冷轧薄板厚度检测及其自动控制(英)(DOC)
产品手册(中英对照)
公司拥有装备世界先进检验设备的检化验中心,为供应出高质量的冷轧带钢产品做出了有力保障。我公司的冷轧连退产品、热镀锌产品均按照国内及国际先进企业内控标准组织生产,产品可按照首钢企业标准Q/SGZGS及国际标准(如DIN, EN, JIS and ASTM)供货。
The testing centerofour companywhich hasworld-class level equipments provides guaranteesfor the high qualitiesof cold-rollingstrips. Annealed coldrollingstrips and Hot-dip galvanized strips aremanufacturedunderadvancedstandards home and abroad, products could besupplied according to Shougang enterprise standards Q/SGZGS andinternational standards (as DIN, EN, JIS and ASTM).
BEIJING SHOUGANG COLD ROLLING CO., LTD. Located near the capital international airport of LIQIAO TOWN,SHUNYI DISTRICT-the green international port, which has 730 000 square meters floor space, is a modernized cold rolling factory that reaches advanced standards ,The manufacture unit includes one continuous pickling line coupled to 5-stand tandem cold mill, one continuous annealing line, two continuous galvanizing lines, two re-reeling lines, two semi-automatic packing lines.
厚度自动控制系统
板带箔轧制的厚度自动控制系统金属加工产品广泛应用于建筑业、容器包装业、交通运输业、电气电子工业、机械制造业、航空航天和石油化工等各工业民用部门,其生产和消费水平已成为衡量一个国家工业发达程度的重要标志之一。
作为有色金属加工行业的设计研究单位,洛阳有色金属加工设计研究院早在1989年就自行设计研制出1400mm、1200mm、1300mm、1450mm、800mm 等各型全液压不可逆铝带箔冷轧机,1300mm 可逆铝带坯热轧机,560mm、850mm 全液压可逆铜带冷轧机,以及可逆钢带冷轧机的自动厚度控制配套系统,并积极开展铝板带箔厚度自动控制系统的开发研制工作,在吸收消化国外同类产品先进技术的基础上,先后开发出AGC-Ⅲ型到AGC-Ⅶ型厚度自动控制系统,厚控精度高,系统稳定。
广泛用于铝、铜加工及钢铁加工行业的各类板带箔轧机上,深得用户好评(参见厚控系统用户表)。
板带材在轧制过程中的厚度变化,既与轧件的塑性变形抗力、厚度等因素有关,也与轧制工艺规程及轧机机架的刚度有关,下面对板带材轧制厚度自动控制原理作一简述。
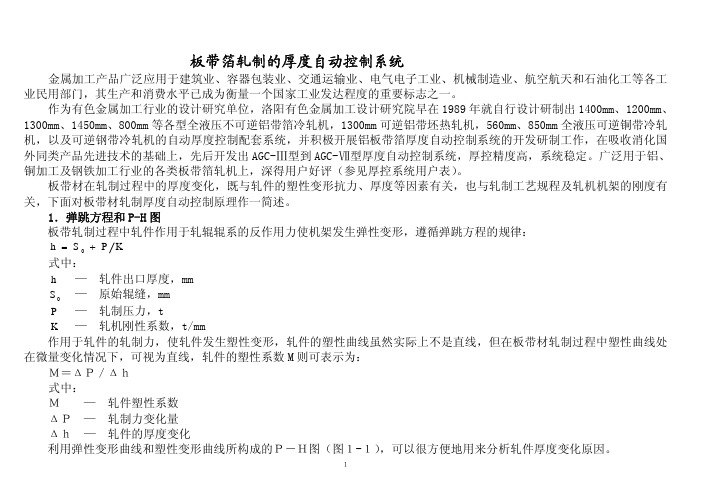
1.弹跳方程和P-H 图 板带轧制过程中轧件作用于轧辊辊系的反作用力使机架发生弹性变形,遵循弹跳方程的规律:K P S h 0+=式中:h — 轧件出口厚度,mm0S — 原始辊缝,mmP — 轧制压力,tK — 轧机刚性系数,t/mm作用于轧件的轧制力,使轧件发生塑性变形,轧件的塑性曲线虽然实际上不是直线,但在板带材轧制过程中塑性曲线处在微量变化情况下,可视为直线,轧件的塑性系数M 则可表示为:M=ΔP/Δh式中:M — 轧件塑性系数ΔP — 轧制力变化量Δh — 轧件的厚度变化利用弹性变形曲线和塑性变形曲线所构成的P-H图(图1-1),可以很方便地用来分析轧件厚度变化原因。
图1-1 弹性塑性变形的P-H图2.影响厚度变化的因素2.1 轧件的尺寸及性能的影响在其他条件不发生变化的情况下,轧件出口厚度的变化与其入口厚度的波动是成正比的,如图2-1所示,如果轧件入口厚度由0HH→,则会产生厚度波动h∆。
厚度自动控制系统概述

厚度自动控制系统概述概述厚度自动控制系统(agc),是英国钢铁协会于20世纪40年代末50年代初发明的,该方法称之谓biraagc。
之后日本、德国、美国等发明了测厚计型agc,称之谓gmagc。
bisraagc控制模型中只有轧机参数m,没有轧件参数q,从理论上讲是不完备的。
采用传统轧制力预报模型计算,最大偏差多在20%以上,所以传统的常规的数学模型不能提供足够精确的近似值。
即使采用自适应技术,利用实测数据重新计算模型参数,但由于模型本身结构的限制,也难于适应实际生产过程。
随着钢铁产品应用领域的激增,对钢铁板拎产品的规格和质量都明确提出了更高建议,而合金钢设备的自动化掌控水平就是关键,它的性能影响产品的精度和生产率。
现代化轧机的水平主要彰显在高速、高效率、高精度等方面,厚度精度就是板材最重要的技术指标。
根据建议的板材厚度,设计最合适的掌控方案,去同时实现厚度自动控制(automaticgaugecontrol)。
目前,板厚自动控制技术(agc)已日益成熟,纵向厚差的控制精度基本得到了解决。
现代控制理论及智能控制理论与技术也被广泛地应用于轧制过程中的厚度控制。
己经取得了巨大成果和经济效益。
为了同时实现轧件的自动厚度掌控,在现代板带轧机上,通常装有液压甩下装置。
使用液压压下的自动厚度控制系统通常称作液压agc。
agc系统包含三个主要部分:1测量薄部分:主要就是检测得到的轧件实际厚度;2厚度比较和调节部分,主要是将检测得到的轧件实际厚度与给定厚度比较,得出厚差,此外,根据具体情况和要求,转换和输出辊缝调节量讯号;3辊缝调节部分:主要是根据辊缝调节讯号,通过压下装置对辊缝进行相应的调节,以减少或消除轧件的厚差基本概念1自动化:主要就是指用无人化成目标的自动化技术。
它就是在生产现场为并使生产合理化而展开的自动操作方式和自动化技术的缩写2耦合刚度:实际工程中联接件或车轴的刚度值随输出功率的变化,它就是激振频率的函数.通常在转子动力学分析中,滚动轴承的刚度值使用统计数据,其范围为1×106~1×109nm,或使用某些经验公式并作估计3压下有效系数:空载辊缝该变量与它所引起的带钢实际轧出厚度的变化量比值4弹跳方程轧件出口厚度与完整辊缝及轧机跳跃量之间的关系,5:秒流量控制:利用轧机入口和出口带材长度及带材入口厚度几个测量结果,计算出轧出的带材厚度6相对值agc:挑质软头某一实际合金钢厚度值做为目标厚度,然后在合金钢掌控过程中,已检测出来的出口辊缝值和合金钢压力的增量信号去掌控厚度,并使质软的厚度都被掌控在改为目标厚度范围之内,从而并使时程质软达至掌控同板差目的控制系统7板带材钢卷包装对冷轧生产效率和产品质量的影响冷轧薄板(包括:电工钢板、不锈钢板、彩板和镀锌板等)通常的供货状态或是按一定规格剪成的板材,或是成卷的带材(统称为板带材)原理厚度自动控制就是通过测厚仪或传感器对质软轧出厚度展开已连续的测量,并根据实测值与取值值相比较后的偏差编号,借助掌控电路和装置或计算机的功能程序,发生改变甩下边线,合金钢压力,张力,合金钢速度等,把厚度掌控在容许偏差范围内的方法。
轧制厚度及板型控制
轧制厚度及板型控制导读:就爱阅读网友为您分享以下“轧制厚度及板型控制”资讯,希望对您有所帮助,感谢您对的支持! 厚度自动控制和板形控制项目1 板带材轧制中的厚度控制项目2 横向厚差与板形控制技术项目1板带材轧制中的厚度控制一、厚度自动控制的工艺基础 1.p-h图的建立(1)轧制时的弹性曲线轧出的带材厚度等于理论空载辊缝加弹跳值。
轧出厚度:h=S0 +P/K―――轧机的弹跳方程S0 ――空载辊缝P――轧制压力K――轧机的刚度系数根据弹跳方程绘制成的曲线(近似一条直线)――轧机弹性变形曲线,用A 表示。
A(2)轧件的塑性曲线根据轧制压力与压下量的关系绘制出的曲线――轧件塑性变形曲线,用B表示。
B(3)弹塑性曲线的建立将轧机弹性变形曲线与轧件塑性变形曲线绘制在一个坐标系中,称为弹塑性曲线,简称P-h图。
注意A线与B线交点的纵坐标为轧制力A线与B线交点的横坐标为板带实际轧出厚度2. p-h图的运用由p-h图看出:无论A线、B线发生变化,实际厚度都要发生变化。
保证实际厚度不变就要进行调整。
例如:B线发生变化(变为B‘),为保持厚度不变,A线移值A',是交点的坐标不变。
C线――等厚轧制线作用:板带厚度控制的工艺基础板带厚度控制的实质:不管轧制条件如何变化,总要使A 线和B 线交到C线上。
p-h图二、板带厚度变化的原因和特点影响板带厚度变化的因素:1、轧件温度、成分和组织性能不均匀的影响温度↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓变形抗力对轧出厚度的影响2、来料厚度不均匀的影响来料厚度↓→压下量↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓来料厚度对轧出厚度的影响3、张力变化的影响张力↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓张力对轧出厚度的影响4、轧制速度变化的影响通过影响摩擦系数和变形抗力来改变轧制压力。
摩擦系数↓→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓摩擦系数对轧出厚度的影响5、原始辊缝的影响原始辊缝减小,板厚度变薄。
6.轧制过程控制--第六篇--厚度自动控制系统

《板带钢轧制过程控制》(第六篇 厚度自动控制系统)
2013年4月9日1时54分/machine/
张晓峰、张清东
各 机 架 间 张 力 变 化 影 响 系 数
10
[ (Dt/t)i /(Dv/v)2 ]
而增加第2 架的轧辊速度,会使第1 和第2 机架间的张力增大,使第2 和第3 机架间的张力 减小。对于第3 至第5 机架的轧辊速度具有与第 2 机架轧辊速度相同的趋势,增加某一机架轧 辊的速度均会使该机架的后张力增加、前张力 减小。
辊速张力控制 无张力控制
[ (Dh/h)5/(DS/h)i ]
0.2
0 1机架
2 机架
3 机架
DS h 3
4 机架
DS h 4
5 机架
DS h 5
DS h 1
DS h 2
各机架辊缝变化
各机架辊缝变化对产品厚度的影响
3
《板带钢轧制过程控制》(第六篇 厚度自动控制系统)
2013年4月9日1时54分/machine/
张晓峰、张清东
6.3 连轧厚度变化规律 (1)对连轧机各机架出口厚度的影响 A)入口来料厚度对各机架出口厚度的影响
入口来料厚度的变化按相同的比率影响各架出口轧件厚度,也就是如果入口侧厚度 呈阶梯形变化,则第1机架出口轧件厚度将发生变化,其比率也将持续到后面机架。
《板带钢轧制过程控制》(第六篇 厚度自动控制系统)
2013年4月9日1时54分/machine/
张晓峰、张清东
各 机 架 产 品 厚 度 变 化 影 响 系 数
0.4
由下图可知,进行定张力控制时(第1种情况),后部机架 辊缝变化对产品厚度有影响,而不进行张力控制时(第2种情 况) ,给产品厚度造成影响的是第1机架辊缝,其他机架辊缝 的变化对产品厚度几乎不产生 影响。
4 厚度自动控制——AGC

(3)实际轧出厚度随来料厚度H而变化 的规律 当来料厚度H 发生变化时,便会 使B曲线的相对位 置和斜率都发生变 化 ⇒ h,即有: H ↑ ⇒h↑
(4)实际轧出厚度随润滑条件、轧制速
度而变化的规律 ① 当减小摩擦 系数时,轧制压 力会降低,可以 使得带钢轧得更 薄,即: f↓ ⇒ h↓。
② 轧制速度对实际轧出厚度的影响, 主要是通过对摩擦系数的影响来起 作用的,当轧制速度增高时,摩擦 系数减小,则实际轧出厚度也减 小,反之则增厚。
0 F m
4. 活套补偿系统 (压下补偿系统、速
度补偿系统) (1)原因:当AGC系统移动压下而改 变辊缝进行调厚(即调压下厚控)时, 必然使压下率变化,从而影响前 滑和后滑,改变带钢出口和入口速度。 这种现象将干扰活套的工作,而活套 的动态调节又将反过来影响调厚效果 ⇒ h波动
三、P-h 图的用途 1. 分析轧机刚度对轧件厚度的影响 2. 分析各种轧制工艺条件对轧件厚度的 影响 3. 可作为对轧机辊缝预设定的工具 4. 是板带材厚度控制的基础和依据
厚控的基本思想——通过采用合 适的厚控方法,使线A与线B的交点始 终落在一条垂直线上,这条垂线称为 等厚轧制线。因此,板带厚度控制实 质就是不管轧制条件如何变化,总要 使线A与线B交到等厚轧制线上,这样 就可得到恒定厚度(高精度)的板带 材。
实现厚度自动控制的系统——AGC。 根据轧制过程中对厚度的控制方式不 同,AGC的基本形式有:反馈式、厚度 计式、前馈式、监控式、张力式、金属 秒流量式 、相对值式、绝对值式 、动态 设定式和各种补偿系统等十种。
一、反馈式厚度自动控制的基本原理 1. 控制原理 2. 数学模型
∆S 0 = (1 + M / K m )∆h
四、监控式厚度自动控制的基本原理 1. 使用意义:对于采用P-AGC、张力式、液 压式的轧机或机组,由于轧机方面的原因可 能导致误操作而进行弥补,以保证厚度精度。 2. 控制原理:用设置在出口侧的高精度X-射线 测厚仪或同位素测厚仪所测得的厚度实测值 与设定值进行比较∆hX ,按照金属秒流量相 等的原则推算出各个机架的轧出厚度偏差, 作适当的压下或张力调节,对各机架的 AGC系统进行监控修正,来提高成品带钢 的厚度。
冷轧厚度自动控制系统控制方法

C omputer automation计算机自动化冷轧厚度自动控制系统控制方法孙 凯(山信软件莱芜自动化分公司,山东 莱芜 271104)摘 要:在钢铁生产的过程中,板带比也就是板带产品在钢铁总产品当中的比重,这个参数主要是对钢铁的生产水平进行衡量的,是非常重要的一个指标,我国现在的板带比已经可以控制在50%左右,但是一些发达国家,他们的生产技术较高,可以将板带比控制在60%,甚至控制到70%,板带产品当中板厚精度是非常重要的一项质量指标,可以进一步对产品质量进行规范,让他们的产品在市场竞争力方面大幅度提高,所以一定要对其精度进行控制,保证板厚AGC系统的可靠性,本文重点对冷轧厚度自动控制系统控制方法进行研究和分析。
关键词:冷轧厚度;自动控制系统;控制方法中图分类号:TK115 文献标识码:A 文章编号:11-5004(2018)05-0099-21 冷轧厚度控制概述1.1 影响带钢厚度波动的原因冷轧带钢厚度的波动,主要是由于轧制压力的波动而产生的,对杂质压力波动的产生影响的原因多种多样。
1.1.1 带钢方面的原因带钢的化学成分组织不均匀,带钢在轧制的过程中速度产生变化,都会严重影响带钢厚度的变化,与此同时,冷轧坯料的尺寸变化也会影响带钢的厚度。
1.1.2 轧机方面的原因轧辊的磨损、偏心运转以及热膨胀的问题也会在一定程度上导致带钢的厚度出现一定的波动。
1.1.3 轧制工艺方面的原因冷轧轧制的过程中,带钢的杂质速度、前后张力、摩擦系数等变化和波动都是导致厚度出现波动的重要原因。
1.2 冷轧带钢厚度的自动控制方式1.2.1 常用厚度控制方法对冷轧带钢进行厚度控制的常用方法有以下几种,对轧制速度等参数进行一系列的调整,对张力进行一定的调整,对压下进行一定的调整,压下装置通常条件下通过液压压下以及电动压下相互结合,共同组成的,另外还有液压压下和阶梯电共同结合组成的两种,电动压下和液压压下进行结合的压力方式,主要是在一些中厚板轧机和粗轧机当中使用,而液压压下和阶梯电进行结合的压下方式,主要应用于一些冷连轧机组和热连轧机组当中。
不锈钢冷轧的板形测量和控制技术
Kc(i+1)=YQf(1+1)+△KIL(i+1)
Y矗f L{I)=Y壶(;+1)+AYBEL(i+1) 板形调整装置的设定值通过教学模型计算而 得,但模型对工艺过程的描述并不完整和精确.因 此运行时必须不断修正模型参数,应该说用这种 方法控制的精度目前已达到极限值。源于人工智 能的神经元网络技术与传统的数学模型方法的结 台.增强了整个过程的准确性。新方法系统地、重 复地观察事件和正在运行的参数曲线,收集经验 数据,这些数据支持数学模型,甚至可以替代模 型。这就是神经网络拉术的最大特点,印学习功 能。通过训练,收榘多参数变最的数据。训练结 果可南~个用方燕表示的偏差雨数来衡量,即E
=∑(Y—Y。)2。不断改变网络巾输人参数的加 杈系数,得到最小偏差E.训练结京。这种训练很 映完成.可以在改变轧制产品规格参数的当卷就 完战。极形控制的冲经网络技术的开发已接近完
一89~
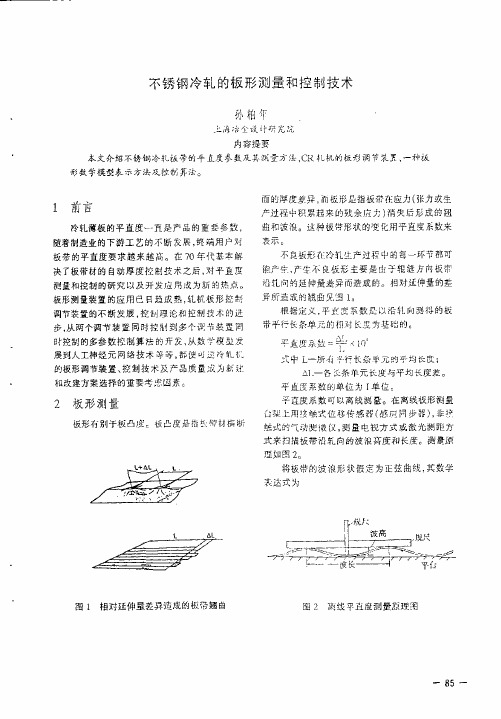
扳带的板形通常呈对称分布。四个调节装置 对板带沿宽度方向的平直度的影响各不相同,而 且受到板带宽度影响。根据资料的试验数据,中 问辊弯辊力对平直度影响较小,而且主要对板带
区段沿用长设置若干测力传感器,测量区段板带
的张力的径向分力。根据板带在测量辊上的包 角,可将径向分力转换成板带张力,每一区段板带 张力与平均张力的差就构成了沿宽度方向的张力 分布曲线,根据转换关系可直接转换成平直度分 布曲线,可在测量仪的显示屏上显示。见图3和 图4。
啦等
竽=(劣)2称为延伸率。由此可见,平直度
划 鲁
巴
∞
q
压力博意嚣
篁 州 埘 捌 斗
∞蚰∞o锄枷 蚰∞o锄郴啪如 。如,舢种
疆压缸
图¨ 圈9 CR轧机布置示意图
Y卧Y∞、YQI对平直度的彩响
一88~
厚度自动控制

厚度自动控制系统简介1厚度自动控制各部分组成及其简介正如我们在主操台上会看到一个标有AGC的按键。
AGC(Automatic Gauge Control)也就是厚度自动控制。
我们的厚度自动控制是通过液压压下来控制的,所以称之为液压AGC。
液压AGC不仅惯性小、相应速度快、控制精度高,而且还可以进行机座当量刚度的控制。
AGC系统主要包括三个部分,测厚部分、厚度比较和调节部分、辊缝调节部分。
1.1测厚测厚主要是检测带钢的实际厚度,我们通过测厚仪来进行测量。
值得提一下的是,我们公司采用的测厚仪为X射线测厚仪,它是一种非接触式测厚仪,其他的还有激光测厚仪、超声波测厚仪等等。
X射线测厚仪利用X射线穿透被测材料时,X射线的强度的变化与材料的厚度相关的特性,从而测定材料的厚度。
我们在进行测量时需要选择所轧制带钢的合金号,因为根据材料的不同其测量结果也有所不同。
当然没有完美的仪器,这种测厚装置存在着误差,所以在生产过程中我们有必要打标板来进行纠正。
另外它的发射方式为定向发射,虽然在周围会有一定的辐射量,但不足为虑。
1.2厚度比较和调节厚度比较和调节部分,主要是将检测得到的带钢实际厚度与带钢给定厚度比较,得到厚度差,并根据实际情况和要求,转换和输出辊缝调节量讯号。
下文会对这部分做详细介绍。
1.3辊缝调节辊缝调整部分,主要是根据上面得到的辊缝调节量讯号进行相应的调整,以达到减小或消除带钢厚差的目的。
我们所采用的调节装置是液压压下调节装置。
对于其调节装置AGC液压刚的工作原理,结构与特点这里不予介绍,有兴趣的同学可前往技术部借取相关资料,也可在我这借阅私人资料。
2厚度自动控制的分类及其简介根据轧件的测厚方法,AGC可以分为三类,直接测厚法的AGC,间接测厚的法AGC(P—AGC)和预控AGC。
我们厂采用的厚度控制方法是P—AGC和预控AGC 相结合的控制方法。
本文仅介绍P—AGC和预控AGC。
2.1间接测厚法的AGC(闭环控制)这种AGC是利用轧制力P来间接测量轧件厚度,所以又称为P—AGC。
冷轧钢板厚度在线测量系统共24页文档
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
冷轧钢板厚度在线测量系统
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
厚板轧机的“自动厚度控制”(AGC)系统

第一章系统介绍Davy国际提供的厚板轧机的“自动厚度控制”(AGC)系统AGC控制装置取代了早期的压下螺丝系统。
新系统为轧辊辊缝和轧制负荷闭环控制提供了全部需要的功能;包括利用来自规程计算机信息对钢板间和各个道次间辊缝的设定,以及轧制中尺寸误差的动态修正功能。
液压控制是利用新的轧辊负荷油缸和设备提供数字位置反馈信号的数字位置传感器以及用来进行负荷测量的压力传感器执行的。
装在轧机牌坊上的延伸仪还可提供轧制负荷作为备用。
有两种方法用于现有压下螺丝闭环位置控制。
第一个方法,长行程绝对位置传感器装在每个压下螺丝中心一下:第二个方法,解析仪齿轮箱装在每个压下螺丝驱动电机涡轮上。
主要特点:压下螺丝位置控制环路液压位置和负荷控制环路轧机弹跳补偿用测量仪控制采用轧出侧r射线测厚仪进行“厚度误差修正”(只用于最后道次)。
带彩色监视器(In Touch MMI)和常规键盘的操作者控制站。
带Borland Paradox 数据库的数据处理PC。
自动调零和轧机弹跳校验。
带In Touch MMI的工程师接口PC机。
带有测厚仪,用来装载每块钢板设定信息的串行接口。
带有泵装置PLC的控制接口AGC系统的目标就是用控轧和非控轧工艺经过数个道次产生出有处于严格公差范围的钢板。
系统的组成AGC系统控制柜这是个双室柜,内有液压AGC系统用中央处理设备。
包括以下主要分系统:单机架控制器(SSC):这是个VME分机架为基础的分系统,包括各种处理器和接口模块。
DDC处理器根据AGC处理器提供有设定值和动态参考值进行液压油缸的闭环控制。
AGC/ LAN处理器经过液压油缸和压下螺丝进行轧制负荷和辊缝的自动闭环控轧。
此处理器利用来自规程计算机信息设定钢板间/道次间的辊缝,还可在轧制过程中修正厚度误差。
提供了各种操作者选择控轧方式,包括有测厚仪或没有测厚仪的负荷控制、位置控制,和厚度误差反馈。
该处理器还处理轧机弹跳校验和负荷调零。
AGC/LAN 处理器还可经过局部区域网络(LAN)提供SSC分系统、系统文件服务站和所有外围主机之间的以太网络和英特网络间的连接。
冷轧机厚度控制系统的研究及应用
冷轧机厚度控制系统的研究及应用冷轧机是一种用于金属材料加工的重要设备,它能将热轧板材进行冷轧加工,使其达到所需的厚度和尺寸。
冷轧机的厚度控制系统在冷轧过程中起着关键作用,能够确保产品的厚度稳定、精确。
本文将探讨冷轧机厚度控制系统的研究及应用。
冷轧机厚度控制系统主要由传感器、控制器和执行器组成。
传感器负责测量冷轧板材的厚度,将数据传输给控制器进行分析和处理。
控制器根据设定的厚度指标,通过操纵执行器来调整辊间压力,从而控制冷轧板材的厚度。
冷轧机厚度控制系统需要具备快速、精确、稳定的特点,以满足不同厚度要求的加工需求。
冷轧机厚度控制系统的研究与应用主要涉及以下几个方面。
首先,研究冷轧机厚度控制系统的算法和模型。
通过建立数学模型和控制算法,可以实现对冷轧板材厚度的精确控制。
例如,可以采用PID控制算法,结合前馈控制和模糊控制等技术,提高控制系统的动态响应和稳定性。
其次,优化冷轧机的结构和参数。
冷轧机的结构和参数对厚度控制系统的性能有着重要影响。
通过对辊的布局、辊径和辊间间隙等参数进行优化,可以提高冷轧机的控制精度和稳定性。
此外,改进传感器的测量精度。
冷轧板材的厚度测量是厚度控制系统的基础。
通过改进传感器的测量精度和抗干扰能力,可以提高冷轧机厚度控制系统的性能。
最后,实际应用中,冷轧机厚度控制系统还需要考虑到工艺、物料和环境等因素的影响。
例如,不同材料的冷轧加工需要采用不同的控制策略,以确保厚度控制的精度和稳定性。
综上所述,冷轧机厚度控制系统的研究和应用对于提高冷轧加工的质量和效率具有重要意义。
通过不断改进和优化厚度控制系统的算法、结构和传感器,可以实现对冷轧板材厚度的精确控制,满足不同材料和厚度要求的加工需求。
冷轧钢板形自动控制技术
冷轧钢板形自动控制技术
1近年来,自动控制技术在各行各业都有着广泛的应用近年来,随着工业自动化的发展,自动控制技术在各行各业都有着广泛的应用,其中,冷轧钢板形状自动控制技术尤其重要,它可以在无需人工干预的情况下,使冷轧钢板形状完美,从而提高生产效率,缩短交货期和提高产品质量,是冷轧钢板生产的关键技术。
2主要技术原理
冷轧钢板形状自动控制技术主要包括称重控制、光补偿控制、型腔温度控制以及流体弹性控制等技术。
其中,称重控制是冷轧钢板开敞机运行时最主要的技术控制原理,它可以与计算机实现实时监控,根据实时获取的称重信息,自动调节机器潮诸组合,以此保证冷轧板材的形状完美。
3其他控制技术
光补偿控制是冷轧钢板形状自动控制技术中应用最广泛的一种技术,光补偿可以根据现场实施轧制板材表面的弯曲状态,实现测量精度高、满足客户不同要求的功能。
此外,型腔温度和流体弹性控制也是冷轧钢板形状自动控制中重要的技术要素。
型腔温度控制是冷轧機械工艺中重要的控制指标,流体弹性控制则是实现冷轧钢板光滑披露的关键技术。
4结论
自动控制技术的应用使冷轧工艺的生产效率大大提高,冷轧钢板形状自动控制技术则在冷轧钢板质量控制方面发挥着重要作用,它不仅可以保证冷轧钢板形状正确,还可以提高钢板的表面平滑度、硬度,使产品质量得到更大的保证。
冷轧薄板的外形 尺寸允许偏差 表面质量及检验基本要求

冷轧薄板的外形尺寸允许偏差表面质量及检验基本要求1 .范围本标准适用于冷轧薄板厂外购热卷原料,中间产品和最终成品的外形、尺寸允许偏差及表面质量要求。
2.原料2.1 原料的尺寸、重量、化学成分和力学性能等技术参数须符合热卷原料采购标准、合同及相关技术协议的要求。
2.2 原料热卷外形单侧塔形高度、层间不齐度和卷芯溢出边应符合表1的规定。
表1 单侧塔形高度、层间不齐度和卷芯溢出边2.3 钢带边部不允许有破边,但允许有轻度窝边,窝边与板面夹角>90°。
3 中间产品3.1 酸洗产品3.1.1 外观质量钢卷无舌形头尾,单侧塔形高度,层间不齐度和卷芯溢出边应符合表2的规定。
表 2 单侧塔形高度、层间不齐度和卷芯溢出边带钢边部不允许有破边,但允许有局部少量的窝边,窝边与板面夹角>90°。
3.1.2表面质量:酸洗后为银白或灰白色,不得有欠酸洗(尚有残余氧化铁皮)和过酸洗(表面粗糙、凹凸不平或钢带厚度变薄)现象。
烘干后不允许有未烘干的漂洗水卷入钢卷。
酸洗后48小时之内无锈蚀现象。
3.1.3 酸洗后钢卷包装要求周向包装,打包带不少于一道。
3.2 冷轧产品3.2.1 冷轧后钢带厚度允许偏差应符合表3的规定。
表 3 厚度允许偏差 mm注:钢带头尾20m内厚度允许偏差最大不得越出表中的允许偏差量的1倍,厚度有效测量部位应距边部≥25mm。
3.2.2 外观质量单侧塔形高度≤30mm,卷芯溢出边≤10圈且高度≤100mm,不得有松卷、扁卷、燕窝及起筋现象。
3.2.3 表面质量板面无肉眼可见乳化液残迹;表面存在的麻点、划痕、气泡、夹杂、裂痕、轧辊压痕等现象。
按严重程度分为二类:单面其深度小于表3允许偏差量的1/2且少量为轻度,反之为重度;冷轧后24小时之内表面无锈蚀。
3.2.4 板形质量板形质量按其程度分为良好、轻、重三类。
带钢运行中表面直观上基本无可见浪形为板形良好。
带钢运行中表面直观上有轻微可见浪形,但停车后无明显浪形,为轻度板形质量问题。
冷轧钢板厚度在线测量
为了克服带材不够平整或运行过程中上下波动的影响, 在带材的上、下两侧对称地 设置了两个特性完全相同的涡流传感器S1、S2 。 S1、 S2与被测带材表面之间的距离 分别为x1和x2。 若带材厚度不变, 则被测带材上、 下表面之间的距离总有x1+x2=常数 的关系存在。两传感器的输出电压之和为 2Uo数值不变。 如果被测带材厚度改变量为 Δδ, 则两传感器与带材之间的距离也改变了一个Δδ, 两传感器输出电压此时为2Uo+ΔU。 ΔU经放大器放大后, 通过指示仪表电路即可指示出带材的厚度变化值。带材厚度给定值 与偏差指示值的代数和原理图就是被测带材的厚度
2、测量原理与方法说明 (1).测量原理 如图1所示,在金属板一侧的电感线圈中通以高 频激励电流I1时,线圈将产生高频磁场,由于集肤效 应,高频磁场作用于金属板表面薄层,并在这薄层中 产生涡流。涡流I2又会产生交变磁通Ф2反过作有 于线圈,使得线圈中的磁通Ф1发生变化而引起自感 量变化,在线圈中产生感应电势。电感的变化随涡 流而变,而涡流又随线圈与金属板间距x而变化,因 此可以用高频反射式涡流传感器来测量位移x的变 化。
• 至此,输出信号通过放大、整流、差放电路和指示仪表即 可显板材的厚度
四、激光测厚
1 测量原理
•
用一束激光照射到被测物面上,由物体表面散射光成像,通过光电传感器 CCD(电荷耦合器件)将像信号转换为电信号测出其像点位置。物面移动时, 因像点相应移动,由此即可求出位移量。在检测过程中,用激光上下表面双三 角法,准确地测量运动物体的厚度。 激光测厚仪是由激光器、成像物镜、信号处理机和光电位敏接收器来显示 测量结果的,在测量的过程中,激光束会在被测量的物体的表面形成一个光斑, 然后成像物镜会将光斑成像到光敏接收器的光敏上,然后产生电信号。此时, 如果被测物体移动了,表面上光斑的位置发生了变化,成像点在光敏器件上的 位置也会发生一定的变化
冷轧钢板检验作业指导书word格式
±0.09
±0.09
±0.11
1.10~1.20
±0.09
±0.10
±0.10
±0.12
1.20~1.40
±0.10
±0.12
±0.11
±0.14
1.40~1.50
±0.11
±0.13
±0.12
±0.15
1.50~1.80
±0.12
±0.14
±0.14
±0.16
1.80~2.00
±0.13
±0.15
±0.15
±0.17
2.00~2.50
±0.14
±0.17
±0.16
±0.18
2.50~3.00
±0.16
±0.19
±0.18
±0.20
10.1.2钢板的宽度允许偏差应符合表3的规定
表3:钢板的宽度允许偏差单位:mm
公称宽度
宽度允许偏差
≤1000
+6
>1000
+10
10.1.3钢板的长度允许偏差应符合表4的规定
4.5复验
当某一项试验结果不符合标准规定时,应从同一批钢板中任取双倍数量的试样进行不合格项目的复验(白点除外)。复验结果均应符合标准,否则为不合格,则整批不得交货。
5、包装
表1:冷轧薄钢板的包装和标志
品
种
包装
包装材料
箱重(t)
标志
冷
轧
钢
板
1、用垫木或其他材料组成托架;
2、用气相防锈纸(不锈钢高温合金等推荐采用)、塑料薄膜依次包裹;
A、表6所列的不平度适用于抗拉强度σb下限不大于485N/mm2(50Kgf/ mm2)的钢板,对于抗拉强度σb下限大于485N/mm2(50Kgf/ mm2),但不大于585N/mm2(60Kgf/ mm2)的钢板不平度的最大值允许比表规定值增加30%。对于抗拉强度σb下限大于585N/mm2(60Kgf/ mm2)的钢板的不平度最大值允许比表规定值提高50%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The Research and Application of Thickness Gauge and the Automatic Control System of Thickness in the Cold Rolled Sheet SteelZhang Lin1Yao Youling2(1、The Automation Department of Laiwu Steel Group,Laiwu ,271104,China; 2、The Cold Rolling Plant of Lai Steel Group, Laiwu,271104,China,+86-139******** lgzgyao@)Abstract: The paper relates the principle and the way of the automatic thickness measurement for cold rolled sheet and type selection of thickness gauge. The construction of the cold rolled sheet thickness automatic control system is discoursed. On the basis of measure result and measured thickness signal, we adopt intelligent control way to achieve the automatic gauge control(AGC) of the feedback AGC、the monitor AGC、the flow rate AGC. Through the emulation practical application of AGC system, its response speed and thickness accuracy all come to national standard, We apply this system on the thickness automatic control system of Laiwu Steel 1500mm cold rolling mill, it satisfies the needs of the user. It has higher economic benefit and promotional value.Keyword:automatic-control cold rolled sheet X-ray measure thickness1、IntroductionThickness accuracy is one important quality so as to obtain high-quality plates and higherindex. The thickness accuracy and evenness have a economic benefit. It is well known that the thick-direct bearing on the plate performance and market ness measuring accuracy is the key factor tosales status. In recent years, domestic and foreign realize the high-accuracy control of plate thickness related enterprises and scientific research institutions On the basis of drawing lessons from the similar plate strengthen the research on the control of plate thickness , the 1500mmUCM cold mill in the cold rolled plant of Shandong Laigang Group selects RM215 X-ray thickness gauge to measure the thickness of cold rolled plate online. It also implements alloy compensation to obtain a good thickness measuring accuracy. It combines with AGC control system to realize high-accuracy thicknesscontrol. The thickness accuracy of cold rolled sheetmeets the national standard and the requirements of users by practical application.2、Thickness measurementThe accurate thickness detection is the key step to produce high-quality cold rolled plate. Therefore, it is a very important work to select thesuitable thickness gauge for measuring the plate thickness.2.1 Model selection of thickness gauges[1]The thickness gauges which are used in strip mill for plate thickness detection can divided into two kinds, namely, contact type and non-contact type according to measuring mode. The contact type thickness gauge, for example, the basic “micrometer”, which is used to measure thickness off-line and is not realizing the closed-loop controlof thickness with the control system. Non-contract type thickness gauge can be used for online continual thickness measurement and carry on data processing, storage and output. It can realize the thickness closed-loop control with the control system conveniently and achieve the purpose of thickness automatic control (AGC). Therefore, at least one non-contract type thickness gauge that canrealize online continually measuring thickness shouldbe equipped on a cold rolled sheetproduction line. The non-contract thickness gauge can be divided into three types generally, namely: (1) optical thickness gauge; (2) isotopic thickness gage;(3) X-ray thickness gauge. Each thickness gauge has its advantages and disadvantages, its advantages and disadvantages are shown in the following table.The rolled pieces are relatively thin(0.1-6mm) , the milling speed is fast (over 15mm/s) and the requirement of measuring accuracy ≯±0.1% to cold rolling mill. In view of the above, the selection of the X-ray thickness gauge can only meet the requirements by combining the comparison of the several thickness gauge in the above table. Considering the radiation hazard of the ray, while measuring, anti-radiation measures should be taken. Furthermore, when it is notmeasuring, ray source will close automatically and it is safe to human body. The plate absorbs one part, it becomes I 1. According to the test, I 1 and I 0 has the following relation:k 1--- it is the mass absorption coefficient of the measured plates, this can be found in the handbook; ρ---it is the density of the measured plates, it canbe found in the metal handbook;h--- it is the measured plate thickness. Combining the equation (1) with (2) 10kh I I e -= (1)1k k ρ=⨯ (2)I 0---it is the X-ray intensity emitting by the raysource;I 1--- it is the X-ray intensity when the raypasses through the plate with the h thickness;k--- it is the linear absorption coefficient ofplates;and converting, we can get:0111ln I h k I ρ= (3) Then, according to the equation, it is very easy toget the thickness value of measured plate on the background computer. The value sends to thickness control system, the computer can realize automatic gauge control (AGC) comparing with the thickness set value in the system.3、Automatic gauge control system3.1 Brief introduction of AGCHydraulic AGC system is the key control system of single stand reversing cold rolled mill, its main function is to complete AGC, eliminate the exit vertical thickness tolerance of strips, maintain the relatively better flatness and ensure the high-speed, highly-efficient and steady rolling of mill. The advantages and disadvantages of the control system have direct relation to quality and rolling yield of cold-rolled products.The hydraulic AGC system is mainly composed of two sets of FM458 control devices, detecting and measuring instruments of roll gap, tension, pressure, thickness, speed, servo system, hydraulic push-up cylinder and other equipments. Its essence is to realize the automatic gauge control of strips by changing the actual position of roll gap, AGC are two parts including inner-loop control and outer-loop control. The system includes h-AGC、H-AGC、MF-AGC、T-AGC etc.3.1.1 Inner-loop controlThe inner-loop control is the control system of roll gap in the mill, it is responsible for the adjustment and control in the rolling process. If the inner-loop control takes the feedback of displacement sensor in screw-down device as the control objective, it is called position control loop –APC. If the inner-loop takes the feedback of pressure sensor in screw-down device as the control objective, it is called pressure control loop – APC. In APC control, displacement sensor of detecting the roll gap position can be installed on the press-up oil cylinder of mill. There are two feedback signals for acquiring the position on the operating side and driving side of mill, then the two signals are averaged to generate a signal standing for the central position. Comparing the average value with the given signal of roll gap, the servo valve is driven by the differential value of the two, the differential value should be close to zero by adjusting the press-up oil cylinder.In AFC control, the pressure sensor installed on the press-up oil cylinder checks the pressure in oil cylinder, after converting, the feedback signal of rolling force for the mill is obtained. The signal compares with the pressure given signal, the differential value of the two is driven the servo valve, the differential value should be close to zero by adjusting the press-up oil cylinder. The pressure control is mainly used for AGC control of pressure – tension, pro-pressing zero adjustment of mill, mill commissioning and fault diagnosis.3.1.2 Outer-loop controlThe outer-loop control is the quality control system of the mill, it is responsible for the thickness control of strip in the rolling process. The outer-loop control includes h-AGC、T-AGC、H-AGC、MF-AGC, outputs the thickness control adjusting signal to inner-loop and adjusts the press-down position of hydraulic pressure to control the finished product thickness.strip3.1.3 Mathematical model of cold rolling thickness[3]The thickness is one of the most key indexes for the overall quality index of cold rolled plate. The compensating measures should be taken to various factors that influence the control accuracy of thickness in order to improve the thickness control accuracy.The following main factors should be considered: ○1 The thermal expansion and abrasion of roll and mill in the milling process of mill;○2 After the rolls are added bending force, it not only causes the changes of section profile of strip, but also influence s the exit thickness in order to improve the profile;○3 After the milling force and bending force are added, the changes of oil film thickness for oil film bearing influence the plate thickness. Therefore, the thickness control can be written as To a specific rolling, while rolling a certain pass, it can be considered that the three variables T 、τb 、τf are constants, so the partial differential is done to the equation (6), the linear part is chosenthe following form:00mo G T p F mP F P F F h S h S h C C C +-=++++++ (4) The equation (4) reflects the influences of rolling force and rolling fore on the rolled thickness. Considering the influence of slight fluctuation of various diameters to be analyzed on exit thickness variation, T o G h S h 、、 can be considered to be invariable.Therefore, the equation (4) can be written as the following incremental form:mp F mF P F h S C C C δδδδδ=+++ (5) In the equation: S δ--set roll gap dynamicvariation quantity.The metallic pressure equation can be written as thefollowing form:P=f(H ,h , τb , τf ,T ) (6) In the equation : H —incoming material thickness; h —exit thickness of rolling pieces; τb — tensile stress of backward machine; T —rolling deformation heat produces temperature rise; τf 一tensile stress of forward machine.and gotten:δP =h hP H H P δδ∂∂+∂∂ (7) Bring the equation (7) to the equation (5), makemathematical manipulation and obtain: δh =1mP F mF P P F S H h C H h C C δδδδδ∂∂⎛⎫++++⎪∂∂⎝⎭ Suppose the stiffness coefficient of rolling pieces plastic deformation is Q, according to the metal plastic deformation principle and beam on elastic foundation theory,=Q h P ∂∂-=H P ∂∂,make thegraphical method ,sort out the above equation and get the thickness model equation: δh =()()P P P m P P P F P mC C C Q S H F F C Q C Q C Q C C Q C δδδδ+++++++ (8)In the above equation, Q can be obtained by calculating the rolling pressure P , incomingmaterial thickness H and exit thickness h ;For the stiffness coefficient of mill C P and stiffness coefficient of bending roll C F 、C m, currently, the methods of actual extruded aluminium plate or copper rod on specific mill and increasing the operation of bending roll force are adopted, then using the theory to calculate and get.4、Actual application effectThe exploited system is applied to automatic gauge control (AGC) of 1500mm six roll reversing cold rolling mill in Laigang. According to the specification of production plan, the thickness curves of 0.37×1000、0.36×1000 and 0.38×1200 finished product pass. The thickness values of finished products are automatically checked bythickness gauge and manually checked by adopting high-accuracy micrometer. To the products of three specifications, absolute errors of their thickness are all within the±0.005mm. These meet the requirements of users and national standard.Figure2 AGC Objective Curve5、ConclusionThe detection method and control means researched in the article is used to control plate thickness of 1500mm single stand reversing cold rolling mill.The system detection is accurate, systemrunning is stable, the response speed is fast, control accuracy is high and it reaches the aim and requirement by the proof of actual application.References[1] Written by V.B. Ginzburg,Translated by Jiang Mingdong and Wang Guodong, High-accuracy Strip Rolling Theory and Practice,, Beijng, Metallurgical Industry Press,2002,110~112。