粉末冶金原理第二粉末成形
粉末冶金手册

粉末冶金手册粉末冶金是一种将金属或非金属粉末通过压制、烧结等工艺加工成成型品的制造工艺。
粉末冶金具有高效、低成本、可成型性好、材料利用率高等优势,因此在航空航天、汽车工业、电子行业等领域得到广泛应用。
本手册将介绍粉末冶金的基本原理、工艺流程、材料选择、设备介绍等内容。
一、粉末冶金的基本原理粉末冶金的基本原理是将金属或非金属物质经过粉碎或原料特殊制备得到的粉末,经过压制成型或注射成型,再经过高温烧结得到所需产品。
这种工艺利用了粉末颗粒之间的相互扭曲和扩散,从而实现了物质的成型。
同时,由于粉末冶金是一种非液态冶金工艺,不需要溶解和凝固过程,避免了材料在液态下的气体、夹杂物等问题,因此可以获得更高的材料纯度和均匀性。
二、粉末冶金的工艺流程粉末冶金的一般工艺流程分为原料制备、混合、成型、烧结和后处理等步骤。
1.原料制备:原料制备阶段主要包括选料和粉末制备。
选料是指根据成品的要求选择合适的原料,如金属、合金、陶瓷或复合材料等。
粉末制备可以通过粉碎、化学方法、电化学方法等得到所需粉末。
2.混合:将所选的原料粉末按照一定比例进行混合。
混合的目的是使各种材料的粒子均匀分散,以获得更高的均匀性。
3.成型:将混合好的粉末通过压制成型,可以使用冷压、热压或注射成型等方法。
成型一般可以分为干压成型和液相成型两种方式。
4.烧结:成型件通过高温烧结,使粉末颗粒之间发生结合,形成致密的材料。
烧结温度和时间根据材料种类、成型件形状等因素确定。
5.后处理:烧结后的材料可以进行表面处理、热处理、加工等工艺。
目的是使产品达到所需的性能和尺寸要求。
三、粉末冶金的材料选择粉末冶金可以应用于各种金属和非金属材料的制备,包括纯金属、合金、陶瓷、塑料等。
在选择材料时需要考虑材料的物理性质、化学性质、应用环境等因素。
例如,对于需要高强度和耐磨性的零件可以选择使用金属粉末冶金制备的合金材料;对于需要绝缘性能和耐高温的零件可以选择使用陶瓷粉末冶金制备的材料。
6.2粉末冶金成形工艺
二、粉末பைடு நூலகம்形
1.普通模压法成形
2.特殊成形法 等静压成形,金属粉末轧制成形、粉 浆浇注成形、连续成形、无压成形、注射 成形、高能成形等。
三、烧结
在低于基体金属熔点下对金属粉末的 压坯进行加热,粉末颗粒之间产生原子扩 散、固溶、化合和熔接,致使压坯收缩并 强化的过程,称烧结。
四、后处理 金属粉末压坯经烧结后的处理叫后处理。 1.浸渍 利用烧结件空隙的毛细现象,在烧结件中浸入各种液体的过 程。为提高制件的润滑性能,可浸入润滑油、聚四氟乙烯溶液、 铅溶液;为提高制件的强度和防腐能力,可浸入铜溶液; 为提 高制件的表面保护能力,可浸入树脂或清漆。 2.表面冷挤压 包括为提高零件的尺寸精度和表面状况进行的整形压制;为 提高零件的密度,进行的复压;为改变零件的形状或表面状况, 进行的精压。 3.切削加工及热处理 对于零件上的横槽、横孔以及轴向尺寸精度较高的面,需进行切 削处理;为提高铁基制品的强度和硬度,可进行热处理。
第二节粉末冶金成形工艺过程
粉末冶金成形工艺流程为: 粉料制备--成形--烧结--后处理 一、粉料制备 粉末的制备方法有:机械法、物理化学法 1.机械法制粉 将原材料(块体材料)机械地粉碎而化学成分基本不变。 2.物理化学法 借助于化学反应或物理变化改变原材料的化学成分及聚集状态。 3.粉末的预处理 为改善粉末的纯度及表面活性,对粉末进行还原退火处理,以去 除粉末表面的氧化物和吸附的气体,消除粉末颗粒的加工硬化。 4.粉末的混合 将不同组元粉料混合均匀,以保证压制和烧结后制品成分均匀。
6.2粉末冶金成形工艺
第一节 概述
一、粉末冶金成形的概念 以金属粉为原料,通过成形、烧结和必要的后处理,制取 金属材料和制品的工艺。 二、粉末冶金的特点 1.能生产用其它工艺不能生产的材料和制品,如难熔材料;互不 溶解的金属或金属与非金属组成的假合金(铜-钨,银-钨、 铜-石墨);粉末冶金多孔材料。 2.是一种少无切削的成形工艺,能获得具有最终尺寸和形状的零 件。 三、粉末冶金成形的应用 可制造板、带、棒、管、丝等型材以及齿轮、链轮、棘轮、轴 承、轴套等零件。
粉末冶金原理第二章

比重瓶法 (Pycnometer method) ;
The volume of the pycnometer is generally about 2x10-5m-3(20ml), The following masses are measured: m0: empty pycnometer ml: pycnometer containing liquid ms: pycnometer including sample particles msl: pycnometer including sample and liquid ρl: the liquid density ρp: The particle density ;
• 粉末颗粒表现出流体性质 ,粉末越细,流动性质越
2012/2/28
明显。
4
• 粉末颗粒与粉末体 • 粉末颗粒: 晶粒或多晶聚合体 • 粉末体:简称粉末,是由大量的粉末颗粒 组成的一种分散体系,其中的颗粒彼此可 以分离,或者说,粉末是由大量的颗粒及 颗粒之间的空隙所构成的集合体。
2012/2/28
5
• 二、粉末颗粒
• 1.颗粒聚集状态 • 粉末聚集状态: 单颗粒,二次颗粒。 • 单颗粒:粉末中能分开并独立存在的最小实体称
为单颗粒 。
• 二次颗粒:单颗粒以某种方式聚集就构成二次颗
粒,其中的原始颗粒就称为一次颗粒。 2012/2/28
6
a
粉末体示意图 可能存在一次颗粒、二次颗粒、颗粒团 颗粒之间存在孔隙
针对不同成分,有多种方法:传统的化学滴定法、 燃烧法、溶解法、荧光分析法、能谱分析法等。 粉末氧含量测定: ● 氢损值(可被H还原氧含量测定):用氢还原, 计算粉末还原前后的重量变化。 氢损值=(A-B)/(A-C)x 100%
粉末冶金的主要成形方法
模压成形
热压成形
温粉料在常温下、在封闭的钢模中、按规定的压力 下(一般为150~600MPa)、在普通机械式压力机或自动液压机 上将粉料制成压坯的方法。当对压模中的粉末施加压力后,粉 末颗粒间将发生相对移动,粉末颗粒将填充孔隙,使粉末体的
体积减小,粉末颗粒迅速达到最紧密的堆积。
温压成形
温压成形的基本工艺过程是将专用金属或合金粉末与聚合 物润滑剂混合后,采用特制的粉末加热系统、粉末输送系
统和模具加热系统,升温到75~150℃,压制成压坯,再
经预烧、烧结、整形等工序,可获得密度高至7.2~ 7.5g/cm3的铁基粉末冶金件。
温压成形的工艺流程
温压装置及其温度分布系统示意图
模压成形
模压成形工装设备简单、成本低,但由于压力分布不均匀, 会使压坯各个部分的密度分布不均匀而影响制品零件的性 能,适用于简单零件、小尺寸零件的成形。但普通模压成 形仍然是粉末冶金行业中最常见的一种工艺方法,通常经 历称粉、装粉、压制、保压、脱模等工序。
模压成形的基本步骤
A-装粉;b-压制;c-脱模
粉末冶金的主要成形方法
粉末成形是将松散的粉末体加工成具有一定尺寸、形状、 密度和强度的压坯的工艺过程,它可分为普通模压成形和 非模压成形两大类。普通模压成形是将金属粉末或混合粉 末装在压模内,通过压力机加压成形,这种传统的成形方 法在粉末冶金生产中占主导地位;非模压成形主要有等静 压成形、连续轧制成形、喷射成形、注射成形等。
热压模可选用高速钢及其他耐热合金,但使用温度应在 800℃以下。当温度更高(1500~2000℃)时,应采用石墨 材料制作模具,但承压能力要降低到70MPa以下。热压成 形加热的方式分为电阻间接加热式、电阻直接加热式、感 应加热式三种。为了减少空气中氧的危害,真空热压机已 得到广泛应用。
粉末冶金原理第二部分 粉末表征
Part 2:粉末性能表征
• 颗粒的内部结构:与颗粒的外部结构比较, compared with out surface structure, 颗粒的 very complicated structures in particles,内部结 构非常复杂 • 多晶颗粒polycrystalline 通常的粉末只能值得 多晶颗粒poly-crystalline,用RST快速冷凝技术 可制备单晶颗粒mono-crystalline或准晶、非晶 粉末颗粒。
Part 2:粉末性能表征
• Consider the particle following image that can be described as a round but irregular shape, and some of the possible size measurements are shown with the image
• 机械夹杂mechanical impurities
非金属类机械夹杂物no-metallic impurities, 硅 氧化物silicon,在材料中相当于材料中的孔隙 equivalent pores,construct the resource of the
cracks 构成裂纹源,降低材料力学性能,
=l/b/b/t=lt/b2,其值偏离1越大,表示颗粒形状对
Part 2:粉末性能表征
• 球形度sphere ability :与颗粒相同体积same volume 的相当球体的表面积对颗粒的实际表面积real surface area之比称为球形度。它不仅表征express了颗粒的 symmetry对称性,而且与颗粒的表面粗糙程度有关。一 般情况下,球形度均远小于1。
粉末冶金成型原理

中小学生足球学习兴趣的提高策略分析随着体育教育的普及和足球运动的热度不断增加,越来越多的中小学生对足球运动产生了浓厚的兴趣。
如何提高中小学生对足球学习的兴趣,让他们在足球运动中得到快乐和成长,是每个足球教练和老师都需要思考和关注的问题。
本文将分析并总结一些有效的策略,帮助中小学生提高足球学习兴趣。
一、注重趣味性和互动性中小学生的足球学习应该是一种快乐的体验。
教练和老师们可以通过增加趣味性和互动性,激发学生对足球的兴趣。
可以利用小游戏和趣味赛事的形式,让学生在轻松愉快的氛围中学习和训练足球技能,增强学生的参与感和归属感。
还可以引入一些趣味性的训练器材和设备,如彩色训练球、趣味障碍训练道具等,让学生在训练中感受到乐趣。
二、激发学生的竞争欲望竞争是足球运动中不可缺少的元素,教练和老师们可以通过设置一些竞赛和比赛,激发学生的竞争欲望,让他们在比赛中感受到胜利的喜悦和失败的挫折,从而提高学生的学习兴趣和积极性。
还可以利用小组合作的形式进行比赛训练,培养学生的团队合作意识和集体荣誉感,增强学生的足球学习兴趣。
三、关注学生的个性化需求中小学生的个性差异较大,教练和老师们应该关注学生的个性化需求,根据学生的特长和兴趣,灵活调整训练内容和方式。
对于对足球技能有特长的学生,可以给予重点培养和引导,提供更高级的技战术训练;对于对足球漫技能较为薄弱但对足球运动很感兴趣的学生,可以通过一些外围活动和故事分享,激发他们学习足球的热情。
只有关注学生的个性化需求,才能真正激发学生的学习兴趣。
四、营造积极的学习氛围教练和老师们应该努力营造一个积极向上的足球学习氛围,让学生在积极的氛围中学习和成长。
可以通过举办足球文化节、足球运动会等活动,让学生感受到足球运动的魅力和魅力,增强他们对足球的热爱。
还可以邀请一些足球明星或资深教练来学校做客,与学生分享足球学习经验和技巧,激发学生的学习兴趣。
五、鼓励学生坚持训练和比赛足球学习是一个长期的过程,教练和老师们应该鼓励学生坚持训练和比赛,培养学生的毅力和耐心。
高等粉末冶金原理课件:粉末模压成形原理(合肥工业大学研究生课件)

本讲内容§3.1 粉末模压成形原理§3.2 成形技术-1§3.3 成形技术-2程继贵材料科学与工程学院本讲内容-成形技术部分一、成形前的粉末冶金二、模压成形技术三、等静压成形四、粉末连续成形五、浆料成形专题-粉末注射成形四、粉末连续成形定义:粉末在压力作用下由松散状态经过连续变化而成 为具有一定密度、强度以及所需尺寸形状压坯或 制品的过程。
主要包括:粉末轧制、挤压、喷射成形、楔形压制等基本特征:● 是模压成形方法的重要补充,可以生产 普通模压成形无法生产的多孔或致密的 板、带、棒、及管材等;● 比钢模压制需要较少的设备、容器。
(一)金属粉末轧制(Powder rolling)概述1.1. 概述粉末轧制的概念:粉末在一对轧棍之间在轧辊力的作用下压实成具有一定强度的连续带坯的过程。
粉末轧制的特点:● 与熔铸轧制相比:11)基本原理相同,要实现轧制:μ+ξ>α2)可轧制出熔铸轧制无法生产或难以生产的板、带材等(尤多层复合板、带)33)工艺流程短、节能、成本较低44)压坯或产品成分精确可控、轧制产品各向同性55)成材率较高● 与模压成形相比:1)轧制能耗比压制低22)可以生产模压成形无法生产的板、带材3)压坯密度更均匀,压坯长度原则上不限44)板带材宽度、厚度有限:δ=(1/100 ~1/300)D,一般≤10mm 粉末轧制适用于生产宽度几百mm,厚度10mm 以下,长度原则不限的板带材,或D/D/δδ很大的衬套等粉末轧制的分类:● 粉末直接轧制(direct powder rolling )应用较广泛:对塑性好的粉末 ● 粉末粘结轧制 (bonded powder rolling)加入粘结剂改善粉末体的成形性● 包套粉末热轧(canned powder hot rolling ) 对活性粉末以及要求高致密度的材料粉末冷轧粉末热轧按进料方式分为:水平、垂直和倾斜轧制轧制过程的定量关系(轧制带坯厚度、密度与粉末特性及轧辊尺寸之间的定量关系)基本概念及符号: 咬入层、咬入角α(α1) H α— 咬入宽度δR — 轧制带坯厚度D 、r r —— 轧辊直径、半径 ρ松、ρ压—粉末松装密度及轧坯密度V 进、V 轧— 粉末进料速度和轧制速度粉末料柱宽度 B ≈轧坯宽度 b H α图4-26 粉末轧制时的咬入区和变形区H αδ几何关系:质量关系:1cos 1cos 11−−=⎥⎦⎤⎢⎣⎡−+=z D D R R ηαδδαηρρ)()(松压进轧v v /=η松压ρρ/=z ——延伸系数————压紧系数 定量关系式:影响轧制过程的因素1)粉末性能● 松装密度: ρ松↑,ρ压↑,δ↑(保证轧制条件下)● 流动性: 流动性↑,V进↑,η↓, ρ压↑,δ↑(保证轧制条件下)● 粉末硬度:低的粉末硬度便于变形和形成高的机械啮 合,↑成形性,↑压坯强度2)轧辊直径↑D, ρ(δR固定);δR ↑(ρ一定)3)给料方式水平与垂直:垂直 V V进↑,ρ↑、δR↑4)轧制速度↑ω,ρ、δR↓(m不变)5)辊缝t↑t,轧制压力降低,ρ↓,δR↑粉末轧制工艺:粉末准备→ 喂料(水平、垂直方式)→轧制(冷轧、热轧) → 轧坯→烧结(直接烧结、成卷烧结)粉末冷轧工艺● 室温下轧制● 轧制速度较低:0.6-30m/s● 轧坯可卷成卷后烧结,也可烧结后卷成卷,还可烧结后再热轧冷轧冷轧+ 热轧粉末热轧工艺● 可以对粉末、预成形坯等进行轧制● 防氧化—包套(真空)轧制或气氛保护粉末轧制的应用�多孔板材,如过滤板、催化剂板材�层状复合材料带、板材�多层钢背支撑轴承�纤维增强复合材料粉末、粉末压坯或粉末烧结坯在外力作用下,通过挤压筒的挤压嘴挤成坯料或制品的成形方法(二)粉末挤压1. 概述●粉末挤压的定义Powder Extrusion挤● 挤压的分类�粉末直接挤压(冷挤压):适应于塑性好的金属粉末�粉末增塑挤压:粉末加入一定量的成形剂或粘结剂后挤压,适应于硬质粉末如硬质合金粉末�粉末包套热挤:适应于弥散强化合金等�烧结坯或粉末压坯的热挤压:适应于塑性较好的有色金属材料。
粉末技术-成形

22
4.2摩擦力 4.2.1摩擦力与压制压力的关系
摩擦力又叫摩擦压力损失。可用下式来表达: 4.2.2摩擦压力损失与压坯尺寸的关系
侧压力=压制压强X侧压系数X侧面积 摩擦力=侧压力X摩擦系数 压坯的侧压面积影响摩擦压力损失 ,即影响有效压制压力
曲面压坯的压制方法
33
6.3成形剂的用量及效果 成形剂的加入量与粉末种类、颗粒大小、压制压力以及
摩擦表面有关,并与成形剂本身的性质有关。一般说来,细 颗粒粉末所需的成形剂加入量比粗粒度粉末的量要多一些。 成形剂的加入随压坯形状因素的不同而不同。由图可知,成 形剂的加入量与形状因素成正比。
形状因素对成形剂加入量的影响
19
(2)川北公夫压制理论 日本的川北公夫研究了多种粉末(大部分是金属氧化物)在压制
过程中的行为。采用钢压模,粉末装入压模后在压机上逐步加压,然 后测定粉末体的体积变化,作出各种粉末的压力-体积曲线,并得出 有关经验公式:
(3)黄培云压制理论方程 黄培云对粉末压制成形提出一种新的压制理论公式: 比较上述各压制方程可以看出:在多数情况下,黄培云的双对数
电 解 铜 粉压坯的抗 弯强度与 成形压力的 关系
还 原 铁 粉 压坯的抗 弯强度与成 形压力的关系
18
2
3.1金属粉末压制时压坯密度的变化规律 粉末体在压模中受压后发生位移和
变形,随着压力的增加,压坯的相对 密度出现有规律的变化,通常将这种 变化规律假设为如图所示的三个阶段。
压坯密度与成形压力的关系
4.1侧压力 粉末体在压模内受压时,压坯会向周围膨胀,模壁就会
粉末冶金成形

通过烧结过程中的物质迁移和相变,使烧结体内部孔隙减小或消失, 提高其密度和性能。
致密化程度
与烧结温度、时间、气氛等因素有关,需根据产品要求进行控制。
03 粉末冶金成形的关键技术
粉末注射成形技术
定义
粉末注射成形是一种将金属粉末与有机粘结 剂混合,通过注射机注入模具中成形,然后 脱脂和烧结的工艺。
能源领域
粉末冶金技术在风力发电、核能等领 域中用于制造高性能的零部件。
粉末冶金成形的优缺点
材料利用率高,减少材料 浪费;
可生产出形状复杂、精度 高的制品;
优点
01
03 02
粉末冶金成形的优缺点
01
可通过控制成分和工艺参数制备高性能材料;
02
适用于大规模生产。
缺点
03
粉末冶金成形的优缺点
生产过程中易产生粉尘污染; 制品内部可能存在孔隙和缺陷; 部分材料制备成本较高。
等静压成形技术
定义
等静压成形技术是一种利用液体介质传递压力,使金属粉末在各 个方向上均匀受压而成形的工艺。
优点
可生产高精度、高密度、高性能的产品,适用于大规模生产。
应用领域
广泛应用于陶瓷、粉末冶金等领域。
04 粉末冶金成形的材料性能
材料力学性能
硬度
抗拉强度
粉末冶金制品的硬度通常较高,可达到 HRC60以上,这主要得益于其致密的结构 和合金元素的固溶强化作用。
粉末冶金制品具有较高的抗拉强度,通常 在1000MPa以上,这与其致密的结构和晶 粒细化有关。
疲劳性能
韧性
由于其良好的力学性能,粉末冶金制品在 循环载荷下表现出良好的疲劳性能。
粉末冶金制品的韧性与其成分、显微组织 和热处理状态有关,通过合理的工艺控制 可以提高其韧性。
粉末冶金技术

流、水流)对金属液
流作用的方式不同, 雾化具有多种形式:
平行喷射(气流与金
属液流平行)
垂直喷射(气流或水
流与金属液流互成垂 直方向)
水雾化时,控制好以下条件可以得细粉末:水 的压力高,水的流速、流量大,金属液流直径小, 过热温度高,金属的表面张力和粘度小,金属液流 长度短,喷射长度短,喷射顶角适当等。 控制好以下条件可以得球形粉末:金属表面张 力要大,过热温度高,水的流速低,喷射顶角大, 液流飞行路程长等。
粉末的羰基物热离解法
从气态金属卤化物气相还原制取金属、合金粉末
以及金属、合金涂层的气相氢还原法
从气态金属卤化物沉积制取金属化合物粉末以及
涂层的化学气相沉积法
从过程的实质来看,现有制粉方法大体上可归纳 为两大类,即机械法和物理化学法。
机械法是将原材料机械地粉碎,而化学成分基本
上不发生变化;
物理化学法是借助化学的或物理的作用,改变原
熔体淬火技术(Melt Quenching
Technology或MQT)。
静力学方法
针对通常铸造合金都是在非均匀形核条件下凝
固,因而针对合金凝固过冷度很小的问题,设法 尽管冷速不高但也同样可以达到很大的凝固过冷
提供近似均匀形核的条件。在这种条件下凝固时, 度,从而提高凝固速度。具体实现这种方法的技
炼法相比,性能优越:
高合金粉末冶金材料的性能比熔铸法生产的好,
例如,粉末高速钢、粉末超合金可避免成分的 偏析,保证合金具有均匀的组织和稳定的性能, 同时,这种合金具有细晶粒组织使热加工性大 为改善;
生产难熔金属材料或制品,一般要依靠粉末冶
金法,例如,钨、铝等难熔金属,即使用熔炼 法能制造,但比粉末冶金的制品的晶粒要粗, 纯度要低。
粉末冶金原理

粉末冶金原理粉末冶金是一种利用金属粉末或者金属粉末与非金属粉末混合后,再经过压制和烧结等工艺制造金属零件的方法。
在粉末冶金工艺中,粉末的特性和原理起着至关重要的作用。
粉末冶金原理主要包括粉末的制备、成型、烧结和后处理等几个方面。
首先,粉末的制备是粉末冶金的第一步。
金属粉末的制备可以通过机械研磨、化学方法和物理方法等多种途径。
机械研磨是指将金属块或者金属棒经过研磨机械的加工,得到所需的金属粉末。
化学方法则是通过化学反应得到金属粉末,而物理方法则是通过物理手段如电解、喷雾等得到金属粉末。
在粉末冶金中,粉末的制备质量直接影响着最终制品的质量和性能。
其次,成型是指将金属粉末进行成型工艺,使其成为所需形状的工件。
成型方法包括压制成型、注射成型、挤压成型等多种方式。
压制成型是将金属粉末放入模具中,再经过压制机械的加工,使其成为所需形状的工件。
注射成型则是将金属粉末与粘结剂混合后,通过注射成型机械将其注射成型。
挤压成型是将金属粉末放入容器中,再通过挤压机械的作用,使其成为所需形状的工件。
成型工艺的精密度和成型质量对于最终产品的质量和性能至关重要。
接下来,烧结是粉末冶金中的关键工艺。
烧结是指将成型后的金属粉末在高温下进行加热处理,使其颗粒间发生结合,形成致密的金属材料。
烧结工艺的温度、压力和时间等参数对于最终产品的致密度、硬度和耐磨性等性能有着重要影响。
最后,后处理是指对烧结后的金属制品进行表面处理、热处理和精加工等工艺。
表面处理可以提高金属制品的耐腐蚀性和美观度,热处理可以改善金属制品的硬度和强度,精加工则可以提高金属制品的精度和表面质量。
总之,粉末冶金原理是一个复杂而又精密的工艺体系,涉及到材料科学、机械工程、化学工程等多个领域的知识。
通过对粉末的制备、成型、烧结和后处理等环节的深入研究和探索,可以不断提高粉末冶金工艺的精度和效率,为制造业的发展和进步提供更加可靠的技术支持。
粉末冶金的工艺流程-粉末成形

简介 粉末冶金生产中的基本工序之一,目的是将松散的粉末制成具有预定几何形
状、尺寸、密度和强度的半成品或成品。模压(钢模)成形是粉末冶金生产中采 用最广的成形方法。18世纪下半叶和19世纪上半叶,西班牙、俄国和英国为制造 铂制品,都曾采用了相似的粉末冶金工艺。当时俄国索博列夫斯基 (П.Г.Соболевсκий)使用 的是 钢模 和螺 旋压 机。 英 国的 沃拉 斯顿 (W.H.Wol laston )使 用 压 力 更 大 的 拉 杆 式 压 机 和 纯 度 更 高 的 铂 粉 ,制 得 了 几 乎 没 有 残余孔隙的致密铂材。后来,模压成形方法逐渐完善,并用来制造各种形状的铜 基 含 油 轴 承 等 产 品 。 20世 纪 30年 代 以 来 , 在 粉 末 冶 金 零 件 的 工 业 化 生 产 过 程 中 , 压 机 设 备 、模 具 设 计 等 方 面 不 断 改 进 , 模 压 成 形 方 法 得 到 了 更 大 的 发 展 ,机 械 化 和 自动化已达到较高的程度。为了扩大制品的尺寸和形状范围,特别是为了提高制 品密度和改善密度的均匀性相继出现和发展了多种成形方法。早期出现的有粉末 轧制、冷等静压制、挤压、热压等;50年代以来又出现了热等静压制、热挤压、 热锻等热成形方法。这些方法推动了全致密、高性能粉末金属材料的生产。 主要功能
料 为 金 属( 低 碳 钢 、不 锈 钢 、钛 ),还 可 用 玻 璃 和 陶 瓷 。由 于 温 度 和 等 静 压 力 的 同 时作用,可使许多种难以成形的材料达到或接近理论密度,并且晶粒细小,结构 均匀,各向同性和具有优异的性能。热等静压法最适宜于生产硬质合金、粉末高 温合金、粉末高速钢和金属铍等材料和制品;也可对熔铸制品进行二次处理,消 除气孔和微裂纹;还可用来制造不同材质紧密粘接的多层或复合材料与制品。 粉末锻造
粉末冶金新工艺4
昆明理工大学材料与冶金学院 胡劲
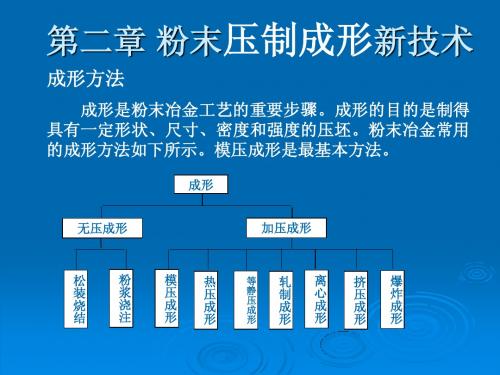
第二章 粉末冶金成型新技术
2.高速压制 与传统压制相比, 高速压制的优点是: 压制件密度提高,提高幅度在0.3g/cm3左右;
压制件抗拉强度可提高20%~25%;
昆明理工大学材料与冶金学院 胡劲
第二章 粉末冶金成型新技术
2.高速压制 瑞典开发出粉末冶金用高速压制法。这可能是
粉末冶金工业的又一次重大技术突破。高速压制采
用液压冲击机,它与传统压制有许多相似之处,但关 键是压制速度比传统快500~1000倍,其压头速度高 达2~30m/s,因而适用于大批量生产。液压驱动的 重锤(5~1200kg)可产生强烈冲击波,0.02s内将压
昆明理工大学材料与冶金学院 胡劲
第二章 粉末冶金成型新技术
1.动磁压制技术 许多合金钢粉用动磁压制做过实验,粉末中不 添加任何润滑剂,生坯密度均在95%以上。动磁压 制件可以在常规烧结条件下进行烧结,其力学性能
高于传统压制件。动磁压制适用于制造柱形对称
的近终形件、薄壁管、纵横比高的零件和内部形
状复杂的零件。
昆明理工大学材料与冶金学院 胡劲
第二章 粉末冶金成型新技术
3.温压成型技术
特点 : (2)生坯强度高 常规工艺的生坯强度约为10~20MPa,温压压坯的强度则为 25~30MPa,提高了1.25-2倍。生坯强度的提高可以大大降 低产品在转移过程中出现的掉边、掉角等缺陷,有利于制备 形状复杂的零件;同时,还有望对生坯直接进行机加工,免 去烧结后的机加工工序,降低了生产成本。这一点在温压烧结连杆制备中表现得尤为明显。
昆明理工大学材料与冶金学院 胡劲
粉末冶金成型的工艺过程

粉末冶金成型的工艺过程粉末冶金成型是一种利用粉末金属和其他复合材料制作各种形状和大小的零件的工艺,是一种广泛应用于航空航天、船舶、汽车、石油、机械制造和精密仪器等领域的一种重要工艺。
粉末冶金成型的工艺过程主要包括粉末成形、热处理和表面处理三个步骤。
首先,粉末成形。
将粉末金属或复合材料放入型腔内,然后用轧制机将其压实,形成特定的零件形状。
一般分两种方法:一种是热压成型,将粉末金属或复合材料装入型腔,然后将其加热,并用压力将其压实,使其形成所需的零件形状;另一种是压力成形,将粉末金属或复合材料装入型腔,然后用压力将其压实,使其形成所需的零件形状。
其次,热处理。
热处理对粉末冶金成型产品具有重要意义,其目的是改善材料的力学性能、改变材料的组织结构、调节材料的组织参数、提高材料的硬度和韧性等。
热处理可分为正火处理和回火处理两种,根据所需要的效果,可选用不同的工艺方式,如火焰热处理、氩弧焊热处理、电火花热处理等。
最后,表面处理。
表面处理的目的是使粉末冶金成型后的零件具有良好的外观和耐磨性,并且提高其耐腐蚀性。
表面处理的方法多种多样,如电镀、阳极氧化、氧化处理、涂装、抛光等。
由于粉末冶金成型产品的表面粗糙度较高,一般需要进行抛光处理,以改善表面光洁度和表面粗糙度。
粉末冶金成型的过程比较复杂,需要经过粉末成形、热处理和表面处理这三个步骤,才能得到满足要求的零件。
粉末冶金成型工艺具有加工复杂形状零件的优势,具有节约材料、提高加工精度、改善性能和缩短交货期等优点,已成为航空航天、船舶、汽车、石油、机械制造和精密仪器等领域的重要工艺。
Secondly, heat treatment. Heat treatment is of great significance to powder metallurgy forming products, which aims to improve the mechanical properties of materials, change the structure of materials, adjust the organization parameters of materials, increase the hardness and toughness of materials, etc. Heat treatment can be divided into two types: normalizing and annealing, different process can be selected according to the required effect, such as flame heat treatment, argon arc welding heat treatment, electric spark heat treatment, etc.。
第二章粉末压制成形原理

变形包括粉末颗粒的变形,还包括颗粒之间孔隙形态的改 变,即颗粒发生位移。
!粉末体的变形是广义变形:颗粒位移 + 颗粒变形
School of Materials Science and Engineering
3. 致密材料变形时,各微观区域的变形规律与宏观变 形规律基本一致,粉末体变形时,各颗粒的变形基 本独立,不同颗粒变形程度可能存在较大差异。
模压成形 是将金属粉末或粉末混合料装入 钢制压模(阴模)中,通过模冲对粉末加压,卸 压后,压坯从阴模内脱出,完成成形过程。
▪ Loose powder is compacted and densified into a shape, known as green compact
▪ Most compacting is done with mechanical presses and rigid tools ▪ Hydraulic and pneumatic presses are also used
间歇成形、粉末连续成形
☻ 按成形料的干湿程度:
干粉压制、可塑成形、浆料成形
School of Materials Science and Engineering
➢ 模压成形是最重要、应用最广的成形方法! ➢ 本章有关成形原理的讨论以模压成形为基础!
上模冲 粉末
阴模
下模冲
成形压模的基本结构
School of Materials Science and Engineering
石膏模
热成形及高能率成形—— 成形烧结同时进行
特殊成形
School of Materials Science and Engineering
粉末冶金原理第二章
(2)多相反应的特点
1)多相反应的速度方程式。 ① 界面上的化学反应速度比反应剂扩散到界面的速度快得 多,于是ci=0。这种反应是由扩散环节控制的,其速度=(D/δ) A(c-ci)=k1Ac0。 ② 化学反应比扩散过程的速度要慢得多,这种反应是由化 学环节控制的,其速度=,n是反应级数。
1.金属氧化物还原的热力学
3)位于图中最下面的几条关系线所代表的金属如钙、镁等与 氧的亲和力最大,所以,钛、锆、钴、铀等氧化物可以用钙、 镁作还原剂,即所谓的金属热还原。
1.金属氧化物还原的热力学
图2-10 金属氧化物Δ -T
例CO2还-2原就时ApCl2OO/是3生多成少反?应,求在1620℃下,Al2O3被
(2)多相反应的特点
③ 若扩散过程与化学反应的速度相近,这种反应是由中间 环节控制的。这种反应较普遍,在扩散层中具有浓度差,但 ci≠0。其速度=k1A(c-ci)=k2Acn,设n=1,则k1A(c-ci)=,所以c i=k1c/(k1+k2),将ci值代入k1A(c-ci)得:速度=k1k2Ac/(k1+k2)=kA c。如果k2<<k1,则k=k2,即化学反应速度常数比扩散系数小 得多,扩散进行得快,在浓度差较小的条件下能够有足够的 反应剂输送到反应区,整个反应速度取决于化学反应速度, 过程受化学环节控制。如果k1<<k2,则k=k1=D/δ,即化学反 应速度常数比扩散系数大得多,扩散进行得慢,整个反应速 度取决于反应剂通过厚度为δ的扩散层的扩散速度,过程受扩 散环节控制。当过程为扩散环节控制时,化学动力学的结论 很难反映化学反应的机理。 2)多相反应的机理。
图2-11 氧化物的Δ -T图附加的专用坐标解说图
粉末冶金原理P2第一二章
Efo—无应力时生成一个空位所需的能量 烧结颈部因受到拉应力的作用
空位形成能降低 产生过剩空位浓度
大于平衡空位浓度
应力作用时其值发生改变 压缩应力 Ef= Efo +σΩ 拉伸应力 Ef= Efo –σΩ σΩ—应力对空位所作的功
颈部空位浓度为:
分类 1)加压烧结 施加外压
applied pressure or pressure-assisted sintering
(1)热压 hot pressing HP (2)热等静压 HIP
2)无压烧结
不施加外压力 pressureless sintering 固相烧结 液相烧结
Part 2 粉末烧结 Powder Sintering
第一章 概述 §1 烧结的定义与分类
什么是烧结?
指粉末或粉末压坯在低于主要组分熔点的温度下借 助于原子迁移实现颗粒间联结的过程
定义给出的主要信息
1 粉末
松装烧结 loose packing sintering
过滤材料:不锈钢,青铜,黄铜,钛等
催化材料(铁,镍,铂等)
2 低于主要组分熔点的温度
1)烧结温度低于所有组分的熔点 固相烧结
2)烧结温度低于主要组分的熔点但高于次要组分的熔点
液相烧结 WC-Co合金, W-Ni-Fe、 W-Cu-Ni重合金
3 烧结的目的
依靠热激活作用 原子发生迁移 粉末颗粒间形成冶金结合 Mechanical interlocking or physical bonging →Metallurgical bonding(原子级的结合) ↑烧结体的强度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 粉末钝化 • 使细粉末适度变粗,或形成氧化薄膜,防止
粉末自燃 • 退火温度 • 高于回复-再结晶温度,(0.5-0.6)Tm • 退火气氛 • 还原性气氛(CO,H2),惰性气氛,真空
• 4)绿色环保 • 废弃物排放很低 • “洁净”冶金
• 粉末冶金技术的不足 • 1)加工的零件或材料尺寸有限 • 2)应用范围有限 • 固相烧结材料中的孔隙造成部件或材料的物理、
力学性能较低 低强度,低拉伸塑性 • 这些不足渐被粉末冶金新技术所克服 • 扩大粉末冶金部件或材料的应用范围
5 粉末冶金材料应用
• 加工成块体材料或部件
• 需经过成形(shaping or forming)和烧结 (sintering)操作
• 成形和烧结控制着粉末冶金材料及其部件的微 观结构与性能
• 主宰着粉末冶金材料及其部件的应用
2 课程对象
• 材料设计的概念 • 工程应用(服役条件)→技术指标(性能
要求)→材料性能设计→微观结构设计 →材质类型、加工工艺设计(经济性) 研究粉末类型、加工工艺参数与材料微 观结构及部件几何性能间的关系
• 2 合批与混合 blending and mixing
• 混合 • 将不同成分的粉末混合均匀的过程 • 合批 • 同类粉末或粉末混合物的混合 • 消除因粉末在运输过程中产生的偏析或在 • 粉末生产过程中不同批号粉末之间的性能
差异 • 获得超细结构材料等
钨合金 硬质合金 重合金 钨靶材 钨/钼基电工合金 纳米晶材料 nano-grained materials 梯度复合材料functionally gradient materials 等
• 3)尺寸一致性高 • 铁基P/M零件 • 钢模寿命:2万件左右 • 硬质合金模:5-6万件
• 粉末颗粒间的结合力为机械啮合力或范德华 力
• 分类: • 刚性模(rigid die)压制 • 普通模压、温压与模压流动成形
非模压成形 冷、热等静压,注射成形,粉末挤压, 粉末轧制,粉浆浇注,无模成型,喷射成 形,爆炸成形等
第一章 粉末压制 Powder Pressing or Compaction
• 4)微电子
• 电子封装热沉材料
• 5) 军事工业 • 重合金,钼材料等 • 6) 通信技术 • 钨合金振子、钼铜封装材料 • 7 )运动器材 • 钨合金高尔夫球头
……..
第一部分 粉末成形
powder shaping or forming
• 具体部件具有一定的几何形状和尺寸 利用外力或粘结剂联结松散状态粉末体中的颗 粒,将粉末体转变成具有足够强度的几何体 的过程
• ②高温工序:前者8个以上,后者3个
Powder press • 全自动 • 液压机
Adaptor 模架
Sintering Furnace:网带烧结炉
轿车部件
电动工具与汽车部件
齿轮保持架(Ford)
汽车发动机用粉末烧结钢零件
汽车变速器系统用粉末烧结钢件
粉末锻造(Powder Forged)连杆
• 金刚石合成粉末触媒 Fe-Ni合金粉末
• 电子焊料(solder) 电子封装用Cu,Ag合金粉末
•
太阳能电池微细铝粉末
• 高性能电路保护器 PTC中超细金属Ni, Fe粉
• 焊料 细铁粉
• ……
• 绝大多数作为应用于工程结构中部件(结构件、 功能件或结构功能一体化件)的制造原料
• 粉末冶金制品
• 1)机械零件
• 汽车(70%) • 工程机械 • 摩托车 • 家电 • 办公机械 • 电动工具等
• 2)机械加工 • 刀具 • 硬质合金,粉末高速钢,金属陶瓷等 • 加工电极 • W-Cu电火花加工电极 • 汽车薄板焊接用弥散强化铜电极
• 3)航天航空
• 火箭发动机喉衬及喷管 • 飞机发动机蜗轮叶片等 • 导弹鼻锥等 • 卫星导航陀螺等 • 制动材料
不锈钢注射成形件
• 2)便于制造难加工材料
• 陶瓷/金属复合材料---金属陶瓷cermet • 粉末超合金 powder superalloys • 粉末高速钢 powder high-speed steels • 金属基复合材料 metal matrix composites
• 弥散强化材料 dispersion-strengthened materials
• 1 课程的任务和意义 • 粉末冶金材料加工的两个基本过程 • 金属粉末
• 小部分直接应用:功能性
• 隐形涂料 Fe,Ni及其合金纳米粉末 • 食品医药 超细铁粉
• 涂料 汽车用Al粉, 变压器用超细铜粉
• 自发热材料(取暖和野外食品自热) 超细Fe粉
• 固体火箭发动机燃料 超细Al, Mg粉等
• 1)经济性:低成本
• 将材料冶金与零件制造有机地结合在一起, 直接制造零部件
• 加工流程少,能耗低,材料利用率高
• 生产效率高
• 制造过程高度自动化
• 齿轮
• 1)传统工艺:铸锭冶金+机加工
• 铁精矿→ 高炉炼铁→铁水 →炼钢 →铸锭 →开坯(多道次) →热挤压(多道次) →钢锭 (棒料) → 下料→机加工(车外圆 → 平端 面→铣轴向孔 →滚齿) →(热处理)→齿轮
• 研究粉末冶金加工过程中的相关工程科学 (Engineering Science)问题
• 研究粉末成形与烧结过程中的工程科学问 题
3 粉末冶金技术的主要特点
粉末冶金既是冶金方法,也是零件制造技术
什么是粉末冶金? 利用金属粉末或化合物粉末为原料,经过 成形和烧结操作,制取金属材料及其复合 材料的加工方法
• 2)粉末冶金
• 铁精矿粉末(总铁大于71.5%,SiO2小于0.3%)→ 隧道窑高温还原(1050-1100℃ ) →破碎→ 磁选→精还原(750-800℃) →破碎 →磁选 →合批→铁粉→混合(添加合金元素) →压 制→烧结→(热处理)→P/M齿轮
• 传统工艺比粉末冶金工艺
• ①主要工序:前者15个以上,后者8个