设备,用于对原料进行准确计量。
3.灌装部分:该部分包括灌装机、气动阀门等设备,用于对原料进行灌装。
4.封口部分:该部分包括封口机、加热器等设备,用于将罐装好的产品进行封口。
5.装箱部分:该部分包括输送带、打码机等设备,用于将罐装好的产品进行装箱和标识。
二、控制系统该自动罐装机采用PLC控制系统,实现对整个生产过程的控制和管理。
具体控制系统如下:1.进料控制:通过对进料电机的控制,实现原料的自动输送。
2.计量控制:通过对称重传感器和计量仪表的控制,实现对原料的准确计量。
3.灌装控制:通过对灌装机和气动阀门的控制,实现对原料的准确灌装。
4.封口控制:通过对封口机和加热器的控制,实现对罐装好的产品的封口。
5.装箱控制:通过对输送带和打码机的控制,实现对罐装好的产品的装箱和标识。
三、电气系统该自动罐装机的电气系统由主控制柜、电机控制柜、传感器控制柜等部分组成。
具体电气系统如下:1.主控制柜:该部分包括PLC主机、触摸屏、电源等设备,用于实现对整个自动罐装机的控制和监控。
2.电机控制柜:该部分包括进料电机、输送带电机、封口机电机等设备,用于实现对各个电机的控制和调节。
3.传感器控制柜:该部分包括称重传感器、气动阀门、加热器等设备,用于实现对各种传感器的控制和监控。
四、总结本文介绍了一个基于PLC控制的自动罐装机的设计方案,包括设备结构、控制系统、电气系统等方面。
该自动罐装机具有结构合理、控制精准、生产效率高等优点,可广泛应用于食品、医药、化工等行业的罐装生产线中。
生产线自动装箱的PLC控制系统设计

生产线自动装箱的PLC控制系统设计1. 引言在现代制造业中,自动化技术在提高生产效率、降低成本方面起到了至关重要的作用。
生产线自动装箱是其中一个关键环节,它可以实现快速、精确地将产品装入箱子中,并完成封装和标识的工作。
本文将对生产线自动装箱的PLC控制系统设计进行详细介绍。
2. PLC控制系统概述PLC(可编程逻辑控制器)是现代自动化控制系统中一种常用的硬件设备。
它具有高可靠性、灵活性和可编程性的特点,被广泛应用于工业控制领域。
PLC控制系统能够通过输入信号采集和处理,然后根据预设的逻辑规则产生输出信号,从而实现自动化的过程控制。
生产线自动装箱的PLC控制系统主要由以下几个部分组成:•输入端(传感器):用于感知生产线上的产品和运动状态,如红外传感器用于检测箱子的位置、光电开关用于检测产品的到达等。
•输出端(执行器):用于执行控制命令,如电磁阀控制气缸的伸缩、电动机驱动输送带运动等。
•PLC主控台:用于实现PLC程序的编程和设置,以及监控和控制整个生产线装箱过程。
•电源和通信接口:为PLC控制系统提供电源和与其他设备进行通信的接口。
3. 生产线自动装箱的PLC控制系统设计3.1 功能需求分析在设计生产线自动装箱的PLC控制系统之前,首先需要明确系统的功能需求。
根据实际情况,可能需要考虑以下几个方面的功能:•产品检测和计数:通过传感器实时检测产品的到达和离开,从而实现对产品数量的计数和控制。
•箱子装填和定位:根据预设的装箱规则,控制装箱机械臂将产品放入指定位置的箱子中,并确保箱子的位置准确。
•箱子封装和标识:控制封箱机械臂完成箱子的封装和标识工作,如贴上条形码、喷印生产日期等。
•异常处理:监测装箱过程中是否出现异常情况,如产品堵塞、传感器故障等,及时采取相应的措施,保证装箱过程的稳定性和安全性。
3.2 硬件选型与布置根据功能需求分析,选择适合的硬件设备是设计PLC控制系统的重要一步。
需要考虑的因素包括设备的响应速度、稳定性、扩展性以及与其他设备的兼容性等。
基于plc控制机械手自动装箱系统设计

毕业设计(论文)PLC控制机械手自动装箱设计姓名班级专业机电一体化指导教师学号日期摘要在现代化的工业生产中常常需要对产品进行计数和包装,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。
本文主要对基于生产线自动装箱的PLC控制系统进行了详细的研究。
该系统有一个机械手和两个传送带,即运物机械手,包装箱传送带和产品传送带。
运物机械手用来转移饮料瓶,即把产品传送带上的饮料送到包装箱传送带的饮料箱中。
包装箱传送带用来传送产品包装箱,其功能是把已经装满的包装箱运走,并用一只空箱来代替。
为使空箱恰好对准机械手松开端,使饮料瓶装进包装箱中,在包装箱传送带的中间装一光电传感器,用以检测包装箱是否到位。
为使产品传送带将产品从生产车间传送到合适位置,在产品传送带的中间也装有一光电传感器。
当产品被送到传送带的末端,会自动停止并由机械手将其送到包装箱中。
本控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值。
关键词: 可编程控制器,自动装箱控制系统,传送带控制,机械手AbstractOften need to carry out counting and package on the product in the commercial run being modernized, not only the inefficient, moreover intensity of labour working from the words that the manpower accomplishes if these are complicated and overloaded is big , the childbirth being unfit to be modernized needs. Detailed research the main body of a book has been carried out on the PLC navar enchasing owing to production line automation mainly. Be system's turn to have two conveyer belts , be package box conveyer belt and product conveyer belt. The package box conveyer belt is used to deliver the product package box , whose function is that the package box luck already filling to full is leaked , is uses one to replace to come empty space box and. End being to make the empty space box aim at the product conveyer belt fitly, just the drop-in package box is hit by the messenger product, before package box conveyer belt centre install one photoelectricity sensor, in order to check if package box arrive at a place. And the product conveyer belt transmits a product from producing a workshop to package box , pawn some one products deliver to the conveyer belt end , the meeting automation drop-in package box inner, change from another sensor becoming counting pulse. Navar has accuracy height , the low , anti-interference ability of cost is strong , the malfunction leads a characteristic low , operation upkeep waits for simplely, have fine application value.Key words : programming controller Automation encasement navar The conveyer belt is controlled目录摘要 (2)Abstract (3)目录 (4)第一章绪论 (5)1.1 课题背景 (5)1.2 生产线自动化的发展概况 (5)1.2.1 国内生产线自动化发展概况 (5)系统、基于PC的控制系统等。
自动装箱plc课程设计

自动装箱plc课程设计一、教学目标本课程旨在通过自动装箱PLC课程的学习,让学生掌握自动装箱机的基本工作原理,了解PLC在自动装箱机中的应用,培养学生具备自动装箱机的调试和维护能力。
具体的教学目标如下:1.知识目标:a.了解自动装箱机的基本结构和工作原理;b.掌握PLC的基本组成、工作原理和编程方法;c.理解PLC在自动装箱机中的作用和应用。
2.技能目标:a.能够分析自动装箱机的工作流程,绘制其控制系统原理图;b.能够使用PLC进行编程,实现自动装箱机的控制功能;c.能够对自动装箱机进行调试和维护,确保其正常运行。
3.情感态度价值观目标:a.培养学生对新技术的兴趣和好奇心,提高学生学习自动化技术的积极性;b.培养学生具备团队协作精神,增强学生解决实际问题的能力;c.培养学生具备创新意识,鼓励学生对自动装箱机进行改进和创新。
二、教学内容本课程的教学内容主要包括自动装箱机的基本工作原理、PLC的基本组成和工作原理、PLC编程方法以及在自动装箱机中的应用。
具体的教学安排如下:1.自动装箱机的基本工作原理:介绍自动装箱机的主要组成部分,如输送带、装箱机构、控制系统等,并通过实例分析其工作流程。
2.PLC的基本组成和工作原理:介绍PLC的硬件组成,如CPU、输入/输出模块、电源模块等,以及PLC的工作原理和编程语言。
3.PLC编程方法:通过案例教学,教授PLC的编程方法,包括顺序控制、分支控制、循环控制等,以及如何运用PLC实现自动装箱机的控制功能。
4.PLC在自动装箱机中的应用:分析PLC在自动装箱机中的实际应用,如速度控制、位置控制、传感器应用等,并引导学生学会分析自动装箱机的工作流程,绘制控制系统原理图。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式进行教学。
具体方法如下:1.讲授法:通过讲解自动装箱机的工作原理、PLC的组成和编程方法等理论知识,使学生掌握课程的基本概念和原理。
生产线自动装箱的plc控制
生产线自动装箱的PLC控制1. 引言随着工业自动化的不断发展,越来越多的生产线采用PLC(可编程逻辑控制器)来实现自动控制、监控和管理。
在生产线自动装箱过程中,PLC的应用能够提高生产效率、降低人力成本、减少操作误差等。
本文将介绍生产线自动装箱中PLC控制的基本原理和实现方法,以及其在提高生产效率和质量方面的优势。
2. PLC控制原理PLC是一种专门用于控制工业自动化过程的数字计算机。
它可以通过编程来控制和监控各种设备,如传感器、执行器、电机等。
在生产线自动装箱中,PLC的主要任务是根据预设的运行逻辑,实时监测生产线上的状态,并控制执行器完成相应的操作。
PLC控制的基本原理如下: - 输入信号采集:PLC通过连接各种传感器来采集生产线上的输入信号,如位置、压力、光线等。
- 运行逻辑控制:PLC根据预设的运行逻辑对输入信号进行判断,并根据判断结果控制相应的输出信号。
运行逻辑可以通过编程来实现,通常使用类似于 ladder diagram 的图形化编程语言。
- 输出信号控制:PLC通过连接各种执行器(如电磁阀、电机)来控制生产线上的各种操作,如运动、夹持、抓取等。
3. 生产线自动装箱的PLC控制流程生产线自动装箱的PLC控制流程如下:1.输入信号采集:PLC通过连接各种传感器,如光电传感器、压力传感器、位置传感器等,采集工件的信息,如位置、尺寸、重量等。
2.运行逻辑控制:PLC根据预设的运行逻辑对输入信号进行判断,并根据判断结果控制装箱操作。
例如,根据工件的位置判断是否需要进行装箱操作,根据工件的重量判断装箱的位置和强度等。
3.输出信号控制:PLC通过连接各种执行器,如电磁阀、电机,控制装箱操作。
例如,通过控制电磁阀来控制夹紧装箱箱体的气压,通过控制电机来控制装箱机械臂的运动。
4.监控和反馈:PLC实时监控装箱操作的状态,并根据需要发送报警信号或进行故障处理。
同时,PLC还可以采集装箱过程中的数据,如装箱数量、速度、故障记录等,用于生产线的管理和优化。
PLC在岸边集装箱起重机控制电路中的应用

PLC在岸边集装箱起重机控制电路中的应用PLC(Programmable Logic Controller,可编程逻辑控制器)是一种用于自动化控制系统的电子设备。
在岸边集装箱起重机中,PLC被广泛应用于控制电路中,实现对各种运动、传感器和执行器的控制。
下面将详细介绍PLC在岸边集装箱起重机控制电路中的应用。
PLC用于监测和控制运动。
岸边集装箱起重机需要完成各种运动,例如起升、伸缩、旋转等。
PLC可以通过读取传感器的信号来监测起重机的位置和状态,然后根据预设的程序控制电机或液压系统实现相应的运动。
PLC还可以监控运动的速度和力度,以保证操作的安全性和准确性。
PLC在集装箱起重机的控制电路中还用于实现自动化控制。
起重机通常需要按照一定的顺序和规则进行操作,例如先下降吊钩,然后起升集装箱,最后移动到指定位置等。
PLC可以根据预设的程序和逻辑,自动控制起重机按照固定的操作顺序和规则进行工作。
这样不仅提高了操作效率,还减少了人工操作的错误。
PLC还用于实时监控和报警。
集装箱起重机在工作过程中会面临各种潜在的安全隐患,例如超载、位移过大等。
PLC可以实时读取传感器的数据,监测起重机的工作状态,并及时判断是否出现异常情况。
一旦发现异常,PLC会发出警报信号,通知操作员及时采取相应的措施,以保障运行过程的安全性。
PLC还可以存储和处理大量的数据。
集装箱起重机需要对各种参数和运行状态进行监测和记录,例如起升高度、工作时间、运行速度等。
PLC可以通过连接传感器和执行器,实时采集和处理这些数据,并存储到内存中。
这样不仅方便了操作人员对数据的查看和分析,还为以后的维护和故障排查提供了依据。
PLC在岸边集装箱起重机控制电路中具有重要的应用价值。
通过PLC的高度灵活性和可编程特性,可以实现起重机的自动化控制、实时监测和报警、数据存储与处理等功能,提高起重机的安全性和工作效率。
PLC在岸边集装箱起重机控制电路中的应用

PLC在岸边集装箱起重机控制电路中的应用岸边集装箱起重机是港口的重要设备之一,它的作用是将集装箱从陆路或水路运输工具上卸载,并按需求进行装载。
在起重机的操作过程中,控制电路起着至关重要的作用,它可以有效地控制起重机的行进、起重、转向等操作,保障起重机的安全和高效运行。
在控制电路中,PLC(可编程逻辑控制器)起着重要的作用,本文将重点介绍PLC在岸边集装箱起重机控制电路中的应用。
1. 控制起重机的行进和位置岸边集装箱起重机需要能够在堆场内快速、准确地行进并定位,以便将集装箱卸载到指定位置。
PLC可以通过传感器获取起重机的行进速度和位置信息,然后根据设定的程序控制电机的转动,从而实现起重机的行进和定位控制。
PLC还可以通过编程实现加减速控制,保障起重机在运行过程中的平稳性和安全性。
2. 控制起重机的起重操作二、PLC在岸边集装箱起重机中的优势1. 灵活性高PLC是一种可编程的控制器,其程序可以随时进行修改和调整,以适应不同的操作需求。
在岸边集装箱起重机的控制中,PLC可以根据不同的工作场景和要求,实现快速、准确的控制调整,保障起重机的高效运行。
2. 可靠性强PLC具有高度集成的特点,能够将各种传感器和执行机构直接连接到控制器上,并且具有强大的实时处理能力和通信能力,能够快速响应各种操作指令,保障起重机的安全和稳定运行。
3. 维护方便PLC的维护和排障相对简单,只需要对程序进行修改和调整,即可实现起重机控制参数、运行逻辑等的变更,大大降低了维护成本和停机时间,提高了起重机的稳定性和可靠性。
随着自动化技术的不断发展,PLC在岸边集装箱起重机中的应用将会更加广泛。
未来,PLC可以与物联网、云计算等技术相结合,实现起重机的远程监控和智能化控制,提高起重机的运行效率和安全性。
PLC还可以与人工智能技术相结合,实现起重机的自主学习和优化控制,提高起重机的智能化和自适应性。
PLC在岸边集装箱起重机控制电路中的应用前景十分广阔。
PLC传送带自动装箱控制系统设计

目录一.课程设计目的 (3)1.1 课题背景 (3)1.2 生产线自动化的发展概括 (4)1.2.1国内生产线自动化发展概括 (4)1.2.2 国外生产线自动化发展概括 (4)1.3 本文主要研究内容 (4)1.3.1 设计任务书 (4)1.3.2 主要解决的问题 (4)二.课程设计题目描述和要求 (5)三.课程设计报告内容 (7)2.1 方案论证 (7)2.1.1 采用传统继电接触器电气控制系统 (8)2.1.2 采用PLC可编程序控制器控制系统 (8)2.1.3 方案比较和选择 (8)2.2 PLC的硬件结构及工作原理 (10)2.2.1 PLC控制系统组成 (10)2.2.2 PLC的工作过程 (11)2.3 控制系统构成图和工作流程 (11)2.3.1 控制系统构成图 (13)2.3.2 控制系统工作流程图 (14)2.4 控制系统硬件设计 (15)2.5 控制系统软件设计 (16)2.5.1 控制系统逻辑分析 (16)2.5.2 控制系统程序设计 (17)2.6 系统程序调试及结果 (17)四.结论 (20)五.参考文献 (21)第1章课程设计目的1.1 课题背景现代社会中,无论在任何行业,从工厂的生产,到能源的输送,到和人民生活息息相关的市政工程,甚至人们的工作和休息的楼宇,到处都可以看到自动化系统的身影。
自动化系统不仅早就成为了工业和社会生活的一个组成部分,而且是经济发展水平的重要标志。
在自动化生产日渐普及的今天,包装机械的自动化程度直接影响到产品的质量和生产效率。
在现代化的工业生产中常常需要对产品进行计数,包装,如果这些繁杂的工作让人工去完成的话不但麻烦,而且效率低,劳动强度大,不适合现代化的生产需要。
为了适应现代化的大规模生产某种产品,进一步加快工业现代化的发展,提高国民经济,改善人民的生活水平,就必须设计一套完整的自动化生产线,以便用这自动化的生产线来代替人工完成这些繁杂的工作。
基于PLC的生产线自动装箱系统设计毕业设计

目录第一部分设计任务与调研 (3)1.1设计的主要任务 (3)1.2设计目的 (3)1.3课题背景 (3)1.4生产线自动化的发展概况 (3)1.5 PLC理论基础 (6)第二部分设计说明 (10)2.1设计任务和要求 (10)2.2 过程分析 (10)2.3 控制系统硬件设计 (11)2.4 自动装箱系统的电路设置 (13)2.5 控制系统程序设计 (14)第三部分设计成果 (19)3.1程序的下载 (19)3.2 生产线自动装箱系统的仿真运行 (19)3..3 运行仿真结果 (21)第四部分结束语 (23)第五部分致谢 (24)第六部分参考文献 (25)第一部分设计任务与调试1.1主要任务设计采用PLC编程控制,巧妙的运用S7-200PLC实现对生产线上某种产品自动按指定数量装箱,产箱装箱前及装箱后都由传送带传送。
生产产品由传送带A传送,装入由B传送的空箱中,并对每一个产品进行计数,每12个产品装入一箱,当传送带A传送12个产品装入一箱后,传送带B将该箱产品移走,并传送下一个空箱到指定位置等待传送带A传送来的产品。
1.2设计目的通过毕业设计培养综合运用所学的基础理论、基础知识、基本技能进行分析和解决实际问题的能力;掌握工业自动生产流水线的工作原理;使受到PLC系统开发的综合训练,达到能够进行PLC系统设计和实施的目的。
1.3课题背景在科技迅猛发展的今天,在人们的生活、工作中,处处可见自动化装置的身影。
自动化系统不仅早就成为了工业和社会生活的一个组成部分,而且是经济发展水平的重要标志。
同时,自动装箱生产线技术也得到相当宽广的应用。
且会得到更加宽广的应用。
该系统自动实现装箱、运输、计数等功能。
本控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值。
在以后的生产、生活中将得到更加广泛的运用,具有很好的利用前景。
生产线自动装箱控制系统的电路系统由传感器、“瓶,箱,车”计数器、译码器、显示器,报警电路等组成。
基于PLC机场货运行李分拣传输系统设计

基于PLC机场货运行李分拣传输系统设计摘要:随着科学技术的飞速发展,现代工业控制系统越来越复杂,传统控制科学面临着新的挑战。
PLC以其体积小、功能齐全、价格低廉和可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。
PLC的使用大大提高了控制系统的可靠性和自控程度,为企业提供了更可靠的生产保障。
如何在PLC自动控制领域充分发挥PLC的优势,是目前自动控制学科的重要课题之一。
本课题正是在这样的背景下,围绕基于PLC的材料分拣装置设计展开研究。
论文首先叙述了PLC的材料分拣装置的发展背景、现状和发展方向。
然后,说明了PLC自动分拣控制系统工作原理和与传统继电器的区别。
本文详细叙述了一种基于PLC的材料分拣装置设计及自动控制编程,以及怎样通过PLC程序设计来实现材料分拣和自动控制。
其电路结构简单,投资少(可利用原有设施改造),分拣系统不仅自动化程度高,还具有在线修改功能,灵活性强,系统具有数据采集准确、可靠性高及系统成本低等优点。
关键词:PLC;材料分拣;自动控制;传感器目录第1章绪论 (4)1.1 PLC材料分拣装置的研究背景 (4)1.2 PLC材料分拣系统的现状 (5)1.3 PLC材料分拣系统的发展方向 (5)1.3.1系统集成 (5)1.3.2工艺创新 (5)1.3.3自动分捡机 (6)第2章 PLC材料分拣系统的硬件设计 (7)2.1 PLC自动分拣控制系统工作原理 (7)2.2 系统的硬件配置 (8)2.3系统的运行方式 (8)2.4 PLC与传统继电器的区别及选型 (9)2.4.1 PLC与传统继电器的区别 (9)2.4.2 PLC设计选型的一般原则 (10)2.5铁传感器的选用 (10)2.6铝传感器的选用 (11)2.7颜色传感器的选用 (11)2.8光电传感器的选用 (12)2.9 气压传动装置选用 (12)2.9.1气源装置 (12)2.9.2气压发生装置 (12)2.9.3冷却器 (13)2.9.4储气罐 (13)2.9.5气动控制装置 (14)2.10限位开关的选用 (14)2.11熔断器的选用 (14)2.12电动机的选用 (14)第3章 PLC自动控制的软件设计 (16)第4章总结与展望 (20)4.1 总结 (20)4.2 未来展望 (20)第1章绪论1.1 PLC材料分拣装置的研究背景随着微处理器、计算机和数字通信技术的飞速发展,计算机控制几乎扩展到所有工业领域。