铝合金状态代号
铝板状态标准

铝板状态标准
铝板状态标准包括F、O、H和W四种。
F表示自由加工状态,适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定。
O表示退火状态,适用于经完全退火获得最低强度的加工产品。
H表示加工硬化状态,用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。
代号后面必须根有两位或三位阿拉伯数字。
W表示固溶热处理状态,一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段。
以上内容仅供参考,建议咨询相关人士以获得专业的帮助。
铝合金热处理状态含义

铝合金热处理状态代号及意义说明与应用T0 固溶热处理后,经自然时效再通过冷加工状态适用于经冷加工提高强度的产品T1 由高温成型过程冷却,然后自然时效至基本稳定的状态适用于由高温成型过程冷却后,不再进行冷加工(可矫直、矫平,但不影响力学性能极限)的产品T2 由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态适用于由高温成型过程冷却后,进行冷加工或矫直、矫平以提高强度的产品T3 固溶热处理后进行冷加工,再经自然时效至基本稳定的状态适用于在固溶热处理后,进行冷加工或矫直、矫平以提高强度的产品T31固溶化热处理,并通过一定控制量的拉伸(恒定状态对于薄板:0.5%至3%,对于板:1.5%至3%,对于轧制的或冷精加工的棒或杆:1%至3%,对于手锻件或环锻件和轧制环:1%至5%),产品在拉伸后,不再作进一步的校直T3510固溶化热处理,并通过一定控制量的拉伸(恒定状态对于挤出的棒,杆,型材和管:1%至3%,对于拉管:0.5%至3%),并自然时效,产品在拉伸后不再做进一步的校直T3511 除了允许在拉伸后做小量的校直,以便符合标准的公差这一点外,其余方面均于3510相同T352 固溶化热处理,通过压缩产生一个1%至5%的恒定状态的变形,以消除应力,并自然时效。
T354 固溶化热处理,通过在精锻模内再冲压至冷态,自然时效T36 固溶化热处理,冷作约6%,并自然时效T37 固溶化热处理,冷作约7%,并自然时效T39 固溶化热处理并进行一定量的冷作,以得到所规定的力学性能,冷作可在自然时效以前或以后进行。
T4 固溶热处理后自然时效至基本稳定的状态适用于在固溶热处理后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品T42固溶化热处理,并进行自然时效,用于试验材料,从退火或回火进行固溶化热处理直到显示热处理特性,或用于产品,由用户从任何状态进行热处理的变形产品。
代号名称说明与应用F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定。
铝合金的牌号、状态和性能
1铝的基本特性与应用范围铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。
铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。
此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。
因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。
铝的基本特性及主要应用领域3 变形铝合金分类、牌号和状态表示法3. 1变形铝合金的分类变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。
⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。
不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。
⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。
⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。
铝合金常用状态

铝合金基本状态代号:F自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定(不常见)O退火状态适用于经完全退火获得最低强度的加工产品(偶尔会出现)H加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料)W固熔热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段(不常见)T热处理状态(不同于F、O、H状态)适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字(一般为热处理强化型材料)我们常见的非热处理强化型铝合金后面的状态代号一般是字母H加两位数字。
如1100 H14。
下面简单介绍以下状态代号的含义内容。
字母H后面一般跟两位数字:第一位数字表示的就是加工硬化处理的方法。
H后面的第一位数字有:1,2,3,4即H1* H1*表示单纯加工硬化处理H2* H2*表示加工硬化及不完全退火H3* H3*表示加工硬化及稳定化处理H4* H4*表示加工硬化及涂漆处理第二位数字表示的就是材料所达到的硬化程度。
H后面的第二位数字有:1,2,3,4,5,6,7,8,9既H*1 0与2之间的硬度H*2 1/4硬H*3 2与4之间的硬度H*4 1/2硬H*5 4与6之间的硬度H*6 3/4硬H*7 6与8之间的硬度H*8全硬状态H*9超硬状态(H后面跟三个数字的情况不多,只有几个。
H111表示最终退火后又进行了适量的加工硬化。
H112表示适用于热加工成型的产品。
H116表示含镁量≥4.0%的5***系合金制成的产品.)我们常见的热处理强化型铝合金后面的状态代号一般是字母T加添加一位或多位阿拉伯数字表示T的细分状态在T后面添加0—10的阿拉伯数字,表示细分状态(称作TX状态)。
T后面的数字表示对产品的热处理程序。
第2章-铝合金牌号和状态
状态代号
加工流程
说明与应用
T0
固溶热处理→自然时效→冷加工
适用于经冷加工提高强度的产品
适用于由高温成型过程冷却后,不再进行冷加工(可进 行矫直、矫平,但不影响力学性能极限)的产品
T1(TA) 高温成型过程冷却→自然时效
T2(TC)
高温成型过程冷却→冷加工→自然 适用于由高温成型过程冷却后,进行冷加工、或矫直、 时效 矫平以提高强度的产品 适用于固溶热处理后,进行冷加工、或矫直、矫平以提 高强度的产品 适用于固溶热处理后,不再进行冷加工(可进行矫直、 矫平,但不影响力学性能极限)的产品
基本记号 名 称 说明与应用 适用于在成型过程中,对于加工硬化和热处理条件无特殊要 求的产品,该产品的力学性能不作规定 适用于经完全退火获得最低强度的加工产品 适用于通过加工硬化提高强度的产品,产品在加工硬化后可 经过(或不经过)附加的热处理使强度有所降低。H代号后 面必须跟有两位或三位阿拉伯数字 一种不稳定状态,仅适用于经固溶热处理后,室温下自然时 效的合金,该状态代号仅表示产品处于自然时效阶段
三、变形铝合金的状态ቤተ መጻሕፍቲ ባይዱ号
同牌号合金、同尺寸形状的制品因处理工艺不同、性能不同,制品使 用者和后续加工者务必在订货时指明,否则不好生产,我国的状态符号, 其意义见GB/T16475-1996与国际通用符号相通。
5种基本状态: F态:称自由加工状态,对力学性能不做规定; O态:称退火态,也称软态; H态:称加工硬化态; W态:称固溶处理态,只有能沉淀强化的铝合金才有; T态:称热处理态,只有能沉淀强化的铝合金才有;
第1位
1纯铝
2铜
3锰
4硅
5镁
6镁硅
7锌
8其它
新型合金和改进型合金的区别: 1、主合金元素含量变更量不大者;
铝合金产品热处理状态
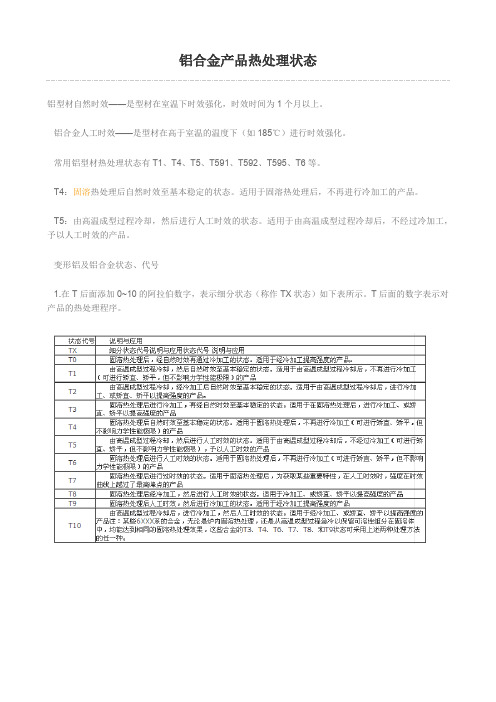
铝型材自然时效——是型材在室温下时效强化,时效时间为1个月以上。
铝合金人工时效——是型材在高于室温的温度下(如185℃)进行时效强化。
常用铝型材热处理状态有T1、T4、T5、T591、T592、T595、T6等。
T4:固溶热处理后自然时效至基本稳定的状态。
适用于固溶热处理后,不再进行冷加工的产品。
T5:由高温成型过程冷却,然后进行人工时效的状态。
适用于由高温成型过程冷却后,不经过冷加工,予以人工时效的产品。
变形铝及铝合金状态、代号
1.在T后面添加0~10的阿拉伯数字,表示细分状态(称作TX状态)如下表所示。
T后面的数字表示对产品的热处理程序。
T状态及TXXX状态(消除应力状态外)在TX状态代号后面再添加一位阿拉伯数字(称作TXX状态),或添加两位阿拉伯数字(称作TXXX状态),表示经过了明显改变产品特性(如力学性能、抗腐蚀性能等)的特定工艺处理的状态,如下表所示。
青岛丰东热处理有限公司专业提供热处理服务,可为客户提供化学热处理(渗碳、渗氮、碳氮共渗)、真空热处理、等离子热处理(离子渗氮)、常规热处理(含深冷处理)等四大领域的热处理加工服务。
欢迎新老客户来电咨询,电话:4006577217。
“青岛丰东热处理”微信公众号提供热“新鲜”的处理行业动态及资讯,如果您对热处理相关知识感兴趣,欢迎关注我们,青岛丰东期待与您共同进步!。
铝合金基本状态代号
铝合金基本状态代号:F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定(不常见)O 退火状态适用于经完全退火获得最低强度的加工产品(偶尔会出现)H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料)W 固熔热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段(不常见)T 热处理状态(不同于F、O、H状态) 适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字(一般为热处理强化型材料)我们常见的非热处理强化型铝合金后面的状态代号一般是字母H加两位数字。
如1100 H14。
下面简单介绍以下状态代号的含义内容。
字母H后面一般跟两位数字:第一位数字表示的就是加工硬化处理的方法。
H后面的第一位数字有:1,2,3,4即H1* H1*表示单纯加工硬化处理H2* H2*表示加工硬化及不完全退火H3* H3*表示加工硬化及稳定化处理H4* H4*表示加工硬化及涂漆处理第二位数字表示的就是材料所达到的硬化程度。
H后面的第二位数字有:1,2,3,4,5,6,7,8,9既H*1 0与2之间的硬度H*2 1/4硬H*3 2与4之间的硬度H*4 1/2硬H*5 4与6之间的硬度H*6 3/4硬H*7 6与8之间的硬度H*8 全硬状态H*9 超硬状态(H后面跟三个数字的情况不多,只有几个。
H111表示最终退火后又进行了适量的加工硬化。
H112表示适用于热加工成型的产品。
H116表示含镁量≥4.0%的5***系合金制成的产品.)我们常见的热处理强化型铝合金后面的状态代号一般是字母T加添加一位或多位阿拉伯数字表示T的细分状态在T后面添加0—10的阿拉伯数字,表示细分状态(称作TX状态)。
T后面的数字表示对产品的热处理程序。
变形铝及铝合金状态代号

变形铝及铝合金状态代号摘要:一、变形铝及铝合金状态代号的基本概念二、变形铝及铝合金的基本状态代号及其含义三、变形铝及铝合金的细分状态代号及其表示方法四、变形铝及铝合金状态代号的应用正文:一、变形铝及铝合金状态代号的基本概念变形铝及铝合金状态代号是指在加工过程中,根据铝及铝合金的加工状态及其热处理条件,对其进行的一种分类。
状态代号反映了铝及铝合金的加工性能、强度、硬度等物理特性,对于保证产品质量和选择合适的加工方式具有重要意义。
二、变形铝及铝合金的基本状态代号及其含义1.F:自由加工状态。
适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品。
该状态产品的力学性能不作规定。
2.O:退火状态。
适用于经完全退火获得最低强度的加工产品。
3.H:加工硬化状态。
适用于通过加工硬化提高强度的产品。
4.W:固溶热处理状态。
适用于经固溶热处理后,在室温自然时效的一种不稳定状态。
该状态不作为产品交货状态。
5.T:热处理状态。
适用于经过热处理后,达到一定硬度和强度的产品。
三、变形铝及铝合金的细分状态代号及其表示方法在基本状态代号的基础上,根据加工过程中的具体条件和要求,可以添加一位或多位阿拉伯数字作为细分状态代号。
例如,H1 表示单纯加工硬化状态,H2 表示加工硬化后经过不完全退火的状态,H3 表示加工硬化后经过完全退火的状态等。
四、变形铝及铝合金状态代号的应用状态代号在变形铝及铝合金的生产、加工和使用过程中具有重要作用。
生产厂家可以根据状态代号选择合适的加工方式和热处理条件,以满足产品的性能要求。
加工厂家可以根据状态代号了解产品的加工性能,选择合适的加工设备和工艺。
使用厂家可以根据状态代号选择符合要求的产品,并正确使用和保养,以保证产品的性能和使用寿命。
铝合金基本状态代号

铝合金基本状态代号:F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定(不常见)O 退火状态适用于经完全退火获得最低强度的加工产品(偶尔会出现)H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料)W 固熔热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段(不常见)T 热处理状态(不同于F、O、H状态) 适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字(一般为热处理强化型材料)我们常见的非热处理强化型铝合金后面的状态代号一般是字母H加两位数字。
如1100 H14。
下面简单介绍以下状态代号的含义内容。
字母H后面一般跟两位数字:第一位数字表示的就是加工硬化处理的方法。
H后面的第一位数字有:1,2,3,4即H1* H1*表示单纯加工硬化处理H2* H2*表示加工硬化及不完全退火H3* H3*表示加工硬化及稳定化处理H4* H4*表示加工硬化及涂漆处理第二位数字表示的就是材料所达到的硬化程度。
H后面的第二位数字有:1,2,3,4,5,6,7,8,9既H*1 0与2之间的硬度H*2 1/4硬H*3 2与4之间的硬度H*4 1/2硬H*5 4与6之间的硬度H*6 3/4硬H*7 6与8之间的硬度H*8 全硬状态H*9 超硬状态(H后面跟三个数字的情况不多,只有几个。
H111表示最终退火后又进行了适量的加工硬化。
H112表示适用于热加工成型的产品。
H116表示含镁量≥4.0%的5***系合金制成的产品.)我们常见的热处理强化型铝合金后面的状态代号一般是字母T加添加一位或多位阿拉伯数字表示T的细分状态在T后面添加0—10的阿拉伯数字,表示细分状态(称作TX状态)。
T后面的数字表示对产品的热处理程序。
铝合金基本状态代号
铝合金基本状态代号:F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定(不常见)O 退火状态适用于经完全退火获得最低强度的加工产品(偶尔会出现)H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料)W 固熔热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段(不常见)T 热处理状态(不同于F、O、H状态) 适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字(一般为热处理强化型材料)我们常见的非热处理强化型铝合金后面的状态代号一般是字母H加两位数字。
如1100 H14。
下面简单介绍以下状态代号的含义内容。
字母H后面一般跟两位数字:第一位数字表示的就是加工硬化处理的方法。
H后面的第一位数字有:1,2,3,4即H1* H1*表示单纯加工硬化处理H2* H2*表示加工硬化及不完全退火H3* H3*表示加工硬化及稳定化处理H4* H4*表示加工硬化及涂漆处理第二位数字表示的就是材料所达到的硬化程度。
H后面的第二位数字有:1,2,3,4,5,6,7,8,9既H*1 0与2之间的硬度H*2 1/4硬H*3 2与4之间的硬度H*4 1/2硬H*5 4与6之间的硬度H*6 3/4硬H*7 6与8之间的硬度H*8 全硬状态H*9 超硬状态(H后面跟三个数字的情况不多,只有几个。
H111表示最终退火后又进行了适量的加工硬化。
H112表示适用于热加工成型的产品。
H116表示含镁量≥4.0%的5***系合金制成的产品.)我们常见的热处理强化型铝合金后面的状态代号一般是字母T加添加一位或多位阿拉伯数字表示T的细分状态在T后面添加0—10的阿拉伯数字,表示细分状态(称作TX状态)。
T后面的数字表示对产品的热处理程序。
铝合金的状态代号
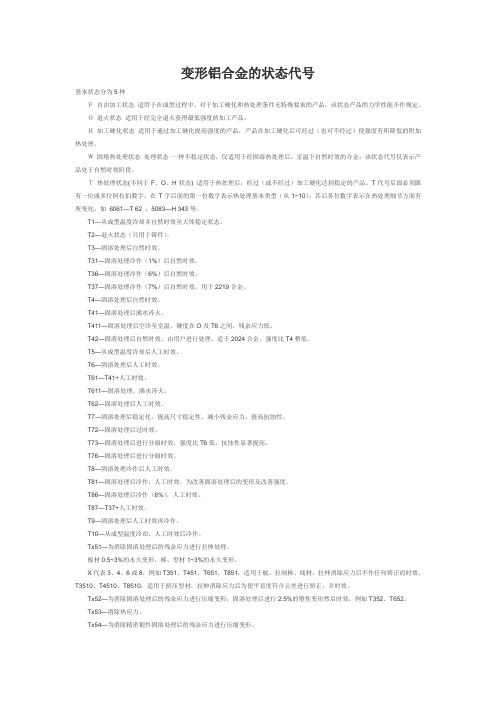
变形铝合金的状态代号基本状态分为5种F自由加工状态适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定。
O退火状态适用于经完全退火获得最低强度的加工产品。
H加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。
W固熔热处理状态处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段。
T热处理状态(不同于F、O、H状态) 适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字。
在T字后面的第一位数字表示热处理基本类型(从1~10),其后各位数字表示在热处理细节方面有所变化。
如6061—T 62 ;5083—H 343等。
T1—从成型温度冷却并自然时效至大体稳定状态。
T2—退火状态(只用于铸件)。
T3—固溶处理后自然时效。
T31—固溶处理冷作(1%)后自然时效。
T36—固溶处理冷作(6%)后自然时效。
T37—固溶处理冷作(7%)后自然时效,用于2219合金。
T4—固溶处理后自然时效。
T41—固溶处理后沸水淬火。
T411—固溶处理后空冷至室温,硬度在O及T6之间,残余应力低。
T42—固溶处理后自然时效。
由用户进行处理,适于2024合金,强度比T4稍低。
T5—从成型温度冷却后人工时效。
T6—固溶处理后人工时效。
T61—T41+人工时效。
T611—固溶处理,沸水淬火。
T62—固溶处理后人工时效。
T7—固溶处理后稳定化。
提高尺寸稳定性,减小残余应力,提高抗蚀性。
T72—固溶处理后过时效。
T73—固溶处理后进行分级时效,强度比T6低,抗蚀性显著提高。
T76—固溶处理后进行分级时效。
T8—固溶处理冷作后人工时效。
T81—固溶处理后冷作,人工时效。
为改善固溶处理后的变形及改善强度。
T86—固溶处理后冷作(6%),人工时效。
T87—T37+人工时效。
铝合金状态代号的含义

铝合金状态代号的含义摘要:1.铝合金状态代号的起源和作用2.铝合金状态代号的基本组成3.常见铝合金状态代号的解读4.如何正确使用铝合金状态代号5.结论:铝合金状态代号在工程应用中的重要性正文:铝合金状态代号是铝合金产品的重要标识,它反映了铝合金的性能、加工状态和应用领域。
在工程领域,正确理解和使用铝合金状态代号是保证材料选用和使用的关键。
1.铝合金状态代号的起源和作用铝合金状态代号起源于20世纪50年代的美国,主要用于标识铝合金的性能和加工状态。
随着铝合金在我国航空航天、交通运输、建筑等领域的广泛应用,铝合金状态代号也逐渐成为我国铝合金产品的重要标识。
它为工程师提供了关键的性能参数,有助于选用合适的铝合金材料。
2.铝合金状态代号的基本组成铝合金状态代号通常由四位数字组成,分别表示铝合金的成分、加工状态和性能等级。
其中,首位数字表示铝合金的系列,如1000系列为纯铝,6000系列为镁铝合金等。
第二位数字表示铝合金的种类,如1表示挤压型材,2表示冷轧板等。
第三位数字表示加工状态,如O表示固溶处理,T表示拉伸等。
第四位数字表示性能等级,如1表示普通强度,2表示高强度等。
3.常见铝合金状态代号的解读以6061铝合金为例,其状态代号为6061-T6。
其中,6表示铝合金系列为6000,0表示种类为挤压型材,6表示加工状态为拉伸,T表示性能等级为高强度。
这意味着该铝合金具有良好的强度、耐腐蚀性和加工性能,广泛应用于建筑、交通运输等领域。
4.如何正确使用铝合金状态代号在使用铝合金状态代号时,首先要了解各个系列的性能特点和应用领域。
其次,根据产品的性能要求和加工条件,选择合适的状态代号。
此外,还需注意铝合金状态代号与实际性能的差异,必要时进行性能检测。
5.结论铝合金状态代号在工程应用中具有重要意义,正确理解和使用它有助于选用合适的铝合金材料。
铝合金状态代号的含义

铝合金状态代号的含义【最新版3篇】目录(篇1)1.铝合金状态代号的定义与重要性2.铝合金状态代号的构成3.铝合金状态代号的具体表示方法4.铝合金状态代号的应用正文(篇1)铝合金状态代号的含义铝合金状态代号是表示铝合金产品在生产过程中所处的状态,以及其所具备的性能特点的一种标识。
它对于铝合金的生产、加工和使用具有重要的指导意义,因此在铝合金行业被广泛应用。
铝合金状态代号主要由汉字和数字组成,汉字部分代表了铝合金的加工状态,如“硬”、“软”、“超硬”等;数字部分则代表了铝合金的强度等级。
通过铝合金状态代号,用户可以快速了解铝合金产品的性能和使用场景。
在铝合金状态代号中,汉字和数字的组合具有特定的含义。
例如,“硬1”表示铝合金的加工状态为硬,强度等级为 1;“软 3”表示铝合金的加工状态为软,强度等级为 3。
不同的状态代号对应着不同的性能特点,从而满足不同场景下的使用需求。
铝合金状态代号在实际应用中具有重要作用。
生产商可以根据状态代号调整生产工艺,以满足客户对铝合金产品的性能要求;加工商可以根据状态代号选择合适的加工方法,以保证产品的加工质量;用户可以根据状态代号选择合适的铝合金产品,以满足使用需求。
总之,铝合金状态代号是表示铝合金产品状态和性能特点的重要标识,对于铝合金的生产、加工和使用具有重要的指导意义。
目录(篇2)1.铝合金状态代号的定义2.铝合金状态代号的构成3.铝合金状态代号的表示方法4.铝合金状态代号的应用正文(篇2)铝合金状态代号是指用数字和字母表示的铝合金的加工状态,它可以反映铝合金的成分、加工工艺和性能。
了解铝合金状态代号的含义,有助于我们选择合适的铝合金材料,以及对材料进行正确的加工和使用。
铝合金状态代号主要由四位数字和字母组成。
其中,第一位数字表示铝合金的系别,如 1 表示 1000 系,2 表示 2000 系,3 表示 3000 系,以此类推。
第二位数字表示铝合金的加工工艺,如 0 表示未加工,1 表示热轧,2 表示冷轧,3 表示热处理,4 表示锻造,5 表示挤压,6 表示铸造,7 表示粉末冶金,8 表示其他。
铝合金热处理代号
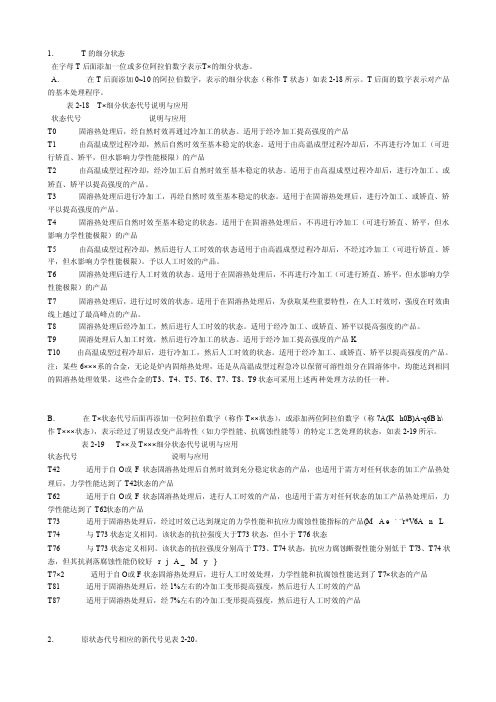
1.T的细分状态在字母T后面添加一位或多位阿拉伯数字表示T×的细分状态。
A.在T后面添加0~10的阿拉伯数字,表示的细分状态(称作T状态)如表2-18所示。
T后面的数字表示对产品的基本处理程序。
表2-18 T×细分状态代号说明与应用状态代号说明与应用T0 固溶热处理后,经自然时效再通过冷加工的状态。
适用于经冷加工提高强度的产品T1 由高温成型过程冷却,然后自然时效至基本稳定的状态。
适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直、矫平,但水影响力学性能极限)的产品T2 由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态。
适用于由高温成型过程冷却后,进行冷加工、或矫直、矫平以提高强度的产品。
T3 固溶热处理后进行冷加工,再经自然时效至基本稳定的状态。
适用于在固溶热处理后,进行冷加工、或矫直、矫平以提高强度的产品。
T4 固溶热处理后自然时效至基本稳定的状态。
适用于在固溶热处理后,不再进行冷加工(可进行矫直、矫平,但水影响力学性能极限)的产品T5 由高温成型过程冷却,然后进行人工时效的状态适用于由高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但水影响力学性能极限)。
予以人工时效的产品。
T6 固溶热处理后进行人工时效的状态。
适用于在固溶热处理后,不再进行冷加工(可进行矫直、矫平,但水影响力学性能极限)的产品T7 固溶热处理后,进行过时效的状态。
适用于在固溶热处理后,为获取某些重要特性,在人工时效时,强度在时效曲线上越过了最高峰点的产品。
T8 固溶热处理后经冷加工,然后进行人工时效的状态。
适用于经冷加工、或矫直、矫平以提高强度的产品。
T9 固溶处理后人加工时效,然后进行冷加工的状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
41.小黑点 在热轧板材过程中,由于高温乳液分解,分解产物与在轧制过程中因润滑不好使轧辊与铝板摩擦而产生的轧制又压到铝板表面上,形成小黑点;乳液稳定性不好,不清洁,润滑性不好,用硬水配制,乳液喷射到轧辊上不均匀,42.起皮 由于铣面品质不好,加热铸块表面氧化,铸块本身品质不好形成条状或块状起皮。
43.分层 在轧制过程中,带板端头或边部产生不均匀变形,继续轧制时扩散而成。
37.油痕 冷轧以后板上残留轧制油。
38.滑移线 板片在拉伸时因拉伸量太大出现的滑移线(沿途45°)方向。
39.水痕 淬火后未擦干净,压光时压在板片上。
40.表面不亮 轧辊、压光辊、矫直辊光洁度不够,润滑性能不好,太脏。
33.折伤 薄板搬运不小心。
34.揉擦伤 淬火后板片弯曲度太大,互相擦伤;装卸料时不小心,或装料量太多,使板片互相错动。
25乳液痕 轧制时乳液没有吹净,使乳液卷入筒里;热精轧温度太低,乳液浓度太高;风管里有水,随空气吹到带板上26.包铝层错动 包铝板放得不正,热粗轧时金属包铝板和铸锭间发生错动;热粗轧轧制时铸块送得不正;焊合轧制时剪切及热精轧切边量不均,一边切得太少。
27. 凹陷(碰伤) 板片或卷筒在搬运或停放进程中被碰撞;冷轧或退火时卡子打得不好,以及退火料不干净,有28.松树枝状 冷轧时压下量太大,金属在轧辊间由于摩擦力大,来不及流动而产生滑动;轧制液浓度太大,流动性不显示仪器出现故障;冷轧张力太小。
35.横波 冷轧薄板时张力控制不当,使卷筒内匝在卸卷时造成雀窝;轧制过程中中间停车。
36.包铝层厚度不合格 热轧焊合压下量过大;热轧尾部或预剪切头切尾量太少;包铝板用错了;碱洗时间过长。
29.压过划痕 热轧产生波浪或镰刀形,当其通过尾部给料辊、剪刀、三辊等时被划伤,及轧热机导板之划伤,并被压带板,经冷轧后产生;冷轧机的道路,三辊、五辊出现粘伤或转动不灵,划伤、擦伤铝板,经轧制而产生;冷轧及热轧张30.硝石痕 淬火后洗涤不净,板片表面留有硝石痕压光前擦得不干净。
31.印痕 冷轧机轧辊粘有金属残渣,或轧辊上带有印痕印在板面上;矫直和辊子上粘有金属残屑,未清辊或清辊不彻32.粘铝 在剪切机列上因矫直机辊子不干净造成粘铝;精整时的所有多辊矫直机易粘伤片板面;热轧或冷轧时轧辊粘19.过短 剪切时定尺不当或设备出现故障。
20.镰刀形 热轧机轧辊两端辊缝值不同;导尺送带板不正,带板两边延伸不同;热轧机轧辊预热不好,辊形
21.裂边 铸锭加热温度过低,热压时产生的裂边没有全部切掉,冷轧后裂边扩大;热轧辊边量过小,可能产生裂边边;切边时两边切得不均,一边切得太少,可能产生裂边;退火品质不好,金属塑性不够;包铝板放得不正,使一面侧边22.裂纹 铸锭本身裂纹或加热温度过高或过低;轧制率不适当引起压缩。
23. 收缩孔 铸块品质不好。
24.白斑点 冷轧用的乳液不清洁,或新换乳液搅拌不均。
18.过窄 剪切时圆盘剪间距调整过窄;热粗轧宽展余量不足;热精轧圆盘剪调节时,没有很好地考虑冷收缩量与剪切
化程度
代号对照
品的茶杯处理程序。
应用
表示经过了明显改变产品特性(如力学性能、抗腐蚀性能等)的特定工艺处理明与应用
消除应力处理的产品状态代号,如表7所示。
与应用
使轧辊与铝板摩擦而产生的铝粉在高温下相互作用,产生“小黑点”混合于乳液中,经过乳液喷射到轧辊上不均匀,及辊道不清洁,辊道、地沟、油管、油箱不清洁也易产生“。
互相错动。
里有水,随空气吹到带板上。
铸块送得不正;焊合轧制时压下量太小,没有焊合上;对侧面包铝铸块辊边量太大;精整好,以及退火料不干净,有金属物或突出物;冷轧时卷入硬的金属渣或其它硬东西。
轧制液浓度太大,流动性不好,不能均匀分布在板带面上,轧制后就会产生松树状;厚度。
错了;碱洗时间过长。
轧热机导板之划伤,并被压过;退火装料或搬运次数多,使卷筒松层;热轧道路粘铝划伤轧制而产生;冷轧及热轧张力不稳定,张力大小不匹配,或装卸卷时不小心,使层间错属残屑,未清辊或清辊不彻底。
矫直前金属残渣掉在板片上,经矫直而造成。
板面;热轧或冷轧时轧辊粘铝造成板带粘伤。
,辊形不正确;乳液喷射不均或喷咀有堵塞;压光机轧制时板片未对中。
辊边量过小,可能产生裂边;压下率过大或过小;铸锭浇口部分未切掉,热轧时就会裂铝板放得不正,使一面侧边包铝不完全。
很好地考虑冷收缩量与剪切时的剪切余量。