TY165型高频焊管技术参数
高频焊接管技术参数
高频焊接管技术参数一、引言高频焊接管是一种常用于制造工业管道的焊接方法。
该焊接方法采用高频电流加热和压力相结合的方式,使管材的两端加热至熔点并施加压力,从而实现管材的连接。
本文将详细介绍高频焊接管的技术参数。
二、频率高频焊接管的频率是指高频电流的频率,通常在100 kHz至500 kHz之间。
频率的选择取决于管材的材质和直径。
较高的频率可以提高焊接速度和焊缝质量,但也会增加设备成本和能耗。
三、功率高频焊接管的功率是指高频电流的大小。
功率的选择需要根据管材的材质和壁厚来确定。
过低的功率会导致焊接质量不稳定,过高的功率则会使焊接处产生过热和变形。
因此,需要根据实际情况进行调整。
四、电压高频焊接管的电压是指高频电流的电压。
一般情况下,电压的选择应根据焊接管材的壁厚和长度来确定。
较高的电压可以提高焊接速度和焊缝质量,但也会增加设备成本和能耗。
五、速度高频焊接管的速度是指焊接过程中管材的传送速度。
速度的选择应根据管材的材质、壁厚和直径来确定。
过低的速度会导致焊接缝长,过高的速度则会影响焊接质量。
因此,需要根据实际情况进行调整。
六、压力高频焊接管的压力是指焊接过程中施加在管材上的压力。
压力的选择应根据管材的材质、壁厚和直径来确定。
过低的压力会导致焊接缝的质量不稳定,过高的压力则会使焊接处产生变形。
因此,需要根据实际情况进行调整。
七、预热高频焊接管的预热是指焊接前对管材进行加热处理。
预热的目的是提高焊接质量和减少焊接应力。
预热温度的选择应根据管材的材质来确定。
过低的预热温度会导致焊接质量不稳定,过高的预热温度则会使管材变形。
因此,需要根据实际情况进行调整。
八、焊接缝形状高频焊接管的焊接缝形状是指焊接后管材的外观形状。
焊接缝形状的选择应根据管材的要求来确定。
常见的焊接缝形状有直缝、螺旋缝和环缝等。
不同的焊接缝形状具有不同的特点和适用范围。
九、焊缝检测高频焊接管的焊缝检测是指对焊接缝进行质量检测。
焊缝检测的方法有很多种,常见的有射线检测、超声波检测和涡流检测等。
常用焊管规格表
—
—
—
—
480*9
16.76
478*7
16.90
DN500
—
—
—
—
530*9
20.58
529*7
20.82
DN600
—
—
—
—
630*9
29.40
630*7
29.79
镀锌管理论重量表
镀锌焊管理论重量表I热镀锌管理论重量表I镀锌焊管重量表I热镀锌管重量表
规格
外径
mm
壁厚
mm
最小壁
厚
mm
焊管(6米定尺)
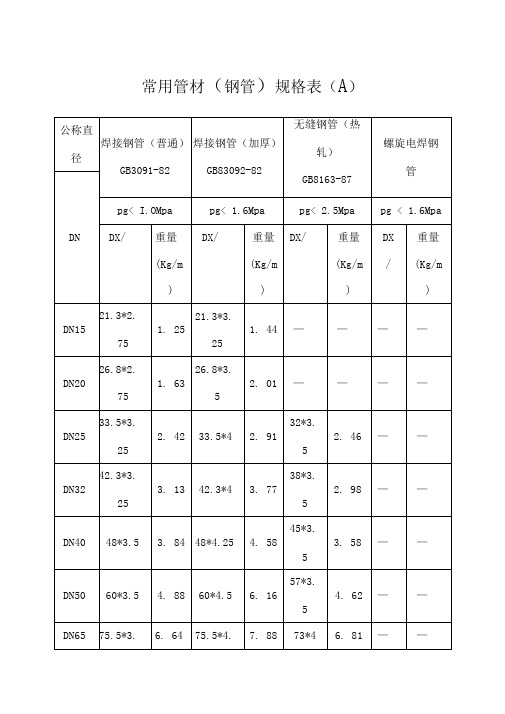
常用管材
公称直
径
焊接钢管(普通)
GB3091-82
焊接钢管(加厚)
GB83ቤተ መጻሕፍቲ ባይዱ92-82
无缝钢管(热
轧)
GB8163-87
螺旋电焊钢
管
pg<I.OMpa
pg<1.6Mpa
pg<2.5Mpa
pg<1.6Mpa
DN
DX/
重量
DX/
重量
DX/
重量
DX
重量
(Kg/m
(Kg/m
(Kg/m
/
(Kg/m
)
)
)
)
DN15
米重kg根重kg
镀锌管(6米定
尺)
公称内
径
英寸
米重kg
根重kg
DN15
1/2 4
分
21.3
2.8
2.45
DN20
3/4
26.9
2.8
2.45
1.66
9.96
1.76
316l大口径不锈钢焊管规格表

316l大口径不锈钢焊管规格表316L大口径不锈钢焊管规格表不锈钢焊管是一种经济、实用、美观的管道材料,其应用范围广泛,可用于建筑、化工、石油、轻纺等行业。
316L不锈钢焊管是一种优质的不锈钢材料,因其具有耐腐蚀性、强度高、耐高温、易清洁等特点,广泛应用于食品、制药、化工等领域。
以下为316L大口径不锈钢焊管规格表:规格(外径×壁厚)重量(kg/m)Ø159×4.5 11.03Ø168.3×4.5 11.73Ø219×5.5 20.79Ø273×5.5 25.93Ø325×6.0 36.70Ø377×6.0 42.90Ø426×6.5 55.00Ø478×6.5 62.00Ø529×7.0 77.20Ø630×8.0 113.50从上表中可以看出,316L大口径不锈钢焊管的规格主要围绕外径和壁厚展开。
外径越大,相应的管壁厚度也要增加,以保证管道的强度和稳定性。
同时,随着管子的外径增大,单价也逐渐增加,因此在选择管道材料时,需要根据具体的使用场合和要求,选用适当的规格。
316L大口径不锈钢焊管具有多种优点,例如不易生锈、耐热、耐氧化、强度高、易加工等。
在工业生产和管道领域中,这些特点都十分重要,可以为生产企业带来更高的效益和更稳定可靠的产出。
不锈钢焊管在使用前,需要进行正确的安装,以确保管道不漏水、不滴漏、不破损等问题。
此外,还需要保证管道清洁、干燥,以避免灰尘、杂质等对管道的影响。
这些措施不仅有助于保障管道的质量和长期稳定性,还能够增加管道的使用寿命和安全性。
总之,316L大口径不锈钢焊管规格表是选择优质的不锈钢焊管的关键之一。
消费者在选用不锈钢焊管时,需要根据具体需求、质量标准以及项目要求等因素进行选择,以确保选用的管道具备稳定的性能和高效的生产能力。
41765_高频焊接型钢规格重量表

采用高频电流使金属表面局部加热,在外力作用下使它焊合,不使用任何焊丝,焊剂,可连续大批量生产。
优点 1.截面尺寸精度高由于采用优质钢卷,焊接后截面的形状精度优良,使结构装配更加方便. 2.截面性能优良翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻.3.截面尺寸可按用户要求定制大量使用情况下,可以按用户指定的截面尺寸生产.4.焊接部位性能的金相组织均匀腹板材料与翼缘板材料的组织均匀溶合.。
高频焊h型钢的标准

高频焊h型钢的标准
高频焊H型钢的标准。
高频焊H型钢是一种常见的结构钢材料,广泛应用于建筑、桥梁、机械制造等领域。
在实际生产和使用中,对高频焊H型钢的标准有着严格的要求,这不仅关
系到产品的质量和安全,也是保障工程施工和使用的重要保障。
本文将就高频焊H 型钢的标准进行详细介绍,以便相关行业人员更好地了解和应用。
首先,高频焊H型钢的标准主要包括以下几个方面:
1. 材质要求,高频焊H型钢的材质应符合国家标准或行业标准的相关要求,包括化学成分、力学性能、金相组织等指标。
材质的选择直接影响到产品的使用性能,必须符合标准规定的要求。
2. 几何尺寸,高频焊H型钢的几何尺寸包括截面尺寸、直线度、弯曲度等指标,这些尺寸必须符合设计图纸和标准规定的要求,保证产品在施工和使用中能够满足设计要求。
3. 表面质量,高频焊H型钢的表面质量要求包括表面平整度、表面清洁度、表面缺陷等方面,这些指标直接关系到产品的美观和耐久性,必须符合标准规定的要求。
4. 技术要求,高频焊H型钢的生产工艺和技术要求包括热处理、焊接工艺、表面处理等方面,这些要求是保证产品质量稳定和可靠的重要保障。
在实际生产和使用中,对高频焊H型钢的标准要求必须严格执行,确保产品质量和安全可靠。
同时,相关行业人员应加强标准宣传和培训,提高标准意识和执行能力,共同维护产品质量和行业形象。
总之,高频焊H型钢的标准是保障产品质量和安全的重要依据,相关行业人员应加强标准学习和执行,确保产品符合标准要求,为工程施工和使用提供可靠保障。
希望本文能够对相关行业人员有所帮助,谢谢阅读!。
钛及钛合金焊管标准

钛及钛合金焊管标准钛及钛合金焊管是一种广泛应用于航空、航天、化工、医疗等领域的重要材料。
在使用钛及钛合金焊管时,需要遵循一系列的标准和规范,以确保其质量和性能符合要求。
钛及钛合金焊管的标准包括了材料的化学成分、力学性能、尺寸和表面状态等方面的要求。
其中,最常用的标准有ASTM B338、ASTM B861和ASTM B862等。
这些标准规定了钛及钛合金焊管的材料、制造工艺、机械性能、化学成分和尺寸等方面的要求。
钛及钛合金焊管的材料要求符合相关标准的化学成分要求。
钛合金是由钛与其他金属元素合金化而成,其中最常见的是钛6-4合金,即由6%的铝和4%的钛组成。
这种合金具有优异的耐腐蚀性、高强度和良好的焊接性能。
在生产过程中,需要对原材料进行严格的质量控制,确保化学成分的准确性和稳定性。
钛及钛合金焊管的制造工艺要符合标准的要求。
一般来说,焊管的制造包括管坯的制备、焊接、热处理和表面处理等过程。
焊接是焊管制造过程中最关键的环节,影响着焊管的质量和性能。
常用的焊接方法有TIG焊、EBW焊和LASER焊等。
在焊接过程中,需要控制好焊接参数,确保焊缝的质量和可靠性。
钛及钛合金焊管的机械性能也是一个重要的指标。
机械性能包括抗拉强度、屈服强度、延伸率和冲击韧性等。
这些性能对于焊管的使用具有重要的影响。
根据不同的应用领域和要求,可以选择不同的钛及钛合金焊管,以满足特定的性能要求。
钛及钛合金焊管的尺寸和表面状态也需要符合标准的要求。
尺寸包括管径、壁厚和长度等方面的要求。
表面状态包括管子的表面光洁度、无缺陷和无杂质等要求。
这些要求旨在确保焊管的尺寸精度和表面质量,以满足不同领域的应用需求。
总结起来,钛及钛合金焊管的标准规范了焊管的材料、制造工艺、机械性能、化学成分和尺寸等方面的要求。
遵循这些标准,可以确保钛及钛合金焊管的质量和性能符合要求,提高其在航空、航天、化工、医疗等领域的应用价值。
未来,随着科技的进步和需求的增加,钛及钛合金焊管的标准也将不断更新和完善,以适应不断发展的市场需求。
TY76型高频焊管技术参数
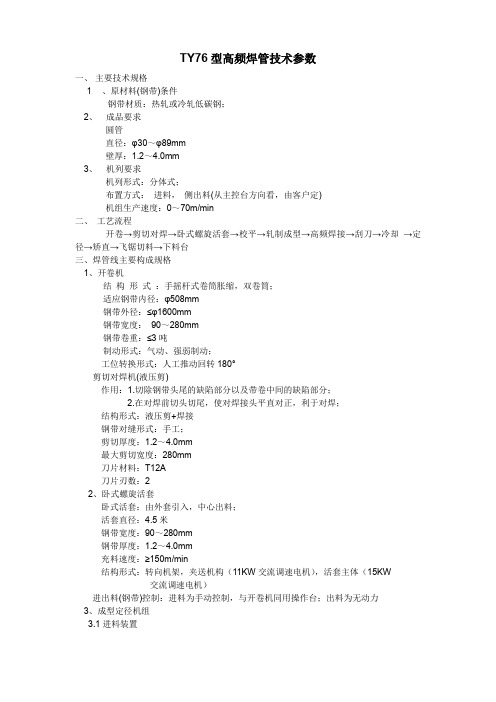
TY76型高频焊管技术参数一、主要技术规格1 、原材料(钢带)条件钢带材质:热轧或冷轧低碳钢;2、成品要求圆管直径:φ30~φ89mm壁厚:1.2~4.0mm3、机列要求机列形式:分体式;布置方式:进料,侧出料(从主控台方向看,由客户定)机组生产速度:0~70m/min二、工艺流程开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却→定径→矫直→飞锯切料→下料台三、焊管线主要构成规格1、开卷机结构形式:手摇杆式卷筒胀缩,双卷筒;适应钢带内径:φ508mm钢带外径:≤φ1600mm钢带宽度:90~280mm钢带卷重:≤3吨制动形式:气动、强弱制动;工位转换形式:人工推动回转180°剪切对焊机(液压剪)作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;2.在对焊前切头切尾,使对焊接头平直对正,利于对焊;结构形式:液压剪+焊接钢带对缝形式:手工;剪切厚度:1.2~4.0mm最大剪切宽度:280mm刀片材料:T12A刀片刃数:22、卧式螺旋活套卧式活套:由外套引入,中心出料;活套直径:4.5米钢带宽度:90~280mm钢带厚度:1.2~4.0mm充料速度:≥150m/min结构形式:转向机架,夹送机构(11KW交流调速电机),活套主体(15KW交流调速电机)进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无动力3、成型定径机组3.1进料装置导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;3.2成型机架本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
成型要求:外径:φ30~φ89mm;壁厚:圆管1.2~4.0mm;3.3成型机架规格:辊架数量辊架轴径轧辊轴材料轴热处理水平辊架7 φ80mm 40Cr 调质高频淬火立辊架8 φ50mm 40Cr 调质高频淬火3.4成型机架机构要求:1.在后三道平辊机架前设置一组(两架)立辊群机架,避免管坯表面擦伤;2.在每个开口成型水平机架上辊方轴承顶部都设由过载保护装置,当遇到过载时该垫有缓冲,以保护水平辊和传动装置,不需要更换新的缓冲垫3.水平辊架为龙门式结构,其中:开口成型:4机架闭口成型:3机架4.立辊架为滑槽式结构,其中:双立辊导向,手动调节同时开合和对中;配立辊上下调节机构;5.换辊方式:侧拉式;6.机架润滑:水平辊架后端排架使用油枪油脂润滑,配加油嘴;4、焊接设备(机械部分)4.1、焊缝导向机架:(1套)导向辊由上下两个辊子组成,中间装有导向刀片,焊缝角度通过螺杆调节;4.2.焊接挤压辊机架:(1套)三辊式(上辊架可拆卸),压辊加压将熔融的金属挤压并焊合在一起;4.3.侧挤压辊轴装辊直径:φ50mm;4.4.外毛刺去除装置(1架)装有可交替使用的前后刀具座,手轮调整刀具的高度和横向位置并加装有气动快速进退刀装置;4.5.下支承部分:硬木板支承,高度可调;可保证焊缝切削光滑平整4.6.磨光辊机架:(1架)立辊式,手动调节开合和对中4.7.冷却装置型式:喷淋和溢池联合式5、定径机架5.1定径要求:管径:φ30~φ89mm壁厚:圆管1.2~4.0mm;5.2定径机架规格:辊架数量辊架轴径轧辊轴材料轴热处理水平辊架 6 φ80mm 40Cr 调质高频淬火立辊架 6 φ50mm 40Cr 调质高频淬火5.3定径机架机构要求:1.换辊方式:侧拉式2.上辊调整:左右单独调整。
TY165型高频焊管技术参数
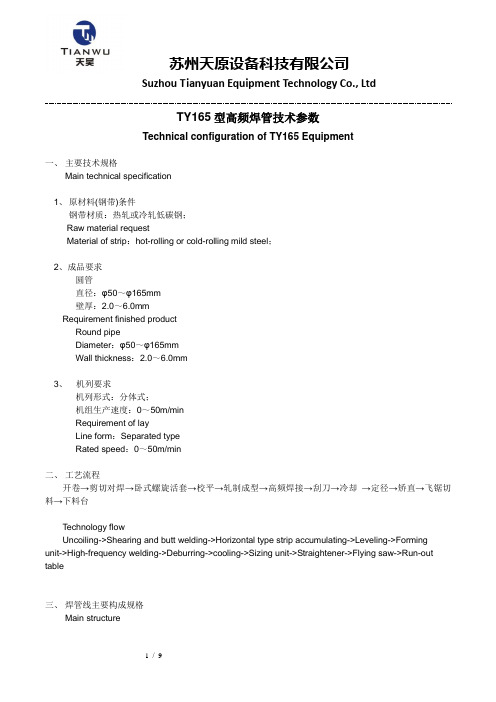
Suzhou Tianyuan Equipment Technology Co., LtdTY165型高频焊管技术参数Technical configuration of TY165 Equipment一、主要技术规格Main technical specification1、原材料(钢带)条件钢带材质:热轧或冷轧低碳钢;Raw material requestMaterial of strip:hot-rolling or cold-rolling mild steel;2、成品要求圆管直径:φ50~φ165mm壁厚:2.0~6.0mmRequirement finished productRound pipeDiameter:φ50~φ165mmWall thickness:2.0~6.0mm3、机列要求机列形式:分体式;机组生产速度:0~50m/minRequirement of layLine form:Separated typeRated speed:0~50m/min二、工艺流程开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却→定径→矫直→飞锯切料→下料台Technology flowUncoiling->Shearing and butt welding->Horizontal type strip accumulating->Leveling->Formingunit->High-frequency welding->Deburring->cooling->Sizing unit->Straightener->Flying saw->Run-out table三、焊管线主要构成规格Main structureSuzhou Tianyuan Equipment Technology Co., Ltd1、开卷机结构形式:采用(单头)液压涨缩装置,能更快更换刚卷;适应钢带内径:φ508mm钢带外径:≤φ1600mm钢带宽度:150~520mm钢带卷重:≤ 8 ton制动形式:气动、强弱制动°UncoilingConfiguration: hand rocker expanding drum, double drums;Suitable inner Diameter φ508mmOuter Diameter of coil:≤φ1600mmWidth of metal strip:150~520mmWeight of coil:≤ 8 tonBrake type:air drive, two phase brake2、(助卷)整平.直头机:主卷:由液压缸带动,可以上下摆动及伸缩,压送辊由电机带动(4KW)直头机铲头机伸出把带钢娇直引入整平机、整平机:采用2.2kw电机上下压紧、送料电机15kw,7辊整平Leveling and straightening machine:Master file: Driven by the hydraulic cylinder, can shrink bobbing, press roller dried by motor (4kw) Straightening and end-cutting machine straighten the steel strip and introduce it into leveling machine.Flatten machine: adopt 2.2kw power to compact up and down, feeding Motor (15kw), seven rollers leveling.3、剪切对焊机(液压式龙门剪)作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;2.在对焊前切头切尾,使对焊接头平直对正,利于对焊结构形式:液压剪+焊接钢带对缝形式:采用(4KW)电机驱动,前后各台电机剪切厚度:1.0~6.0mm最大剪切宽度:520mm刀片材料:T12A刀片刃数:2Shearing and butt welding machine (hydraulic pressure square shear)Function: 1. Cut off the defect parts at two ends and middle;Suzhou Tianyuan Equipment Technology Co., Ltd2. Cut off the ends before welding to make connected ends flat and good for welding.Type: hydraulic pressure shear + weldingOpposite joint type for steel strip: adopt motor drive (4kw), one in front and one at backcutting thickness: 1.0~6.0mmThe maximum cutting width: 520mmBlade material: T12ABlade kets: 24、卧式螺旋活套卧式活套:由外套引入,中心出料;活套直径:6 m钢带宽度:150~520mm钢带厚度:2.0~6.0mm充料速度:≥150m/min结构形式:转向机架,夹送机构(18KW直流电机),活套主体(37KW直流电机)进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无力Horizontal type strip accumulatorHorizontal type strip accumulator: introduce peripherally and feeding from centerOut diameter:6 mWidth of metal strip:150~520mmThinness of metal strip:2.0~6.0mmFeeding speed:≥150m/minConfiguration: Turning frame, Pinch machine (18KW AC motor), Main body (37KW AC motor)Feeding control: Feeding is manual control which same as uncoiler; Discharge is non-power style.3、成型定径机组Forming and sizing unit3.1进料装置导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;Feeding deviceGuiding stand-roller: a pair of guiding stand-roller after correcting flat-roller, adjust by manual;Correcting flat-roller: using 7 sets of flat-roller to let strip introduce into machine smoothly;Flat-roller is non-power, base roller is fixed while upper roller is adjusting by boltSuzhou Tianyuan Equipment Technology Co., Ltd3.2成型机架本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
高频焊管规格表
高频焊管规格表
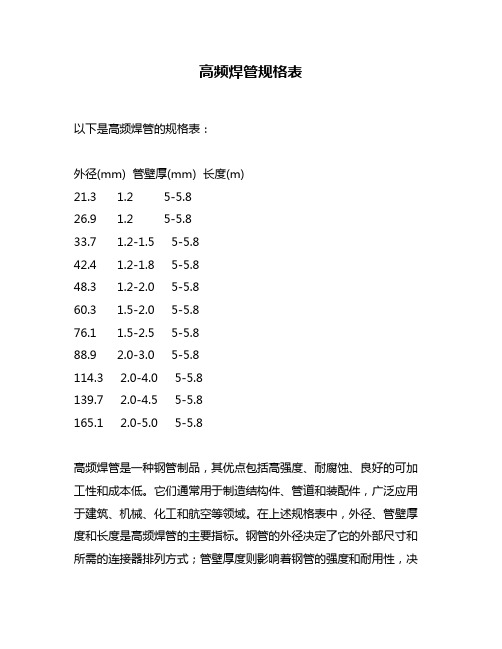
以下是高频焊管的规格表:
外径(mm) 管壁厚(mm) 长度(m)
21.3 1.2 5-5.8
26.9 1.2 5-5.8
33.7 1.2-1.5 5-5.8
42.4 1.2-1.8 5-5.8
48.3 1.2-2.0 5-5.8
60.3 1.5-2.0 5-5.8
76.1 1.5-2.5 5-5.8
88.9 2.0-3.0 5-5.8
114.3 2.0-4.0 5-5.8
139.7 2.0-4.5 5-5.8
165.1 2.0-5.0 5-5.8
高频焊管是一种钢管制品,其优点包括高强度、耐腐蚀、良好的可加工性和成本低。
它们通常用于制造结构件、管道和装配件,广泛应用于建筑、机械、化工和航空等领域。
在上述规格表中,外径、管壁厚度和长度是高频焊管的主要指标。
钢管的外径决定了它的外部尺寸和所需的连接器排列方式;管壁厚度则影响着钢管的强度和耐用性,决
定着钢管的承载能力;而长度则长短不一,可根据具体要求来定制。
在高频焊管的制造过程中,先将经过预制处理的钢板卷成管状,再使用高频电流经过管内外齐头并进的感应加热,使钢板加热到熔点,然后施加压力,使两边的钢板搭接在一起,焊缝形成。
这种制造工艺简单高效,可以大规模生产,缩短了生产周期,降低了制造成本,其强度和耐腐蚀性能也得到了保障。
总之,高频焊管的规格表为我们进行相关制品的订购提供了依据。
在实际生产中,我们可以根据具体需要选择不同规格的高频焊管,以适应不同的工具、设备和环节。
通过逐步总结实践经验,我们不断提高了制品的品质和稳定性,为各大领域的客户提供了更好的产品。
焊接钢管规格类型大全
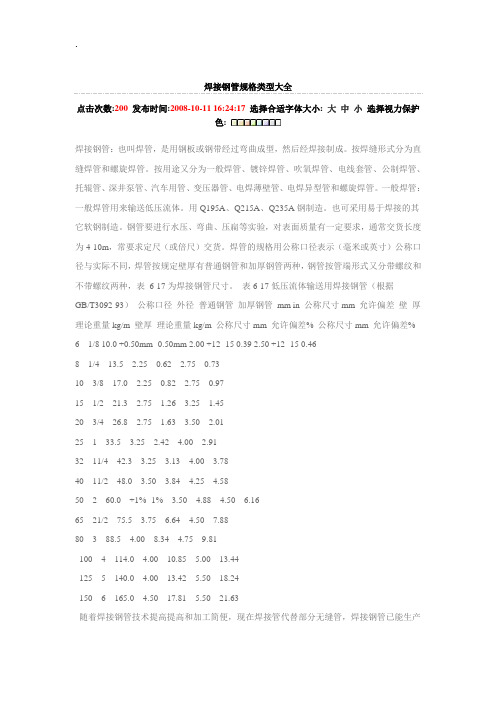
焊接钢管规格类型大全点击次数:200发布时间:2008-10-11 16:24:17选择合适字体大小: 大中小选择视力保护色:焊接钢管:也叫焊管,是用钢板或钢带经过弯曲成型,然后经焊接制成。
按焊缝形式分为直缝焊管和螺旋焊管。
按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。
用Q195A、Q215A、Q235A钢制造。
也可采用易于焊接的其它软钢制造。
钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。
焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。
表6-17低压流体输送用焊接钢管(根据GB/T3092-93)公称口径外径普通钢管加厚钢管mm in 公称尺寸mm 允许偏差壁厚理论重量kg/m 壁厚理论重量kg/m 公称尺寸mm 允许偏差% 公称尺寸mm 允许偏差% 6 1/8 10.0 +0.50mm -0.50mm 2.00 +12 -15 0.39 2.50 +12 -15 0.468 1/4 13.5 2.25 0.62 2.75 0.7310 3/8 17.0 2.25 0.82 2.75 0.9715 1/2 21.3 2.75 1.26 3.25 1.4520 3/4 26.8 2.75 1.63 3.50 2.0125 1 33.5 3.25 2.42 4.00 2.9132 11/4 42.3 3.25 3.13 4.00 3.7840 11/2 48.0 3.50 3.84 4.25 4.5850 2 60.0 +1% -1% 3.50 4.88 4.50 6.1665 21/2 75.5 3.75 6.64 4.50 7.8880 3 88.5 4.00 8.34 4.75 9.81100 4 114.0 4.00 10.85 5.00 13.44125 5 140.0 4.00 13.42 5.50 18.24150 6 165.0 4.50 17.81 5.50 21.63随着焊接钢管技术提高提高和加工简便,现在焊接管代替部分无缝管,焊接钢管已能生产219mm(8寸)以上。
TY165型高频焊管技术参数

TY165型高频焊管技术参数Technical configuration of TY165 Equipment一、主要技术规格Main technical specification1、原材料(钢带)条件钢带材质:热轧或冷轧低碳钢;Raw material requestMaterial of strip:hot-rolling or cold-rolling mild steel;2、成品要求圆管直径:φ50~φ165mm壁厚:2.0~6.0mmRequirement finished productRound pipeDiameter:φ50~φ165mmWall thickness:2.0~6.0mm3、机列要求机列形式:分体式;机组生产速度:0~50m/minRequirement of layLine form:Separated typeRated speed:0~50m/min二、工艺流程开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却→定径→矫直→飞锯切料→下料台Technology flowUncoiling->Shearing and butt welding->Horizontal type strip accumulating->Leveling->Formingunit->High-frequency welding->Deburring->cooling->Sizing unit->Straightener->Flying saw->Run-out table三、焊管线主要构成规格Main structure1、开卷机结构形式:采用(单头)液压涨缩装置,能更快更换刚卷;适应钢带内径:φ508mm钢带外径:≤φ1600mm钢带宽度:150~520mm钢带卷重:≤ 8 ton制动形式:气动、强弱制动°UncoilingConfiguration: hand rocker expanding drum, double drums;Suitable inner Diameter φ508mmOuter Diameter of coil:≤φ1600mmWidth of metal strip:150~520mmWeight of coil:≤ 8 tonBrake type:air drive, two phase brake2、(助卷)整平.直头机:主卷:由液压缸带动,可以上下摆动及伸缩,压送辊由电机带动(4KW)直头机铲头机伸出把带钢娇直引入整平机、整平机:采用2.2kw电机上下压紧、送料电机15kw,7辊整平Leveling and straightening machine:Master file: Driven by the hydraulic cylinder, can shrink bobbing, press roller dried by motor (4kw) Straightening and end-cutting machine straighten the steel strip and introduce it into leveling machine.Flatten machine: adopt 2.2kw power to compact up and down, feeding Motor (15kw), seven rollers leveling.3、剪切对焊机(液压式龙门剪)作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;2.在对焊前切头切尾,使对焊接头平直对正,利于对焊结构形式:液压剪+焊接钢带对缝形式:采用(4KW)电机驱动,前后各台电机剪切厚度:1.0~6.0mm最大剪切宽度:520mm刀片材料:T12A刀片刃数:2Shearing and butt welding machine (hydraulic pressure square shear)Function: 1. Cut off the defect parts at two ends and middle;2. Cut off the ends before welding to make connected ends flat and good for welding.Type: hydraulic pressure shear + weldingOpposite joint type for steel strip: adopt motor drive (4kw), one in front and one at backcutting thickness: 1.0~6.0mmThe maximum cutting width: 520mmBlade material: T12ABlade kets: 24、卧式螺旋活套卧式活套:由外套引入,中心出料;活套直径:6 m钢带宽度:150~520mm钢带厚度:2.0~6.0mm充料速度:≥150m/min结构形式:转向机架,夹送机构(18KW直流电机),活套主体(37KW直流电机)进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无力Horizontal type strip accumulatorHorizontal type strip accumulator: introduce peripherally and feeding from centerOut diameter:6 mWidth of metal strip:150~520mmThinness of metal strip:2.0~6.0mmFeeding speed:≥150m/minConfiguration: Turning frame, Pinch machine (18KW AC motor), Main body (37KW AC motor)Feeding control: Feeding is manual control which same as uncoiler; Discharge is non-power style.3、成型定径机组Forming and sizing unit3.1进料装置导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;Feeding deviceGuiding stand-roller: a pair of guiding stand-roller after correcting flat-roller, adjust by manual;Correcting flat-roller: using 7 sets of flat-roller to let strip introduce into machine smoothly;Flat-roller is non-power, base roller is fixed while upper roller is adjusting by bolt3.2成型机架本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
标准焊接钢管壁厚尺寸
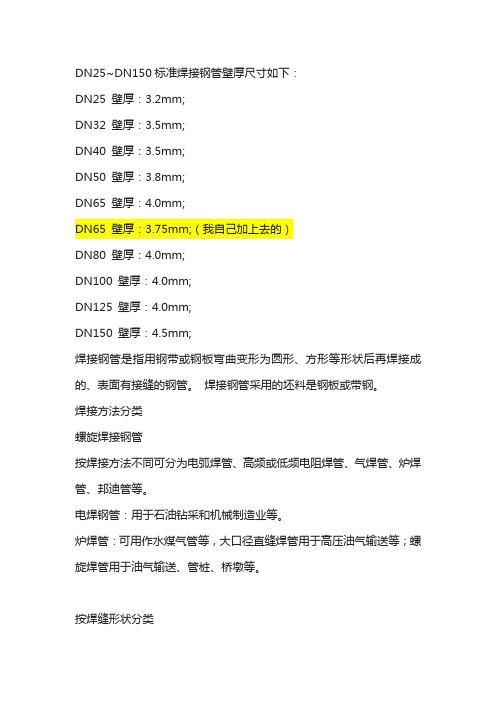
DN25~DN150标准焊接钢管壁厚尺寸如下:DN25 壁厚:3.2mm;DN32 壁厚:3.5mm;DN40 壁厚:3.5mm;DN50 壁厚:3.8mm;DN65 壁厚:4.0mm;DN65 壁厚:3.75mm;(我自己加上去的)DN80 壁厚:4.0mm;DN100 壁厚:4.0mm;DN125 壁厚:4.0mm;DN150 壁厚:4.5mm;焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。
焊接钢管采用的坯料是钢板或带钢。
焊接方法分类螺旋焊接钢管按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于石油钻采和机械制造业等。
炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。
按焊缝形状分类可分为直缝焊管和螺旋焊管直缝焊管:生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管:强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。
a.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。
甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材b.螺旋缝高频焊接钢管螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。
按用途分类按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。
用Q195A、Q215A、Q235A钢制造。
焊接钢管理论重量和尺寸表-焊管理论规格重量

计算公式:W(kg/m)=0。
02466*厚度*(外径-壁厚)焊接钢管种类挺多的,直缝电焊钢管的壁厚允许误差高精度较高精度普通精度壁厚4mm +0.10到-0.20 ±0.22 ±10%你的如果是直缝电焊钢管,按普通精度算,壁厚4mm的误差为±0.4mm,3。
6mm到4。
4mm,应该是不合格的低压流体输送用焊接钢管壁厚允许误差±12.5%,正好合格。
.。
城市品名规格材质钢厂/产地价格涨跌备注相关资源沈阳焊管 6分*2。
5mm(Φ27*2.5mm)Q195-Q215 唐山4570 ↓50 —焊管资源沈阳焊管 6分*2。
5mm(Φ27*2。
5mm)Q195—Q215 沈阳4570 ↓50 —焊管资源沈阳焊管 1寸*3.0mm(Φ33*3.0mm)Q195—Q215 唐山4520 ↓50 - 焊管资源沈阳焊管 1寸*3。
0mm(Φ33*3.0mm) Q195—Q215 沈阳4520 ↓50 —焊管资源沈阳焊管 1。
5寸*3.25mm(Φ48*3。
25mm)Q195-Q215 唐山4400 ↓50 - 焊管资源沈阳焊管 1.5寸*3.25mm(Φ48*3.25mm)Q195-Q215 沈阳4400 ↓50 - 焊管资源沈阳焊管 4寸*3.75mm(Φ114*3.75mm)Q215—Q235 唐山4380 ↓50 —焊管资源沈阳焊管 4寸*3。
75mm(Φ114*3。
75mm)Q215—Q235 沈阳4380 ↓50 —焊管资源沈阳焊管 6寸*4.0mm(Φ168*4.0mm)Q215-Q235 唐山4580 ↓50 —焊管资源沈阳焊管 6寸*4.0mm(Φ168*4。
0mm)Q215-Q235 沈阳4580 ↓50 —焊管资源。
螺旋焊管主要质量指标对照表

螺旋焊管主要质量指标对照表
精选word范本!
精选word范本!
钢管规格重量钢管静水压值钢管性能成份
螺旋钢管规格钢管尺寸钢管型号
钢管的规格一般以钢管的外径 D 、内径和壁厚 S 的毫米( mm )数标定。
钢管尺寸分不定尺和定尺:不定尺(通常长度)凡产品尺寸(长度或宽度),在标准规定范围内,而又不要求固定尺寸的叫不定尺。
定尺按订货要求切成固定尺寸的称为定尺。
按定尺长度交货时,所交金属材料必须具有需方在订货合同中指定的长度。
因此规定了允许有偏差。
钢管理论重量
精选word范本!
精选word范本!
注:绿色部分是钢管的生产范围
5-18mm是钢管壁厚,219-2020mm是钢管外径
数值是钢管理论重量
螺旋钢管静水压试验压力
沧州市鑫宜达钢管有限公司,以优质的原材料,严格的工艺流程,完善的检测设备,生产水电站用压力钢管,小水电用螺旋钢管,为您的工程提供可靠的保证。
公式:2ST÷D
精选word范本!
钢管规格重量钢管标准对比钢管性能成份
Q235B 16MN钢管 L245 L290 Q345钢管的力学性能和化学成份
精选word范本!
精选word范本!。
中国高频焊管标准2016公告行业标准0
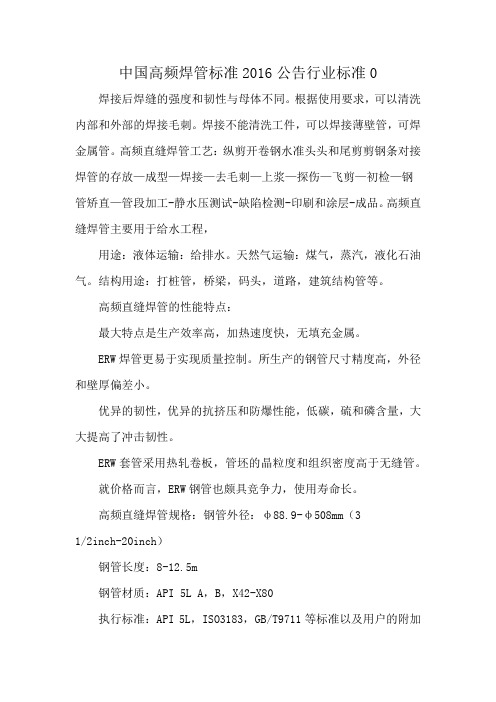
中国高频焊管标准2016公告行业标准0 焊接后焊缝的强度和韧性与母体不同。
根据使用要求,可以清洗内部和外部的焊接毛刺。
焊接不能清洗工件,可以焊接薄壁管,可焊金属管。
高频直缝焊管工艺:纵剪开卷钢水准头头和尾剪剪钢条对接焊管的存放—成型—焊接—去毛刺—上浆—探伤—飞剪—初检—钢管矫直—管段加工-静水压测试-缺陷检测-印刷和涂层-成品。
高频直缝焊管主要用于给水工程,用途:液体运输:给排水。
天然气运输:煤气,蒸汽,液化石油气。
结构用途:打桩管,桥梁,码头,道路,建筑结构管等。
高频直缝焊管的性能特点:最大特点是生产效率高,加热速度快,无填充金属。
ERW焊管更易于实现质量控制。
所生产的钢管尺寸精度高,外径和壁厚偏差小。
优异的韧性,优异的抗挤压和防爆性能,低碳,硫和磷含量,大大提高了冲击韧性。
ERW套管采用热轧卷板,管坯的晶粒度和组织密度高于无缝管。
就价格而言,ERW钢管也颇具竞争力,使用寿命长。
高频直缝焊管规格:钢管外径:φ88.9-φ508mm(31/2inch-20inch)钢管长度:8-12.5m钢管材质:API 5L A,B,X42-X80执行标准:API 5L,ISO3183,GB/T9711等标准以及用户的附加技术条件。
在高频直缝焊管的生产过程中,由于实际尺寸很难满足公称尺寸的要求,即通常大于或小于公称尺寸,因此该标准规定实际尺寸和公称尺寸。
正值称为正偏差,负值称为负偏差。
高频直缝焊管标准中规定的正负偏差的绝对值之和称为公差,也称为“公差带”。
高频直缝焊管的偏差是有向的,即以“正”或“负”表示。
公差不是定向的。
因此,将偏差值称为“高频直缝焊管的输送长度也称为用户要求的长度或合同长度。
该标准对交货时间有以下规定。
高频直缝焊管的通常长度(也称为非固定长度):在标准规定的长度以内且无固定长度要求的地方,称为正常长度。
例如,结构管标准规定:热轧(挤压,膨胀)钢管3000mm 〜12000mm;冷拔(轧制)钢管2000mmm〜10500mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TY165型高频焊管技术参数Technical configuration of TY165 Equipment一、主要技术规格Main technical specification1、原材料(钢带)条件钢带材质:热轧或冷轧低碳钢;Raw material requestMaterial of strip:hot-rolling or cold-rolling mild steel;2、成品要求圆管直径:φ50~φ165mm壁厚:2.0~6.0mmRequirement finished productRound pipeDiameter:φ50~φ165mmWall thickness:2.0~6.0mm3、机列要求机列形式:分体式;机组生产速度:0~50m/minRequirement of layLine form:Separated typeRated speed:0~50m/min二、工艺流程开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却→定径→矫直→飞锯切料→下料台Technology flowUncoiling->Shearing and butt welding->Horizontal type strip accumulating->Leveling->Formingunit->High-frequency welding->Deburring->cooling->Sizing unit->Straightener->Flying saw->Run-out table三、焊管线主要构成规格Main structure1、开卷机结构形式:采用(单头)液压涨缩装置,能更快更换刚卷;适应钢带内径:φ508mm钢带外径:≤φ1600mm钢带宽度:150~520mm钢带卷重:≤ 8 ton制动形式:气动、强弱制动°UncoilingConfiguration: hand rocker expanding drum, double drums;Suitable inner Diameter φ508mmOuter Diameter of coil:≤φ1600mmWidth of metal strip:150~520mmWeight of coil:≤ 8 tonBrake type:air drive, two phase brake2、(助卷)整平.直头机:主卷:由液压缸带动,可以上下摆动及伸缩,压送辊由电机带动(4KW)直头机铲头机伸出把带钢娇直引入整平机、整平机:采用2.2kw电机上下压紧、送料电机15kw,7辊整平Leveling and straightening machine:Master file: Driven by the hydraulic cylinder, can shrink bobbing, press roller dried by motor (4kw) Straightening and end-cutting machine straighten the steel strip and introduce it into leveling machine.Flatten machine: adopt 2.2kw power to compact up and down, feeding Motor (15kw), seven rollers leveling.3、剪切对焊机(液压式龙门剪)作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;2.在对焊前切头切尾,使对焊接头平直对正,利于对焊结构形式:液压剪+焊接钢带对缝形式:采用(4KW)电机驱动,前后各台电机剪切厚度:1.0~6.0mm最大剪切宽度:520mm刀片材料:T12A刀片刃数:2Shearing and butt welding machine (hydraulic pressure square shear)Function: 1. Cut off the defect parts at two ends and middle;2. Cut off the ends before welding to make connected ends flat and good for welding.Type: hydraulic pressure shear + weldingOpposite joint type for steel strip: adopt motor drive (4kw), one in front and one at backcutting thickness: 1.0~6.0mmThe maximum cutting width: 520mmBlade material: T12ABlade kets: 24、卧式螺旋活套卧式活套:由外套引入,中心出料;活套直径:6 m钢带宽度:150~520mm钢带厚度:2.0~6.0mm充料速度:≥150m/min结构形式:转向机架,夹送机构(18KW直流电机),活套主体(37KW直流电机)进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无力Horizontal type strip accumulatorHorizontal type strip accumulator: introduce peripherally and feeding from centerOut diameter:6 mWidth of metal strip:150~520mmThinness of metal strip:2.0~6.0mmFeeding speed:≥150m/minConfiguration: Turning frame, Pinch machine (18KW AC motor), Main body (37KW AC motor)Feeding control: Feeding is manual control which same as uncoiler; Discharge is non-power style.3、成型定径机组Forming and sizing unit3.1进料装置导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;Feeding deviceGuiding stand-roller: a pair of guiding stand-roller after correcting flat-roller, adjust by manual;Correcting flat-roller: using 7 sets of flat-roller to let strip introduce into machine smoothly;Flat-roller is non-power, base roller is fixed while upper roller is adjusting by bolt3.2成型机架本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
成型要求:外径:φ50~φ165mm;壁厚:圆管2.0~6.0mm;Forming frameThe element of this machine is forming by base level-roller, and the rollers are double radius.Forming requestOuter diameter:φ50~φ165mm;Wall thickness:Round pipe 2.0~6.0mm;3.3成型机架规格:Specification of forming frame:3.4成型机架机构要求:Requirement of forming frame:1.在后三道平辊机架前设置一组(两架)立辊群机架,避免管坯表面擦伤;Set up one set (two frames) of vertical roll frames to avoid scratching on the surface of pipe billet2.在每个开口成型水平机架上辊方轴承顶部都设由过载保护装置,当遇到过载时该垫有缓冲,以保护水平辊和传动装置,不需要更换新的缓冲垫There are over loading protectors at the top of upper roller shaft. It can protect flat roller and gearing device while over loading. No need to change new blotter.3.水平辊架为龙门式结构,其中:开口成型:4机架闭口成型:3机架The structure of level mill frame is square type:(open molding):four racks(closed molding):three racks4.立辊架为滑槽式结构,其中:双立辊导向,手动调节同时开合和对中;配立辊上下调节机构;The structure of vertical mill frame is stool typeDouble mill frame oriented, manual adjustment to opening and closing and centringEquipped with vertical mill frame to adjust institution5.换辊方式:侧拉式;Exchange mill frame type:side pull type6.机架润滑:水平辊架后端排架使用油枪油脂润滑,配加油嘴;Rack lubrication: vertical mill frame use grease lubrication in the end ,equipped with oil nipple.4、焊接设备(机械部分)Welding equipment(mechanical part)4.1、焊缝导向机架:(1套)导向辊由上下两个辊子组成,中间装有导向刀片,焊缝角度通过螺杆调节;Welding line oriented rack :( one set) guide rollers consist of up and down two rollers. Orientedblade in the centre, welding angle adjust by screw.4.2.焊接挤压辊机架:(1套)四辊式(上辊架可拆卸),压辊加压将熔融的金属挤压并焊合在一起;Pinch roller rack: (one set) four roll type, help molten metal to weld together through forcing roll.4.3.侧挤压辊轴装辊直径:φ65mm;Side pinch roller diameter:φ65mm;4.4.外毛刺去除装置(1架)装有可交替使用的前后刀具座,手轮调整刀具的高度和横向位置并加装有气动快速进退刀装置;Burr wiped out device (one set) is equipped with base of around tool which can adjust height and landscape orientation.4.5.下支承部分:硬木板支承,高度可调;可保证焊缝切削光滑平整Part of below supporting: hard board supporting, height-adjustable, ensure welding line smooth4.6.磨光辊机架:(1架)立辊式,手动调节开合和对中Polish roller rack :( one set) vertical, manual adjustment to opening and closing and centering4.7.冷却装置型式:喷淋和溢池联合式Coolant mechanism type: combine spray and spill pool5、定径机架Sizing frame5.1定径要求:管径:φ50~φ165mm壁厚:圆管2.0~6.0mm;Sizing request:Outer diameter:φ50~φ165mmWall thickness:Round pipe 2.0~6.0mm;5.2定径机架规格Specification of sizing frame:5.3定径机架机构要求:Requirement of sizing frame:1.换辊方式:侧拉式Exchange rollers:side pull type2.上辊调整:左右单独调整Adjustment of upper roller:independent adjustment3.立辊架为滑槽式结构,双立辊导向,手动调节同时开合和对中;并带上下调节机构;The structure of vertical mill frame is stool type, double vertical rollers oriented, manual adjustment to opening and closing and centering, Equipped with vertical mill frame to adjust institution;4.机架润滑:水平辊架后端排架使用油枪油脂润滑,配加油嘴;Rack lubrication: vertical mill frame use grease lubrication in the end, equipped with oil nipple.5.4(土耳其头)矫直装置作用:矫直钢管平直度,引导钢管正确进入飞锯,也可对方距管进行整径;结构:四辊土耳其头,分别上下、左右调整和旋转调整;数量:两架单面土耳其头;矫直钢管直径钢管壁厚(turkey head)straightening deviceFunction: straightening glancing flatness, and let steel tube correct enter into fly saw.Construction: four roller tops of turkey.Quantity: two single face tops of turkeyStraightening steel tube diameter:φ50~φ165mmWall thickness:2.0~6.0mm6、电脑飞锯机型式:微机定尺飞锯用途:1.确定钢管定长切断位置,并能快速起动使切断设备与作业线速度同步;2.维持切断设备与作业线速度同步,切断机构动作切断钢管;3.快速复位控制方法:微机控制电机通过减速箱传动齿轮齿条驱动飞锯小车;切割方式:热摩擦金属锯切锯车最大运行速度:50m/min锯切管径:φ50~φ165mm锯切管壁厚:≤6.0mm切割精度:±3mm定尺长度:4~10m锯片规格.:φ1000×120×6.0锯片转速:3400rpm锯切电机:75KW跟踪电机:22KW气动系统:0.4~0.7MpaComputer fly sawType:PC to fix fly sawPurpose:Confirm steel tube fixed length and off-position, and quickly start to cut off the equipment and operating line in the same speed.Keep the equipment cut up and operating line in the same speed, and cut up the steel tube.Rapid reset;Control method: The microcomputer control motor drive fly saw car through the reducer drive gear rack Incise type:hot friction saw cuttingThe maximum running speed:50m/minSaw cutting diameter:φ50~φ165mmSaw cutting pipe thickness:≤6.0mmCutting recision:±3mmCut lengths:4~10mBlade spec.:φ1000×120×6.0Saw rotate speed :3400rpmSaw cutting motor:75KWTrack motor:22KWPneumatic system:0.4~0.7Mpa7、后辊道架支架结构形式:采用型钢焊接结构架标高:与管件轧制、飞锯下料中心标高一致;托辊形式、材料:托辊为平辊,材料:45#钢淬火镀硬铬,使用寿命长,不划伤钢管托辊运转动力:采用5KW电机拖动,可满足不同生产速度的需求;翻料方向:管件前进方向Back mill frame rackRack type: a dopt structural steel to weldElevation: the same as bottom diameter of pipe rollRoller form, material: supporting roller is vertical roller whose material is 45#hard chromium plating. It has long service life and won’t scratch the steel tube.Power of supporting roller: Adopt 5kw motor which can meet different production speed needsTurning direction: the same as pipe heading.四、传动系统整个机组采用成型机组和定径机组独立传动,各系统的主电机通过减速箱、齿轮箱(螺旋伞齿轮传动)、万向传动轴拖动水平辊;立辊为无动力辊。