常用的铝合金牌号与状态
常用铸造铝合金牌号

常用铸造铝合金牌号
铸造铝合金是一种常见的工业材料,用于制造各种零件和构件。
下面介绍几种常用的铸造铝合金牌号。
1. A356:A356铸造铝合金是一种广泛应用的铸造铝合金,具有良好的流动性和耐腐蚀性。
它通常用于制造汽车零部件、航空航天零部件和其他需要高强度与耐热性的应用。
2. 6061:6061铸造铝合金也是一种常用的铸造材料,具有良好的可加工性和强度。
它常用于制造飞机零件、自行车框架和汽车构件等。
3. 356:356铸造铝合金是一种广泛用于压铸和重铸的合金。
它具有优异的耐蚀性和机械性能,适用于制造汽车零部件、船舶零件和工业设备等。
4. A380:A380铸造铝合金是一种常见的高强度铸造合金,具有良好的机械性能和耐腐蚀性。
它通常用于制造发动机零部件、电子设备外壳和建筑构件等。
5. 319:319铸造铝合金是一种可塑性较好的铸造材料,具有良好的耐热性和耐蚀性。
它适用于制造航空发动机和涡轮机等高温应用领域。
这些常用的铸造铝合金牌号各具特点,在不同的应用领域有不同的优势。
选择合适的铸造铝合金牌号对于确保零件的质量和性能至关重要。
在实际应用中,还可以根据具体的要求进行合金调配和处理,以进一步提高材料的性能。
铝合金牌号
铝合金不同牌号的性能-各种牌号的铝合金性能铝合金称呼合材料特性的概要用途例金 JIS A.A系统1060 1060 导电材61%IACS 保证,强度必要时使用6101 导电板、电线1085 10851080 1080 成形性、表面处理性良好、耐蚀性是铝合日用品、铭板、照明器具、1070 1070 金中最好的合金。
强度依铝的纯度而减反射板、装饰品、化学工纯 1050 1050 少。
业槽、散热片、溶接线、铝 1N30 导电材、印刷板系1100 1100 纯度在99% 以上的一般用途铝。
在阳极氧一般器物、散热鳍片、建1200 1200 化后外观稍稍泛白,此外其它特性与上述材、热交换器零件合金相同。
1N00 比1100 强度稍高,挤压性良好。
其它特性同1100 。
日用品2011 2011 切削性良好、强度高、耐蚀性差。
要求耐蚀性的场合使用6262 合金。
旋钮、光学零件、螺丝2014 20142017 2017 因为铜含量高、耐蚀性、强度高、使用在航空飞机、齿轮、油压零2024 2024 构造用材料,也适用于锻造品。
件、自行车轮鼓Al -Cu 2117 2117 固溶化处理后,作为铆钉、铆扣材料。
铆钉、铆扣2018 2218 2018 2218 锻造性良好、高温强度高,适用于要求耐热性的锻造零件,耐蚀性差。
气缸盖、活塞、VTR 气缸系 2618 2618 高温强度高、耐蚀性差活塞、橡胶成型用的模具、一般耐热用零件2219 2219 高温、低温的强度特性良好、溶接性也良好、但耐蚀性差低温用储槽、航天机器2025 2025 锻造性良好、强度高、耐蚀性差螺旋桨、磁性鼓2N01 耐热性佳、强度高、耐蚀性差飞机引擎、油压零件3003 3003 强度比1100 高、成形性、溶接性、耐蚀散热片、化妆板、复印机3203 - 性良好轮鼓、车用空调部品、船Al 舶用材-Mn 3004 3104 3004 3104 强度比3003 高、成形性、耐蚀性良好铝罐体、灯泡头、彩色铝系 3005 3005 强度比3003 高大约高20% 、耐蚀性比较建材、彩色铝好3105 3105 强度比3003 高,其它特性与3004 类似建材、彩色铝Al - 4032 4032 耐热性、耐磨性良好、热膨胀性系数小活塞、油缸盖、Si 4043 4043 流动性良好、凝固收缩小。
铝合金的牌号、状态和性能
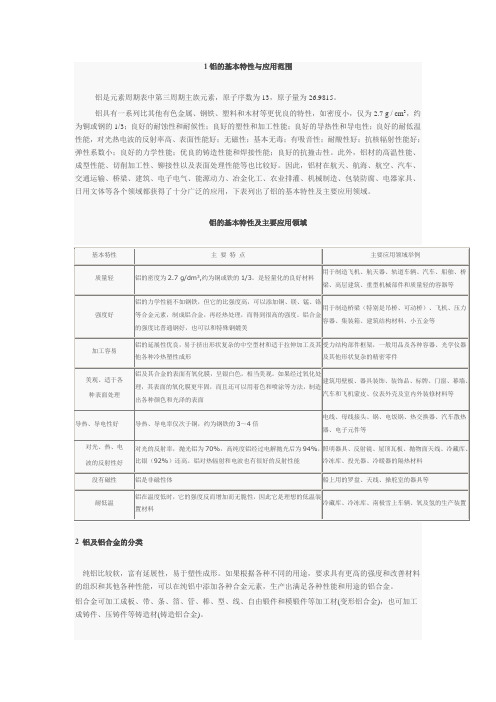
1铝的基本特性与应用范围铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。
铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。
此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。
因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。
铝的基本特性及主要应用领域3 变形铝合金分类、牌号和状态表示法3. 1变形铝合金的分类变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。
⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。
不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。
⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。
⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。
常用铝合金新旧牌号对照简表
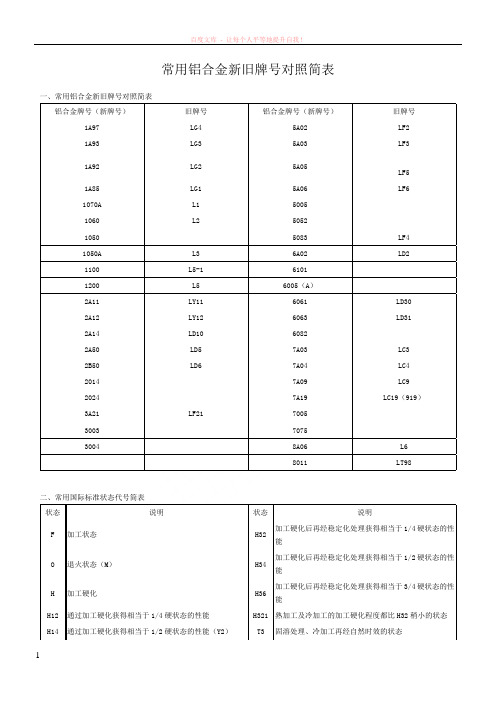
常用铝合金新旧牌号对照简表一、常用铝合金新旧牌号对照简表铝合金牌号(新牌号)旧牌号铝合金牌号(新牌号)旧牌号1A97 LG4 5A02 LF21A93 LG3 5A03 LF31A92 LG2 5A05LF5 1A85 LG1 5A06 LF61070A L1 50051060 L2 50521050 5083 LF41050A L3 6A02 LD21100 L5-1 61011200 L5 6005(A)2A11 LY11 6061 LD302A12 LY12 6063 LD312A14 LD10 60822A50 LD5 7A03 LC32B50 LD6 7A04 LC42014 7A09 LC92024 7A19 LC19(919)3A21 LF21 70053003 70753004 8A06 L68011 LT98二、常用国际标准状态代号简表状态说明状态说明F 加工状态H32 加工硬化后再经稳定化处理获得相当于1/4硬状态的性能O 退火状态(M)H34 加工硬化后再经稳定化处理获得相当于1/2硬状态的性能H 加工硬化H36 加工硬化后再经稳定化处理获得相当于3/4硬状态的性能H12 通过加工硬化获得相当于1/4硬状态的性能H321 熟加工及冷加工的加工硬化程度都比H32稍小的状态H14 通过加工硬化获得相当于1/2硬状态的性能(Y2)T3 固溶处理、冷加工再经自然时效的状态H16 通过加工硬化获得相当于3/4硬状态的性能T4 固溶处理后自然时效的状态H18 通过加工硬化获得全硬状态的性能(Y)T6 固溶处理后人工时效的状态H19 通过加工硬化获得超硬状态的性能T62 由O或F状态,进行固溶处理后,再进行人工时效状态,也可适用于用户对任何状态的产品进行热处理后的状态。
H22 加工硬化后进行不完全退火获得相当于1/4硬状态的性能T651 固溶热处理后经拉伸消除用力再进行人工时效H24 加工硬化后进行不完全退火获得相当于1/2硬状态的性能T8 固溶热处理、冷加工后再经人工时效的状态H26 加工硬化后进行不完全退火获得相当于3/4硬状态的性能T851 固溶热处理、经拉伸消除用力后,再进行人工时效H112 高温下加工获得的状态,有性能要求H116 Al、Mg系合金的一种专门加工硬化的状态,材料有高的抗应力腐蚀性能。
铝板牌号及状态的详解

铝板牌号及状态的详解以1060-H24为例,其中各位数所代表的意思如下:一、第一位阿拉伯数1代表是纯铝(纯铝即是铝含量99%以上的铝,除了以一开头还有以2-8开头的都有,2###为铜铝镁合金、3###为铝锰合金、4###为铝硅合金、5###铝镁合金等等)二、第二位阿拉伯数0表示原合金、如为1则表示原合金经过一次修改、2则表示原合金经过二次修改。
三、第三及第四位60两位阿拉伯数据在纯铝中表示纯铝含量百分99%后面的数值,60则表示铝含量99.60%的纯铝,以此为标准1050则表示铝含量为99.50%的纯铝、1070则表示铝含量为99.70%的纯铝。
在合金铝中后面两位阿拉伯数没有特别意义,仅用来识别同一组中的不同合金,其第2位表示改型情况。
四、H24中的H表示加工硬化的状态,有的不用H而是T就表示是热处理状态。
24表示控制硬度等物性的加工工艺,除了24还有12、14、16、18、22、26、34、36等等,通常4结尾的都是半硬状态的。
1060O态、1060-H22、1060-H24、1060-H18是从软到硬的排列。
状态代号的含义内容字母H字母H后面一般跟两位数字:第一位数字表示的就是加工硬化处理的方法。
H后面的第一位数字有:1,2,3,4即H1* H1*表示单纯加工硬化处理H2* H2*表示加工硬化及不完全退火H3* H3*表示加工硬化及稳定化处理H4* H4*表示加工硬化及涂漆处理第二位数字表示的就是材料所达到的硬化程度。
H后面的第二位数字有:1,2,3,4,5,6,7,8,9既H*1 0与2之间的硬度H*2 1/4硬H*3 2与4之间的硬度H*4 1/2硬H*5 4与6之间的硬度H*6 3/4硬H*7 6与8之间的硬度H*8 全硬状态H*9 超硬状态(H后面跟三个数字的情况不多,只有几个。
H111表示最终退火后又进行了适量的加工硬化。
H112表示适用于热加工成型的产品。
H116表示含镁量≥4.0%的5***系合金制成的产品.)字母T我们常见的热处理强化型铝合金后面的状态代号一般是字母T加添加一位或多位阿拉伯数字表示T的细分状态在T后面添加0—10的阿拉伯数字,表示细分状态(称作TX状态)。
铝材统一状态代号.
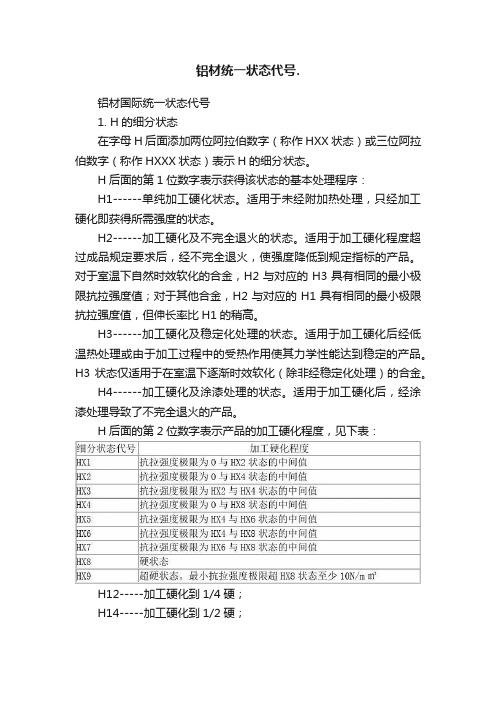
铝材统一状态代号.铝材国际统一状态代号1. H的细分状态在字母H后面添加两位阿拉伯数字(称作HXX状态)或三位阿拉伯数字(称作HXXX状态)表示H的细分状态。
H后面的第1位数字表示获得该状态的基本处理程序:H1------单纯加工硬化状态。
适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2------加工硬化及不完全退火的状态。
适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。
对于室温下自然时效软化的合金,H2与对应的H3具有相同的最小极限抗拉强度值;对于其他合金,H2与对应的H1具有相同的最小极限抗拉强度值,但伸长率比H1的稍高。
H3------加工硬化及稳定化处理的状态。
适用于加工硬化后经低温热处理或由于加工过程中的受热作用使其力学性能达到稳定的产品。
H3状态仅适用于在室温下逐渐时效软化(除非经稳定化处理)的合金。
H4------加工硬化及涂漆处理的状态。
适用于加工硬化后,经涂漆处理导致了不完全退火的产品。
H后面的第2位数字表示产品的加工硬化程度,见下表:H12-----加工硬化到1/4硬;H14-----加工硬化到1/2硬;H16-----加工硬化到3/4硬;H18-----加工硬化到4/4硬,即完全硬化状态;H19-----超加工硬化状态。
此种材料的抗拉强度应比H18状态材料的高 10N/m ㎡以上;H22-----加工硬化后部分退火到1/4硬;H24-------加工硬化后部分退火到1/2硬;H26-------加工硬化后部分退火到3/4硬;H28-------加工硬化后部分退火到4/4硬;H32-------加工硬化后稳定化处理到1/4硬;H34-------加工硬化后稳定化处理到1/2硬;H36-------加工硬化后稳定化处理到3/4硬;H38-------加工硬化后稳定化处理到4/4硬;H42-------加工硬化后涂漆的,1/4硬;H44-------加工硬化后涂漆的,1/2硬;H46-------加工硬化后涂漆的,3/4硬;H48-------完全加工硬化后涂漆的,4/4硬;HXX4-----用相应HXX状态板,带加工的花纹板、带。
常用铝合金的牌号对照表

常用铝合金牌号对照表本帖被 qiaoyu923 执行锁定操作(2007-05-13)首页中、美常用铝合金牌号对照表INA 美国 THE UNITED STATESL1-L6 、 L5-1 1070 、1060 、 1050 、 1030 、 1100LY11 、 LY12 、 LY1 2017 、 2024 、 2117LD10 、 LD5 2014 、 2214LD7 2618LD9 、 LD8 2018 、 2218LY16 、 LY17 2219 、 2021LF21 3003LF2 、 LF3 、 LF4 5052 、 5154 、 5083LF5 、 LF11 、 LF6 、 LF5-1 5456 、 5056 LD2 、 LD2-1 、 LD2-2 、 LD30 、 LD31 6165 、 6061 、 6055 、 6063LC6 、 LC4 、 LC9 7001 、 7178 、 7075LC5 、 LC10 7076 、 7175 、 7079LD11 4032中国新旧合金牌号对照表(GB/T 3190-1996)新牌号旧牌号新牌号旧牌号新牌号旧牌号1A99 原LG5 2B12 原LY9 3003 -1A97 原LG4 2A13 原LY13 3103 -1A95 - 2A14 原LD10 3004 -1A93 原LG3 2A16 原LY16 3005 -1A90 原LG2 2B16 曾用Ly16-1 3105 -1A85 原LG1 2A17 原LY17 4A01 原LT11080 - 2A20 曾用LY20 4A11 原LD111080A - 2A21 曾用214 4A13 原LT131070 - 2A25 曾用225 4A17 原LT171070A 代L1 2A49 曾用149 4004 -1370 - 2A50 原LD5 4032 -1060 代L2 2B50 原LD6 4043 -1050 - 2A70 原LD7 4043A -1050A 代L3 2B70 曾用LD7-1 4047 -1A50 原LB2 2A80 原LD8 4047A -1350 - 2A90 原LD9 5A01 曾用2101、LF15 1145 - 2004 - 5A02 原LF21035 代L4 2011 - 5A03 原LF31A30 原L4-1 2014 - 5A05 原LF51100 代LF5-1 2014A - 5B05 原LF10 1200 代L5 2214 - 5A06 原LF61235 - 2017 - 5B06 原LF14 2A01 原LY1 2017A - 5A12 原LF122A02 原LY2 2117 - 5A13 原LF13 2A04 原LY4 2218 - 5A30 曾用2103、LF16 2A06 原LY6 2618 - 5A33 原LF332A10 原LY10 2219 曾用LY19、147 5A41 原LT41 2A11 原LY11 2024 - 5A43 原LF432B11 原LY8 2124 - 5A66 原LT662A12 原LY12 3A21 原LF21 5005 -5019 - 6B02 原LD2-1 7A09 原LC95050 - 6A51 曾用651 7A10 原LC105251 - 6101 - 7A15 曾用LC15、1575052 - 6101A - 7A19 曾用919、LC19 5154 - 6005 - 7A31 曾用183-15154A - 6005A - 7A33 曾用LB7335454 - 6351 - 7A52 曾用LC52、5210 5554 - 6060 - 7003 原LC125754 - 6061 原LD30 7005 - 5056 原LF5-1 6063 原LD31 7020 -5356 - 6063A - 7022 -5456 - 6070 原LD2-2 7050 -5082 - 6181 - 7075 -5182 - 6082 - 7475 -5083 原LF4 7A01 原LB1 8A06 原L65183 - 7A03 原LC3 8011 曾用LT98 5086 - 7A04 原LC4 8090 -6A02 原LD2 7A05 曾用705 - -注意:(1)“原”是指化学成分与新牌号等同,且都符合GB3190-82规定的旧牌号。
铝合金牌号及热处理状态
一JIS A.A 1000 系列--纯铝系1、1060作为导电材料IACS保证61%,需要强度时使用6061 电线2、1085 1080 1070 1050 1N30 1085 1080 1070 1050 —成形性、表面处理性良好,在铝合金中其耐蚀性最佳。
因为是纯铝、其强度较低,纯度愈高其强度愈低。
日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材3、1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。
一般器物、散热片、瓶盖、印刷板、建材、热交换器组件1N00 -强度比1100略高,成形性良好,其化特性与1100相同。
二日用品2000 系列--AL x Cu 系1、2011快削合金,切削性好强度也高。
但耐蚀性不佳。
要求耐蚀性时,使用6062系合金音量轴、光学组件、螺丝头。
2、2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用,锻造品亦可适用,航空器、齿轮、油、压组件、轮轴。
3、2117固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。
4、2018 2218 锻造用合金。
锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品,耐蚀性不佳,汽缸头、活塞、VTR汽缸。
5、2618锻造用合金。
高温强度优越但耐蚀性不佳。
活塞、橡胶成形用模具、一般耐热用途组件。
6、2219强度高,低温及高温特性良好,溶接性也优越,但耐蚀性不佳。
低温用容器、航太机器。
7、2025 锻造用合金。
锻造性良好且强度高,但耐蚀性不佳。
螺旋桨、磁气桶。
2N01-锻造用合金。
具耐热性,强度也高,但耐蚀性不佳。
航空器引擎、油压组件。
三3000 系列--AL x Mn 系1、3003 3203 强度比1100约高10%,成形性、溶接性、耐蚀性均良好。
一般器物、散热片、化妆板、影印机滚筒、船舶用材2、3004 3104 强度比3003高,成形性优越,耐蚀性也良好。
国内外常用铝及铝合金牌号表对照

2B12 2A13
2A14
2A16
2B16
2A17
2A20
2A21
2A25
2A49 2A50 2B50 2A70 2B70 2A80 2A90 2004 2011 2014 2014A
原 LY9 原
LY13 原
LD10 原
LY16 曾用 Ly16-1
原 LY17 曾用 LY20 曾用 214 曾用 225 曾用 149 原 LD5 原 LD6 原 LD7 曾用 LD7-1 原 LD8 原 LD9
- - - -
3003 3103
3004
3005
3105
4A01
4A11
4A13
4A17
4004 4032 4043 4043A 4047 4047A 5A01 5A02 5A03 5A05 5B05
- -
-
-
-
原 LT1
原 LD11
原 LT13
原 LT17
- - - - - - 曾用 2101、LF15 原 LF2 原 LF3 原 LF5 原 LF10
中国 (GB)
国际 (ISO)
美国 (AA)
日本 (JIS)
原苏联 (ΓOCT)
G-AlSi7Mg A-S12-Y4 G-Al12
G-Al12(Cu)
AL2 AL5
AL19
AG11
德国 (DIN)
G-AlMg10 G-AlMg5Si
英国 (BS)
AL8 AL13
法国 (NF)
LG5
-
1199
1N99
H19
-
LY1
AlCu2.5Mg
2217
A2217
常用铝合金特性对比
合金牌号旧牌号 硅Si 铁Fe 铜Cu 锰Mn 镁Mg 铬Cr 锌Zn 钛Ti 其他 铝Al
2A11 LY11 0.7
0.7
3.8~4.8 0.4~0.8 0.4~0.8 —— 0.3
机械性能(Mechanical properties)分析:
化学成份(Chemical Composition Limits wt%)分析:
合金
硅
铁
铜
锰
镁
铬
锌
钛
牌号
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
5083
0.4
0.4
0.1
03.-1.0
4.4-4.9
0.05-0.25
0.25
0.15
铝合金牌号及状态
铝合金牌号 及状态
抗拉强度(MPa) Tensile Strength
屈服强度(MPa) Yield Strength
伸长率(%) Elongation
布氏硬度 Hardness
5052
173~305
≥65
——
——
5754具有中档强度、良好旳耐蚀性、焊接性及易于加工成形等特点,是Al-Mg系合金 中旳经典合金。在国外,不同热处理状态旳5754是汽车制造业(轿车车门、模具、密封 件)、制罐工业所用旳主要材料。 应用范围:5754广泛应用于焊接构造、贮槽、压力容 器、船舶构造与海上设施、运送槽罐以及用于要求有优良加工性能、优良耐蚀性、高疲 劳强度、高可焊性和中档静态强度旳场合。
化学成份(Chemical Composition Limits wt%)分析:
铝材料新旧状态代号介绍
铝材料新旧状态代号介绍1. 引言铝材料是一种常见的轻质金属材料,具有重量轻、强度高、耐腐蚀等优点,在工业和日常生活中有广泛的应用。
为了方便标识和分类不同状态下的铝材料,人们常常使用代号进行区分。
本文将详细介绍铝材料新旧状态代号及其含义,以帮助读者更好地理解和使用铝材料。
2. 新状态代号介绍2.1 HXX代号以字母’H’开头的代号通常表示铝材料处于新状态。
其中,代号中的两个数字(XX)代表着不同的含义。
- H1X:代表不经过热处理的纯铝。
- H2X:代表经过工艺性冷加工处理的无热处理铝合金。
- H3X:代表经过热处理和工艺性冷加工处理的铝合金。
2.2 TXX代号以字母’T’开头的代号通常指示铝材料处于新状态,但在热处理之后。
其中,代号中的两个数字(XX)也代表不同的含义。
- T1X:代表经过自然时效处理的铝合金。
- T2X:代表经过人工时效处理(热处理后)的可镁铝合金。
- T3X:代表经过热处理和人工时效处理的铝合金。
2.3 CXX代号以字母’C’开头的代号通常指示铝材料处于新状态,但已经经过了轧制冷加工处理,而非热处理。
同样,代号中的两个数字(XX)也代表不同的含义。
- C1X:代表经过轧制冷加工处理的铝合金。
- C2X:代表经过重轧冷加工处理的铝合金。
3. 旧状态代号介绍除了上述新状态代号外,人们还常使用一些代号来表示铝材料的旧状态,即经过使用一段时间后的状态。
### 3.1 T4代号 T4表示铝合金经过固溶处理和天然时效处理,即在室温下自然时效一段时间。
3.2 T5代号T5表示铝合金经过固溶处理,再经过人工时效处理。
3.3 T6代号T6表示铝合金经过固溶处理,然后经过人工时效处理,最终进行人工后冷处理。
3.4 T7代号T7代表铝合金经过固溶处理和稳定时效处理。
4. 结论铝材料的状态代号是为了方便区分不同状态下的铝材料而设立的。
通过对铝材料新旧状态代号的介绍,我们可以更好地理解铝材料的处理过程和性能特点。
铝合金牌号含义及其特性科普

铝合金牌号含义及其特性、用途主要铝合金牌号有:1024、2011、6060、6063、6061、6082、7075。
1、铝的牌号:1xxx系列为:纯铝(铝含量不小于99.00%)2xxx系列为:以铜为主要合金元素的铝合金3xxx系列为:以锰为主要合金元素的铝合金4xxx系列为:以硅为主要合金元素的铝合金5xxx系列为:以镁为主要合金元素的铝合金6xxx系列为:以镁为主要合金元素并以Mg2Si相为强化相的铝合金7xxx系列为:以锌为主要合金元素的铝合金8xxx系列为:以其他元素为主要合金元素的铝合金9xxx系列为:备用合金组2、常见铝合金材料特性及用途:一系:1000系列铝合金代表1050、1060 、1100系列。
在所有系列中1000系列属于含铝量最多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。
市场上流通的大部分为1050以及1060系列。
1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
二系:2000系列铝合金代表2024、2A16(LY16)、2A02(LY6)。
2000系列铝板的特点是硬度较高,其中以铜元素含量最高,大概在3-5%左右。
2000系列铝棒属于航空铝材,在常规工业中不常应用。
三系:3000系列铝合金代表3003 、3A21为主。
我国3000系列铝板生产工艺较为优秀。
3000系列铝棒是由锰元素为主要成分。
含量在1.0-1.5之间,是一款防锈功能较好的系列。
四系:4000系列铝棒代表为4A01 4000系列的铝板属于含硅量较高的系列。
铝合金的牌号及用途

铝合金的牌号及用途
1、铝合金2A12:
2A12铝合金为一种高强度硬铝,可以进行热处理强化;2A12铝合金点焊焊接性良好,用气焊和氩弧焊时有形成晶间裂纹的倾向;2A12铝合金在冷作硬化后可切削性能尚好。
抗蚀性不高,常采用阳极氧化处理与涂漆方法或表面加包铝层以提高抗腐蚀能力。
用途主要用于制作各种高负荷的零件和构件(但不包括冲压件锻件)如飞机上的骨架零件,蒙皮,隔框,翼肋,翼梁,铆钉等150℃以下工作零件。
2、铝合金5052:
5052铝合金是应用最广的一种防锈铝,使用范围广泛,耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度,具有良好的成形加工性能、抗蚀性、焊接性,中等强度,用于制造飞机油箱、油管、以及交通车辆、船舶的钣金件,仪表、街灯支架与铆钉、五金制品、电-器外壳等。
3、铝合金6061:
是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。
广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。
4、铝合金6063:
6063铝合金是型材铝合金,其广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压性能、装配性能、耐蚀性能和装饰性能,对铝合金型材综合性能的要求远远高于工业型材标准。
常用铝合金牌号
一J IS A.A 1000 系列--纯铝系1、1060作为导电材料IACS保证61%,需要强度时使用6061 电线2、1085 1080 1070 1050 1N30 1085 1080 1070 1050 —成形性、表面处理性良好,在铝合金中其耐蚀性最佳。
因为是纯铝、其强度较低,纯度愈高其强度愈低。
日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材3、1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。
一般器物、散热片、瓶盖、印刷板、建材、热交换器组件1N00 -强度比1100略高,成形性良好,其化特性与1100相同。
二日用品2000 系列--AL x Cu 系1、2011快削合金,切削性好强度也高。
但耐蚀性不佳。
要求耐蚀性时,使用6062系合金音量轴、光学组件、螺丝头。
2、2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用,锻造品亦可适用,航空器、齿轮、油、压组件、轮轴。
3、2117固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。
4、2018 2218 锻造用合金。
锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品,耐蚀性不佳,汽缸头、活塞、VTR汽缸。
5、2618锻造用合金。
高温强度优越但耐蚀性不佳。
活塞、橡胶成形用模具、一般耐热用途组件。
6、2219强度高,低温及高温特性良好,溶接性也优越,但耐蚀性不佳。
低温用容器、航太机器。
7、2025 锻造用合金。
锻造性良好且强度高,但耐蚀性不佳。
螺旋桨、磁气桶。
2N01-锻造用合金。
具耐热性,强度也高,但耐蚀性不佳。
航空器引擎、油压组件。
三3000 系列--AL x Mn 系1、3003 3203 强度比1100约高10%,成形性、溶接性、耐蚀性均良好。
一般器物、散热片、化妆板、影印机滚筒、船舶用材2、3004 3104 强度比3003高,成形性优越,耐蚀性也良好。
常用的铝合金牌号与状态

常用的铝合金牌号与状态生产、所使用的铝及铝合金牌号,一般是根据产品用途的要求,以及生产设备的能力来选定。
铝箔常用的合金有1050、1100、1200、1145、8011、3003、3005等。
高纯铝一般用来制作电解电容器铝箔、化学器皿、电解槽;工业纯铝一般制作电力电容器箔、电缆包复、民用等铝箔;防锈铝一般是作为制造飞机旋翼等的结构。
铝箔的状态有H18、H22、H24、H26、O态。
1、变形铝及铝合金的牌号表示方法:采用四位字符来表示,第一位数字表示铝及铝合金的组别,第二位数字(字母)表示原始纯铝或铝合金的改型情况,最后两位数字用以标识同一组中不同的铝合金或表示铝的纯度。
铝及铝合金的组别分类表表2组别牌号系列纯铝(铝含量不小于%)1×××以铜为主要合金元素的铝合金2×××以锰为主要合金元素的铝合金3×××以硅为主要合金元素的铝合金4×××以镁为主要合金元素的铝合金5×××以镁和硅为主要合金元素并以Mg2Si相6×××为强化相的铝合金以锌为主要合金元素的铝合金7×××以其它合金元素为主要合金元素的铝8×××合金2、常用变形铝及铝合金状态代号:基础状态分为5种,如表3所示基础状态代号、名称及说明与应用表表3 代号名称说明与应用F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定O 退火状态适用于经完全退火获得最低强度的加工产品H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。
H代号后面必须跟有两位或三位阿拉伯数字W固溶热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段T 热处理状态(不同于F、O、H状态)适用于热处理后,经过(或不经过)加工硬化达到稳定状态的产品。
国际通用铝合金牌号和状态标记
国际通用铝合金牌号和状态标记有几种表示方法,其中主要有美国铝业协会AA(Aluminium Association)和美国材料试验学会ASTM(American of Testing Meterials)牌号,特别是AA牌号用的更为普遍,其标记发见下表:AA牌号合金系AA牌号口金系1 XXX纯铝(> 99.00% 5 X X Al —Mg系合金2XXX Al —Cu系合金 6 X X Al —Mg —Si系合金3XXX Al —Mn系合金7 >XX Al Zn系合金4XXX Al —Si系合金8 其他合金系例如,Al —Cu系合金2024,相当我国的LY12 ;Al —Zn系合金7075,相当我国的LC4。
在合金牌号后面还附有材料加工和热处理状态代号,如6061 —T 62 ;5083- H 343等, 其表示方法如下:F—原加工状态。
指变形合金而言,是对机械性能不作严格要求的最初加工状态,如热轧、挤压状态0—退火再结晶状态,变形合金的最软状态。
W —固溶处理后在自然时效状态中,制品的性能随时效时间而变化,因此是不稳定的。
H—冷作硬化状态。
T—固溶处理后时效。
在T字后面的第一位数字表示热处理基本类型(从1~10),其后各位数字表示在热处理细节方面有所变化。
T1 —从成型温度冷却并自然时效至大体稳定状态T2—退火状态(只用于铸件)T3—固溶处理后自然时效。
T31 —固溶处理冷作(1%)后自然时效。
T36—固溶处理冷作(6%)后自然时效。
T37—固溶处理冷作(7%)后自然时效,用于2219合金。
T4—固溶处理后自然时效。
T41 —固溶处理后沸水淬火。
T411 —固溶处理后空冷至室温,硬度在0及T6之间,残余应力低。
T42 —固溶处理后自然时效。
由用户进行处理,适于2024合金,强度比T4稍低。
T5—从成型温度冷却后人工时效。
T6—固溶处理后人工时效T61 —T41 +人工时效。
T611 —固溶处理,沸水淬火。
各种牌号铝合金成分及性能
各种牌号铝合金成分及性能铝合金是指以铝为主要成分,合金化后具有多种性能优越的金属材料。
在工业制造领域,铝合金具有广泛的应用和发展前景。
不同的铝合金牌号具有不同的成分和性能,下面我们将简单介绍一些常见的铝合金牌号及其特点。
一、纯铝(A系列铝合金)纯铝是指铝含量达到99.0%以上的铝合金。
纯铝牌号为A1050、A1060、A1100等。
纯铝具有良好的导电性、导热性、可加工性和耐腐蚀性,但其强度较低。
纯铝主要用于电子、电气、建筑等领域。
二、铝锰合金(3A系列)铝锰合金牌号为3A21、3A22等。
铝锰合金具有良好的抗腐蚀性、可焊性和良好的成形性能。
其强度比纯铝稍高,但氧化性能较差。
铝锰合金主要应用于铝制品的制造。
三、铝硅合金(4A系列)铝硅合金牌号为4A01、4A11、4A13等。
铝硅合金具有较高的强度、良好的耐蚀性和可加工性,但焊接性能较差。
铝硅合金主要应用于航空航天等领域。
四、铝镁合金(5A系列)铝镁合金牌号为5A02、5A03、5A06等。
铝镁合金具有较高的强度和硬度、良好的可加工性和耐腐蚀性。
铝镁合金适用于航空、铁路、汽车制造等领域。
五、铝锌合金(7A系列)铝锌合金牌号为7A04、7A09等。
铝锌合金具有较高的强度、优良的耐蚀性和可加工性。
但其焊接性能较差,易受应力腐蚀。
铝锌合金主要应用于航空航天、船舶和汽车制造等领域。
六、铝镁硅合金(6A系列)铝镁硅合金牌号为6A02、6A05、6A06等。
铝镁硅合金具有较高的强度和硬度、优良的可加工性和耐腐蚀性。
但其焊接性能较差,易受应力腐蚀。
铝镁硅合金适用于航空航天、船舶和汽车制造等领域。
综上所述,不同的铝合金牌号具有不同的成分和性能,应根据具体需求选择合适的铝合金。
铝合金的应用领域非常广泛,随着科技的不断进步,铝合金的应用前景将越来越广阔。
铝的材料代号
铝的材料代号铝是一种常见的金属材料,具有轻质、导热性好、耐腐蚀等优良特性,因此在工业生产和日常生活中得到广泛应用。
为了便于管理和识别,铝材料通常会有特定的代号,下面将介绍几种常见的铝材料代号及其特点。
1. 1000系列铝合金。
1000系列铝合金是纯铝,代号为AA1。
这类铝材料具有优良的延展性和腐蚀抵抗性,常用于化工、食品加工等领域。
然而,1000系列铝合金的强度较低,通常需要通过冷加工来提高其强度。
2. 2000系列铝合金。
2000系列铝合金的代号为AA2,主要合金元素为铜。
这类铝材料具有较高的强度和耐热性,适用于航空航天等领域。
然而,2000系列铝合金的耐腐蚀性较差,需要进行表面处理以提高其耐蚀性能。
3. 3000系列铝合金。
3000系列铝合金的代号为AA3,主要合金元素为锰。
这类铝材料具有良好的耐腐蚀性和焊接性能,常用于制造化工设备、压力容器等。
然而,3000系列铝合金的强度较低,通常需要通过冷加工或热处理来提高其强度。
4. 5000系列铝合金。
5000系列铝合金的代号为AA5,主要合金元素为镁。
这类铝材料具有良好的耐腐蚀性和焊接性能,适用于制造船舶、汽车等需要耐腐蚀性能的领域。
然而,5000系列铝合金的强度较低,通常需要通过冷加工或热处理来提高其强度。
5. 6000系列铝合金。
6000系列铝合金的代号为AA6,主要合金元素为硅和镁。
这类铝材料具有较高的强度和耐蚀性,适用于制造建筑结构、汽车零部件等。
然而,6000系列铝合金的抗拉强度和耐蚀性相对较低,需要进行适当的热处理以提高其性能。
总结。
铝的材料代号对于识别和管理铝材料具有重要意义,不同代号的铝材料具有不同的特性和适用领域。
在使用铝材料时,需要根据具体的工程要求和环境条件选择合适的铝材料代号,以确保其性能和使用寿命。
希望本文对铝的材料代号有所帮助,谢谢阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用的铝合金牌号与状态
生产铝箔铝板所使用的铝及铝合金牌号,一般是根据产品用途的要求,以及生
产设备的能力来选定。
铝箔常用的合金有1050、1100、1200、1145、8011、3003、3005等。
高纯铝一般用来制作电解电容器铝箔、化学器皿、电解槽;工业纯铝一般制作电力电容器箔、电缆包复、民用等铝箔;防锈铝一般是作为制造飞机旋翼等的蜂窝铝箔结构。
铝箔的状态有H18 H22、H24 H26 O态。
1、变形铝及铝合金的牌号表示方法:采用四位字符来表示,第一位数字表示
铝及铝合金的组别,第二位数字(字母)表示原始纯铝或铝合金的改型
情况,最后两位数字用以标识同一组中不同的铝合金或表示铝的纯度。
铝及铝合金的组别分类表表2
2、常用变形铝及铝合金状态代号:基础状态分为5种,如表3所示
基础状态代号、名称及说明与应用表表3
H代号的细分状态:在字母H后面添加两位阿拉伯数字(称作HXX 3、
状态),或三位阿拉伯数字(称作HXXX犬态)表示H的细分状态。
3.1、H后面的第一位数字表示获得该状态的基本处理程序,如下所示:
H1—单纯加工硬化状态。
适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2-加工硬化及不完全退火的状态。
适用于加工硬化程度超过成品规定要求
后,经不完全退火,使强度降低到规定指标的产品。
H3-加工硬化及稳定化处理的状态。
适用于加工硬化后经低温热处理或由于加工过程中的受热作用致使其力学性能到达稳定的产品。
H3状态仅适用于在室温
下逐渐时效软化(除非经稳定化处理)的合金。
H—加工硬化技涂漆处理的状态。
适用于加工硬化后,经涂漆处理导致了不完
全退火的产品。
3.2、H后面的第二位数字表示产品的加工硬化程度。
数字8表示硬状态。
0状态表示全软状态。
对于0状态和HX8状态之间的状态,应在HX代号后分别添加从1到7的数字来表示,在HX后面添加数字9表示比HX8加工硬化程度更大的超硬状态。
各种HXX细分状态代号及对应的加工硬化程度如表4所示:
上一篇:铝及铝合金简介下一篇:铝箔的用途
铝箔坯料技术标准要求
铝箔毛料是指轧制铝箔的中间坯料。
国内的铝箔毛料大部分是用连续铸轧坯料生产的。
用连续铸轧法生产的铝箔毛料不仅成本较低,而且毛料质量也可完全满足铝箔生产的要求。
随着铝箔深加工企业对铝箔质量要求的提高,铝箔生产企业对铝箔毛料质量的要求也越来越高。
要保证铝箔毛料的质量,主要要求铸轧坯料要有高的金属纯洁度,好的表面质量和精确的尺寸公差,而且板形要好,特别是铸轧板的同板横、纵向差及横向凸度率不得大于板厚的1%。
只有这样,才能从根本上保证铝箔毛料的质量。
1.铝箔毛料质量的重要性铝箔毛料质量是确保铝箔质量的前提,只有用高质量的铝箔毛料才能生产出高质量的铝箔。
西北铝加工分公司给国内多家铝箔厂提供铝箔毛料,下面从四个方面谈一谈
铝箔毛料质量的重要性。
1.1 毛料的冶金质量
铝箔毛料的冶金质量主要指它的熔铸质量,用于生产铝箔坯料的熔体要有高的金属纯洁度,熔体含渣、含气量要低,熔体精炼后氢含量必须控制在0.12ml/ (100g 铝)以下,熔体必须经陶瓷过滤片过滤,过滤精度达到微米级。
生产的铸轧坯料不产生气道、夹渣等内部质量缺陷,晶粒度达到一级。
如果铝箔毛料的冶金质量达不到上述要求,一方面很难保证铝箔产品的质量要求,另一方面成品率也很难保证。
现在的铝箔用户对铝箔的质量要求越来越高,对针孔数、针孔度和接头次数要求都非常苛刻。
如0.006-0.0065 的双零箔,每平方米上直径小于或等于0.03mm 的针孔数不能超过50个,大于此尺寸的针孔数为0 个。
单卷接头数最多允许有 2 个,有的客户甚至要求没有接头。
如果毛料内部有气道、夹渣等缺陷,势必在生产铝箔的过程中会造成断带等现象,产生大量废品,影响成品率的提高,降低经济效益。
1.2 毛料的表面质量
毛料表面质量直接影响到铝箔的表面质量。
现在的铝箔用户对铝箔的表面质量要求也越来越高,特别是药品包装用铝箔,表面要洁净、平整,不允许有任何条纹、斑点和机械损伤。
铝箔表面要达到这种要求,必须对毛料的表面质量加以严格控制,表面要洁净、平整、无腐蚀,表面不允许有油斑、孔洞、金属和非金属压入物、暗纹、擦划伤等缺陷。
1.3 毛料的板形质量
板形是指带卷横向各部位是否产生波浪和瓢曲。
铝箔毛料的板形质量直接影响到铝箔的板形质量。
对铝箔毛料的板形要求控制在20I 以内。
如果生产铝箔毛料的冷轧机没有装
备板形仪,其板形质量则主要靠铸轧坯料的板形质量和冷轧操作手的操作技术来保证。
铝箔毛料的板形要平整,不允许有两边松或两边紧、两肋松或两肋紧、中间松等不良板形。
板形的理想状态应为抛物线状,中凸度要求控制在厚度的1%以内。
板形较差的铝箔毛料在后续的铝箔轧制生产中不仅会给操作人员的操作控制带来困难,而且容易产生断带,影响生产效率的提高;其次影响成品箔质量的提高。
实践证明:如果铝箔毛料的板形较差,经过数道次轧制到成品箔后,整个板面不可能变得完全平整,原来较松驰的地方不可能通过辊型调节被完全矫正过来,因此生产出来的铝箔板形质量仍然较差。
板形较差的铝箔在分切时分切质量难以保证,容易产生串层,起皱等废品;退火时容易起泡,产生退火油斑等;用户使用时产生起皱、断带等现象。
所以提高铝箔毛料的板形质量非常重要,良好的铝箔毛料板形质量是生产出高质量铝箔的必要条件。
1.4 毛料的公差要求
公差要求是指毛料的宽度公差和厚度公差要求。
宽度公差要求控制在± 2.0mm 以内,这比较容易做到。
铝箔毛料的厚度公差要严格控制在厚度的±3% 以内,这就要求生产铝箔毛料的轧机控厚系统的精度要高。
如果铝箔毛料的厚度偏差大,在轧制过程中轧制速度和张力就很难保持稳定。
如果轧制速度较高,很容易产生断带和其他的轧制废品。
2 铝箔毛料的技术标准要求
根据我厂多年来签订外销铝箔毛料的技术协议以及每年为本公司提供数千吨铝箔毛料的经验,认为铝箔毛料的技术标准应涵盖以下12 个方面的内容:合金与状态,卷材尺寸与公差,化学成分,性能与组织,表面粗糙度,平直度,凸面率,内、外部质量,端面
质量,包装要求,质量证明书和其他要求等。
作为技术标准,每项内容应有具体的技术要求,下面结合我厂的实际,提出铝箔毛料的技术标准要求,仅供参考。
2.1 合金与状态
目前,国内生产一般用途铝箔所使用的铝箔毛料合金品种主要有1145 、1235、8011、1100、1200、3003 等,还有一些特殊要求的合金品种。
其状态有3 种:半硬状态(H14 H24),硬状态(H18 ,退火状态(0)。
外购铝箔毛料一般不定购软状态的,因为不便于运输。
2.2 卷材尺寸与公差
铝箔毛料的厚度公差一般要求控制在厚度的±5%以内,要求严格的甚至控制在厚
度的士3%以内。
宽度公差一般要求控制在士2mm以内,要求严格的应为士 1.0mm 2.3 化学成分
化学成分应符合国家标准(GB/T3190-1996)规定,有特殊要求时应在合同中注明
2.4 力学性能铝箔毛料的力学性能应符合下列要求:
H18 状态,(T b > 150MPa, S >2%;
H14 状态,(T b > 110MPa , S >3% 。
2.5 凸面率和表面粗糙度
凸面率主要是指带板的中凸度,要求凸面率为0%-1%。
从前很多用户对表面粗糙度
没有要求,而现在几乎所有用户对此项内容都有要求,不同的铝箔生产要求也不相同,大致范围在:Ra0.2-0.6卩m之间。
2.6 平直度
平直度就是板形,应严格控制,最大一般不超过20I 单位。
2.7 组织
铝箔毛料中间退火后晶粒度要均匀一致,晶粒平均尺寸小于70卩m这就要求铸轧
板的晶粒度必须较均匀,才能满足毛料中间退火后的晶粒度要求。
2.8 内、外部质量
内、外部质量一般要求不允许有任何影响使用的有害缺陷,如擦划伤、裂纹、孔洞、金属和非金属压入物、腐蚀、夹渣、气道、暗纹和油斑等。
2.9 端面质量
卷材端面质量要求:(1)边部不允许有毛刺;(2)塔形最大不超过10mm (3)串层,套筒根部最大5mm,其他最大3mm;(4)端部表面不允许有磕碰伤等。
2.10包装
各厂家都有不同的包装要求,但必须保证铝箔毛料在运输过程中不被损坏。
2.11质量证书
质量证书包括以下内容:(1)合金状态;(2)尺寸;(3)卷号与重量(单卷重量);(4)化学成分;(5)力学性能;(6)外观质量检验;(7)包装日期;(8)质量检验部门标识;(9)生产厂名称。
2.12其他要求
需方还可以根据自身生产特点提出不同要求,如毛料不允许有断头,或包括需供
方提供的有关数据等。
3结束语
随着我国铝箔生产的逐步扩大,对铝箔质量的要求逐步提高,铝箔生产企业越来越认识到铝箔毛料质量的重要性。
目前对铝箔毛料制订统一的技术标准尤为重要,通过技术标准来规范毛料的生产质量。
铝箔毛料质量的四个重要方面(即铝箔毛料的冶金质量、板形质量、厚度公差和表面质量)必须在技术标准中得到充分体现,铝箔毛料的质量才能得到保证。
Welcome !!! 欢迎您的下载, 资料仅供参考!。