焊接工艺手册
焊接工艺实用手册

手册中对各种常用金属材料的焊接进行了详细介绍,包括碳钢、不锈钢、铝 及铝合金、铜及铜合金等。针对每种金属材料,手册都介绍了其焊接性、焊接工 艺要点、常见问题及解决方法。这些内容将帮助读者在实践中更好地掌握金属材 料的焊接技巧。
手册中详细介绍了焊接质量检验与控制的方法,包括外观检查、无损检测、 破坏性检验等。同时,手册还介绍了焊接质量的分级标准、焊接缺陷的识别与评 定、以及如何通过质量控制系统提高焊接质量。这些内容将帮助读者更好地了解 焊接质量的控制方法,从而保证焊接质量。
《焊接工艺实用手册》是一本非常实用的书籍,它是一本真正的焊接工程师 的必备工具,也是每个从事焊接工作的人的必读之书。通过阅读这本书,我学到 了很多有关焊接工艺的知识和技能,也深刻认识到了焊接工艺的重要性和价值。 我相信这本书对于每一个从事焊接工作的人来说都是一本非常有价值的书籍。
目录分析
《焊接工艺实用手册》是一本关于焊接工艺的权威性手册,旨在为读者提供 关于各种焊接工艺的详细信息、应用范围、焊接材料的选择以及焊接过程中的注 意事项等方面的实用指南。以下是该书的目录分析:
该部分提供了关于本书的简要介绍,包括编写目的、内容组织和使用方法。 还对焊接工艺的重要性和应用领域进行了简要说明。
该部分介绍了焊接工艺的基本概念、原理和分类,以及焊接工艺的发展历程 和趋势。还对焊接工艺的优缺点进行了简要分析。
该部分详细介绍了各种焊接材料的分类、性能和应用范围,包括母材、填充 材料和焊剂等。还提供了关于焊接材料的选择和使用方面的实用指南。
手册中强调了焊接安全与防护的重要性,介绍了焊接过程中常见的危害因素、 安全操作规程、个人防护措施以及应急处理方法。这些内容将帮助读者更好地了 解焊接安全与防护知识,保护自己和他人的安全。
QPCJ钢轨铝热焊接工艺操作指导手册

在底板上好之后,不要忘记检查钢轨的对直,直是您最后的检 查机会
必须用一片干净的纸板盖在砂模上,以防止杂质落入砂模内 封箱泥如果过量将无法很好的烘干,而且会带来湿气 封箱泥太少则会干裂
步骤 3:轨道的准备工作
1) 落实轨道的直度和表面情况 2) 将轨温计放置于钢轨背光的一侧 3) 确定钢轨的型号及重量与所使用的 QPCJ 焊剂相对应 4) 检查钢轨的间隙:距离轨枕应不少于 100mm 5) 除去道渣:道渣距轨底应至少 100mm 6) 挖一个废物弃置坑 7) 上紧扣件:钢轨两侧各至少 15m 范围内 8) 去掉含头两侧 3 至 6 根轨枕上的扣件及垫板 9) 分别在焊头两侧的第三根轨枕处,在轨底和轨枕上画对应标记 10) 检查并落实推瘤机和打磨机能够正常工作
2) QPCJ 金属构件清单
砂模夹具 侧模套板(1 套) 底模套板 灰渣盘 坩埚叉
3) 预热装置和焊后保温装置
氧气、丙烷预热枪和预热支架 氧气、丙烷调压表 氧气、丙烷软管 防回火塞 合格的点火装置 保温箱或保温罩
4) 安全防护用具清单
焊工护目镜 面罩 焊工手套 护腿 护耳
注意! 如无特殊要求,千万不要增加或减短钢轨的长度,因为它会影响钢轨 的无应力温度。如果间隙小于 23mm,将达不到预热的效果,而且熔化 的钢水会因过量而溢出灰渣盘。如果间隙大于 27mm,预热也将达不到 效果,而且熔化的钢水还不足以填满整个间隙。
10
QPCJ 钢轨铝热焊接工艺操作指导手册
【尖点(垂直对正)】 11) 将焊工直尺置于钢轨运行表面的正中央,直尺端头与钢轨运行表面的间隙 就是进行尖点设定时所需要测量的尺寸。 12) 对木轨枕而言,尖点值为 3.2mm(见图 9);对混凝土轨枕区,尖点值为 1.6mm。
焊接工艺手册样本

焊接工艺手册样本概述本手册旨在介绍以下内容:- 焊接的定义和基本原理- 焊接的分类及应用- 焊接工艺的基本流程- 常见焊接缺陷及其预防措施- 特殊焊接工艺的介绍焊接的定义和基本原理焊接是将两个或两个以上的金属或非金属材料通过加热、高温作用,使其在一定压力下接合成为一个整体的技术。
其基本原理为通过高温状态下金属表面的熔化与热膨胀可获得一定的焊接强度。
焊接的分类及应用焊接按照接合材料的不同可分为金属焊接和非金属焊接。
金属焊接按照结构分类又可以分为点焊、气焊和埋弧焊等。
非金属焊接按照加热方式分类又可以分为激光焊接、等离子焊接和电弧焊接等。
在工业制造领域,焊接技术广泛应用于制造行业、航空航天工业、建筑工程、汽车制造和电子工业等领域。
焊接工艺的基本流程焊接的基本流程一般包含以下步骤:1. 焊接前准备工作:包括焊材、焊接设备、工具等的准备和工作环境的检查与整理。
2. 焊接地备:即将需要焊接的材料表面进行打磨、清洗、除污等处理,以保证焊接质量。
3. 焊接操作:将工作电源接通后逐步进行焊接操作,包括对焊接材料加热后的处理和焊接接头处的保护。
4. 焊接检查:通过焊接前的准备和焊接质量等方面的检查,保证焊接质量和产品的使用寿命。
常见焊接缺陷及其预防措施焊接过程中常见的焊接缺陷包括焊接裂纹、未焊透、变形、气孔等。
针对这些缺陷,应采取以下预防措施:1. 做好焊接前的准备工作,保证焊接条件和环境符合标准。
2. 控制好焊接参数,如电压、电流等,并严格按照焊接工艺规范进行操作。
3. 加强质量检查,对焊接材料和产品进行全面的检查和测试。
4. 加强对操作人员的培训和管理,提高技能水平和安全意识。
特殊焊接工艺的介绍特殊焊接工艺主要包括激光焊、等离子焊等,这些技术通常用于需要高精度、高质量的金属制品生产。
对于这些特殊焊接工艺,需要按照相关的工艺规范和操作指南进行操作,并进行全面的质量检查和测试。
总之,焊接技术在现代工业生产中起着重要的作用,掌握好焊接技术并采取有效的预防措施,能使焊接工作更加精准和安全。
焊接工艺指导手册(全)
编制
日期
审核
日期
批准
日期
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压V
焊接速度
cm/min
线能量
KJ/cm
牌号
直径
极性
电流(A)
1
GTAW
ER50-6
2.5
DC-
110~150
12-15
8-10
7.92-16.88
2
SMAW
J422
3.2
DC+
90~120
24-26
6-12
10.8-31.2
3
SMห้องสมุดไป่ตู้W
J422
3.2
DC+
90~120
24-26
6-12
10.8-31.2
注:DC-表示钨极接负,DC+表示焊条接正。
技术措施:
摆动焊或不摆动焊:摆动摆动参数:微摆
焊前清理和层间清理:角向磨光机、钢丝刷喷嘴尺寸:Ф10
单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝
喷嘴至工件距离(mm)6~8mm钨极类型及直径:铈钨Ф2.5mm
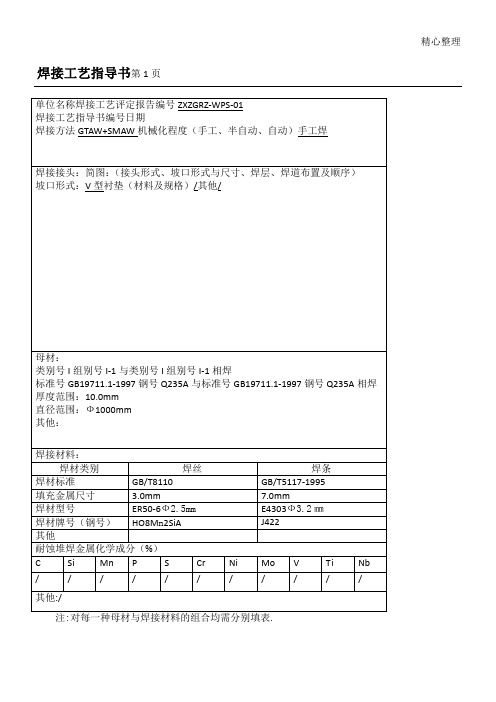
焊接工艺指导书第1页
单位名称焊接工艺评定报告编号ZXZGRZ-WPS-01
焊接工艺指导书编号日期
焊接方法GTAW+SMAW机械化程度(手工、半自动、自动)手工焊
焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V型衬垫(材料及规格)/其他/
母材:
类别号I组别号I-1与类别号I组别号I-1相焊
焊后热处理:
20200412接地网焊接工艺手册

中铁电气化局集团有限公司武夷新区轨道交通线上工程线上施工项目部
中铁电气化局集团
地网焊接施工工艺
施工准备 →焊接物就位及模具安装→加入反应粉 →引火施焊→ 模具拆除及清扫
4.引火施焊
操作人员站在模具点火口的侧面,点燃引 火粉,放热熔剂即在焊模的反应腔中进行剧烈 的化学反应并猛烈燃烧。
中铁电气化局集团有限公司武夷新区轨道交通线上工程线上施工项目部
中铁电气化局集团有限公司武夷新区轨道交通线上工程线上施工项目部
中铁电气化局集团
地网焊接施工工艺
施工准备 →焊接物就位及模具安装→加入反应粉 →引火施焊→模具拆除及清扫
中铁电气化局集团有限公司武夷新区轨道交通线上工程线上施工项目部
中铁电气化局集团有限公司武夷新区轨道交通线上工程线上施工项目部
中铁电气化局集团
地网焊接施工工艺
施工准备 →焊接物就位及模具安装→加入反应粉 →引火施焊→ 模具拆除及清扫
3.加入反应粉
先将金属隔离片放置到模具反应腔底部 (需注意铁片方向,凹面朝上,否则会严重影 响熔接效果)以防药剂流入反映腔。然后缓缓 倒入火药,并注意火药底部有一浅薄及透明的 小塑胶带,内盛引燃火药之炭精。将此覆于火 药上部,并均匀摊开,盖上顶盖。
勇于跨越 追求卓越
接地网工艺手册
中铁电气化局集团
地网焊接施工工艺
施工准备 →焊接物就位及模具安装→加入反应粉 →引火施焊→ 模具拆除及清扫
1.施工准备
a.放热焊接操作之前,在使用前许用喷灯或其 他方法对焊模加热驱除潮气。加热点涵盖整个模具 表面,重点为模具模腔,反应腔。首次加热时间十 分钟。
b.用钢丝刷或砂纸打磨干净被熔接位置。 c.在正式用于接地铜母线施工之前,对参加人 员进行了操作技能培训,使其了解模具基本结构、 使用方法和注意事项,并进行了各种型式接头的熔 接实验,对达到要求的操作人员方可允许参加正式 施工。两人一组,并穿戴好护具(眼镜、手套) d.在使用焊模前,应仔细检查其内面是否有焊 渣或铜水凝固物,如发现应及时清理,以免在焊模 开合面处密合不好,形成缝隙,导致熔焊时铜水外 流。如发现开河面破损,应及时更换焊模。
《焊接技术手册》word版

焊接技术人员培训手册第一部分焊接工艺评定的使用管理&焊接工艺规程的编制一、焊接工艺评定的有关概念二、焊接工艺评定及使用管理程序三、焊接工艺评定变素及其评定规则四、如何阅读焊接工艺评定报告五、如何编制焊接工艺规程一、焊接工艺评定的有关概念1、焊接工艺评定的定义和目的2、消除焊接工艺评定认识上误区:3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件8、常用焊接工艺评定标准:JB4708-2000《钢制压力容器焊接工艺评定》GB50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章劳部发1996[276]号《蒸汽锅炉安全监察规程》附录IJGJ81-2000《建筑钢结构焊接技术规程》第5章GB128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一ASME第IX卷《焊接与钎焊》二、焊接工艺评定及使用管理程序1、焊接工艺评定程序(1)焊接工艺评定立项(2)焊接工艺评定委托(3)编制焊接工艺指导书(WPI)并批准(4)评定试板的焊接(5)评定试板的检验焊接工艺评定失败,重新修改焊接工艺指导书,重复进行上述程序。
(6)编写焊接工艺评定报告(PQR)并批准2、焊接工艺评定文件的使用与管理(1)焊接工艺评定文件的受控登记。
(2)焊接工艺评定的有效版本及换版转换。
(3)每季度编制焊接工艺评定文件的有效版本目录。
(4)保证现场工程和产品的焊接工艺评定的覆盖率为100%。
(5)焊接工艺评定文件作为公司的一项焊接技术储备,属于公司重要技术机密文件,应妥善保管。
三、焊接工艺评定变素及其评定规则1、焊接工艺评定的主要变素:试件形式母材类别焊接方法焊接工艺因素焊后热处理种类及参数母材厚度焊缝熔敷金属厚度四、如何阅读焊接工艺评定报告1、如何认识焊接工艺评定报告的作用(1)焊接工艺评定报告的合法性:(2)焊接工艺评定报告的有效性:(3)焊接工艺评定报告及焊接工艺规程的局限性:(4)焊接工艺评定报告是一种必须由企业焊接责任工程师和总工程师签字的重要质保文件,也是技术监督部门和用户代表审核施工企业质保能力的主要依据之一。
钎焊工艺手册

NOCOLOK 钎剂钎焊技术手册苏威氟及衍生物有限公司保密协议本手册包括内部所收录的资料,属于苏威氟及衍生物有限公司专有并对外保密。
在没有得到苏威氟及衍生物有限公司的明确书面许可,本手册的使用者不得复制,复印或转述(转载)全部或部分的内容,也不能以任何的形式提供给任何的第三方。
在苏威氟及衍生物有限公司的要求下,使用者必须马上归还本手册。
P.4第1节介绍P.7 第3节重要的生产控制步骤及P.54特性1-1 目的P.7 i.)装配间隙P.541-2 历史回顾P.8 ii.)夹具P.56iii.)钎料金属的控制P.62 第2节钎焊工艺P.9 iv.)钎焊修复P.71 2-1 导言P.9 v.)钎焊后钎剂残余物特性P.722-2 工艺回顾P.10 a.)残余物厚度P.722-3 钎剂的任务P.12 b.)硬度P.722-4 钎剂的种类P.13 c.)附着性P.722-5 铝合金P.14 d.)湿润性P.72i.)概述P.14 e.)抗腐蚀性P.73ii.)合金添加成分的影响P.18 f.)可溶性P.73a.)镁P.18 g.)钎焊后气味P.73b.)锌P.19 h.)钎焊后处理P.73P.75c.)硅P.19 vi..)钎剂残余物对冷却器的影响P.75d.)其它添加的合金成分P.19 vii.)钎剂残余物对制冷剂的影响2-6 清洗部件(湿润性)P.20 viii.)钎剂残余物对压缩机油P.76稳定性的影响i.)碱性溶液清洗P.21 第4节腐蚀P.77ii.)化学清洗P.22 i.)加速腐蚀试验P.77iii.)加热清洗P.23 ii.)腐蚀保护P.77iv.)钎剂悬浮液中表面活性P.24 第5节环保细则P.82 剂的添加2-7 钎剂的添加P.25i.)概述P.25 第6节金相学技术P.83ii.)钎剂悬浮液的准备P.25 6-1 样品镶嵌P.83iii.)钎剂附着量P.28 6-2 打磨和抛光P.84iv.)钎剂悬浮液使用概述P.29 6-3 铝合金的浸蚀P.85v.)其它钎剂添加技术P.30 i.)显微结构的常规浸蚀P.852-8 干燥/脱水P.32 ii.)决定晶粒尺寸的浸蚀P.852-9 钎焊P.34 a.)放大检验P.85i.)炉中钎焊P.34 b.)显微检验P.86P.36a.)可控气氛(CAB)隧道炉b.)强制对流炉P.41 第7节保健与安全P.87c.)间歇炉P.42 7-1 概述P.87P.88 ii.)火焰焊接P.43 7-2 NOCOLOK钎剂警示标志P.88a.)手工火焰焊接P.44 7-3 苏威NOCOLOK钎剂安全数据表b.)使用转盘和传送带进行P.52火焰焊接iii.)感应焊接P.53 第8节参考文献P.89第1节:介绍1-1:目的该手册就NOCOLOK®钎剂钎焊工艺提供了实践指引以及基本信息。
PCB板焊接工艺手册

电子产品PCB板焊接工艺手册(V1.1)一、目的规范车间员工电子产品PCB板手工焊接操作,确保PCB板器件焊接质量。
二、适用范围电子车间需进行手工焊接的工序及补焊等操作。
三、手工焊接使用的工具及要求3.1焊锡丝的选择:直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接;直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。
3.2烙铁的选用及要求:3.2.1电烙铁的功率选用原则:1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。
2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。
3)焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。
3.2.2电烙铁铁温度及焊接时间控制要求:1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。
焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。
部分元件的特殊焊接要求:SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。
拆除元件时烙铁头温度:310~350℃注:根据CHIP件尺寸不同请使用不同的烙铁嘴。
DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、CCD、传感器等)温度控制在260~300℃。
2)无铅制程无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。
3.2.3电烙铁使用注意事项:1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被“ 烧死”不再“ 吃锡” 。
焊接工艺技术手册

焊接工艺技术手册第一章:引言焊接是一种常见的金属连接方法,广泛应用于各个行业和领域。
为了确保焊接质量和效率,合理的焊接工艺技术是至关重要的。
本手册旨在提供有关焊接工艺技术的全面信息,以帮助焊接工程师和操作人员更好地理解和运用焊接技术。
第二章:焊接原理2.1 焊接概述焊接是通过将金属材料加热至熔化状态并结合在一起来实现材料的连接。
在焊接过程中,焊条或电弧等热源用于加热材料,并且可能需要使用填充金属来实现连接。
2.2 焊接类型根据焊接过程中加热金属的方式,焊接可分为以下几种类型:电弧焊接、气体保护焊接、摩擦焊接、激光焊接等。
每种焊接类型都有其特点和适用范围。
第三章:焊接设备与工具3.1 焊接机器合适的焊接机器是实现高质量焊接的关键。
常见的焊接机器包括电弧焊机、气体保护焊机和激光焊机等。
本节将详细介绍各种焊接机器的工作原理和操作要点。
3.2 焊接工具焊接工具有助于提高焊接效果和操作便利性。
例如,焊枪、电焊剪、刷子等。
在本节中,将介绍常见的焊接工具及其用途。
第四章:焊接材料4.1 焊接材料概述焊接材料包括焊条、填充金属、保护气体等。
不同的焊接材料适用于不同的焊接类型和金属材料。
本节将详细讨论各种焊接材料的特性和选择原则。
4.2 焊接材料的预处理为了实现良好的焊接接头,焊接材料需要经过一系列预处理步骤,例如去除油污、氧化膜和腐蚀等。
本节将介绍焊接材料的预处理方法。
第五章:焊接工艺参数5.1 焊接电流与电压焊接电流和电压是控制焊接过程中最重要的参数之一。
在本节中,将详细介绍如何选择合适的焊接电流和电压,并解释其对焊接质量的影响。
5.2 焊接速度焊接速度是另一个关键的焊接参数,它影响着焊接接头的形成和焊缝质量。
本节将讨论如何确定适当的焊接速度以确保焊接质量。
第六章:常见焊接缺陷与排除方法6.1 焊接缺陷概述焊接过程中可能会出现各种缺陷,例如焊缝不饱满、气孔、裂纹等。
本节将列举并解释常见的焊接缺陷,帮助读者更好地了解并避免这些问题的发生。
钎焊工艺手册

精品word完整版-行业资料分享钎焊操作手册精品word完整版-行业资料分享目录一、前言。
3二、钎焊原理。
3三、铜管温度与钎料的关系。
4四、气体火焰钎焊操作技术。
41.焊前清理。
52.清洁度检验。
53.接头安装。
54.安装检验。
65.充氮保护。
66.调节火焰。
87.加热。
88.加入钎料。
99.加热保持。
910.焊后处理。
911.焊后检验。
9五、常见钎焊缺陷及处理对策。
10六、补焊的技术要求。
11钎焊操作手册一.前言钎焊是三大焊接方法(熔焊、压焊、钎焊)中的一种。
钎焊是采用比焊件金属熔点低的金属作钎料,将焊件和钎料加热到高于钎料、低于焊件熔化温度,利用液态钎料润湿焊件金属,填充接头间隙并与母材金属相互扩散实现连接焊件的一种方法。
按其所用的热源不同,钎焊可分为:火焰钎焊、感应钎焊、烙铁钎焊、电阻钎焊及炉中钎焊等。
空调制冷系统中钎焊采用火焰钎焊的方法,其通用性大、工艺过程较为简单,但火焰钎焊手工操作加热温度和时间难以把握,因此要求操作人员具备熟练的操作技巧。
本手册主要介绍空调制冷系统生产、安装有关火焰钎焊方面内容。
二.钎焊原理钎焊是利用液态钎料填满钎焊金属结合面的间隙而形成牢固接头的焊接方法。
其工艺过程必须具备两个基本条件。
a)液态钎料能润湿钎焊金属并能致密的填满全部间隙;b)液态钎料与钎焊金属进行必要的物理、化学反应达到良好的金属间结合。
1.液态钎料的填缝原理钎焊时,液态钎料是靠毛细作用在钎缝间流动的,这种液态钎料对母材金属的浸润和附着的能力称之为润湿性。
液态钎料对钎焊金属的润湿性越好,则毛细作用越强,因此填缝会更充分。
影响钎料润湿性的因素有以下几个方面:1)钎料和焊件金属成分影响一般来说,如果液态钎料能与焊件金属相互溶解或形成化合物,则钎料能较好的润湿焊件金属,反之,则润湿性较差。
2)钎焊温度的影响钎焊温度升高有助于提高钎料对焊件金属的润湿性,但温度过高,钎料润湿性太好,不仅会造成钎料流失,而且还会因过火而产生溶蚀现象。
实用焊接工艺手册

焊接工艺资料第一章起重机金属结构件焊接常用钢材的性能1.碳素钢按含碳量分类类别低碳钢中碳钢高碳钢含碳量,%<0.250.25~0.50>0.50焊接性良好一般不须特殊措施良好常须预热和后热不良必须特殊工艺措施使用部位主梁、端梁轴、轮毂钢轨2.碳素结构钢Q235钢的性能GB700-882.1Q235钢的化学成分牌号等级化学成分,%脱氧方法C MnSi S P Al不大于不小于Q235A0.14~0.220.30~0.650.300.0500.045F、Z B0.12~0.200.30~0.700.045C≤0.180.35~0.800.0400.040ZD≤0.170.35~0.800.0350.0350.020TZQ235A、B级沸腾钢锰含量上限为0.60%2.2Q235钢的力学性能2.2.1Q235钢的拉伸和冲击试验牌号等级拉伸试验冲击试验屈服点бs,MPa抗拉强度бbMPa伸长率δ5,%温度℃V型冲击功(纵向)J 钢材厚度,mm钢材厚度,mm≤16>16~40>40~60>60~100>100~150>150≤16>16~40>40~60>60~100>100~150>150不小于不小于不小于Q235A235225************375~460262524232221B2027 C0D-202.2.2Q235钢的弯曲试验牌号试样方向冷弯B=2a180°B-试样宽度钢材厚度a,mm≤60>60~100>100~200弯心直径dQ235纵a2a 2.5a 横 1.5a 2.5a3a3.常用优质碳素结构钢的性能GB/T699—1999 3.1常用优质碳素结构钢的化学成分序号统一数字代号牌号化学成分,%C Si MnS P Cr Ni Cu不大于1U2008008F0.05~0.11≤0.030.25~0.500.0350.0350.100.300.252U2010010F0.07~0.13≤0.070.25~0.500.0350.0350.150.300.253U2015015F0.12~0.18≤0.070.25~0.500.0350.0350.250.300.254U20082080.05~0.110.17~0.370.35~0.650.0350.0350.100.300.255U20102100.07~0.130.17~0.370.35~0.650.0350.0350.150.300.256U20152150.12~0.180.17~0.370.35~0.650.0350.0350.250.300.257U20202200.17~0.230.17~0.370.35~0.650.0350.0350.250.300.258U20252250.22~0.290.17~0.370.50~0.800.0350.0350.250.300.259U20302300.27~0.340.17~0.370.50~0.800.0350.0350.250.300.2510U20352350.32~0.390.17~0.370.50~0.800.0350.0350.250.300.2511U20402400.370.170.500.0350.0350.250.300.25~0.44~0.37~0.8012U20452450.42~0.500.17~0.370.50~0.800.0350.0350.250.300.2513U20502500.47~0.550.17~0.370.50~0.800.0350.0350.250.300.253.2常用优质碳素结构钢的纵向力学性能序号牌号试样毛坯尺寸mm推荐热处理,℃力学性能钢材交货状态硬度HBS10/3000不大于正火淬火回火бbMPaбsMPaδ5%ψ%Aku2J不小于未热处理钢退火钢108F259302951753560131210F259303151853355137315F259203552052955143 408259303251953360131 510259303352053155137 615259203752252755143 720259104102452555156 82525900870600450275235071170 93025880860600490295215063179 103525870850600530315204555197 114025860840600570335194547217187 124525850840600600355164039229197 135025830830600630375144031241207 4低合金高强度结构钢Q345钢的性能GB/T1591-944.1Q345钢的化学成分牌号质量等级化学成分,%C≤MnSi≤P≤S≤V Nb TiAl≥Q345A0.201.00〜~1.600.550.0450.0450.02~0.150.015~0.0600.02~0.20 B0.201.00~1.600.550.0400.0400.02~0.150.015~0.0600.02~0.20C0.201.00~1.600.550.0350.0350.02~0.150.015~0.0600.02~0.200.015D0.181.00~1.600.550.0300.0300.02~0.150.015~0.0600.02~0.200.015E0.181.00~1.600.550.0250.0250.02~0.150.015~0.0600.02~0.200.0154.2Q345钢的力学性能牌号质量等级屈服点бs,MPa抗拉强度бbMPa伸长率δ5%冲击功,A k v(纵向)J180°弯曲试验d=弯心直径a=试样厚度钢材厚度,m m试验温度℃+200-20-40≤16>16~35>35~50>50~100不小于钢材厚度,mm 不小于≤16>16~100Q345A345325295275470~63021d=2a d=3a B345325295275470~6302134d=2a d=3a C345325295275470~6302234d=2a d=3a D345325295275470~6302234d=2a d=3a E345325295275470~6302227d=2a d=3a5.船体用结构钢的性能GB712-2000 5.1船体用结构钢的化学成分钢类等级化学成分,%C Mn Si P S Cu Cr Ni Mo Als Nb V Ti一般强度钢A≤0.21≥2.5C≤0.50≤0.035≤0.035≤0.35≤0.30≤0.30B≤0.210.80~1.20≤0.35D≤0.210.60~1.20≥0.015 E≤0.180.70~1.20高强A32≤0.180.90~≤0.50≤0.035≤0.035≤0.35≤0.20≤0.40≤0.08≥0.0150.02~0.05~≤0.02 D32度钢1.600.050.10 E32A36D36E365.2船体用结构钢的力学性能钢材等级屈服点бsMPa不小于抗拉强度бbMPa断后伸长率%不小于试验温度℃冲击功,Akv,J,不小于厚度,mm≤50>50~70>70~100纵向横向纵向横向纵向横向A235400~520222034244127B02720 D-20E-40A32315440~570220312238264631D32-20 E32-40A36355490~630210342441275034D36-20E36-406.常用合金结构钢的性能GB/T3077-19996.1合金结构钢的化学成分代号牌号化学成分,%C Si Mn Cr Mo S P Cu NiA3035235CrMo 0.32~0.400.17~0.370.40~0.700.80~1.100.15~0.25≤0.035≤0.035≤0.30≤0.30A3042242CrMo 0.38~0.450.17~0.370.50~0.800.90~1.200.15~0.25≤0.035≤0.035≤0.30≤0.30A0020220Mn20.17~0.240.17~0.371.40~1.80≤0.035≤0.0356.2合金结构钢热处理试样的纵向力学性能牌号热处理力学性能供应状态布氏硬度HB 淬火回火бbMPaбsMPa δ5%ψ%A k U 2J加热温度℃冷却剂加热温度℃冷却剂不小于35CrMo 850油550水、油98083512456322942CrMo 850油560水、油108093512456321720Mn2880水、油200水、空7855901040471877各种金属材料的焊接性7.1金属材料在焊接和使用过程中可能出现的问题金属材料可能出现的问题工艺方面使用方面低碳钢1.厚板的刚性拘束裂纹2.硫带裂纹 1.板厚方向伸长率减少2.厚板缺口韧性低中、高碳钢1.焊道下裂纹2.热影响区硬化疲劳极限降低高强度钢(非调质型)1.焊道下裂纹2.热影响区硬化1.焊缝区延性低2.抗拉强度低,疲劳极限低3.容易引起脆性破坏4.板的异向性大5.引起H 2S 应力腐蚀裂纹高强度钢(调质型)1.热影响区软化2.厚板焊道裂纹1.焊缝区延性低2.抗拉强度低,疲劳极限低3.容易引起脆性破坏4.板的异向性大5.引起H 2S 应力腐蚀裂纹低温用低碳钢1.焊缝金属晶粒粗化2.高温加热引起的脆化1.热影响区冲击韧性低2.缺口韧性低奥氏体不锈钢1.焊缝热裂纹2.由于高温加热碳化物脆化3.焊接变形大1.高温使用时б相脆化2.焊接热影响区耐腐蚀性下降3.氯离子引起的应力腐蚀裂纹4.焊缝低温冲击韧性下降7.2焊接裂纹的分类裂纹分类基本特征敏感的温度区间被焊材料位置热裂纹结晶裂纹在结晶后期,由于低熔共晶形成的液态薄膜削弱了晶粒间的联结,在拉伸应力作用下发生开裂在固相线温度以上稍高的温度(固液状态)杂质较多的碳钢、低中合金钢、奥氏体钢焊缝上,少量在热影响区多边化裂纹已凝固的结晶前沿,在高温和应力的作用下,晶格缺陷发生移动和聚集,形成二次边界,它在高温处于低塑性状态,在应力的作用下产生的裂纹固相线以下再结晶温度纯金属及单相奥氏体合金焊缝上,少量在热影响区液化裂纹在焊接热循环峰值温度的作用下,在热影响区和多层焊的层间发生重熔,在应力作用下产生的裂纹固相线以下稍低温度含S、P、C较多的镍铬高强钢,奥氏体钢、镍基合金热影响区及多层焊的层间再热裂纹厚板焊接结构消除应力处理过程中,在热影响区的粗晶区存在不同程度的应力集中时,由于应力松弛所产生附加变形大于该部位的蠕变塑性,则发生再热裂纹600~700℃回火处理含有沉淀强化元素的高强钢、珠光体钢、奥氏体钢等热影响区的粗晶区冷裂纹延迟裂纹在淬硬组织、氢和拘束应力的共同作用下而产生的具有延迟特征的裂纹在M s点以下中、高碳钢,低、中合金钢热影响区,少量在焊缝淬硬脆化裂纹主要由淬硬组织,在焊接应力作用下产生的裂纹Ms点附近含碳的NiCrMo钢、马氏体不锈钢、工具钢热影响区,少量在焊缝低塑性脆化裂纹在较低温度下,由于被焊材料的收缩应变,超过了材料本身的塑性储备而产生的裂纹在400℃以下铸铁、堆焊硬质合金热影响区及焊缝层状撕裂主要由于钢板的内部存在有分层的夹杂物(沿轧制方向),在焊接时产生的垂直于轧制方向的应力,致使在热影响区或稍远的地方,产生台阶式层状开裂约400℃以下含有杂质的低合金高强钢厚板结构热影响区附近应力腐蚀裂纹某些焊接结构(如容器和管道等),在腐蚀介质和应力的共同作用下产生的延迟裂纹任何工作温度碳钢、低合金钢、不锈钢等焊缝和热影响区7.3各种金属材料可能发生焊接裂纹的类型金属材料热裂纹冷裂纹(延迟裂纹)层状撕裂再热裂纹碳素钢S<0.01%△△S>0.01%△△○中碳钢、中碳低合金钢△○○高碳钢、铸铁△低合金高强度钢○○中合金高强度钢△○△高合金钢○△Cr—Mo钢○○不锈钢马氏体△○铁素体○奥氏体○△○—常发生△—有时发生第二章电弧焊接常用焊接材料的性能1焊条电弧焊常用焊条的性能1.1常用结构钢焊条的性能GB/T5117-1995和GB/T5118-1995 1.1.1常用结构钢焊条熔敷金属的化学成分焊条型号焊条牌号熔敷金属化学成分,%C Mn Si S P Mo Ni CrE4313J421≤0.120.3~0.6≤0.35≤0.035≤0.040 E4303J422≤0.120.3~0.6≤0.25≤0.035≤0.040 E4316J426≤0.12≤1.25≤0.90≤0.035≤0.040 E4315J427≤0.12≤1.25≤0.90≤0.035≤0.040 E5003J502≤0.12≤1.60≤0.30≤0.035≤0.040E5016J506≤0.12≤1.60≤0.75≤0.035≤0.040≤0.30≤0.30≤0.20E5018J506LMA≤0.12≤1.60≤0.75≤0.035≤0.040≤0.30≤0.30≤0.20E5015J507≤0.12≤1.60≤0.75≤0.035≤0.040≤0.30≤0.30≤0.20E5015-G J507R≤0.12≤1.60≤0.70≤0.035≤0.035≤0.70E5015-G J507RH≤0.10≤1.60≤0.50≤0.025≤0.0250.35 ~0.80E5515-G J557≤0.12≥1.000.30~0.70≤0.035≤0.035E6015-D1J607≤0.121.25~1.75≤0.60≤0.035≤0.0350.25~0.45E8015-G J807≤0.09≤2.0≤0.40≤0.030≤0.0300.80~1.0E8515-G J857≤0.15≥1.00.40~0.80≤0.035≤0.0350.60~1.20E8515-G J857CrNi≤0.101.30~2.25≤0.60≤0.030≤0.0300.30~0.551.75~2.500.30~1.50E9015-G J907≤0.201.40~2.00.40~0.80≤0.035≤0.0350.80~1.201.1.2常用结构钢焊条熔敷金属的力学性能焊条型号焊条牌号бbMPaбsMPaδ5%Akv,J常温0℃-20℃-30℃-40℃-50℃E4313J421≥420≥330≥17E4303J422≥420≥330≥22≥27E4316J426≥420≥330≥22≥27E4315J427≥420≥330≥22≥27E5003J502≥490≥400≥20≥27E5016J506≥490≥400≥22≥47≥27E5018J506LMA≥490≥400≥22≥27E5015J507≥490≥400≥22≥47≥27E5015-G J507R≥490≥390≥22≥47E5015-G J507RH≥490≥410≥22≥47≥34E5515-G J557≥540≥440≥17≥27E6015-D1J607≥590≥490≥15≥27E8015-G J807≥780≥690≥13≥27E8515-G J857≥830≥740≥12E8515-G J857CrNi≥830≥740≥12≥27 E9015-G J907≥880≥780≥121.1.3常用结构钢焊条的药皮含水量、熔敷金属扩散氢含量和焊缝射线探伤要求焊条型号焊条牌号药皮含水量不大于扩散氢含量,不大于,ml/100g射线探伤要求甘油法色谱法或水银法E4313J421ⅡE4303J422ⅡE4316J4260.608.012.0ⅠE4315J4270.608.012.0ⅠE5003J502ⅡE5016J5060.608.012.0ⅠE5018J506LMA0.608.012.0ⅠE5015J5070.608.012.0ⅠE5015-G J507R 0.30 6.010.0ⅠE5015-G J507RH 0.30 6.010.0ⅠE5515-G J5570.30 6.010.0ⅠE6015-D1J6070.15 4.07.0ⅠE8015-G J8070.15 4.07.0ⅠE8515-G J8570.15 2.0 5.0ⅠE8515-G J857CrNi 0.15 2.0 5.0ⅠE9015-GJ9070.152.05.0Ⅰ1.1.4焊条熔敷金属中扩散氢含量的分类规定熔敷金属中扩散氢含量(水银法测定)ml/100g焊条分类焊条类型>15高氢焊条酸性10~15中氢焊条酸性或碱性5~10低氢焊条碱性<5超低氢焊条碱性1.1.5常用结构钢焊条的药皮类型、焊接位置、电流种类和主要用途焊条型号焊条牌号药皮类型焊接位置电流种类主要用途E4313J421高钛钾型平、立仰、横交流或直流正、反接适用于焊接低碳钢的薄板结构E4303J422钛钙型适用于焊接低碳钢的一般结构E4316J426低氢钾型交流或直流反接适用于焊接重要的低碳钢结构E4315J427低氢钠型直流反接E5003J502钛钙型交流或直流正、反接适用于焊接Q345钢的一般结构E5016J506低氢钾型交流或直流反接适用于焊接Q345钢等低合金钢的重要结构E5018J506LMA 铁粉低氢钾型E5015J507低氢钠型直流反接E5015-G J507R 适用于焊接Q345钢等低温重要的低合金钢结构E5015-G J507RH E5515-GJ557适于焊接35钢等中碳钢结构E6015-D1J607适用于焊接45钢等中碳钢结构E8015-G J807适用于焊接钢轨等高碳钢结构E8515-G J857适用于焊接20Mn2、35CrMo钢等合金结构钢的结构E8515-G J857CrNiE9015-G J907适用于焊接42CrMo钢等合金结构钢的结构1.2常用不锈钢焊条的性能GB/T983-1995 1.2.1常用不锈钢焊条熔敷金属的化学成分焊条型号焊条牌号熔敷金属化学成分,%C Mn Si Cr Ni Nb S P Mo CuE308-16A102≤0.080.5~2.5≤0.9018.0~21.09.0~11.0≤0.030≤0.040≤0.75≤0.75E347-16A132≤0.0818.0~21.09.0~11.08×c~1.00≤0.030≤0.040E309-16A302≤0.1522.0~25.012.0~14.0≤0.030≤0.040A112≤0.12≤2.5≤1.5017.0~22.07.0~11.0≤0.035≤0.0401.2.2常用不锈钢焊条熔敷金属的力学性能焊条型号焊条牌号бbMPaδ5%E308-16A102≥550≥35E347-16A132≥520≥25E309-16A302≥550≥25A112≥540≥25 1.2.3常用不锈钢焊条的药皮类型、焊接位置、电流种类和主要用途焊条型号焊条牌号药皮类型焊接位置电流种类主要用途E308-16A102钛钙型全位置交流或直流反接适用于焊接OCr19Ni11Ti的不锈钢结构E347-16A132适用于焊接重要的OCr19Ni11Ti不锈钢结构E309-16A302适用于焊接异种钢(1Cr19Ni9同低碳钢)以及高锰钢等结构A112适用于焊接一般耐腐蚀性能不高的1Cr19Ni9不锈钢结构1.3常用堆焊焊条的性能GB984-851.3.1常用堆焊焊条堆焊层金属的化学成分和硬度焊条型号焊条牌号堆焊层金属化学成分,%堆焊层硬度HRCC Mn Cr Mo W Si Fe Co其它元素总量EDPMn2-15D107≤0.20≤3.5≥22EDPCrMo -A2-03D132≤0.50≤3.00≤1.50≥30EDCoCr -A-03D8020.70~1.40≤2.025.0~32.03.00~6.00≤2.00≤5.00余量≤4.00≥401.3.2常用堆焊焊条的药皮类型、电流种类和主要用途焊条型号焊条牌号药皮类型电流种类主要用途EDPMn2-15D107低氢钠型直流反接适用于钢轨对接接头表面的堆焊EDPCrMo-A2-03D132钛钙型交流或直流反接适用于岸桥钢轨接头表面的堆焊EDCoCr-A-03D802钛钙型直流反接适用于钳齿等高温表面的堆焊1.4常用焊条牌号符合(等同)国内外标准的焊条型号焊条牌号符合(等同)国内外标准的焊条型号中国GB美国AWS日本JISJ421E4313E6013D4313J422E4303D4303J426E4316E6016D4316J427E4315E6015J502E5003D5003J506E5016E7016D5016J506LMA E5018E7018J507E5015E7015D5015J507R E5015-G E7015-GJ507RH E5015-G E7015-GJ557E5515-G E8015-GJ607E6015-D1E9015-D1J807E8015-GJ857E8515-G E12015-GJ857CrNi E8515-G E12015-GJ907E9015-GD107EDPMn2-15D132EDPCrMo-A2-03D802EDCoCr-A-03ECoCr-A DFCoCrAA102E308-16E308-16A132E347-16E347-16A302E309-16E309-162埋弧焊常用焊接材料的性能GB/T5293-19992.1埋弧焊常用焊丝的性能2.1.1埋弧焊常用焊丝的化学成分焊丝牌号化学成分,%C Mn Si Cr Ni Cu S PH08A≤0.100.30~0.60≤0.03≤0.20≤0.30≤0.20≤0.030≤0.030 H08MnA≤0.100.80~1.10≤0.07≤0.20≤0.30≤0.20≤0.030≤0.030 H10Mn2≤0.12 1.50~1.90≤0.07≤0.20≤0.30≤0.20≤0.035≤0.035当焊丝表面镀铜时,铜含量应不大于0.35%2.1.2埋弧焊常用焊丝牌号符合国内外标准的焊丝型号焊丝牌号符合(等同)国内外标准的焊条型号中国GB美国AWS日本JISH08A H08A EL8W11H08MnA H08MnA EM12W21H10Mn2H10Mn2EH14W412.2埋弧焊常用焊剂的性能2.2.1埋弧焊常用焊剂的化学成分焊剂型号焊剂牌号化学成分,%MnO SiO2CaF2MgO CaOAl2O3FeO S PSiO2+TiO2CaO+MgOAl2O3+MnOF4A0HJ43132~3840~443~75~8≤8≤6≤1.8≤0.06≤0.08F4A2HJ35014~1930~3514~2010~1813~18≤1.0≤0.06≤0.08F4A4SJ10115~25≤0.06≤0.0820~3025~3515~25F5A3SJ5035~15≤0.06≤0.0820~2550~55F5A4SJ10720~30≤0.06≤0.0810~1535~4515~25F4A2SJ3015~15≤0.06≤0.0835~4520~3020~302.2.2埋弧焊常用焊剂牌号符合(等同)国内外标准的焊剂型号焊剂类别焊剂牌号符合(等同)国内外标准的焊剂型号GB AWS熔炼HJ431F4A0F6A2 HJ350F4A2F6A0烧结SJ101F4A4F6A4 SJ503F5A3F7A2 SJ107F5A4F7A4 SJ301F4A2F6A02.3埋弧焊焊丝配用焊剂熔敷金属的力学性能和射线探伤要求焊剂牌号焊丝牌号熔敷金属力学性能射线探伤要求бbMPaбsMPaδ5%Akv,J0℃-20℃-30℃-40℃HJ431H08A410~550≥330≥22.0≥27ⅠHJ350H10Mn2410~550≥330≥22.0≥27ⅠSJ101H10Mn2415~550≥330≥22.0≥27ⅠSJ503H08MnA480~650≥380≥22.0≥27ⅠSJ107H10Mn2480~650≥380≥22.0≥27ⅠSJ301H08MnA410~550≥330≥22.0≥27Ⅰ2.4埋弧焊常用焊剂的主要用途及配用焊丝焊剂牌号焊剂类型焊剂颗粒度,mm电流种类焊丝牌号主要用途HJ431高锰高硅低氟型0.4~3.0交直流H08A适用于焊接Q235低碳钢结构HJ431高锰高硅低氟型0.4~3.0交直流H08MnA适用于焊接Q345低合金钢结构HJ350中锰中硅中氟型0.4~3.0交直流H10Mn2适用于焊接Q345低合金钢重要结构SJ101氟碱型0.3~2.0交直流H08MnA适用于焊接Q235低碳钢重要结构SJ101氟碱型0.3~2.0交直流H10Mn2适用于焊接Q345低合金钢重要结构SJ503铝钛型0.3~2.0交直流H08A适用于焊接Q345低合金钢重要结构SJ503铝钛型0.3~2.0交直流H08MnA适用于焊接Q390低合金钢重要结构SJ107氟碱型0.3~2.0交直流H08MnA适用于焊接Q345低合金钢重要结构SJ107氟碱型0.3~2.0交直流H10Mn2适用于焊接Q390低合金钢重要结构SJ301硅钙型0.3~2.0交直流H08MnA适用于焊接Q345低合金钢重要结构SJ301硅钙型0.3~2.0交直流H08A适用于焊接Q235低碳钢重要结构3气体保护电弧焊常用焊接材料的性能3.1气体保护电弧焊常用焊丝的性能GB/T8110-19953.1.1气体保护电弧焊常用焊丝的化学成分焊丝型号焊丝牌号化学成分,%CSi Mn S P Cu Ni Cr 其它元素总量ER49-1MG49-1≤0.110.65~0.951.80~2.10≤0.030≤0.030≤0.50≤0.30≤0.20ER50-6MG50-60.06~0.150.80~1.151.40~1.85≤0.035≤0.025≤0.50≤0.50ER49-1即为H08Mn2SiA3.1.2焊丝直径的允许偏差及抗拉强度焊丝直径,mm允许偏差,mm抗拉强度,MPa0.8,1.0,1.2+0.01-0.04≥9301.4,1.6,2.0≥8602.5≥5503.0,3.2+0.01-0.074.0+0.01-0.083.1.3盘装焊丝的松弛直径和翘距焊丝直径,mm焊丝盘外径,mm松弛直径,mm翘距,mm 0.5~3.2100≥100≤5松弛直径200≥250300≥350≤10松弛直径≥350≥4003.1.4气体保护电弧焊常用焊丝牌号符合(等同)国内外标准的焊丝型号焊丝牌号符合(等同)国内外标准的焊丝型号GB AWS JISMG49-1ER49-1ER70S-7MG50-6ER50-6ER70S-6YGW123.2气体保护电弧焊常用保护气体的性能3.2.1二氧化碳保护气体GB6052-85指标名称指标Ⅰ类Ⅱ类一级二氧化碳含量(体积法),%≥99.8≥99.5水分含量(重量法),%≤0.005≤0.05气味无异嗅3.2.280%Ar+20%CO 2混合保护气体气体成分指标单位Ar 8012+-%CO 22031+-%O 2≤0.2%N 2≤0.1%H 2≤10PPM H 2O≤50PPM3.3气体保护电弧焊焊丝配用保护气体熔敷金属的力学性能和射线探伤要求焊丝型号焊丝牌号保护气体熔敷金属力学性能射线探伤要求бbMPaб0.2MPaδ5%Akv,J 室温-29℃ER49-1MG49-1CO 2≥490≥372≥20≥47ⅡER50-6MG50-6CO 2≥500≥400≥22≥27ⅡCO 2气体保护电弧焊焊接时飞溅较大3.4气体保护电弧焊焊丝的主要用途及配用保护气体焊丝型号焊丝牌号焊丝直径,mm保护气体主要用途ER49-1MG49-14CO 2或混合气体适用于焊接卷筒的环焊缝ER50-6MG50-64CO 2或混合气体适用于焊接卷筒的环焊缝ER50-6MG50-6 1.6CO 2或混合气体适用于焊接主梁的角焊缝ER50-6MG50-61.2CO 2或混合气体适用于焊接Q235、Q345钢的重要结构4药芯焊丝电弧焊常用焊接材料的性能4.1药芯焊丝电弧焊常用碳钢药芯焊丝的性能GB10045-20014.1.1药芯焊丝电弧焊熔敷金属的化学成分焊丝牌号熔敷金属化学成分,%C Si Mn Cr Ni Mo S P TWE-711≤0.18≤0.90≤1.75≤0.20≤0.50≤0.30≤0.03≤0.03LW-71≤0.18≤0.90≤1.75≤0.20≤0.50≤0.30≤0.03≤0.03YJ502R-1≤0.10≤0.90≤1.75≤0.20≤0.50≤0.30≤0.03≤0.04YJ707-1≤0.150.30~0.60 1.20~1.70≤0.20 1.0~1.200.10~0.50≤0.03≤0.03YG317-1≤0.08≤0.90≤1.5015.5~17.5 5.0~6.500.30~1.50≤0.03≤0.035YA102-1≤0.08≤1.01.20~2.5018.0~21.09.0~11.0≤0.30≤0.03≤0.044.1.2药芯焊丝电弧焊熔敷金属的力学性能焊丝牌号保护气体熔敷金属力学性能射线探伤要求бbMPaбsMPaδ5%Akv,J0℃-20℃-30℃-40℃TWE-711CO2≥480≥400≥22≥27ⅡLW-71CO2≥480≥400≥22≥27≥27ⅡYJ502R-1CO2≥500≥410≥22≥47≥27ⅡYJ707-1CO2≥680≥590≥15≥28ⅡYG317-1CO2≥785≥15≥40ⅡYA102-1CO2≥550≥35Ⅱ4.2药芯焊丝电弧焊常用药芯焊丝牌号符合(或等同)国内外标准的焊丝型号焊丝牌号符合(等同)国内外标准的焊丝型号GB AWS BS JISTWE-711E501T-1E71T-1YFW24YJ502-1E70T-1CW-71YJ502R-1YJ707-1E80T5-Ni1YG317-1YA102-1E308T-1LINCOLN LW-71E501T-1E71T-1YJ502(Q)E71T-14.3药芯焊丝电弧焊常用药芯焊丝的主要用途及配用保护气体焊丝牌号保护气体焊丝直径,mm主要用途LINCOLN LW-71CO21.2,1.4,1.6适用于焊接Q345低合金钢低温重要结构YJ502(Q)CO21.2适用于焊接Q345低合金钢重要结构YJ707-1CO21.2适用于焊接Q420、Q460低合金钢低温重要结构YG317-1CO21.2适用于焊接35CrMo合金钢结构YA102-1CO21.2适用于焊接OCr19Ni11Ti的不锈钢结构CO2保护气体采用Ⅰ类高纯度气体,气体露点必须为-40℃或低于-40℃的焊接级别的气体。
《锡焊焊接工艺手册》
(2).首先将烙铁头放在要焊接的两个部件之间,同时对两部件进行加热。 (3).在加热了的位置上供给适量的焊锡丝,因焊锡、助焊剂的活性作用,焊锡伸展,适当 的加热会使其(例如零件端子和印刷电路板的焊盘间融合)焊接上,并且,由于表面张力和适量 的焊锡,可以使其呈现光滑的有光泽的焊锡流动曲线。焊件的焊接面被加热到一定温度时,焊锡
3
230-2700C(这个温度为焊接点及焊接物的温度)。当部件比较大,导热性能较差时烙铁的温度则 要相应增加。烙铁温度过高、焊接时间过长,均有使 PCB 焊盘脱落、导线胶皮收缩、元件损坏等 问题;烙铁温度低,又可能造成虚焊等现象;烙铁头在焊件上停留的时间与焊件温度的升高是正 比关系。为防止内部过热损坏,有些元器件不允许长期加热。
个焊点。
(3)拖焊:将排梳或排线穿过线路板锁孔,沿排孔方向进行焊接,一次可焊接多个焊点。
(4)执锡:过锡炉后的机芯板,有少锡、短路等不户锡点,需将其修改成完好锡点,即机
芯执锡。
5.焊接必须具备的条件
(1)、焊件必须具有良好的可焊性(在焊接时,由于高温使金属表面产生氧化膜,影响材料的
可焊性,为了提高可焊性,一般采用表面镀锡、镀铜等措施来防止表面的氧化)
3. 焊接时间 合金层厚度在 2-5um 最结实: a.焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点
变脆,变硬且易折断,光洁度变白,不发亮。过量的加热,除了可能会造成元器件损坏还会造成 其它不良:如焊点外观变差(例:锡尖、老锡),高温造成松香助焊剂的分解碳化(松香一般在 210℃开始分解,不仅失去助焊剂的作用,而且造成焊点夹渣而形成缺陷。过量的受热会破印制板 上铜箔的粘合层,导致铜箔焊盘脱落。
焊接手册

JAC江淮重工员工基本规范热爱祖国热爱人民拥护社会主义忠诚企业感恩奉献不断提高效率遵纪守法维护公德爱护企业形象爱岗敬业追求品质全员参与管理钻研业务终身学习积极开拓进取行为廉洁关心环境抵制歪风邪气孝敬父母严教子女坚持尊师爱徒团结奋进求实创新弘扬企业精神系统思考团队学习协调平衡超越一线员工岗位规范坚持“三按"生产操作一丝不苟保证产品质量爱护机器设备节约材料能源执行安全规章服务下道工序认真自检互检环境洁净明亮争当知识员工刻苦钻研技能一专多能为上(“三按":按产品图样、按工艺文件、按技术标准)前言焊接技术是现代工业生产中不可缺少的先进制造技术。
随着科学技术和现代工业的发展,焊接技术越来越受到各行各业的密切关注。
并广泛应用于汽车、机械、船舶、锅炉、建筑、冶金、航空航天、军工和军事装备等产业部门。
在科技不断发展的今天,焊工师傅在提高焊接技能的同时,普遍要求在焊接知识和理论方面亦应得到不断的充实和提高。
本书力求从焊接生产实际出发,面向本公司,面向生产一线,用简单的语言描述了焊接实用操作技术,选用了大量的焊接实例并配有大量插图,便于焊工深入理解和掌握操作技术。
本书共分九章,着重介绍了焊接基本知识、操作技巧、操作过程中应注意的事项和焊接标注相关知识。
书中所列焊接参数仅供参考用,在实际焊接操作中,必须严格按照焊接作业指导书规定的操作。
目录第一章焊接基本知识 (1)1.1焊接基本定义 (1)1.2焊接方法及分类 (1)1.3焊接接头 (1)1.4焊缝形式 (2)第二章CO2气体保护焊焊接设备 (3)2.1对焊机的要求 (3)2.2C O2焊机的基本分类 (3)2.3 C O2焊机的基本构成 (4)2.4焊接电源 (5)第三章C O2焊接工艺规范参数 (6)3.1焊丝直径 (6)3.2焊接电流 (7)3.3电弧电压 (7)3.4焊接速度 (7)3.5焊丝伸出长度 (8)3.6C O2气体流量 (8)3.7电流极性 (8)3.8回路电感 (8)3.9焊枪倾斜角度 (8)3.10C O2焊接的各种影响因素 (8)3.11焊接参考参数 (9)第四章C O2焊接操作技术 (12)4.1操作技巧分类 (12)4.2焊接作业前的检查事项 (13)4.3焊接作业中的注意事项 (14)4.4C O2焊接基本操作要领 (16)4.5 焊缝的续接技术 (17)14.6C O2焊接技巧要领 (18)4.7焊接缺陷产生原因及防止办法 (25)第五章焊条电弧焊 (27)5.1焊接工艺参数的选择 (27)5.2基本操作技术 (28)第六章C O2保护焊安全技术 (29)6.1预防触电危险 (29)6.2预防弧光危害措施 (30)6.3预防灼伤和火灾发生 (30)6.4预防有害气体和烟尘的危害 (31)6.5气瓶与用气安全 (31)第七章气焊、气割安全操作 (31)7.1气焊、气割操作规程 (31)7.2气焊、气割操作安全规范 (34)第八章焊缝符号表示方法 (34)8.1焊缝尺寸符号及其标注位置 (34)8.2基本符号 (38)8.3辅助符号 (40)8.4补充符号 (41)8.5符号在图样上的位置 (42)8.6示例 (43)8.7焊工看焊接构件图技巧 (45)第九章焊接应力和焊接变形 (46)9.1焊接应力 (46)9.2焊接变形 (47)9.3控制焊接变形的预防措施 (48)附录一焊工成长路径技能等级考核标准视图 (50)附录二本公司常见焊接质量问题点案例 (55)2第一章焊接基本知识§1.1 焊接基本定义焊接是通过加热或加压或两者并用,并且用或不用填充材料使被焊工件的材质(同种或异种)达到原子间结合而形成永久性的连接。
焊接手册规范范文

焊接手册规范范文
<br>
一、焊接手册规范
1.焊接的定义:焊接是一种在特定温度、形状和时间内,采用电弧熔接,压焊,放电加工等方式,把两块或多块金属材料,因热、压和化学作用,结合成一个接头的工艺。
2.焊接质量标准:
(1)焊接部位的表面,低值圆角、清晰分明,无湿焊痕、收缩痕、凹坑及气孔;
(2)焊缝经检验无裂纹;
(3)焊缝填充充分,无空洞;
(4)焊接接头尺寸应符合图纸要求;
(5)尺寸关系无明显变形和翘曲现象;
(6)焊接接头应无弧蚀走迹、气孔等现象。
3.焊接工艺规程:
(1)焊接参数的设定:根据焊材的种类、型号确定焊接电流,焊材的厚度确定焊接电压;
(2)焊接的熔合度:焊接熔合度应如图示所示,钢材的熔化深度为7-8mm,不锈钢的熔化深度为3-4mm;
(3)焊接技术要求:焊接速度应恒定,可根据焊件的尺寸和厚度调节,焊隙应在适当范围,螺丝与螺母应匹配,焊缝不宜太长;
(4)焊接环境要求:应选择通风良好的地方,避免焊材附近有易燃易爆物品出现,保证安全;
(5)焊接熔接成形:焊接要避免太多的过热,烙痕及焊斑出现。
实用焊接工艺手册

实用焊接工艺手册
实用焊接工艺手册通常由焊接领域的专业工程师和技术专家编写,旨在为焊接操作提供实用的指导和建议。
这类手册通常包含有关各种焊接方法、材料、设备和操作的详细信息。
以下是一些可能包括在实用焊接工艺手册中的主题:
焊接基础知识: 简要介绍焊接的基本概念、原理和术语。
不同焊接方法: 包括电弧焊、气焊、激光焊等各种焊接方法的详细说明。
焊接材料: 针对不同的工程需求,介绍适用于焊接的各种金属和合金材料。
焊接设备: 对焊接机器、设备和工具的选择、使用和维护进行说明。
焊接工艺参数: 提供不同焊接过程中的参数设置,以获得最佳的焊接效果。
质量控制: 强调焊接质量控制的重要性,介绍检验和测试焊接质量的方法。
健康与安全: 着重于焊接过程中的安全注意事项和防护措施。
常见问题和故障排除: 提供针对焊接中可能出现的问题的解决方案。
工程案例: 包括一些实际的工程案例,以展示不同焊接工艺的应用。
请注意,实用焊接工艺手册可能会因不同的出版物和作者而有所不同。
如果您需要特定领域的实用焊接手册,建议查阅专业书籍、学术出版物或联系焊接行业的专业机构。
焊接工艺手册

如泵壳,以及中碳钢,大型管路。 1.3. 焊前用丙酮将焊接部位的污垢、锈蚀、油污等赃物清理干净。 2. 焊补工艺: 2.1. 采用直流反接法、小电流、窄焊道、多道焊的方法,焊缝宽度为焊条直径的
20MnMo to 0Cr18Ni9 PNO.1 to PNO.8 SMAW/111 PA,PB
SQ-P8-73-00
焊接方法/Welding Method 焊丝直径/Wire Diameter ¢
填充材料/Fill Metal 材料号/Metal Group No. 供应商/Supplier 电流类型/极性/Current/Polarity 电流/Current(A) 电压/Voltage(V) 保护气体/Shielding Gas(l/min) 背面保护气体/Backing Gas(l/min) 烘培/Rebaking(h/℃) 焊粉/Flux 预热温度/Preheat Tem.(℃) 中间层温度/Interpass Tem.(℃) 摆宽/Bead Width(mm) 焊条进给速度/Wire Speed(m/min) 输入热量/Heat Input(KJ/cm) 钨极直径/Tungsten Elect.¢(mm) 钨极材料/Tungsten Elect.Mat. 层数/No. of layer 焊接工艺评定/PQR
滑过度。 3. 焊后检查
严格按照中华人民共和国机械行业标准泵用铸钢件 JB/6880.2-93 的有关规定 执行检查。
编制/Authorized陈奇批准/Approved
潘春方
修改状态/Revision: 1
手工焊接工艺培训手册
⼿⼯焊接⼯艺培训⼿册培训教材⼿⼯焊接⼯艺⽬录(1)焊锡特点焊锡作为⼀种⽤于焊接电路元件的材料,有着相对较低的熔点。
⼤约200摄⽒度它即可熔化。
熔化的焊锡容易打湿构成电极的原材料,⽐如⽤于印刷电路板上的铜。
焊锡,快速流过⾦属之间的空隙,⽐如印刷电路板和元件之间巨⼤的电极差,冷却后就变的相当坚固,将⾦属牢固地连接起来。
⼀种⽤来连接⾦属的合⾦叫做铜锌合⾦。
铜锌合⾦可以分为两类:在450摄⽒度以下熔化的叫软焊锡,在450摄⽒度以上熔化的叫硬焊锡。
通常所⽤的焊锡归为软焊锡。
(2)焊接⽬的焊接必须达到以下⽬标:1)电路连接将两块⾦属焊连起来以便电流可以通过。
2)机械连接将两块⾦属焊连起来以确保其安全稳固。
3)有效密封焊接⼀块⾦属以防⽌⽔、空⽓和油泄露以及防⽌他们渗⼊⾦属内部。
4)防⽌腐蚀焊接覆盖了⾦属表⾯从⽽防⽌他们氧化(或者被侵蚀)。
(1) 锡-铅易熔焊锡焊接中最常⽤的焊锡是由锡或铅构成的,或者由⼆者混合⽽成。
锡-铅焊锡中由63%的锡和37%的铅混合⽽成的被称做锡-铅易熔焊锡有着所有此类焊锡中最底的熔点183摄⽒度。
锡-铅易熔焊锡在相同的温度条件下会在固态和液态状况之间相互转化。
即:所有的固态锡-铅易熔焊锡在被加热到183摄⽒度时均会转变为液态。
相反地,当温度低于183摄⽒度时它⼜会变回固态。
与其他锡-铅焊锡不同,锡-铅易熔焊锡不存在半熔化期,固体和液体的状态是同时存在的。
固态液态加热⾄183摄⽒度易熔焊锡(63%锡,37%铅)固态半熔化状态液态加热⾄183摄⽒度加热⾄220摄⽒度普通焊锡(55%锡,45%铅)铅锡合⾦状态图Liquidus 液相线Liquid 液态Solid 固态Half melted 半熔化Solidus 固相线Eutectic crystal point 易熔结晶点Sn 锡Pb 铅焊接中⽤到了多种类别及形状的焊锡,焊接中所⽤到的具体类别或形状的焊锡取决于实际采⽤的焊接⽅式。
1)焊条和焊线焊锡在熔解后被筑成狭长的形状。
焊接工艺手册范文
焊接工艺手册范文一、引言焊接工艺是金属加工领域中常用的一种连接方式,它能够将两个或多个工件通过熔化填充金属材料来达到永久连接的效果。
本手册旨在介绍常见的焊接工艺及其操作方法,以及注意事项和维护保养知识,帮助焊接工人提高工作效率和生产质量。
二、常见焊接工艺1.电弧焊电弧焊是一种常见的手工焊接工艺,通过产生弧光来加热工件直至熔化,再通过添加焊条或焊丝填充材料,形成焊缝连接。
根据不同的电源类型,电弧焊可分为直流电弧焊和交流电弧焊。
2.气体保护焊气体保护焊是一种以惰性气体作为焊接过程中的保护气体,防止焊缝与空气接触而氧化的焊接工艺。
常用的气体保护焊有氩弧焊和氩气保护焊。
3.感应焊感应焊利用感应电流的热效应来进行焊接,通过电感和感应器创建高频电磁场,使工件表面处于高温熔化状态,从而实现焊接。
感应焊具有快速、高效和无需外部填充材料的优点。
4.激光焊激光焊是一种高能量密度的焊接工艺,通过将高能量的激光束聚焦到工件表面,使其瞬间熔化,实现焊接。
激光焊具有热影响区小、焊缝质量高的优点,适用于高精度和高速焊接。
三、焊接操作方法1.准备工作焊接前需进行充分的准备工作,包括清理工件表面、确定焊接位置和确定焊接设备。
2.焊接参数设置根据焊接材料和工件的要求,调整焊接电流、电压和焊接速度等参数。
合理的焊接参数能够保证焊缝质量。
3.焊接操作根据所选的焊接工艺,进行相应的操作,包括焊接电极的入弧、焊条的添加和焊缝的控制。
4.焊后处理焊接完成后需要进行相应的处理工作,包括去除焊渣、将焊缝打磨平整和清洗工件表面等。
四、注意事项1.安全操作焊接过程中需要佩戴防护设备,如焊接面罩、防护手套和防护鞋等,以确保焊工的人身安全。
2.焊接环境选择适合的焊接环境,确保通风良好,并避免有易燃和易爆物品在焊接附近。
3.焊接材料选择根据焊接材料和工件的要求,选择合适的焊接材料和填充材料,以保证焊缝的质量。
4.操作规范按照焊接工艺规范和操作程序进行焊接,严格控制焊接参数,避免焊接缺陷的产生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通用焊接工艺规程发布日期:2009-9-29 | 阅读次数:4651--------------------------------------------------------------------------------(转)通用焊接工艺规程2009年08月15日星期六 16:23通用焊接工艺规程通用焊接工艺(一)1 总则本通用工艺适用于我公司采用手工电弧焊、埋弧自动焊,钨极氩弧焊及熔化极CO2气体保护焊工艺的各类钢制压力容器的焊接。
2 焊工2.1 焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内从事合格项目的焊接工作。
2.2 焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。
3 焊接方法3.1 下列焊缝一般采用埋弧焊3.1.1 10≤δ≤60的拼接焊缝;3.1.2 直径φ≥1000mm且δ≥10mm的A、B缝内、外口;600mm≤直径φ<1000mm的A、B缝外口。
3.2 下列焊缝一般采用手工焊:3.2.1 直径φ≥1000mm且δ<10mm的A、B缝内、外口;3.2.2 600mm≤直径φ<1000mm的A、B缝内口3.2.3 直径φ≥89mm接管与法兰B类缝外口;3.2.4 C、D 类焊缝。
3.3 下列焊缝一般采用钨极氩弧焊:3.3.1 直径φ≥1000mm 且δ≤8mm的A、B类缝打底焊;3.3.2 600mm≤直径φ<1000mm的A、B类缝打底焊;3.3.3 直径φ≥89mm接管与法兰B类缝打底焊;3.3.4 φ<89mm的接管与法兰B缝焊接;3.3.5 图样要求采用氩弧焊的C、D类焊缝焊接。
3.4 下列焊缝一般采用熔化极CO2气体保护焊:3.4.1 塔器的裙座和底座环的焊接;3.4.2 容器和换热器等设备的鞍座和支座的焊接。
4 焊接材料4.1 根据产品图纸或JB/T4709《钢制压力容器焊接规程》的规定选用相应的焊接材料。
4.2 焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。
4.3 焊条存放处必须干燥,焊条应堆放整齐,分类、分牌号存放,避免混乱。
4.4 焊条、焊剂使用前应按说明书规定进行烘烤,焊条领用时须用焊条筒存放,随取随用。
连续使用的焊剂应过筛,除去其中的尘土和粉末。
4.5 焊丝表面应无铁锈、氧化皮、油污等污物。
4.6 焊接用保护气体的纯度必须达到规定的标准要求,有含水量要求的要严格控制其含水量。
5 焊缝坡口形式与基本尺寸5.1 采用手工焊的坡口形式和基本尺寸规定如下:5.1.1 单面V 型坡口见图5.1.1。
5.1.2 不对称X 型坡口见图5.1.2。
5.1.3 当直径≤600mm,采用单面焊双面成形工艺时可采用单面V 型外坡口。
5.1.4 当直径>600mm选用V型和X型坡口,先焊大坡口侧,背面清根,再焊小坡口侧。
5.2 采用埋弧自动焊工艺时,焊缝坡口型式和基本尺寸规定如下:5.2.1 I 型坡口见图5.2.1(适用于?=10-14mm钢板)。
5.2.2 单面V型坡口见图5.2.25.2.3 不对称X型坡口见图5.2.3。
5.3 采用氩弧焊工艺时,一般采用单面V型外坡口见图5.3。
5.4 除5.1条、5.2条、5.3条规定外,可根据产品图纸和相关标准选择焊缝坡口形式和基本尺寸。
6 焊前准备6.1 全面检查电源、焊机、焊枪、供气系统、工装等设备是否正常。
6.2 确认焊条、焊剂、焊丝牌号、规格及质量是否符合要求。
6.3 检查焊件的装配质量和坡口情况。
6.3.1 焊接的坡口形式和基本尺寸以及装配公差必须符合产品图纸要求及技术工艺文件的规定,坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
6.3.2 坡口表面及两侧20mm范围内的水分、铁锈、油污等有害杂质应清理干净。
6.4 不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉,以防止沾附焊接飞溅。
6.5 采用埋弧自动焊焊平板拼缝、筒体纵缝时,必须有引弧板和熄弧板各一块,长150mm,宽100mm,厚度、材质与筒体相同。
6.6 氩气的纯度不低于99.99%(体积比),含水量不超过20×10-6,当瓶内气体压力低于1Mpa 时应停止使用。
6.7 按工艺文件要求实施预热,要保持预热的均匀性,确认达到预热温度后才能施焊。
7 焊接要求7.1 焊接环境出现下列任一情况时,须采取有效防护措施,否则禁止施焊。
7.1.1 风速大于10m/s;7.1.2 相对湿度大于90%;7.1.3 雨、雪环境;7.1.4 焊件温度低于-20℃。
7.2 不锈钢、有色金属容器应有与钢制产品隔离的专用的焊接场地,地面应铺设橡胶等软垫,保持环境清洁。
7.3 焊接环境必须符合安全卫生要求。
7.4 焊工的工作环境应有足够的光线。
7.5 当焊件温度为0℃时,应在施焊处100mm 范围内预热到15℃左右。
有预热要求时,应不低于预热温度。
7.6 应在引弧板或坡口内引弧,禁止在非焊接部位引弧。
应防止地线、电缆线、焊钳与焊件打弧。
7.7 定位缝若存在裂纹必须清除定位焊重焊;如存在气孔、夹渣时应去除气孔、夹渣。
7.8 熔入永久焊缝内的定位焊两端应修磨至便于接弧。
7.9 受压元件的角焊缝根部应保证焊透。
7.10 双面焊需清理焊根,显露出正面打底的焊缝金属,接弧处应保证焊透与熔合。
7.11 每条焊缝应尽可能一次焊完,当中断焊接时,对冷裂纹敏感的焊件应及时采取后热、缓冷措施,重新施焊时,仍需按规定进行预热。
7.12 按焊接工艺卡执行焊接规范,并注意及时调整电流、电压和焊速,以确保焊接质量。
7.13 采用控制线能量,选择合理焊接次序等措施,防止和减少焊接变形。
7.14 当焊缝出现大量气孔、裂纹及成型不良时,应立即停止焊接,分析原因,进行修补和调整后方可继续施焊。
8 焊接工艺参数的选择8.1 手工电弧焊工艺8.1.1 一般根据焊件厚度选择焊条直径,见表8.1.1。
表8.1.1焊条直径的选择材料厚度(mm)<44-1212焊条直径(mm)2.5-3.23.2-4≥48.1.2 碱性焊条采用直流电源且反极性焊接,酸性焊条采用交流或直流电源,正或反极性焊接。
8.1.3 焊接电流的选择一般根据焊条直径来确定。
在采用同样直径的焊条焊接时,当焊件较厚,可选择电流上限,立、横、仰焊一般应比平焊时小10%左右。
焊接奥氏不锈钢时,电流应比焊接碳钢、低合金钢等材料的电流小。
8.1.4 应尽量采用低电压短弧焊,焊接速度应保证焊缝成型良好。
8.1.5 焊接电流、电压匹配关系见表8.1.5。
表8.1.5焊接电流、电压匹配关系焊条直径(mm)2.53.24.05.0电流(A)50-80100-130160-200200-250电压(V)16-1818-2021-2323-25(转)通用焊接工艺规程2009年08月15日星期六 16:23通用焊接工艺规程通用焊接工艺(一)1 总则本通用工艺适用于我公司采用手工电弧焊、埋弧自动焊,钨极氩弧焊及熔化极CO2气体保护焊工艺的各类钢制压力容器的焊接。
2 焊工2.1 焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内从事合格项目的焊接工作。
2.2 焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。
3 焊接方法3.1 下列焊缝一般采用埋弧焊3.1.1 10≤δ≤60的拼接焊缝;3.1.2 直径φ≥1000mm且δ≥10mm的A、B缝内、外口;600mm≤直径φ<1000mm的A、B缝外口。
3.2 下列焊缝一般采用手工焊:3.2.1 直径φ≥1000mm且δ<10mm的A、B缝内、外口;3.2.2 600mm≤直径φ<1000mm的A、B缝内口3.2.3 直径φ≥89mm接管与法兰B类缝外口;3.2.4 C、D 类焊缝。
3.3 下列焊缝一般采用钨极氩弧焊:3.3.1 直径φ≥1000mm 且δ≤8mm的A、B类缝打底焊;3.3.2 600mm≤直径φ<1000mm的A、B类缝打底焊;3.3.3 直径φ≥89mm接管与法兰B类缝打底焊;3.3.4 φ<89mm的接管与法兰B缝焊接;3.3.5 图样要求采用氩弧焊的C、D类焊缝焊接。
3.4 下列焊缝一般采用熔化极CO2气体保护焊:3.4.1 塔器的裙座和底座环的焊接;3.4.2 容器和换热器等设备的鞍座和支座的焊接。
4 焊接材料4.1 根据产品图纸或JB/T4709《钢制压力容器焊接规程》的规定选用相应的焊接材料。
4.2 焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。
4.3 焊条存放处必须干燥,焊条应堆放整齐,分类、分牌号存放,避免混乱。
4.4 焊条、焊剂使用前应按说明书规定进行烘烤,焊条领用时须用焊条筒存放,随取随用。
连续使用的焊剂应过筛,除去其中的尘土和粉末。
4.5 焊丝表面应无铁锈、氧化皮、油污等污物。
4.6 焊接用保护气体的纯度必须达到规定的标准要求,有含水量要求的要严格控制其含水量。
5 焊缝坡口形式与基本尺寸5.1 采用手工焊的坡口形式和基本尺寸规定如下:5.1.1 单面V 型坡口见图5.1.1。
5.1.2 不对称X 型坡口见图5.1.2。
5.1.3 当直径≤600mm,采用单面焊双面成形工艺时可采用单面V 型外坡口。
5.1.4 当直径>600mm选用V型和X型坡口,先焊大坡口侧,背面清根,再焊小坡口侧。
5.2 采用埋弧自动焊工艺时,焊缝坡口型式和基本尺寸规定如下:5.2.1 I 型坡口见图5.2.1(适用于?=10-14mm钢板)。
5.2.2 单面V型坡口见图5.2.25.2.3 不对称X型坡口见图5.2.3。
5.3 采用氩弧焊工艺时,一般采用单面V型外坡口见图5.3。
5.4 除5.1条、5.2条、5.3条规定外,可根据产品图纸和相关标准选择焊缝坡口形式和基本尺寸。
6 焊前准备6.1 全面检查电源、焊机、焊枪、供气系统、工装等设备是否正常。
6.2 确认焊条、焊剂、焊丝牌号、规格及质量是否符合要求。
6.3 检查焊件的装配质量和坡口情况。
6.3.1 焊接的坡口形式和基本尺寸以及装配公差必须符合产品图纸要求及技术工艺文件的规定,坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
6.3.2 坡口表面及两侧20mm范围内的水分、铁锈、油污等有害杂质应清理干净。
6.4 不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉,以防止沾附焊接飞溅。
6.5 采用埋弧自动焊焊平板拼缝、筒体纵缝时,必须有引弧板和熄弧板各一块,长150mm,宽100mm,厚度、材质与筒体相同。
6.6 氩气的纯度不低于99.99%(体积比),含水量不超过20×10-6,当瓶内气体压力低于1Mpa 时应停止使用。
6.7 按工艺文件要求实施预热,要保持预热的均匀性,确认达到预热温度后才能施焊。