软包电池设计运算表
软包锂离子电池制作工艺流程详解

软包锂离子电池制作工艺流程详解2018-04-27电动知家1、软包电芯所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。
相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。
金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别出了外壳材料不同,决定了其封装方式也不同。
软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。
软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、A l层与P P层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
A l层就是一层金属A l构成,其作用是防止水的渗入。
锂离子电池很怕水,一般要求极片含水量都在P P M级,所以包装膜一定能够挡住水气的渗入。
尼龙不防水,无法起到保护作用。
而金属A l在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。
A l层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
P P是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。
所以电池的热封装主要靠的就是P P层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。
很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
3、铝塑膜成型工序软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。
成型工序也叫作冲坑(其实个人觉得应该是“铳坑”,但大家都这么写就随俗吧),顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图铝塑膜冲好并裁剪成型后,一般称为P o c k e t袋,见下图所示。
动力电池包技术参数需求表
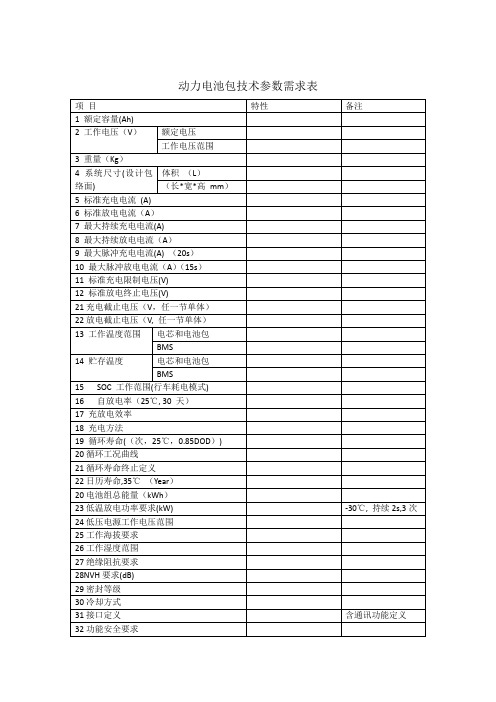
项目
特性
备注
1额定容量(Ah)
2工作电压(V)
额定电压
工作电压范围
3重量(Kg)
4系统尺寸(设计包络面)
体积(L)
(长*宽*高mm)
5标准充电电流(A)
6标准放电电流(A)
7最大持续充电电流(A)
8最大持续放电电流(A)
9最大脉冲充电电流(A)(20s)
10最大脉冲放电电流(A)(15s)
33故障诊断内容
34故障等级定义
35尺寸公差要求
36材料要求
37技术法规要求
38产品认证要求
说明
本表主要用于与整车厂或其他动力电池包需求方进行技术环节沟通使用,以便明确用户的需求.
本表仅作技术协商与沟通使用,不作为正式文件,正式文件请使用合同或技术协议等.
本表由电动车事业部编制.
11标准充电限制电压(V)
12标准放电终止电压(V)
21充电截止电压(V,任一节单体)
22放电截止电压(V,任一节单体)
13工作温度范围
电芯和电池包
BMS
14贮存温度
电芯和电池包
BMS
15SOC工作范围(行车耗电模式)
16自放电率(25℃, 30天)
17充放电效率
18充电方法
19循环寿命((次,25℃,0.85DOD))
20循环工况曲线
21循环寿命终止定义
22日历寿命,35℃(Year)
20电池组总能量(kWh)
23低温放电功率要求(kW)
-30℃,持续2s,3次
24低压电源工作电压范围
25工作海拔要求
26工作湿度范围
27绝缘阻抗要求
28NVH要求(dB)
191113 软包锂离子电芯设计指南
一、设计 3、极片长度简单计算(以中型号为例)
A=B=极耳宽度+3+3;C=卷芯宽度/2+8; D=(卷芯宽度+卷芯厚度)*2+C;L1=正极 片长度(不含尾部短空箔)+C
卷芯构图
E=卷针宽度+5;F=卷针宽度*3+5;短料 长=正极片短料长+18~22;长料长=正极 片长料长+8~12;L2=E/F+短料长/长料长
体系2: 正极:ZX: RC: SP: NMP=100: 1.6: 1.3: 40 负极:FS: SF: CMC: SBR: H2O=100: 1: 1.6: 4.2: 92 设计压实比:正极4.10±0.05,负极1.45±0.05 电解液:LD 混料容量发挥:141~142mAh/g(以1500mAh电芯容量为基准) 面密度比:2.12 体系特点:设计容量较低,常温&45℃循环性能好(可满足0.5C/500周 80%), 长时间常温存储性能好
4)、正极耳处贴胶纸要求: 胶纸长度需保证完全覆盖极耳,并覆盖极耳胶 0.1~1mm 5)、模壳设计: 上模腔尺寸:宽度=电池宽度最大值-1.0~2.5
高度=电池高度最大值-4.0~5.2 冲头尺寸:宽度=上模腔宽度-0.4~0.6 高度=上模腔高度-0.4~0.6 冲头倒角R≈卷芯厚度/2
6)、卷针宽度: 卷针宽度≈卷芯宽度-卷芯厚度-0~3
二、常用体系
体系5: 正极:ZX:JH:RC10214: SP: NMP=75: 25: 1.6: 1.6: 50 负极:918: FSN-1:SP: CMC: SBR: H2O=50: 50: 1.0: 1.5: 2.6: 82 设计压实比:正极4.0±0.05,负极1.6±0.05 电解液:L 混料容量发挥:145~146mAh/g(以1500mAh电芯容量为基准) 面密度比:2.18 体系特点:设计容量较高,循环较好
191115 软包锂离子电芯设计指南-2
电芯容量
输入正极面密度 负极面密度
2.3 软包电池的设计原则
1)模壳:上模腔尺寸:宽度=电池宽度最大值-(1.0~5.5) 高度=电池高度最大值-(2.2~6.2)
冲头尺寸:宽度=上模腔宽度-(0.4~1) 高度=上模腔高度-(0.4~0.8)
2)宽度:卷芯宽度=上模腔宽度-(0.5~1.40) 隔膜宽度=上膜壳高度-(0.5~1.50) 负极宽度=隔膜宽度- (1.0~2.20) 正极宽度=负极宽度-( 1.0~2.20 )
负极的面密度
1.05 =
* C (C为常数)
正极的面密度
正极的面密度
=
负极的面密度
C 1.05
= K (K为常数)
即方型和软包电池中常说的面密度比。
1.2 正负极效率的匹配
电池的电压=正极电势-负极电势。 充电过程:正极电势会升高,负极电势会降低,电池的电压逐渐上升; 放电过程:正极的电势降低,负极的电势升高,电池的电压逐渐降低。
定制电池的厚度、形状,并可做出弧 形等特殊形状;
3.2 软圆柱的最大区别是没有金属外壳,采用铝塑膜外包装, 同时隔离膜采用涂胶工艺,电解液改用现场聚合or凝胶性电解液。
其结构主要分为Nylon、Al 和 PP,三个部分:示意图如右图: Nylon :可以有效阻止空气尤其是氧的渗透,维持电芯内部的环境,同
三、软包锂离子电池的组成
3.1 软包锂离子电池的特点
①高能量密度:能量密度高达 580~630Wh/L;
②安全性能好:采用铝塑包装,内部质 量隐患可立即通过外包装变形而显示 出来,一旦发生安全隐患,不会爆炸 ,只会鼓胀;
③更轻便:比同等规格的钢壳液锂轻40 %,比铝壳液锂轻20%;
④更薄:厚度最小可做到2.0~2.5mm ⑤形状可定制:可根据客户的要求灵活
软包锂离子电池制作工艺流程详解
软包锂离子电池制作工艺流程详解2018-04-27电动知家1、软包电芯所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。
相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。
金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别出了外壳材料不同,决定了其封装方式也不同。
软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。
软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、A l层与P P层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
A l层就是一层金属A l构成,其作用是防止水的渗入。
锂离子电池很怕水,一般要求极片含水量都在P P M级,所以包装膜一定能够挡住水气的渗入。
尼龙不防水,无法起到保护作用。
而金属A l在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。
A l层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
P P是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。
所以电池的热封装主要靠的就是P P层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。
很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
3、铝塑膜成型工序软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。
成型工序也叫作冲坑(其实个人觉得应该是“铳坑”,但大家都这么写就随俗吧),顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图铝塑膜冲好并裁剪成型后,一般称为P o c k e t袋,见下图所示。
新软包设计参数

聚合物电池设计规范
• 8.容量设计 • 400mAh以下型号设计容量≥标称容量*(1+6.0%) • 400-800mAh以上中型号设计容量≥标称容量*
(1+5.0%) • 800mAh以上大型号设计容量≥标称容量+(30 ~
50mAh) • 9.注液量设计 • 纯锰体系: 电解液克容量发挥≥280mAh/g • 锰+三元体系:电解液克容量发挥≥300mAh/g • 纯三元体系: 电解液克容量发挥≥330 ~ 340mAh/g • 三元+钴体系:电解液克容量发挥≥340~ 350mAh/g • 纯钴体系: 电解液克容量发挥≥350 ~ 360mAh/g
• 电池设计规范是电池开发工程师根据以 往电池设计经验及各种材
• 料参数,制定出的设计规范; • 电池设计规范使各种材料发挥出最佳性
能,电池制作过程易于控 • 制,制作出的电芯性能最佳。
R&D HUIZHOU GREAT NEW ENERGY CO.,LTD
L3
聚合物电池设计规范
• 1.膜壳设计
• 上模腔尺寸:
聚合物电池设计
• 1.模腔尺寸设计
模腔长度: 电芯T≥6.0mm模腔长度=电芯高-5.5mm,电芯
T≤6.0m开单冲模,长度=电芯长度-4.5mm
• 模腔宽度:
双折边电芯:模腔宽度=电芯宽度-1.7mm 单折边电芯;模腔宽度=电芯宽度-1.3mm
R&D HUIZHOU GREAT NEW ENERGY CO.,LTD
R&D HUIZHOU GREAT NEW ENERGY CO.,LTD
聚合物电池设计方法
• 现在各个公司都有自己的电芯设计模板,主要有以下几 类:
锂离子软包电池的技术参数
锂离子软包电池的技术参数全文共四篇示例,供读者参考第一篇示例:锂离子软包电池是一种目前应用较为广泛的电池类型,在移动电子设备、电动车辆、储能系统等领域都有着重要的地位。
下面就来介绍一下锂离子软包电池的技术参数。
需要了解的是锂离子软包电池的容量。
容量是指电池所储存的电能量大小,常用单位是安时(Ah),它反映了电池能够提供的电能量大小。
通常情况下,锂离子软包电池的容量会直接决定其使用时间和续航里程等参数。
在实际应用中,容量大小会根据具体的需求进行选择。
锂离子软包电池的额定电压也是重要的技术参数之一。
锂离子电池的额定电压一般为3.7V,而多数移动电子设备会采用3.7V或7.4V 的锂电池。
在使用过程中需要注意,不能超过锂电池的额定电压,否则会影响电池的寿命和安全性。
锂离子软包电池的充电和放电性能也是关键的技术指标。
充电性能主要包括充电速度、充放电效率和循环寿命等。
而放电性能则包括放电平台稳定性、过放电能力和放电结束电压等。
这些性能直接影响到电池的使用效果和寿命,因此在选择锂离子软包电池时需要综合考虑这些因素。
锂离子软包电池的安全性能也是不可忽视的技术参数。
由于锂离子电池在使用过程中存在一定的安全风险,如过充、过放、短路等,因此电池需要具备一定的安全保护机制。
常见的安全保护措施包括短路保护、过充保护、过放保护和温度保护等,这些保护机制能够有效地提高电池的安全性。
锂离子软包电池的工作温度范围也是重要的技术指标之一。
电池的工作温度范围会直接影响其性能和寿命,一般情况下,锂离子电池的工作温度范围为-20℃~60℃。
在超出这个范围的温度条件下使用电池,会导致电池性能下降甚至损坏,因此在实际使用中需要严格控制电池的工作温度。
锂离子软包电池的技术参数涵盖了容量、额定电压、充放电性能、安全性能和工作温度范围等多个方面。
在选择和使用电池时,需要综合考虑这些技术参数,以确保电池能够满足需求并具有良好的性能和安全性。
希望以上介绍能够帮助大家更好地了解和应用锂离子软包电池。
未知软包锂电池经典全套分析案例
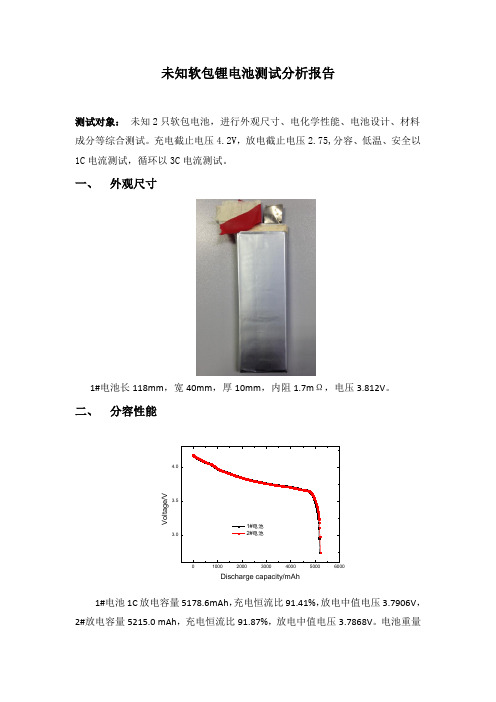
未知软包锂电池测试分析报告测试对象: 未知2只软包电池,进行外观尺寸、电化学性能、电池设计、材料成分等综合测试。
充电截止电压4.2V ,放电截止电压2.75,分容、低温、安全以1C 电流测试,循环以3C 电流测试。
一、 外观尺寸1#电池长118mm ,宽40mm ,厚10mm ,内阻1.7m Ω,电压3.812V 。
二、 分容性能1#电池1C 放电容量5178.6mAh ,充电恒流比91.41%,放电中值电压3.7906V ,2#放电容量5215.0 mAh ,充电恒流比91.87%,放电中值电压3.7868V 。
电池重量V o l t a g e /VDischarge capacity/mAh118.39g ,能量密度166.80wh/kg 。
电池电压平台较高三、 倍率性能2#电池0.5C 放电5243.6mAh ,1C 放电5220.8 mAh ,3C 放电5220.9 mAh ,5C 放电5222.4 mAh 。
充电恒流比1C 95.57%,3C 88.56%,5C 84.05%。
5C 放电后未鼓包,5C/1C 容量保持率99.60%,电池有良好的倍率放电性能四、 低温性能软包电池2#低温-20℃ 1C 放电容量4904.4mAh ,放电中值电压3.4378V , 相比常温容量保持率93.66%,电池有优异的低温放电性能。
V o l t a g e /VCapacity/mAhV o l t a g e /VDischarge capacity/mAh软包电池2#低温-20℃ 1C 充电容量4443.6mAh , 相比常温容量保持率84.99%,充电恒流比4.87%。
低温充电性能一般。
五、 循环性能软包1#电池3C 循环125次容量保持率98.14%,充电恒流比86.65%,该电池有良好的循环性能。
六、 安全性能V o l t a g e /VCharge capacity/mAhCycle numbersD i s c h a r g e c a p a c i t y /m A hC o n s t a n t c u r r e n t r a t i o对循环完的1#电池以1C电流充满电,再做针刺测试。
[干货] 一文看懂软包锂离子电池制作工艺流程
![[干货] 一文看懂软包锂离子电池制作工艺流程](https://img.taocdn.com/s3/m/b29bf7fe69dc5022aaea00aa.png)
[干货]一文看懂软包锂离子电池制作工艺流程本文授权转载自知乎,xx导读:在知乎上有题主提出了关于锂离子电池不同封装方式对比的问题,作者黄药师根据其本人在软包电池的多年从业经验中做出了一篇关于软包锂离子电池封装方式的回答(原文及其他问答,可以点击“阅读原文”),也顺带给大家科普了一下软包锂离子电池的工艺流程。
大家有兴趣可以阅读了解一下。
1、软包电芯所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。
相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。
金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别出了外壳材料不同,决定了其封装方式也不同。
软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。
软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:xx层、Al层与PP层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
Al层就是一层金属Al构成,其作用是防止水的渗入。
锂离子电池很怕水,一般要求极片含水量都在PPM级,所以包装膜一定能够挡住水气的渗入。
尼龙不防水,无法起到保护作用。
而金属Al在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。
Al层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
PP是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。
所以电池的热封装主要靠的就是PP层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。
很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
3、铝塑膜成型工序软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。
软包动力电池参数

软包动力电池参数
软包动力电池的能量密度一般在150-250 Wh/kg之间,相较于传统的
钴酸锂电池,软包电池的能量密度更高。
这意味着相同体积的电池,软包
动力电池可以储存更多的电能,提供更长的续航里程。
软包电池的高能量
密度也使得电动汽车的整体重量更轻,提升了车辆的加速性能和能耗效率。
软包动力电池的循环寿命是指电池在特定的循环次数后,能够保持一
定的容量。
一般来说,软包动力电池的循环寿命可以达到1500-2000次以上。
循环寿命的改善是提高电池服务寿命和降低电池成本的关键。
软包电
池通过优化电池材料、电解液和电极设计,降低电池的内阻和容量衰减速率,从而提升循环寿命。
软包动力电池作为当前电动汽车的主流电池技术,其参数的不断提升
将进一步推动电动汽车的发展。
随着电池工艺和材料的不断改进,软包电
池的能量密度、功率密度、循环寿命和安全性将进一步提高,从而满足用
户对电动汽车更高航程、更快速度、更长使用寿命和更高安全性的需求。
同时,降低软包电池的制造成本也是当前电池技术研发的重要方向之一,
以更好地推广和普及电动汽车。
软包锂离子电池生产工艺的流程设计
软包锂离子电池生产工艺的流程设计1.确定电池型号和规格,以及客户需求和要求。
Determine the battery model and specifications, as well as the customer's needs and requirements.2.设计电池的电芯结构和电池包装结构。
Design the battery cell structure and battery pack structure.3.选择合适的正负极材料,并进行电极制备。
Select the appropriate positive and negative electrode materials, and prepare the electrodes.4.准备电解质溶液和隔膜材料。
Prepare electrolyte solution and separator materials.5.将电芯和电解质注入电池包装中。
Inject the battery cell with electrolyte into the battery pack.6.进行电池封装,确保密封性能。
Perform battery sealing to ensure sealing performance.7.进行电池充放电性能测试。
Conduct battery charge and discharge performance tests.8.进行电池循环寿命和安全性能测试。
Conduct battery cycle life and safety performance tests.9.进行电池的外观检验和电性能测试。
Conduct battery appearance inspection and electrical performance tests.10.进行电池的包装和标识。
Perform battery packaging and labeling.11.对成品电池进行质量检验和性能测试。
软包电池设计运算表

10.309
隔膜厂家
0.01
隔膜宽度
0.133
卷芯宽
1.75
卷芯厚 卷针厚度
6.00
卷针宽度
357.00
4.150 91.40
370.00
48.44
理论宽度
370.00
凹模长度
372.00
0.10
冲型深
380.00
133.00
包装膜厂家 大日本印刷 电池厚度 6.740
冲型总深估 凹模宽度
冲型深公差 包装膜宽
61.88
48.44
设计规则1:
卷芯宽度中限=凹模尺寸-0.6-0.3
凹模宽度=电池最大宽度-1.5
凹模高度=电池最大高度-5.0 正极 a-b= a+b= a= b= 40.00 1548.00 794.00 754.00
正极单面设计原则:避开单面正极耳 42 4.0
8.0 100.00 10 4
选择数据 电池类别 隔膜厂家 隔膜厚度 极耳厂家 极耳宽度 电解液厂家 电规格解液 包装膜厂家 包装膜宽度 注液量公差 单边间隙 凸模顶r角 修正系数 单位注液量 设计人员 0.05 0.20 0.6 -0.25 0.270 0.10 0.25 0.8 0 0.285 0.30 1 0.25 0.300 0.35 1.2
LB-335VE
凹模长度 62.0 设计参考值 凸模顶r角
0.6
单边间隙 负极宽度 3.339 59.8 修正系数 卷芯宽度 面密度
47.6
修正系数参 冲型总深估 圈数差 5.792
0.100
正极长参考 修正长参考 1568.39 9.84
辅助材料
6595
OPP保护膜
锂电池sop算法表

锂电池sop算法表
对于锂电池的SOP(State of Power)算法表,通常涉及到电池的充放电状态以及剩余容量的估算。
SOP算法表通常包括以下内容:
1. 电池充放电状态估算,SOP算法表会列出不同电压、电流和温度条件下电池的充放电状态估算方法,这些方法可能基于电压、电流、温度等参数的数学模型,用于计算电池当前的充放电状态。
2. 剩余容量估算,SOP算法表会提供根据电池当前状态估算剩余容量的方法,这些方法可能基于电池的充放电历史数据、内阻、温度等参数进行计算。
3. 算法参数,SOP算法表可能包括一些算法中所用到的参数,例如电池的标称容量、内阻、温度补偿系数等。
4. 精度和误差分析,SOP算法表通常会包括对算法的精度和误差进行分析,以及在不同工作条件下的适用范围和误差范围。
5. 算法更新和校准,SOP算法表可能还包括对算法的更新和校
准方法,以确保算法的准确性和可靠性。
总之,SOP算法表是用于估算锂电池充放电状态和剩余容量的重要参考,其中包括了一系列的数学模型、参数和分析方法,以保证电池管理系统对电池状态的准确监测和控制。
锂电池(软包)电芯001-F10-7568270规格书

聚合物锂离子电池产品规格书型号 : F10-7568270标称容量:10Ah日期:制定审核批准地址:中国山东省济宁市微山县经济开发区润峰工业园电话:86- 537-8699998传真:86- 537-8699916网址: /3、规格参数项目标准 备注 1.标准充电 5A ,3.65V CC/CV ,0.5C 2.标准放电 5A ,2.0V CC ,0.5C 标称容量 10Ah CC/CV ,0.5C 3.容量最小容量9.5Ah CC/CV ,0.5C 4.内阻 ≤12m Ω 交流, 1 kHz5.标称电压 3.2 V6.充电终止电压 3.65±0.05V7.充电终止电流0.25A 0.025C 8.放电终止电压 2.0V 9.充电时间 2.5h 0.5C 10.电池重量270±10g标准充电方法0.5C 2.5h (CC/CV ) 11.充电方法快速充电方法1C 1.5h (CC/CV )12.最大连续放电倍率 2C 若电池的表面温度没达到80℃则可以用更高的倍率放电13.脉冲放电10秒 5C 50A 14.循环寿命大于1200次具体见 5.4节充电温度范围0~45℃ 环境温度,电池表面温度不超过65℃放电温度范围 -20~60℃ 环境温度,电池表面温度不超过80℃15.使用温度范围存储温度范围-10~60℃ 建议长期储存的温度范围是0~35℃16.存储寿命 一年装运的常用值17.外观 无变形、明显划痕、污迹、鼓胀、发软、电解液泄露等4、测试条件 4.1标准测试条件若无特别要求,此规格书上产品测试条件均为温度:25±2℃,湿度:65%±20%RH ,气压:101.325kPa 。
4.2标准充电制式在4.1规定条件下,先用0.5 C 5A 充电至3.65V ,再以3.65V 恒压充电至电流小于0.02 C 5A 。
4.3快速充电制式6、环境性能测试项目测试方法检验标准6.1 恒定湿热性能电芯按4.2或4.3规定充电结束后,将电芯放入40±2℃(90%~95%RH)的恒温恒湿箱中搁置48h后,将电芯取出在室温下搁置2 h,目测电池外观,在以1 C5A放电至终止电压。
电池设计方案0433

电池设计方案0433内置电池设计方案方案一:电芯+线路板(接触簧片在端部)+塑胶框(中间空)+标贴*实例一:电芯:LP053040A,容量500PACK厚度=电芯厚度(max5.5)+3层标贴厚度(max0.13*3)=max5.9mm如图:1、PACK图:2、分解图*实例二:电芯:LP043450A,容量680PACK厚度=电芯厚度(max4.5)+3层标贴厚度(max0.13*3)=max4.9mm*对于这一方案,将常用电芯型号PACK后的设计厚度总结如下:电芯型号电芯容量(min.) 电芯厚度(max.)常用标贴厚度PACK厚度(max.)=电芯厚度+标贴厚度*3LP033450A 600 3.95 0.13/0.15 3.9+(0.13/0.15)*3=4.3/4.35LP043450A 680 4.5 0.13/0.15 4.5+(0.13/0.15)*3=4.9/4.95LP043048A 600 4.6 0.13/0.15 4.6+(0.13/0.15)*3=5.0/5.05LP043048AH 650 4.6 0.13/0.154.6+(0.13/0.15)*3=5.0/5.05LP053048A 700 5.5 0.13/0.15 5.5+(0.13/0.15)*3=5.9/5.95LP053048AH 780 5.5 0.13/0.155.5+(0.13/0.15)*3=5.9/5.95LP063048A 730 6.6 0.13/0.15 6.6+(0.13/0.15)*3=7.0/7.05LP063048AH 800 6.6 0.13/0.156.6+(0.13/0.15)*3=7.0/7.05LP063450AR 900 6.6 0.13/0.156.6+(0.13/0.15)*3=7.0/7.05LP063450ARH 1000 6.6 0.13/0.156.6+(0.13/0.15)*3=7.0/7.05*应用客户NOKIA、DBTEL、ARIMA(绝大多数产品采用这种方案)方案二:电芯+线路板(在电芯侧面)+塑胶架+标贴+插头导线*实例:电芯:LP043048AH,容量600PACK厚度=电芯厚度(max4.6)+3层标贴厚度(max0.13*3)=max5.0mm如图:1、PACK图:2、分解图:*PACK设计厚度因PACK的厚度方向的组成基本同方案一,所以厚度可以参考方案一的表格。
三元软包电池18ppm自动化生产线方案

断.
极耳超声波焊接
- 以 50mm/min 的速度测量: (Al)30 kgf/39mm, (Cu-Ni) : 40 kgf/39mm 以上.
四:制造周期及计划
4
极板供给
5
3
下部铝塑膜供给
2 1
上部铝塑膜供给
设备主体:长度 4,400mm;宽度 4,500mm;高度 2,400mm
1.上部铝塑膜供给;2.下部铝塑膜供给;3.侧面裁切; 4.顶部裁切;5.连接片焊接电芯供给;6.顶部密封; 7.侧面密封;8.密封电芯排出位置/下托盘定位; 9. 视觉检测;10.密封电芯传输装置;
销孔检测 - 销孔检测检验 : 20㎛ 以上
三:一设:备设备详规解格
二:整线布置
设备名称 : 铝塑膜冲压成型系统
流程图
项目
铝塑膜传输
铝塑膜定位
铝塑膜上料
铝塑膜分割裁切 上部铝塑膜反转
上部铝塑膜传输
上部铝塑膜定位
上部铝塑膜排出 阶 段
下部铝塑膜传输 下部铝塑膜定位 下部铝塑膜排出
三:设备详解
四:制造周期及计划
四:制造周期及计划
一:一设:备设备规规格格
二:整线布置
三:设备详解
四:制造周期及计划
• 供货范围
No
设备名称
单台设备生产效率 单线设备数量(台)
1
上料机构
9ppm
1
2
极耳焊接系统
电池设计计算书

锂电设计计算书一、设计1、设计前提:明确客户对产品各方面性能的要求(容量、尺寸、倍率性能、动力性能等)。
2、倍率设计:根据客户的不同要求,选择匹配的极片型号。
倍率性能依次为ⅢA(25C)>ⅢB-Ⅱ(15C)>Ⅰ(10C)>标准。
3、制作方式设计:普通型电池尽量使用卷绕制作,高倍率电池一般使用叠片制作。
4、容量设计:主要是正极容量设计。
根据所选片型的面密度、克容量等参数,设计叠片电池时首先计算单片正极片的容量,确定设计产品所需的极片数量;设计卷绕电池是计算产品所需正极物料面积。
5、安全性设计:为使生产过程中的极片错位不影响电池的安全使用,一般卷绕电池负极片较正极片宽1mm。
二、计算一)叠片电池(以453048SP-450mAh 为例)1.极片类型:根据倍率要求选择ⅢA片。
2.小片尺寸:小片宽=成品电芯宽-铝塑膜及折边厚度-允许叠片错位=30mm-2mm-1mm=27mm;小片长=成品电芯长-顶封宽度-极片到隔膜边缘宽度-弯极耳位=48mm-5mm-3mm-1mm=39mm。
3.正极涂布宽度=刀模宽度(不含极耳)=80mm;负极涂布宽度=刀模宽度(不含极耳)+1mm=81mm;涂布区域到箔材边缘的距离>极耳位长=10mm;考虑到涂布宽度较小,可以平行涂2行。
选用220mm宽箔材。
4.裁切大片长比刀模宽3~5mm。
以正极为例,裁切201mm。
正极大片重量=铝箔重+正极浆料重=8.26g;误差≈正极浆料重*涂布面密度误差=0.17g5.小片重量:小片下限重量=工艺允许箔材最小尺寸*箔材面密度+工艺允许极片最小涂布面积*料面密度*(100%-涂布面密度偏差)=246mg;小片上限重量=工艺允许箔材最大尺寸*箔材面密度+工艺允许极片最大涂布面积*料面密度*(100%+涂布面密度偏差)=253mg;装配车间1.正极单片极片容量=正极极片长*极片宽*正极料面密度*极片克容量=39mm*27mm*18.23mg/cm2*128mAh/g=24.57mAh/片;正极叠片数=产品要求容量/正极单片极片容量=450mAh/(24.57mAh/片)=18.31片≈19片;负极比正极多一层;设计容量=正极片单片容量*叠片数量=24.57*19=466mAh。
电池配置算法

电池配置算法:UPS的容量*UPS的功率因数/UPS的直流电压=UPS的电流总数UPS的效率UPS的电流总数=电池容量电池放电速率注:UPS的容量就是UPS的大小,如120KV AUPS的功率因数都是取0.8UPS的直流电压就是UPS外挂电池的单组串联数量,不同的机器会不一样,梅兰日兰,艾默生和索克曼基本一样!120K和30K的是360V.UPS的效率都取0.93---0.95 一般在机器参数也能查到!电池的放电速率基本一样!在电池的放电曲线图上可以查到,我已查好:0.5H的是1.2; 1H的是0.6 可以直接套用!举例:120K 0.5小时的电池配置:120000*0.8/360=267267/0.95=280280/1.2=233所以:100AH的电池要3组, 又根据直流电压是360,电池的电压的12V 所以每组是30节,就的出需90节100AH的电池!!!在UPS电源运行中,如发生市电中断;蓄电池必须在用户所预期的时间内向逆变器提供足够的直流能源,以便在带额定输出负载的情况下,电池电压不致降到所允许的最低临界放电电压以下。
蓄电池实际可供使用容量与放电电流大小、工作环境温度、存储时间长短等因素有密切的关系,只有在充分考虑上述因素之后,才能正确选择和确定蓄电池可供使用容量与标称容量的比率。
下面,介绍UPS电源蓄电池选用的主要方法和步骤。
根据最大放电电流确定蓄电池容量当UPS规格型号、市电掉电后负载量和要求电池逆变维持的时间确定后,就可计算蓄电池放电时间的最大放电电流和电池的选用容量。
电池最大放电电流:I=P*COSφ/(η*E*K)式中:P为UPS输出额定功率(VA);COSφ为负载功率因数(计算机类负载为0.7左右);η :UPS输出逆变器效率(0.85~0.9);K: 电池放电效率(可取0.95);E 为蓄电池组临界放电电压.通常选用在规定的大放电率条件下的临界电压值,12V电池临界电压为10V,2V电池临界电压为1. 67V,如果电池后备时间较长,电池实在小放电率情况下放电,则12V电池临界电压为10.5V,2V电池临界电压为1.75V.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
凹模长度 61.88 理论长度 62.00 膨胀率 1.23 新膨胀率 1.15
50.50 68.50
宽度
比容量
58.5
143
宽度
比容量
59.5
310
涂布宽上 分边宽度
370.00 365.00
涂布宽上 分边宽度
372.00 380.00
冲型深公差 包装膜宽
0.10
133.00
冲型深
包装膜厂家
796.00 27.0
C面增重 双面增重 箔厚
压光厚度 压光密度 分切卷数 最小涂宽 涂布宽度
9.385 19.268 0.015 0.128 3.75
6.00
351.00 365.00
C面增重 双面增重 箔厚
压光厚度 压光密度 分切卷数 最小涂宽 涂布宽度
5.103 10.309 0.01
0.133 1.75
1.0
F0504
68
P
Pack要 求
Pack尺寸
模具
456192
电芯尺寸 8.00 包装要求
面容量
含量
正极容量 面密度
A
E
C
B
2.884 94.80% 2612
0.02128 794.00 76.0
754.00 16.00
容量密度 含量
负极容量 面密度
A
B
C
D
3.086 92.40% 2953 0.01077 812.00 11.0
正极
a-b= a+b= a= b=
40.00 1548.00
794.00 754.00
10
4
32.0
24.00
60.00
17.00
4
6.0
10
41.00
8.0 100.00
4.0
10.00
负极
a-b= a+b= a= b=
尾部覆盖 延展增加 延展差 错位修正
16.00 1608.00
812.00 796.00
17.947
单边间隙 负极宽度 修正系数参 冲型总深估 圈数差
套管
托盘
0.25
59.8
3.339
修正系数 卷芯宽度 面密度
5.792
0.100
辅助材料
6595
正极长参考 修正长参考
OPP保护膜
-0.25 47.6
0.02100
1568.39 9.84
58.0
D
100.00
涂布宽下
367.00
涂布宽下
1.060
1.08 1.065
1.070
1.10 1.084
1.080
1.11 1.094
1.090
1.12 1.104
容量设计
涂布公差 修正 设计中限
3.00% 1.500% 2612.50
隔膜设计
10
1.013
1.005 1052.00
876.00 61.81 8.29 0.44 0.51 43.95 44.46 0.36
0.05
0.20
0.10
0.25
0.30
0.35
0.6
-0.25
0.270
0.8
0
0.285
1
0.25
0.300
1.2
5.7±0.1 大日本印刷
卷芯厚度 电池厚度
5.292
6.740
新卷芯厚度 新电池厚度
5.404
6.606333
61.88 48.44
设计规则1:
卷芯宽度中 限=凹模尺 寸-0.6-0.3
正极单面设计原则: 避开单面正极耳
42
凹模宽度= 电池最大宽 度-1.5
ቤተ መጻሕፍቲ ባይዱ4.0
凹模高度= 电池最大高 度-5.0
设计日期
型号 705068 CC
容量 2500 70
面容量密度比
1.07
极片部分 A面增重
9.883
A面增重
5.206
极耳厂家
铆/卷/封
住友电工 极耳宽度
4.00
电解液厂家
注液&结构 张家港国泰华荣 .--规格
LB-335VE
凹模长度 62.0 设计参考值 凸模顶r角
0.6
设计人
编号 xxx 50
版本号 客户
=卷针厚 度 =/卷2+针卷厚 度 =/膏2+收卷尾 余 =量 长- 度正 差 × =(折内数长差 +=外内长2- 内 =1( 卷针 宽 =度 (× 卷2针 厚 =S度QR/T2(+2* 2+power(
1.030 1.050 1.069 1.079 1.088
实际差 -0.019%
选择数据
电池类别 隔膜厂家 隔膜厚度 极耳厂家 极耳宽度 电解液厂家 电规格解液 包装膜厂家 包装膜宽度 注液量公差 单边间隙 凸模顶r角 修正系数 单位注液量 设计人员
14
15
18
20
23
28
30
34
配比标准
配比设计 对照表
容量Max
142
138
140
142
300 1500 3500 5500 7500
设计下限 2500.00
卷后余 量: 正极延展 负极延展 长边长 度: 短边长度 缠绕量 变化量 长度差 内长差 内1 内2 外长差
1.050
1.06 1.045
5.60
2.00
91.40
48.50
注液量公差 注液量
注液定额量
正极
0.10
7.23±0.1 7.33
内长 44.15
外长 49.20
平均长度 卷绕圈数
46.674
18.783
单位注液量 注液量下限 修正系数
负极
0.285
7.13
2.800
内长 43.95
外长 49.28
平均长度 卷绕圈数
46.617
6.00 8.00 0.005
0
试卷绕:
42 22
负极单面箔 长:
里侧正负极 重合部分:
余量:
负极背面距 箔头距离:
负极错位:
6.0
22.0 单面无效长 度:
背面箔头距 4.0 有效点距
离:
26.0 实际距离:
16.0
背面无效长 度:
1
16.0
50.0
26.0
24.0
26.0
4.5
5.5
8
10
11
6.00
357.00 370.00
中心距
隔膜厂家 隔膜宽度 卷芯宽
卷芯厚
卷针宽度 冲型总深估 凹模宽度
17.0
Entec 61.50 47.6±0.3 5.60
41.95 4.150 48.44
卷芯宽中限 隔膜厚度 卷芯宽公差 限位块
卷针厚度 松紧度影响 切膜高度 理论宽度
47.60
0.020
0.30