CMT简介
CMT焊接技术工作原理

实用文档
CMT工艺是Fronius公司在数字化焊接技术发展过 程中的又一次重大突破。
第一次将焊丝的运动同熔滴过渡过程相结合. 在焊接过程中实现冷-热交替焊接,大幅度降低了
焊接热输入量。 CMT工艺热输入量小、变形小、无飞溅、搭桥能力
好、焊缝均匀一致、焊接速度高、运行成本低. 为薄板的焊接提供了完美的解决方案. 可以实现钢与铝的异种钢连接
实用文档
CMT方法的应用
3 个主要的应用: 无飞溅的MIG钎焊 薄板的应用 (铝、钢、不锈钢) 钢与铝的异种焊接
超薄板的焊接,并且无需担心塌陷和 烧穿
0.8mm铝板对接 背面未加衬垫
实用文档
CMT焊较普通MIG/MAG焊的优
CMT钎焊
势: MIG – 钎焊
脉冲电弧
CMT钎焊
CMT钎焊的热量可 比MIG钎焊降低 20-30%,变形大 大减少,均匀一致 的焊缝,并且没有 飞溅,也减少了焊后 返工的几率。
焊接速度 = 150cm/min 焊接电流 = 103 A 焊接电压 = 19,8 V 送丝速度 = 6 m/min
母材和填充材料 所有气体保护焊可用的材料
实用文档
CMT方法的应用
接头类型
搭接 对接 法兰接 角接
焊接位置
PA PB PC PG
实用文档
焊接速度 = 220 cm/min 焊接电流= 113 A 焊接电压= 8,8 V 送丝速度 = 6 m/min
实用文档
CMT培训资料

t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT焊接同普通MIG/MAG焊有三个 基本的特点:
(1) 首次将焊丝回抽运动与熔滴过渡过程控制相结合
遥控器 控制面板 送丝机 焊丝缓冲器
CMT方法的应用
零件部分:
排水管
母材:
填充金属: 焊接速度:
渡锌板 0.5mm
Gusi3 1.0mm
190cm/min
焊接位置:
PB
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置: 304 0.8mm/1.2mm 308L 1.0mm 400cm/min PB
t = 4.59 ms
t = 6.21 ms
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT焊接同普通MIG/MAG焊有三个 基本的特点 :
(3)无飞溅过渡:不同于短路过渡的焊 丝爆断,CMT靠焊丝回抽帮助过 渡,从而实现无飞溅焊接
珠海福尼斯焊接 2007 © Fronius 05/2007
Deposit rate[kg/h] 5,9
2. pass: 0,99
5,9
珠海福尼斯焊接 2007 © Fronius 05/2007
MIG/MAG堆焊实例1:
MIG / MAG cladding: BM: P 265 GH FM: Nibas 625 (1,2 mm Ø) SG: 30 % He/70% Ar
CMT方法的应用
零件部分: 母材: 填充金属: 铝合金 AlSi5 0.7mm/1.5mm 1.2mm
cmt技术方案

cmt技术方案
CMT技术方案是一种先进的焊接技术方案,它采用典型的直流脉冲焊接波形,具有低热输入、高能量利用率、低飞溅、高焊后工件表面质量、低金属损失等特点。
CMT技术方案的工作原理是通过精确控制焊接热输入和焊接
速度,实现对焊接过程的高效控制,同时采用先进的焊接工艺和材料,提高焊接质量和可靠性。
CMT技术方案的应用范围非常广泛,适用于各种金属材料的焊接,如不锈钢、碳钢、铝合金等。
在汽车制造业中,CMT技术方案被广泛应用于汽车
零部件的焊接,如车门、车架、发动机等部件的焊接。
此外,CMT技术方
案还可应用于建筑、电力、航空航天、船舶等行业的焊接领域。
CMT技术方案的优势在于其高效、高质量的焊接效果,能够大大提高生产
效率和产品质量。
同时,CMT技术方案还具有低烟尘、低有害气体排放等
特点,有利于环境保护和职业健康。
此外,CMT技术方案的适用范围广,
可以根据不同的材料和工艺要求进行定制化解决方案,满足不同领域的需求。
总之,CMT技术方案是一种高效、高质量、环保的焊接技术方案,具有广
泛的应用前景和市场需求。
通过不断的技术创新和应用拓展,CMT技术方
案将会在更多的领域得到应用和推广。
CMT 电弧原理及优势详细介绍

CMT工艺的重要创新
(1)金属过渡发生在电流几乎为0的时候
t = 0 ms t = 4.59 ms t = 6.21 ms t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
The CMT process
05/2010
CMT工艺的重要创新
熔滴机械过渡 短路了才回抽 回抽距离一致 过渡频率----70~130到140次/秒 好处-----电流稳定&熔深稳定-----示教方便-----无飞溅
The CMT process
05/2010
CMT工艺干伸长对弧长的影响
CMT工艺焊接时干伸长变化的状况
Avg. wfs t
act. wfs
vD
t
IS
Short arc
Breakup
Arc burn time
t US
t
The CMT process
T
CMT工艺的优势分析
⁄ 飞溅 ⁄ 热输入 ⁄ 搭桥能力 ⁄ 焊接速度 ⁄ 干伸长对弧长的影响 ⁄ 复合电弧的优势 ⁄ 电弧极性 ⁄ 双丝焊接
The CMT process
05/2010
CMT如何拥有强搭桥能力?
vD IS US
Short circuit
Arc burn time
T
t t t
05/2010 The CMT process
CMT工艺
vD
t
IS
Short arc
Breakup Arc burn time
t US
t
T
05/2010
The CMT process
CMT产品说明2013.11
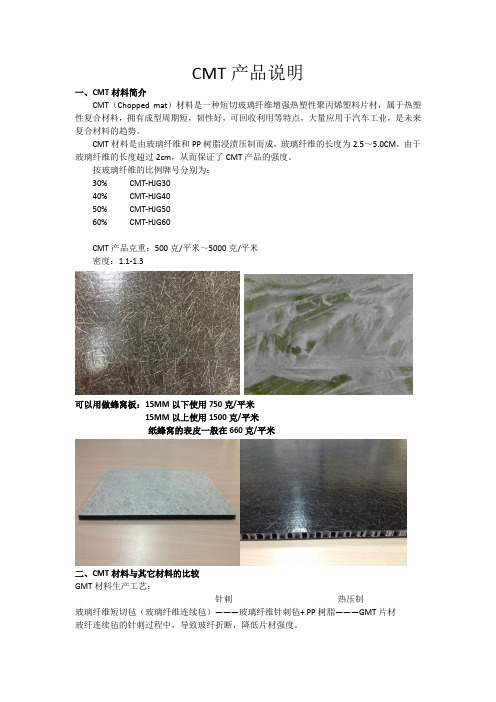
CMT产品说明一、CMT材料简介CMT(Chopped mat)材料是一种短切玻璃纤维增强热塑性聚丙烯塑料片材,属于热塑性复合材料,拥有成型周期短,韧性好,可回收利用等特点,大量应用于汽车工业,是未来复合材料的趋势。
CMT材料是由玻璃纤维和PP树脂浸渍压制而成,玻璃纤维的长度为2.5~5.0CM,由于玻璃纤维的长度超过2cm,从而保证了CMT产品的强度。
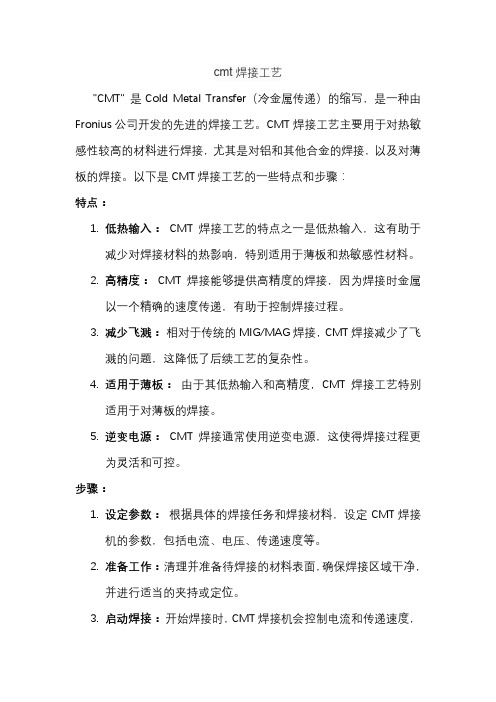
按玻璃纤维的比例牌号分别为:30% CMT-HJG3040% CMT-HJG4050% CMT-HJG5060% CMT-HJG60CMT产品克重:500克/平米~5000克/平米密度:1.1-1.3可以用做蜂窝板:15MM以下使用750克/平米15MM以上使用1500克/平米纸蜂窝的表皮一般在660克/平米二、CMT材料与其它材料的比较GMT材料生产工艺:针刺热压制玻璃纤维短切毡(玻璃纤维连续毡)———玻璃纤维针刺毡+ PP树脂———GMT片材玻纤连续毡的针刺过程中,导致玻纤折断,降低片材强度。
CMT材料生产工艺:热压制玻璃纤维短切毡(玻璃纤维连续毡)+ PP树脂胶膜———CMT片材玻璃纤维粗纱切断,铺毡,同PP胶膜复合,热压,形成CMT片材,极大保证了玻纤长度,从而保证较高的刚性。
LFT材料生产工艺:喂入螺杆喂入螺杆现场压制玻璃纤维(短切)————+ PP树脂————螺杆挤出团料————LFT片材玻纤进螺杆时很大程度被切断至不足1cm,但是同GMT,CMT比较,玻纤和树脂的浸渍较为充分,所以表面浮纤现象要优于GMT和CMT。
三、CMT产品成型工艺:工艺参数:三、CMT模压产品试验数据:。
cmt焊接工艺
cmt焊接工艺
"CMT" 是Cold Metal Transfer(冷金属传递)的缩写,是一种由Fronius公司开发的先进的焊接工艺。
CMT焊接工艺主要用于对热敏感性较高的材料进行焊接,尤其是对铝和其他合金的焊接,以及对薄板的焊接。
以下是CMT焊接工艺的一些特点和步骤:
特点:
1.低热输入:CMT焊接工艺的特点之一是低热输入,这有助于
减少对焊接材料的热影响,特别适用于薄板和热敏感性材料。
2.高精度:CMT焊接能够提供高精度的焊接,因为焊接时金属
以一个精确的速度传递,有助于控制焊接过程。
3.减少飞溅:相对于传统的MIG/MAG焊接,CMT焊接减少了飞
溅的问题,这降低了后续工艺的复杂性。
4.适用于薄板:由于其低热输入和高精度,CMT焊接工艺特别
适用于对薄板的焊接。
5.逆变电源:CMT焊接通常使用逆变电源,这使得焊接过程更
为灵活和可控。
步骤:
1.设定参数:根据具体的焊接任务和焊接材料,设定CMT焊接
机的参数,包括电流、电压、传递速度等。
2.准备工作:清理并准备待焊接的材料表面,确保焊接区域干净,
并进行适当的夹持或定位。
3.启动焊接:开始焊接时,CMT焊接机会控制电流和传递速度,
使得金属以一种特殊的方式传递,从而实现精确控制的焊接。
4.焊接完成:完成焊接后,等待焊接区域冷却,然后进行必要的
清理和处理。
CMT焊接工艺由于其低热输入和高精度的优势,逐渐在一些特殊焊接应用中得到了广泛应用。
在应用CMT焊接工艺时,建议根据具体的焊接任务和材料要求,进行仔细的参数设定和实施。
CMT焊接工艺及其应用
CMT焊接工艺及其应用一、冷金属过渡(CMT)焊概述:1、意义:冷金属过渡技术 (CMT)是近年来焊接工艺的一次突破,其创造性地将焊丝运动与熔滴过渡过程相结合,实现了低能耗、高品质的焊接。
2、特点:(1)、良好的电弧稳定性:CMT焊接系统送丝过程受控并且和电弧过程相结合,可以机械检测弧长并快速调节,这使得CMT的电弧非常的稳定。
(2)、精确的能量输入控制:CMT技术实现了无电流状态下的熔滴过渡。
当短路电流产生,焊丝即停止前进并自动地回抽。
在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少,可以获得最低能量的输入。
(3)、优异的搭桥能量输入:CMT技术具有优异的电弧稳定性和精确的低能量输入,具有优异的搭桥能力,对装配间隙和错边的要求低,根焊焊道也可以获得很好的的背面成型(4)、更快的焊接速度:CMT过渡的频率高达60—70 Hz,焊丝主动回抽促进熔滴的脱落,焊接速度可达450—600 mm/min,能够明显地提高焊接效率。
3、应用:(1)、材料应用领域:CMT技术拥有广泛的应用领域。
几乎可以应用与所有已知的材料。
(2)、行业应用:机车制造行业、航天领域、桥梁和钢结构。
二、CMT工艺原理及设备:2.1、CMT工艺原理:(1)、数字式焊接控制系统感知电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
(2)、在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,并进一步将焊丝向前送出。
之后重新生成焊接电弧,开始新一轮的焊接过程。
(3)、或者说系统监测到一个短路信号,就会反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离,使熔滴在无电流状态下过渡(70HZ)。
2.2、CMT与传统短路焊接工艺比较:CMT焊与普通 GMAW 有三个最大的不同:(1)、将焊丝运动与焊接过程相结合:在焊丝前行过程中,一旦数字过程控制器检测到短路电流,便控制送丝机构回焊丝,以促成焊丝与熔滴的分离。
CMT培训资料

THANKS
。
假设检验
根据一定的假设条件,利用样 本数据对总体参数进行检验的 方法,包括单样本t检验、双样
本t检验、卡方检验等。
方差分析
用来分析两个或多个样本均值 差异的方法,包括单因素方差 机基础
Python编程语言
NumPy库
Python是一种广泛使用的编程语言,CMT 培训资料中包括Python语言的基础语法和 常用库的使用。
功能模块
CMT包括采集、编辑、审核、存储、重用、发 布等功能模块。
3
内容类型
CMT支持多种内容类型,如文本、图片、视频 、音频等。
cmt的原理与技术
工作原理
01
CMT通过自动化流程,将内容从采集到发布的全流程进行管
理。
技术架构
02
CMT采用先进的技术架构,包括云计算、大数据、人工智能
等。
数据安全
03
向量代数
包括向量的定义、向量的加减 法、向量的点乘、向量的叉乘
等基础知识。
矩阵运算
包括矩阵的乘法、矩阵的转置、 矩阵的逆等基本运算。
概率论与数理统计
包括随机变量及其分布、大数定律 、中心极限定理、参数估计、假设 检验等基本概念与理论。
cmt的统计基础
参数估计
利用样本数据估计总体参数的 方法,包括点估计和区间估计
总结词
无监督、端到端、快速
详细描述
CMT在机器翻译领域也有着广泛的应用。传统的机器翻译方法通常采用基于规则或统计的方法,需要大量的 人工标注数据,而CMT则采用无监督学习方法,可以利用大量的未标注数据进行训练,从而实现端到端的翻 译。此外,CMT还可以实现快速的翻译速度,提高翻译效率。
cmt在自然语言处理中的应用
CMT培训资料

和突破出现,为CMT产业的发展注入新的动力。
cmt与人工智能的结合与发展
自动化生产
CMT与人工智能的结合可以实现自动化生产,减少人工干预,提高生产效率和产品质量。
智能化控制
通过人工智能技术的应用,可以对CMT生产过程进行智能化控制,实现生产过程的自动化 和自适应化,提高生产效率。
预测与维护
CMT与人工智能的结合还可以实现设备的预测与维护,提前发现设备可能出现的问题,及 时进行维修和保养,提高设备的可靠性和使用寿命。
02
cmt技术基础
cmt的基本原理
概念定义
CMT(慢性肌肉骨骼疼痛)是一种常见的疼痛综合征,通常由软组织和骨骼的慢性损伤引 起,导致肌肉和肌腱的疼痛、僵硬和疲劳。
发病机制
CMT的发病机制尚不完全明确,但与慢性肌肉损伤、神经系统异常、内分泌失调等多种因 素有关。
诊断标准
CMT的诊断通常基于病史、体格检查、影像学和实验室检查等综合信息,但目前缺乏统一 的诊断标准。
培训内容
介绍CMT在具体应用场景中的应用技能,包括游 戏开发、音视频处理、人工智能和物联网等。
认证考核
介绍认证考核的流程和标准,为学员提供评估自 身技能掌握程度的方式。
THANKS
感谢观看
cmt产业的发展前景
01
市场规模不断扩大
随着全球经济的发展和产业结构的调整,CMT产业将继续保持快速增
长的态势,市场规模将持续扩大。
02
应用领域不断拓展
CMT技术的应用领域非常广泛,包括汽车、航空航天、电子等领域。
随着这些领域的不断发展,CMT产业的发展前景也将更加广阔。
03
技术创新不断涌现
CMT技术是一个不断创新和发展的领域,未来将会有更多的技术创新
cmt的发展历程

cmt的发展历程CMT(Country Music Television)是一家专门播放乡村音乐和相关音乐录像的电视频道。
它成立于1983年,经过多年的发展,已成为美国最受欢迎的音乐频道之一。
CMT的发展历程可以追溯到上世纪80年代初。
当时,纳什维尔成为乡村音乐的中心,越来越多的音乐家和音乐制作人聚集在这里。
为了推广乡村音乐,MTV(Music Television)与WVGN(Warner-Amex Satellite Entertainment)合作创办了CMT。
创办初期,CMT主要通过有限的有线电视网络传播音乐视频。
随着时间的推移,CMT不断扩大其影响力和观众群体。
1991年,CMT在全美范围内进行了重新定位和全新的节目调整。
节目的内容变得更加丰富多样,包括乡村音乐新闻、访谈、音乐视频以及音乐会直播。
此外,CMT还开始制作一些真人秀节目,展示了乡村音乐家的生活和事业。
这些改变使CMT成为一个更加全面和多元化的音乐频道,吸引了更多的观众。
随着互联网的兴起,CMT开始在网络上拓展自己的影响力。
网站的推出使观众能够在任何地方随时随地观看他们喜爱的节目和音乐视频。
此外,CMT还开设了自己的应用程序,方便观众使用移动设备观看他们喜欢的内容。
这种跨平台的传播方式使CMT的影响力迈上了一个新的台阶。
为了与时俱进,CMT还推出了一些贴合当代乡村音乐风格的新节目。
《CMT音乐奖》是CMT推出的一项重要活动,旨在表彰和奖励乡村音乐界的杰出人士。
此外,CMT还举办了一些音乐节和现场音乐会,为观众提供了独特的音乐体验。
CMT的成功不仅体现在观众数量上,还在于其股东的认可。
2001年,Viacom公司宣布收购CMT。
这一收购使CMT得以在全球范围内扩大其业务,并提供更多的经济支持。
随后,CMT不断推出新的节目和特辑,为观众呈现更加精彩的乡村音乐。
回顾CMT的发展历程,我们可以看到它不仅在技术上不断创新,也在内容上不断丰富多样。
CMT技术

The new tension-lever system in the welding torch ensures constant and reproducible contact pressure.
Dr. Lin Sanbao, /~arc , / 11
该设备极大的提高了焊接的生产能力,并可有效保证被焊件的焊 接质量。
CMT使得MIG焊接薄板变得容易。可以实现0.3mm以上超薄板 的MIG焊接。
Dr. Lin Sanbao, /~arc , / 7
CMT原理
电弧加热,向前送丝
熔滴短路,电弧熄灭
UTILISATION
CMT sets brand-new standards in welding technology.
This process is ideal for e.g. the automobile and allied vendor industries, the aerospace sector and for structural and portal work. Essentially, all automated or robot-assisted tasks are suitable. All customary base and filler metals can be used.
Dr. Lin Sanbao, /~arc , / 10
CMT设备
The wire buffer decouples the front and rear wire-drives from one another and ensures smooth wire travel.
Dr. Lin Sanbao, /~arc , / 14
体积单位cmt
体积单位cmt体积是物体所占的空间大小的度量,是物体三维空间的量度。
在科学和工程领域中,体积单位的选择非常重要,因为它决定了我们在测量和计算物体体积时所使用的数值单位。
cmt是一种体积单位,表示立方米(m³)的百分之一。
cmt是国际单位制中常用的体积单位,广泛应用于科学研究、工程测量和贸易交易中。
cmt的定义使得体积的度量更加方便和灵活,可以适应不同尺度和精度的测量需求。
在实际应用中,cmt常用于测量小型物体的体积,如药品容量、液体容量和小器件的体积等。
它可以帮助我们准确地测量和比较不同物体的体积,为科学研究和工程设计提供重要的参考数据。
使用cmt作为体积单位的好处之一是它与其他国际单位制的单位之间存在简单的换算关系。
例如,1立方米等于1000000cmt,1cmt等于0.000001立方米。
这种换算关系方便了不同单位之间的转换和计算,使得工程师和科学家能够更加方便地进行相关的测量和计算。
除了cmt,还有许多其他的体积单位被广泛应用于不同的领域和行业。
例如,升(L)是常用的体积单位,特别适用于测量液体的容量。
升与立方米之间的换算关系为1升等于0.001立方米。
升的使用范围广泛,从家庭日常生活的厨房使用到工业生产中的化学实验室。
另外,立方厘米(cm³)也是一种常见的体积单位,它表示立方米的百分之一万分之一。
立方厘米通常用于测量小型物体的体积,如微型元件、粉末和液体的容量等。
立方厘米与立方米之间的换算关系为1立方厘米等于0.000001立方米。
在实际应用中,选择合适的体积单位对于准确测量和比较物体的体积非常重要。
根据不同的需求和测量对象的大小,我们可以选择适合的单位,如cmt、升或立方厘米等。
使用适当的体积单位可以提高测量的准确性,为科学研究和工程设计提供可靠的数据支持。
总之,cmt是一种常用的体积单位,用于测量小型物体的体积。
它与其他国际单位制的单位之间存在简单的换算关系,方便了不同单位之间的转换和计算。
cmt加工方式
cmt加工方式CMT(Cutting and Milling Technology)加工方式是一种金属加工技术,它结合了切割和铣削两种工艺,能够实现高效率、高精度的加工。
CMT加工方式在机械制造、航空航天、汽车制造等领域得到了广泛应用。
下面将详细介绍CMT加工方式的原理、优点、应用和未来发展。
一、CMT加工方式的原理CMT加工方式是一种将切割和铣削两种工艺结合起来的加工技术。
它利用高速旋转的刀具对金属材料进行切割和铣削,以获得所需的形状和尺寸。
CMT加工方式的核心技术在于利用热能将金属材料熔化,并通过高速气流将熔化的金属材料迅速吹走,从而实现切割和铣削的目的。
二、CMT加工方式的优点1.高效率:CMT加工方式能够实现高效率的加工,因为它利用了高速旋转的刀具和热能进行切割和铣削,能够快速地将金属材料加工成所需的形状和尺寸。
2.高精度:CMT加工方式能够实现高精度的加工,因为它利用了热能和高速气流进行切割和铣削,能够精确控制加工过程中的温度和速度,从而确保加工精度。
3.环保:CMT加工方式是一种环保的加工技术,因为它在加工过程中不会产生大量的切削液和废料,能够减少对环境的污染。
4.适用范围广:CMT加工方式适用于各种金属材料的加工,如钢、铝、铜等,能够满足不同领域的需求。
三、CMT加工方式的应用1.机械制造:CMT加工方式在机械制造领域得到了广泛应用,如汽车零部件、航空航天零件、机床等的高效、高精度加工。
2.航空航天:CMT加工方式在航空航天领域得到了广泛应用,如飞机零部件、火箭零部件等的高效、高精度加工。
3.汽车制造:CMT加工方式在汽车制造领域得到了广泛应用,如汽车零部件、发动机零件等的高效、高精度加工。
4.其他领域:CMT加工方式还广泛应用于电子、能源、化工等领域,如太阳能电池板、风力发电机等的高效、高精度加工。
四、CMT加工方式的未来发展随着科学技术的不断进步,CMT加工方式将会得到进一步的发展和完善。
cmt加工方式
CMT加工方式CMT(Cut, Make, Trim)是指一种制衣加工方式,也被称为“裁剪、制作、整理”,它是服装制造过程中的关键环节之一。
在这种加工方式中,原材料被裁剪、制作成衣物,并最后进行修整和整理,以确保最终产品的质量和完美度。
CMT加工方式的主要步骤包括:1.裁剪(Cutting):这是CMT加工方式的第一步,也是最重要的步骤之一。
在裁剪过程中,根据设计师提供的纸样,将面料切割成所需的形状和尺寸。
裁剪可以采用手工裁剪或机械裁剪,手工裁剪通常适用于小规模生产,而机械裁剪适用于大规模生产。
2.制作(Making):在制作阶段,裁剪好的面料被缝制成成品。
这需要熟练的操作员使用缝纫机进行缝制。
制作过程中包括缝接面料、安装拉链和纽扣、加上饰品等。
制作阶段的质量控制非常重要,以确保每个步骤都按照标准进行。
3.整理(Trimming):整理是CMT加工方式的最后一步,也是衣物制造过程中的重要环节。
整理包括各种细节的处理,例如剪除线头、熨烫、折叠、包装等。
整理的目的是使成品看起来整洁、有序,并符合设计要求。
CMT加工方式的优势:1.灵活性:CMT加工方式使服装制造商能够更好地控制产品的质量和细节。
制造商可以根据设计要求进行裁剪和制作,从而实现更灵活的生产流程。
2.成本效益:CMT加工方式通常可以提供更低的生产成本。
由于制造商只需要承担裁剪和制作的成本,其他工序如面料采购、设备维护等可以由合作伙伴或下游供应商负责。
3.专业技术:CMT加工方式使制造商能够专注于自己擅长的领域。
设计师可以专注于创意设计,面料供应商可以专注于提供高质量的面料,而制造商可以专注于裁剪和制作过程。
CMT加工方式的应用范围广泛,适用于各种类型的服装制造。
无论是高端定制服装还是大规模生产的休闲服装,CMT加工方式都可以应用。
总结起来,CMT加工方式是一种高效、经济且灵活的制衣加工方式。
它通过裁剪、制作和整理三个步骤,实现了衣物的生产和加工。
cmt加工方式

cmt加工方式CMT(Cut-Make-Trim)加工方式是一种常用于纺织和制衣行业的生产模式。
在这种加工方式下,原材料被切割、制作和修整,最终制成成品。
本文将介绍CMT加工方式以及其在纺织和制衣行业中的应用。
一、什么是CMT加工方式CMT加工方式的名称源自其三个步骤:切割(Cut)、制作(Make)和修整(Trim)。
在切割阶段,原材料根据设计图样被裁剪成相应的尺寸和形状。
在制作阶段,这些被裁剪的材料被缝制、组装和结构调整,形成半成品。
最后,在修整阶段,半成品的线头被修剪,成品的细节被处理,确保最终产品的质量。
二、CMT加工方式的优势CMT加工方式在纺织和制衣行业中具有许多优势。
首先,CMT加工能够提高生产效率。
由于该方式将制作过程分解为不同的步骤,制作人员可以专注于他们擅长的工作,从而提高工作效率。
其次,CMT加工方式可以实现分工合作,不同工序可以同时进行,进一步缩短生产周期。
此外,CMT加工方式还能够灵活应对不同的订单需求,由于生产过程中的切割、制作和修整步骤是相对独立的,可以根据订单的变化进行调整,更好地满足客户的需求。
三、CMT加工方式的应用CMT加工方式在纺织和制衣行业中得到广泛应用。
例如,在服装制造过程中,CMT加工方式常用于生产大批量的标准化服装。
原材料如纺织面料、纽扣、拉链等可以通过切割、制作和修整步骤被快速转化为成品。
同时,CMT加工方式也可以应用于定制服装的生产。
通过根据客户的要求进行切割、制作和修整,可以实现个性化服装的生产。
四、CMT加工方式的挑战与发展尽管CMT加工方式具有诸多优势,但也面临一些挑战。
首先,该方式对制作人员的技术要求较高,需要熟练的缝纫技术和丰富的经验。
其次,由于CMT加工方式通常要求高速生产,因此对设备和生产环境的要求也较高。
此外,CMT加工方式往往难以应对高端服装定制的需求,因为这些定制化产品通常需要更多的手工操作和精细工艺。
然而,随着技术的发展和创新,CMT加工方式也在不断改进和完善。
cmt加工方式
cmt加工方式
CMT加工方式是一种常见的生产加工方式,CMT是Cut, Make, Trim的缩写,意为裁剪、制作、整烫。
在服装加工行业中,CMT加工方式是一种常见的合作方式,一般由品牌公司或者设计公司提供设计稿和面料,交由加工厂进行裁剪、制作和整烫,最终成品交由品牌公司或者设计公司负责销售。
首先是裁剪环节,裁剪是整个加工过程中的第一步,裁剪工人根据设计稿的要求将面料进行裁剪,保证面料的利用率最大化,减少浪费。
裁剪的精准度和效率直接影响到整个加工过程的质量和速度,因此裁剪工人需要具备一定的技术和经验。
接着是制作环节,制作是将裁剪好的面料进行缝制,制作成成衣的过程。
制作工人根据设计稿和裁剪好的面料,按照要求进行缝制,包括缝纫、打边、补料等工序。
制作工人需要具备熟练的缝纫技术和对服装结构的理解,保证成衣的质量和外观。
最后是整烫环节,整烫是将制作好的成衣进行整烫,使成衣外观更加平整,质感更加好。
整烫工人使用蒸汽熨斗或者烫台,对成衣进行熨烫,保证成衣的外观和整体质量。
整烫的技术和工艺也对成衣的最终质量起到至关重要的作用。
CMT加工方式相对于其他加工方式的优势在于,可以灵活根据客户的需求进行生产,减少库存和生产风险,缩短上市周期,提高生产效率。
同时,CMT加工方式也要求加工厂具备一定的生产能力和管理水平,保证加工的质量和交货的准时性。
总的来说,CMT加工方式是一种灵活高效的生产加工方式,适用于服装、家居等行业。
通过裁剪、制作和整烫三个环节的协作,实现客户的设计要求,保证成品的质量,提高生产效率,是一种值得推广和应用的加工方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢 1.5mm ER308LSi
150cm/min PA PB
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属:
1.0mm 焊接速度: 焊接位置:
不锈钢 0.8mm ER308LSi
100cm/min PA
© Fronius 05/2007
© Fronius 05/2007 珠海福尼斯焊接 2007
在短路状态下焊丝的回抽运动帮助 焊丝与熔滴分离
t = 0 ms
t = 4.59 ms
t = 6.21 ms
t = 7.56 ms
t = 11.34 t = 13.23 t = 13.77
ms
ms
ms
t = 14.31 ms
珠海福尼斯焊接 2007
• 引弧可靠迅捷 • 引弧的速度是迄今为止的两倍 • 在非常短的时间内即可熔化母材
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT焊较普通MIG/MAG焊的优势: • CMT焊弧长控制更精确,电弧更稳定
普通MIG/MAG焊在焊 接过程中,焊丝干伸长 改变时,焊接电流会增 加或减少。而CMT焊焊 丝干伸长改变时,仅仅 改变送丝速度,不会导 致焊接电流的变化,从 而实现一致的熔深,加 上弧长高度的稳定性, 就能达到非常均匀一致 的焊缝外观成形
喷射电弧
电弧过渡形式
旋转电弧
短路过渡
vD IS
US
Short arc period
arc period T
CMT过渡
© Fronius 05/2007
vD
t
Plasma period
IS
Short arc
Boost period burning period
t US
t
T
珠海福尼斯焊接 2007
CMT焊较普通MIG/MAG焊的优势:
搭接 板厚 1 mm 焊接速度 70 cm/min
© Fronius 05/2007
要求: 镀锌层的厚度 (> 10 µm)
珠海福尼斯焊接 2007
CMT焊较普通MIG/MAG焊的优势:
• 更快的焊接速度
CMT过渡是电弧不停的燃烧、熄灭, 每秒最低70多次的高频率,而电弧每 重新引燃一次就修正一次电弧,保持 电弧的稳定性,在干伸长或焊接速度 改变的情况下,电弧长度也能保持一 致。这样就保证了CMT电弧的稳定性 ,即使在焊接速度极快的前提下,也不 会出现断弧的情况
© Fronius 05/2007 珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
防火门 渡锌板
Gusi3 1.0mm 100cm/min PG
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材:
2.4mm/3mm 填充金属: 焊接速度: 焊接位置:
散热器 铝合金
AlSi 1.2mm 150cm/min PB
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
CMT焊较普通MIG/MAG焊的优势:
• 可以实现0.3mm的超薄铝板的焊接
• 良好的搭桥能力, 装配间隙要求降低
CMT的溶滴过渡是在电流几乎 为零的情况下,通过焊丝的回抽把溶 滴送进溶池,持续输入热量的时间非 常短,从而给溶池一个冷却的过程.使 焊缝形成良好的搭桥能力,从而降低 了薄板工件的装配间隙要求.在薄板或 超薄板的焊接,并且无需担心塌陷和 烧穿
© Fronius 05/2007 珠海福尼斯焊接 2007
CMT焊接同普通MIG/MAG焊有三个 显著的特点 :
(3)无飞溅过渡:在短路状态下焊丝的回 抽运动帮助焊丝与熔滴分离
通过对短路状态的控制,保证 短路电流很小,焊丝的机械式 回抽运动就保证了熔滴的正常 脱落,同时避免了普通短路过 渡方式极易引起的飞溅,从而使 得熔滴过渡实现无飞溅。这就 是CMT技术的关键所在。
啤酒罐 铝合金 2.0mm AlSi 1.2mm 150cm/min PA
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
© Fronius 05/2007
珠海福尼斯焊接 2007
总结:
• CMT工艺是Fronius公司在数字化焊接技术发展过程中的又一 次重大突破。
• 第一次将焊丝的运动同熔滴过渡过程相结合. • 在焊接过程中实现冷-热交替焊接,大幅度降低了焊接热输入
量。 • CMT工艺热输入量小、变形小、无飞溅、搭桥能力好、焊缝
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材:
3mm/0.4mm 填充金属:
1.0mm 焊接速度: 焊接位置:
减振器 不锈钢
ER316Si
100cm/min PA
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属:
1.0mm 焊接速度: 焊接位置:
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm IS= 81 A wfs= 5 m/min US=11,2 V
CMT焊较普通MIG/MAG焊的优势: • CMT焊弧长控制更精确,电弧更稳定
CMT的电弧长度控制 是机械式的,它采用 闭环控制并监测焊丝 回抽长度,即电弧长 度
铝是焊接
在过去铝和钢的连接仅仅 可能通过激光或电子束焊 接,现在CMT可实现这样 的异种钢连接,接头质量 和外观都是100%合格
钢是钎焊
CMT技术的铝板与钢 的连接。靠近铝板一边 为普通焊接接头, 靠近钢一边为钎焊连接
© Fronius 05/2007 珠海福尼斯焊接 2007
CMT焊较普通MIG/MAG焊的优势: • 钢与铝的异种钢连接
© Fronius 05/2007 珠海福尼斯焊接 2007
CMT过渡和脉冲过渡结合技术
焊缝的正面
焊缝的背面
© Fron0iusPulse
05/2007
1 Pulse
3 Pulses
5 Pulses
焊缝的截面
7 Pulses 珠海福尼斯焊接 2007
CMT系统可以实现多种电弧过渡方式
• Fronius CMT焊接系统同著名的全数字 化MIG/MAG焊机一样,是采用数字DSP 技术,除具有CMT电弧焊接方式外, 也可实现短路电弧、喷射电弧和脉 冲电弧的过渡方式。一套系统四种 电弧方式的应用,可同时满足多个 场合的焊接需求
焊接速度 = 150cm/min 焊接电流 = 103 A 焊接电压 = 19,8 V 送丝速度 = 6 m/min
焊接速度 = 220 cm/min 焊接电流= 113 A 焊接电压= 18,8 V 送丝速度 = 6 m/min
珠海福尼斯焊接 2007
CMT焊较普通MIG/MAG焊的优势:
• 钢与铝的异种钢连 接
© Fronius 05/2007
0.8mm铝板对接 背面未加衬垫
CMT焊较普通MIG/MAG焊的优势:
CMT钎焊
CMT钎焊的热量可比 MIG钎焊降低20-30%, 变形大大减少,均匀一 致的焊缝,并且没有飞 溅,也减少了焊后返工的 几率。
MIG – 钎焊 脉冲电弧
CMT钎焊
© Fronius 05/2007
© Fronius 05/2007
珠海福尼斯焊接 2007
Cห้องสมุดไป่ตู้T方法的应用
• 接头类型 / 搭接 / 对接 / 法兰接 / 角接
• 焊接位置 / PA / PB / PC / PG
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用-钎焊
角接或搭接 热浸镀锌板或阳极处理的板材 板厚 1 mm 焊接速度 1.10 m/min (43,31“/min) CMT-钎焊适于各种位置
SFI Spatter-free 无i飞gn溅it起io弧n
Demand for micro-welds
微型焊接的需求
© Froniu 07/2011
CMT焊接同普通MIG/MAG焊有三个 显著的特点:
• (1) 送丝运动与熔滴过渡过程进行数字化协调
当数字化的控制监测 到一个短路信号,就会 反馈给送丝机,送丝机 作出回应,迅速回抽焊 丝,从而使得焊丝与 熔滴分离。在全数字 化的控制下,这种过 渡方式完去区别于传 统的熔滴过渡方式。
© Fronius 05/2007
遥控器
控制面板 控制监测
送丝机
焊丝缓冲器
数转/换模实际数值字处理器
CMT控制电路
珠海福尼斯焊接 2011
CMT焊接同普通MIG/MAG焊有三个 显著的特点 :
(2) 低热输入量:CMT技术实现了无电流状态下的熔
滴过渡
短路电流产生,数字化控制的CMT焊接 系统会自动监控短路过渡的过程,在熔滴
© F珠ro海niu福s 尼07斯/2焊01接1 2011
CMT
CMT是Cold Meatal Transfer的缩写(冷金属过渡) CMT冷金属过渡技术是在短路过渡基础上开发的 同传统的气体保焊MIG/MAG相比金属溶滴过渡热输入量更小
© Fronius 05/2007 珠海福尼斯焊接 2007