五轴焊锡机控制器-手持版说明书V6.6
5轴焊接机械手操作说明书
• 环境温度 : 0-55 ℃ • 湿度 : 30% 到最大 95%,不结露 • 本体喷漆:电脑白(可指定其色
• 控制系统参数: • 基于触摸屏+机器人控制系统 • PTP点到点控制模式 • 软件版本:A3.0 • 全中文8寸触摸屏操作系统 • 内置冲床行业编程软件工艺包 • 支持拖动示教功能 • 支持多种产品程序存储 • 具备与任何冲床连线,互锁功能 • 相邻两台机器人具备通讯功能 • 支持从左至右或从右至左上下料切换 • 内部集成用户控制信号,支持外围抓手的控制 • 配备数显真空检测装置 • 所有外部连线采用快速插头连接 • 输出额定功率: 3.2 KW • 电控箱:标配一体式电箱。 • 配支架式可移动示教盒 • 示教盒电缆长度3 m • 防护等级 : IP20 • 湿度: 最大95%,不结露 • 环境温度 0 - 45 °C • 电源:单相变压器,单相加地线, 220V电压
5轴焊接机械手操作说明书
鑫台铭制
产品用途
• 1.此5轴焊接机械手主要用于焊接行业金属电焊、弧焊。 • 2.还可以用于氧气切割。
产品示意图
• XTM5焊接5轴机械手机械参数:
• J1轴(左右运动X轴)采用同步带+线性导轨+星减速机+高速高分辨率伺服马达 • J2轴(上下运动Z轴)采用滚珠丝杆+高速高分辨率伺服马达 • J3轴(前后伸缩Y轴)采用同步带+星减速机+线性导轨+高速高分辨率伺服马达 • J4轴(水平旋转A轴)采用行同步带+同步轮减速+高速高分辨率伺服马达 • J5轴(垂直旋转B轴)采用滚珠丝杆+同步带+高速高分辨率伺服马达 • 左右运动X轴行程: 1600MM • 上下运动Z轴行程:1000MM • 前后伸缩Y轴行程:800MM • 水平旋转A轴旋转角度:360° • 垂直旋转B轴翻转角度:220° • 左右运动X轴最高速度:0.9M/S • 上下运动Z轴最高速度:1.25M/S • 前后伸缩Y轴最高速度:0.9M/S • 水平旋转A轴最高旋转速度:9000°/S • 垂直旋转B轴最高旋转速度:2800°/S • 挂臂长为:500MM • 最大负载焊接枪头:6KG • 以上的X、Y、Z行程都可以根据客户要求定做) • 重复定位精度: ±0.08MM • 安装方式:落地式
V6.A1五轴机说明书 (1)资料
五轴往复机用户手册Hc-6X系列往复机用户手册前言■首先祝贺您拥有了一台全球领先的HC-6X系列往复自动喷涂机!■为使您正确使用和保养HC-6X系列往复机,我们为您编制了本手册。
本手册应该视为设备的一部份,其中涉及到设备使用中的安全、操作以及维护方面的重要内容,所以请您务必仔细阅读。
当您的设备转让时,请将本手册和设备一并转让给下一个用户。
■产品的设计、生产状态会随时间的推移不断改进,而用户手册难以随时修订改印。
因此,您在使用过程中如遇有与本书不一致的地方,装备状态应以实际设备为准,其有关使用说明可向当地经销商或我公司咨询。
■本手册中采用了“警告”、“小心”、“注意”等字样对不同的内容进行了提示,分别代表如下:■“警告”——表示应避免的会危及设备或(和)人身安全的事项;■“小心”——表示应避免的会损坏设备机件的事项;■“注意”——表示应使检修方便而必须遵守的事项。
■感谢您选购使用设备,欢迎您提出宝贵的意见或建议。
■若您有意见为公司所采用,我公司给给出现金奖励或是购机优惠。
■同时也欢迎您向周围的朋友及同行推荐本机,对于推荐成功的,我们提供两个百分点的提成。
■因为设备是运动中的机械,所以您在使用及维修时必须作好防全防护及自我保护,我们对于此设备所造成的任何安全问题不承担任何责任。
■因为设备元件老化及设计寿命的问题,设备会有不定期的故障发生,我们承诺在不断更新与改进我们设备的同时,也希望您做好保养与维护,以减小此类现像的发生。
■对于本设备故障所造成的生产延误的损失,我司不承担任何连带与附加责任。
■设备在出厂时设定了四百个小时的试用时间限制,请您在付完全部款项后致电我司索取授权码。
(索取授权码时需提供机器编号)■若对于以上有异义,请您在收到设备后十五天内与本公司协商退货事宜。
目录一、概述……………………………………………………………二、设备的主要技术规格…………………………………………2-1使用电源要求2-2使用气源要求2-3电器组件技术规格2-4程式软件技术规格三、使用前需知……………………………………………………3-1.设备的固定3-2.设备组件的检查3-3.设备的润滑3-4.安全事项四、系统初阶………………………………………………………4-1.座标的规化4-2.数字的输入4-3.密码的输入4-4.系统简介4-5.模式简介五、生产模式………………………………………………………5-1.生产模式--主画面5-2生产模式--配方查看5-3生产模式--寸动操作5-4生产模式--报警查看5-5生产模式--喷枪选择5-6生产模式--系统设置六、编程模式……………………………………………………….6-1编程模式--主画面6-2编程模式--配方查看6-3编程模式--喷枪选择6-4编程模式--喷幅设定6-5编程模式--流程选择6-6编程模式--流程编辑6-7编程模式--流程编辑辅助功能6-8编程模式--R轴设置6-9编程模式--插入与删除七、程式编写……………………………………………………….7-1程式编写--基本功能7-2程式编写--过渡模式模式代码 07-3程式编写--直线往复X模式模式代码 17-4程式编写--直线往复Y模式模式代码 117-5程式编写--直线往复Z模式模式代码 217-6程式编写--平面匀速X模式模式代码 27-7程式编写--平面匀速Y模式模式代码 127-8程式编写--侧面匀速X模式模式代码 37-9程式编写--侧面匀速Y模式模式代码 137-10程式编写--平面寸动X模式模式代码 47-11程式编写--平面寸动Y模式模式代码 147-12程式编写--侧面寸动X模式模式代码 57-13程式编写--侧面寸动Y模式模式代码 157-14程式编写--斜面匀速X模式模式代码 67-15程式编写--斜面匀速Y模式模式代码 167-16程式编写--点喷模式模式代码 77-17程式编写--待机模式模式代码 87-18程式编写--立面匀速ZX模式模式代码 97-19程式编写--立面匀速ZY模式模式代码 197-20程式编写--编程技巧八、高级设置与R轴设置一览………………………………………….九、常见故障处理………………………………………………………9-1伺服驱动器:9-2公转变频器:十、常见问题……………………………………………………………十一、保养与维护………………………………………………………十二、新增功能…………………………………………………………十三、随机电路图………………………………………………………一、概述■本手册适用机型■HC-6X系列往复机是我公司与美国GICOK公司合作开发的机型,采用了先进的设计和制造技术。
罗米 DCM 620-5X 五轴五面中心型垂直机器 cutting 机说明书

| ROMI DCM 620-5X | ROMI DCM 620-5FINNOVACIÓNMecanizado y Fabricación aditiva en un solo equipoCOMPENSACIÓNTÉRMICAA través de los sensores instalados en lugares estratégicos del equipo, algoritmos matemáticos hacen la corrección de la posición de los ejes en tiempo real. De esta forma se obtienen resultados dimensionales estables, durante largos periodos de trabajo.ŸCNC Siemens 840D sl con pantallacolorida 19" (ROMI DCM 620-5X)ŸCNC Siemens 828D con pantallacolorida 15.6" (ROMI DCM 620-5F)ŸCobertura completa contra virutas ysalpicaduras ŸCompensación térmicaŸDocumentación completa del producto ROMIŸDos ejes rotatorios con encoder directo(B y C) (ROMI DCM 620-5X)ŸGuía linear de rodillos en los ejes X, Y, Z Notas:(A) Seleccionar obligatoriamente (B) Venta obligatoria del opcional "Cierre de la zona de mecanizado"(C) Se recomienda la venta del accesorio "Sistema de extrator de niebla".(D) Venta obligatoria del accessorio "Sistema para medición/inspección de piezas"ŸInstalación eléctrica disponible para la siguiente tensión/frecuencias: 380VCA / 50-60Hz ŸJuego de llaves principales para operación de la máquina ŸJuego de tornillos y tuercas de nivelación ŸJunta rotativa para refrigeración interna ŸEquipo de iluminación fluorescente selado ŸCojinete para apoyo de la mesa ŸPanel de operación auxiliar manual(handwheel), con funciones de manivela y JOG para ejes ŸPainel elétrico com climatização centrífuga e pressão positiva ŸPistola de lavado (Wash gun)ŸPuerta principal con traba eléctrica de seguridad ŸSistema de lubricación centralizada ŸSistema de resfriamento do cabeçote ŸSistema de refrigeración de corte con bomba de 5bar y tanque (capacidad de 240 litros) ŸSistemas hidráulico y neumático completos ŸSistema neumático para limpieza del cone del husillo ŸSistema de lavado del área de trabajo ŸSistema de limpieza de la base ŸSistema hidráulico para extracción de la herramienta ŸCambiador de herramientas con brazo automático (ATC), con capacidad para 30 herramientas (BT/BBT 40) ŸPintura estándar: Esmalte Epoxy Texturizado Azul Munsell 10B-3/4 e Tinta Epoxy Texturizada Gris Claro RAL 7035ŸTransportador de virutas longitudinalde cinta articulada metálica (TCE) (A)ŸTransportador de virutas longitudinal de cinta de arrastre (TCA) (A)ŸAire acondicionado para armario eléctrico ŸAutotransformador para red 200 hasta 250VAC / 50-60Hz o red 360 hasta 480VAC / 50-60Hz ŸBomba de alta presión para refrigeración por el centro del husillo7, 20 o 70 bar (B)ŸApagado automático de la máquina luego del fin del turno (auto power off) ŸEsfera de Calibración (D)ŸCierre de la zona de mecanizado (C) ŸInterfaz para diagnóstico remoto por cable ŸPintura especial ŸSeparador de aceite / refrigerante (Oil skimmer)ŸSistema de extractor de niebla (B)ŸSistema para medición / inspección de piezas con palpador RMP60ŸSistema para seteado de herramientas con láser Renishaw NC4ŸSistema de limpieza neumática durante el mecanizado ŸTransductor linear de posición (regla optica) eje X/Y/Z ŸJuego adicional de manuales del producto ROMI ŸEncoder para ejes giratorios B y C (ROMI DCM 620-5F) ŸColumna luminosa indicadora de operación (3 colores)Detalle de la Ranura ‘'T''18 H7+0,020 18 H12(Ranura Central) (Otras Ranuras)1,5 x 45° (2x)16+230+201 2 1。
IWC5CCL_那电焊机中文说明书_

电阻焊接控制装置IWC5-10136-F1-CCL 使用说明书PH :交流IWC:逆变-----重要-----在使用这个装置之前,先看一下说明书。
如果不看说明书就使用的话,有可能发生事故。
在这本说明书里,有关于注意事项根据危险度以下列标记分类说明。
危险在预测使用者有死亡或者受重伤的危险情况下表示。
警告在估计使用者有死亡或者受重伤的可能性时表示。
在估计使用者受重伤的情况以及东西损害的发生的情况下表示。
注意触电注意表示有触电的可能性。
首先为了能安全的使用,在使用的时候,且在装置的周围按照以下的安全确认进行操作。
一旦忽视了安全确认,将关系到发生装置的破损,伤害,人命的事故。
但是,下列项目是其中一例,并非全部。
经常注意安全。
危险1.这个装置是使用高电压的。
确认在打开门扇之前关闭电源,在关闭门扇后放电。
如果在有电源的状态下打开门扇的话,将导致触电等事故的发生。
2.逆变器式电阻焊接控制装置本装置使用电容器,即使断开电源也存储有高电压。
要在确认放电后进行点检。
疏忽了确认的话会导致事故的发生不仅是「Charge」灯,也要通过测电棒等来确认安全。
放电的确认:1.有「放电SW」时连续按住「放电SW」,确认「Charge」灯灭。
2.没有「放电SW」时断开电源的话就开始放电,所以要确认「Charge」灯灭。
警告1.在接通电源前要确认正规的电源电压设备是否连接着。
如果连接以及电压有异常的话将关系到装置的破损。
2.在接通电源期间即使装置没有在操作也不要接近可动部分。
如果不注意的话将导致事故.3.在切断电源前先确认根据气压水压等可动部周围是否有人。
如果忽视了确认将导致事故的发生。
4.在电源切断期间操作时要设置警告标识。
如果没准备时通入电源的话将导致事故。
5.遮断器断开时的注意(只限逆变器式电阻焊接控制装置)发生遮断器断开的情况时,请检查(a)焊接变压器的内部有无漏气(b)是否由于焊接变压器一次电缆的摩擦导致了短路事故(c)焊接变压器的二次二极管有无破损(d)一次电缆有无短路。
弘欣自动化五六轴伺服机械手使用说明书 V1.00

功能设定说明................................................................................................................................. 17 信号设定说明.........................................................................................................................18 时间参数说明.........................................................................................................................20 运行参数说明.........................................................................................................................21 安全设置说明.........................................................................................................................21 设备参数说明.........................................................................................................................23 产品设定说明.........................................................................................................................24 堆叠设置说明.........................................................................................................................25 系统设置说明.........................................................................................................................27 文件管理说明.........................................................................................................................28 维护说明.................................................................................................................................29
五轴伺服机械手WT5 SD使用说明书(机械)2012.08.23
[键入文字]伺服機械手使用說明書(機械)韦蓝自动化有限公司目 錄1.安全----------------------------------------------------------------------------22.功能特點及用途-------------------------------------------------------------33.技朮參數----------------------------------------------------------------------44.結構組成及原理-------------------------------------------------------------55.安裝調试----------------------------------------------------------------------86.維護保养----------------------------------------------------------------------117.常見故障處理----------------------------------------------------------------12 ·1.安全須知! 機械手在工作中運轉速度極高,為保障操作者安全,現場務必做好適當的安全隔離防護措施,方可操作運行。
成型機械手使用前注意事項:在操作本機器之前,祥讀本手冊.、,並經專業訓練後方可操作。
所有操作,調整以及控制必須遵守本手冊及電控手冊中之說明。
本機器在換模調機或維修時,必須關掉電源,並釋放氣源。
因停電等任何原因停機時﹐應將所有控制鈕恢復到停機時的原始狀態﹔ 注意手控盒的電纜不能妨礙機械手動作。
機臺安裝,配線,維修保養和使用人員必須熟悉本機械手的性能。
使用本機械手前務必確認接線無誤,且電源,氣源正常,成型機的各項性能穩定。
最新五轴焊锡机控制器-手持版说明书V6.6
五轴智能焊锡机控制系统QZ-SMC1305(手持盒版)V6.6说明书苏州琼宇电子科技有限公司目录1.产品介绍 (2)1.1产品概述 (2)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 控制系统按线示意图 (5)2.2 安装尺寸.......................................................................................................... .. (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (10)4.1开机画面介绍 (10)4.2主菜单功能介绍 (12)4.3新增功能操作 (16)4.4删除指令操作 (19)4.5复制指令操作 (19)4.6阵列复制操作 (19)4.7偏移操作 (20)4.8批量修改 (20)4.9类型批量修改 (20)4.10插入指令 (21)4.11系统 (21)4.12执行方式操作 (22)4.13复位方式操作 (23)4.14产量设定 (23)4.15默认参数 (24)4.16停机位置 (25)4.17焊接工艺 (25)4.18清洗功能 (25)4.19空移速度 (26)4.20对位操作 (26)4.21MARK点对位操作 (26)5.注意事项 (27)5.1装机事项 (27)5.2常见问题说明与故障排除 (37)1.产品介绍1.1产品概述QZ-SMC1305是由本公司专业数控团队为焊锡机行业量身定做的低成本、高浓缩、高集成度的智能焊锡机控制系统。
完善的焊锡工艺设置,满足不同的加工需求,广泛应用在多轴全自动焬锡机领域。
1.2功能简介1、显示屏采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、完善的焊锡工艺设置,具有点焊与拖焊等焊接;供锡速度可根据工作速度自动调整。
五轴焊锡机系统-手持版说明书V7
五轴智能焊锡机控制系统QZ-SMC1305(手持盒版)V7说明书深圳市瑞德鑫自动化有限公司目录1.产品介绍 (2)1.1产品概述 (2)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 控制系统按线示意图 (5)2.2 安装尺寸.......................................................................................................... .. (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (10)4.1开机画面介绍 (10)4.2主菜单功能介绍 (12)4.3新增功能操作 (16)4.4删除指令操作 (19)4.5复制指令操作 (19)4.6阵列复制操作 (19)4.7偏移操作 (20)4.8批量修改 (20)4.9类型批量修改 (20)4.10插入指令 (21)4.11系统 (21)4.12执行方式操作 (22)4.13复位方式操作 (23)4.14产量设定 (23)4.15默认参数 (24)4.16停机位置 (25)4.17焊接工艺 (25)4.18清洗功能 (25)4.19空移速度 (26)4.20对位操作 (26)4.21MARK点对位操作 (26)5.注意事项 (27)5.1装机事项 (27)5.2常见问题说明与故障排除 (37)1.产品介绍1.1产品概述QZ-SMC1305是由本公司专业数控团队为焊锡机行业量身定做的低成本、高浓缩、高集成度的智能焊锡机控制系统。
完善的焊锡工艺设置,满足不同的加工需求,广泛应用在多轴全自动焬锡机领域。
1.2功能简介1、显示屏采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、完善的焊锡工艺设置,具有点焊与拖焊等焊接;供锡速度可根据工作速度自动调整。
自动焊锡机简介和使用说明书
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
610-E5 610-H5 五軸控制器操作手册说明书

610-E5/610-H5 五軸控制器操作手册匯出日期:2023-05-11修改日期:2021-11-121 适用机型本操作手册适用於新代610-E5、610-H5控制器,包含:• a.b.c.d.e.f.g.h.i.j.k.2 功能键与系统概论2.1 主画面介绍画面元件说明目前工件坐标系加工档及加工行号画面标题日期时间资料输入提示状态模式警报功能键选择••••2.2 功能键树状图2.2.1 八键系统2.3 机台座标路径F1机台座标 (五键、八键系列)G1加工资讯 (10+8键系列)说明•••••••••••••••••••针对目前机台之座标显示进行操作。
显示常用之加工资讯。
使用快速键【POS】可快速切换至此页面。
2.3.1 画面说明座标显示本画面同时显示四组座标。
可透过「座标切换」功能,切换目前大座标的显示座标。
F(进给速率)显示使用者设定之进给速率。
显示机台的实际进给速率。
显示使用者设定之进给速率百分比。
S(主轴转速)显示使用者设定之主轴转速。
显示机台的实际主轴转速。
显示使用者设定之主轴转速百分比。
加工时间显示加工时,该加工程序已执行之时间工件数显示该加工程序已加工之次数。
搭配Pr3804的设定,程序每次执行到设定的M码时,工件计数器会自动加一,且单件加工时间归零,当到达需求工件数後,会自动进入暂停状态。
T(刀号)显示目前加工所使用到的刀具号码及刀具补正编号。
2.3.2 座标切换路径五键、八键系列:F1机台座标→F1座标切换10+8键系列:G1加工资讯→F1座标切换说明此按键可切换目前机台画面所显示的机台座标排序。
••••••• a.b.i.ii.iii.•••••••• a.b.c.••••••• a.b.c.2.3.3 1/2座标路径五键、八键系列:F1机台座标→F2 1/2座标10+8键系列:G1加工资讯→F2 1/2座标说明将相对座标的数值除以2。
配合「相对座标清除」的功能,可快速计算两点之中间点。
HCS5五轴机械手控制系统说明书V3.120140412(V3.1配V1.9IO板)

HC-S5机械手控制系统操作手册V3.1版本河北神州自动化设备科技有限公司目录1 系统配置及安装 (1)1.1 基本配置 (1)1.2 系统的安装 (1)2 操作面板 (2)2.1 外观及说明 (2)2.2 主画面及轴定义 (3)2.2.1 主画面说明 (3)2.2.2 机械手轴定义 (3)3 运行模式 (4)3.1 原点复归 (4)3.2 手动操作 (4)3.2.1 轴的手动操作 (5)3.2.2 夹具的手动操作 (6)3.2.3 吸盘的手动操作 (7)3.2.3 辅助设备的手动操作 (8)3.2.4 预留动作的手动操作 (9)3.3自动运行 (10)3.3.1 自动运行数据的监视 (10)3.3.2 自动运行时参数的修改 (11)3.3.3 单步运行 (11)3.3.4 单循环运行 (11)3.3.4 自动运行时速度的调节 (11)4 程序的管理 (12)4.1 程序载入和创建 (12)4.2 程序教导 (13)4.2.1 轴动作的教导 (14)4.2.2 程序起始点的教导 (15)4.2.3 堆叠的教导 (16)4.2.4 吸盘/夹具的教导 (17)4.2.5 注塑机信号的教导 (19)4.2.6 辅助设备的教导 (20)4.2.7 预留的教导 (21)4.2.8 等待信号的教导 (22)4.2.9 序列动作的教导 (23)4.2.10 条件的教导 (24)4.2.11 程序参数的修改 (25)4.3 程序快速设定 (26)4.4 教导选择 (30)4.5 教导程序举例 (32)4.5.1 程序要求 (32)4.5.2 程序过程 (32)4.5.3 教导程序 (32)5 功能设定 (33)5.1 信号检测 (34)5.2 产品设定 (36)5.3 运行参数 (37)5.4 安全点设定 (38)5.5 产品堆叠 (44)5.6 系统设定 (46)5.6.1系统设定 (47)5.6.2权限管理 (48)5.6.3 备份/还原 (49)5.6.4 机械参数 (50)5.7 机器参数 (51)5.7.1 机器结构 (51)5.7.2 机器时间 (54)5.8 维护 (55)6 I/O监视与报警记录 (56)6.1 I/O监视 (56)6.2 报警记录 (57)6.3 报警信息及报警原因 (58)7 电路板端口定义 (62)7.1 主控制板端口定义 (62)7.2 I/O板的端口定义 (63)7.3 伺服驱动接口定义 (64)8 接线图 (65)8.1主控制板与I/O板的接线图 (65)8.2 操作面板与主控制板的接线图 (66)8.3 伺服连线及参数设定 (67)8.3.1松下伺服电机使用范例 (67)8.3.2三菱伺服电机使用范例 (68)8.4 机械手与注塑机的连接 (69)9 电路板安装尺寸图 (71)9.1 主控板安装尺寸 (71)9.2 I/O板安装尺寸 (72)1 系统配置及安装1.1 基本配置1、8寸真彩触摸屏2、五轴伺服控制板3、I/O板4、电源部分(2个电源供应器)5、通讯线1.2 系统的安装1、配线作业必须由专业电工进行。
五轴说明书(编程部分)
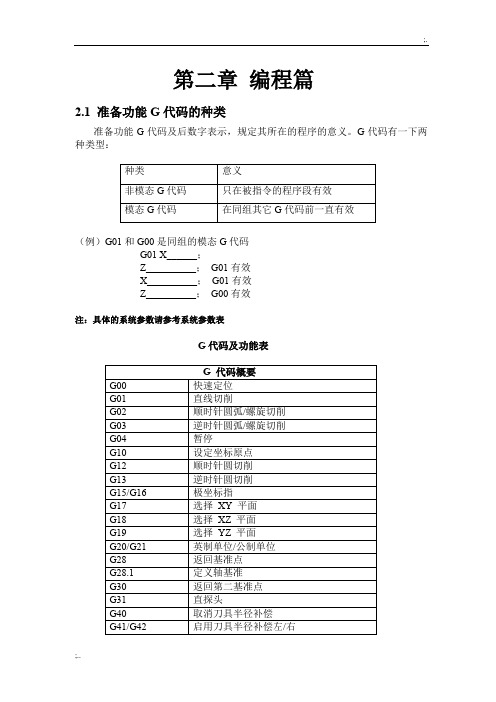
第二章编程篇2.1 准备功能G代码的种类准备功能G代码及后数字表示,规定其所在的程序的意义。
G代码有一下两种类型:(例)G01和G00是同组的模态G代码G01 X______;Z__________;G01有效X__________;G01有效Z__________;G00有效注:具体的系统参数请参考系统参数表G代码及功能表U、V、W分别和A、B、C 同义,同时使用A 和U 或B 和V 等会产生错误(也就是一行中用了两次A)。
在U、V、W 代码的描述中没有指定它们在同一程序行使用的次数,但A、B、C 代码的描述决定了他们只能使用一次。
2.1.1快速直线移动- G00(1)对于快速直线移动,程序G00 X__ Y__ Z__ A__ C__ 中的所有功能字,除了至少选用其中的一个外其它都为可选,如果当前移动模式为G00那么G00也是可选的,刀具可以以协调线性移动的方式以最大进给到达目的点,执行G00命令不会有切削动作发生。
(2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
执行G16 时的当前点坐标就是极坐标原点。
如果在程序中省略了所有的轴功能字将会产生错误。
如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。
如果程序在同一行有G53 命令,刀具的移动也同与上述不同(见绝对坐标系)。
2.1.2 以进给直线切削– G01(1)对于以进给直线切削来说,程序G01 X__ Y__ Z__ A__ C__中的所有功能字,除了必须至少使用的之外其它的轴功能字都为可选。
如果当前移动模式为G01,那么G01也是可选的,刀具将以协调线形移动的方式以当前进给移动到目的地。
(2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
最新五轴焊锡机控制器-手持版说明书V6.
五轴智能焊锡机控制系统QZ-SMC1305(手持盒版)V6.6说明书苏州琼宇电子科技有限公司目录1.产品介绍 (2)1.1产品概述 (2)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 控制系统按线示意图 (5)2.2 安装尺寸.......................................................................................................... .. (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (10)4.1开机画面介绍 (10)4.2主菜单功能介绍 (12)4.3新增功能操作 (16)4.4删除指令操作 (19)4.5复制指令操作 (19)4.6阵列复制操作 (19)4.7偏移操作 (20)4.8批量修改 (20)4.9类型批量修改 (20)4.10插入指令 (21)4.11系统 (21)4.12执行方式操作 (22)4.13复位方式操作 (23)4.14产量设定 (23)4.15默认参数 (24)4.16停机位置 (25)4.17焊接工艺 (25)4.18清洗功能 (25)4.19空移速度 (26)4.20对位操作 (26)4.21MARK点对位操作 (26)5.注意事项 (27)5.1装机事项 (27)5.2常见问题说明与故障排除 (37)1.产品介绍1.1产品概述QZ-SMC1305是由本公司专业数控团队为焊锡机行业量身定做的低成本、高浓缩、高集成度的智能焊锡机控制系统。
完善的焊锡工艺设置,满足不同的加工需求,广泛应用在多轴全自动焬锡机领域。
1.2功能简介1、显示屏采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、完善的焊锡工艺设置,具有点焊与拖焊等焊接;供锡速度可根据工作速度自动调整。
全自动焊机客户焊接说明书
全自动焊机使用说明书DMCS全自动多轴控制系统(复杂5轴5联动/复杂4轴4联动焊接专用)用户手册感谢您选择本公司的产品!本手册对DMCS全自动焊接控制系统的使用做了详细的介绍,包括系统特性、部件操作、编程及加工说明等。
在使用本控制系统及相关的设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件的不断更新,您所收到的产品在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
目录1. 概述DMCS 系列连续轨迹运动控制器是针对需要高速高精度连续轨迹运动场合自主开发的一类经济型运动控制器。
该卡采用高性能DSP 和FPGA 技术,可实现5轴联动或5轴的连续轨迹插补运动,通过路径示教的方式编辑程序文件,下载到控制卡后,控制卡可自动执行程序文件,完成工件加工。
可应用在对精度及速度有较高要求的轮廓控制设备上,如焊接机、点胶机、雕刻机、雕铣机、切割机、裁剪机、数控机床等。
1.1.控制卡规格. 教导手柄规格通讯方式自供电RS232 总线,DB9 公头接口环境要求工作温度:0~60oC,相对湿度:5~90%无凝结. 屏幕显示说明如下图示:开机画面加工参数界面标题栏用于标识该屏幕的主要内容。
在后续表述中,使用标题栏上的文字代表该界面信息,如加工参数界面即对应加工参数屏幕。
按钮用于对应键盘上的按钮。
如“〈F1〉保存参数”表示在《加工参数》下按示教盒面板上的〈F1〉键即可保存参数。
当下文提示按键“〈切换〉+〈××〉”键时,如“〈切换〉+〈8〉”则表示先按下〈切换〉键,然后按〈8〉键,使用〈8〉键的第二功能。
输入框用于输入数字或字符。
如果该参数带有单位,则输入框后紧跟该参数的单位。
. 组合快捷键一览表2示教基础知识DMP 示教盒的主要功能在于通过示教的方式,学习用户需要的运动轨迹,并调节各种控制参数,形成程序文件后下载到运动控制卡,然后控制运动控制卡按程序文件运动,达到加工产品的目的。
. 功能层次图示教编程又称教导编程,指设备在操作人员的操作下完成一系列的动作,而设备则在此过程中记录了所有的动作,并形成可独自重复执行的程序文件。
五轴智能焊锡平台控制器-手持版说明书

五轴智能焊锡平台控制系统示教盒版使用说明书目录1.产品介绍 (3)1.1产品概述 (3)1.2功能简介 (3)1.3产品列表 (3)1.4外观尺寸 (4)2.示教盒说明 (5)2.1示教盒按键图 (5)2.2示教盒按键介绍 (5)3.示教盒操作说明 (7)3.1开机画面介绍 (7)3.2主菜单功能介绍 (8)4.其他指令说明 (12)4.1删除指令操作 (12)4.2复制指令操作 (12)4.3阵列复制操作 (13)4.4偏移操作 (13)4.5单点调整 (14)4.6插入指令 (14)4.7复位指令 (14)5.注意事项 (15)5.1装机事项 (15)5.2常见问题说明与故障排除 (16)1.产品介绍1.1产品概述本产品是由本公司为焊锡机行业量身定做的高精准、易操作、高集成度的智能焊锡平台控制系统。
完善的焊接工艺设置,满足不同的加工需求,广泛应用在多轴全自动焬锡机领域。
1.2功能简介1、显示屏采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、完善的焊锡工艺设置,具有点焊与拖焊等焊接;供锡速度可根据工作速度自动调整。
3、点位参数可以用示教盒编程,具有简单易学、操作便捷等特点。
3、具有区域阵列复制,平移运算,批量编辑,单步、全自动及循环运行,I/O输入输出等功能。
4、具有自动执行功能、自动复位、产量计算、加工时间计时器等功能,满足不同应用需求。
5、动作参数编辑完毕,通过串口将动作参数下载到控制器中,即可脱机、独立运行;也可将动作参数保存到示教盒的SD卡中,方便调用;并能进行设备间的参数拷贝及保存。
6、示教盒配备2G的SD卡,可存储数千个加工文件,每个文件可支持8000条指令,使用时调出来即可。
7、硬件上具备4个枪通道控制、4路通用输出、8路输入、12路高速脉冲输出。
1.3产品列表1.4 外部尺寸2.示教盒说明2.1示教按键图2.2示教盒按键说明3.示教盒操作说明3.1 开机画面介绍上电后示教盒自动跳转自开机画面-当前工作画面,如下图所示:加工文件:指加工文件名;工作状态:指机器的当前工作状态;分为“停机、暂停、运行”三种状态;加工数量:指机器运行已完成的产量;工作速度:指设备运行过程的速度。
焊锡机操作手册2y

自动焊锡使用手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)瑞安市鼎昆自动化科技有限公司目录第一章概述 (6)1.1 硬件 (6)1.2 软件 (7)第二章主界面及按键说明 (8)2.1 主界面说明 (8)2.2 手持编程器按键说明 (9)2.3 程序选择及对针按键说明 (12)第三章编程的基本方法说明 (12)3.1 单位符号解释 (12)3.2 焊锡加工程序结束的约定 (13)3.3 焊锡程序运行方式 (13)第四章菜单 1 (13)4.1 第1 页1.文件名编辑 (14)4.2 第1 页2.生成默认焊锡参数 (14)4.3 第1 页3.编辑多个编程点 (14)4.4 第1 页4.设置标号 (15)4.5 第1 页5.阵列焊锡 (16)4.6 第1 页6.阵列展开操作 (16)4.7 第1 页7.调用子程序 (16)4.9 第1 页9.程序跳转 (16)4.10 第2 页1.有限次数循环 (17)4.11 第2 页2.程序结束或返回 (17)4.12 第2 页3.延时 (17)4.13 第2 页4.暂停 (17)4.14 第2 页5.输入信号编程 (17)4.15 第2 页6.输出信号编程 (17)4.16 第3 页1.工件计数器 (18)4.17 第3 页2.回空闲停留位置 (18)4.18 第3 页3.回原点 (18)第五章菜单2........................................................................................................................ (18)5.1 第1 页1.手动校准参考点设置 (19)5.2 第1 页2.校准对针点 (19)5.3 第1 页3.Z轴下移限制值设置 (19)5.4 第1 页4.空闲停留点坐标设置 (19)5.5 第1 页5.完成提起高度设置 (19)5.6 第1 页6.空移速度设置 (20)5.7 第1 页7.送锡与退锡参数设置 (20)5.8 第1 页8.拖焊速度设置 (20)5.9 第1 页9. 接触焊点动作设置 (20)5.10 第2 页1.烙铁头清洗动作设置 (21)5.11 第2 页2.烙铁头清理位置设置 (21)5.12 第2 页3.烙铁温度设置 (21)5.13 第2 页4.急停时输出信号设置 (21)5.14 第2 页5. 输出信号初始化设置 (22)5.15 第2 页6.匀速调试速度设置 (22)5.16 第2 页7.工件计数器设置 (22)第六章菜单3 (23)6.1 第1 页1.针头移动到指定坐标 (23)6.2 第1 页2.焊锡文件复制 (23)6.3 第1 页3.DXF文件转换 (24)6.4 第1 页4.对当前文件锁定/解锁 (24)6.5 第1 页5.对机器高级锁定/解锁 (24)6.6 第1 页6.当前文件锁定密码设置 (24)6.7 第1 页7.机器高级锁定密码设置 (24)6.8 第1 页8.输入口名称编程 (24)6.9 第1 页9.输出口名称编程 (25)6.10 第2 页1.按键声音设置 (25)6.11 第2 页2.速度优先等级设置 (25)6.12 第2 页3.小键盘锁定/解锁 (25)6.13 第2 页4.浏览文件名 (25)6.14 第2 页5.设备信息 (25)6.15 第2 页6.程序版本信息 (25)6.16 第2 页7.更新应用程序 (25)6.17 第2 页8.更新驱动程序 (26)6.18 第2 页9.更新DSP程序 (26)6.19 第3 页1.查看输入信号状态 (26)瑞安市鼎昆自动化科技有限公司△!警告◆本机器所使用的电源电压220V,50~60Hz ,触摸电源会产生致命事故◆本机器应放置在室内使用。
Oceaneering Terabot-S 五轴机械臂操作说明书

Current Accessories
SC Master Controller Configuration Length Power Source Data Interface User Interface
5 DOF + Gripper Control ~12 in, Fully Extended 9-18 VDC, 0.5A max RS232, 19.2k Baud 4x40 LCD, Switches
Benefits • Flexible system performs complex tasks • Intuitive control greatly minimizes training; makes the robot work for the operator, instead of the operator working for the robot • Quick-release interface allows easy installation of user tools / sensors • Joint clutches provide constant protection against overloads • Operation in harsh environmental conditions (IP65) • System may be washed / decontaminated • User I/O pass thru minimizes external cables • Lightweight system can be used on virtually any vehicle as OEM or retrofit • Open command/data interface allows connection to any user system • Low power consumption extends vehicle battery life
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
mm mm mm
X Y Z R
0.000 0.000 0.000 0.000
mm mm mm
3 高速 编辑
按“编辑”进入指令示教对话框(注:1、如手持盒中无文件,按“编辑”则是新建文件,操作方法同新建 文件一样。2、如手持盒中已有文件,按“编辑”则是进入指令列表对话框,可查看及编辑指令。); 1、 当控制器中没有文件时,按“编辑”是新建一个文件;系统会自动提示以下对话框:
第 2 页 共 29 页
1.产品介绍
1.1 产品概述
五轴焊锡控制系统由本公司专业数控团队为焊锡机行业量身定做的低成本、高浓缩、高集成度的智能 焊锡机控制系统。完善的焊锡工艺设置,满足不同的加工需求,广泛应用在多轴全自动焬锡机领域。
1.2 功能简介
1、显示屏采用 320*240 高分辨率彩屏、全中文操作界面,易学易用。 2、完善的焊锡工艺设置,具有点焊与拖焊等焊接;供锡速度可根据工作速度自动调整。 3、支持 DXF 格式文件导入,实现直接导入文件的路径数据,省去繁锁的手工教导,方便准确。 4、支持双 MARK 点对位功能,用来修正工件因摆放的角度和位置偏差而引起的误差。 5、具有区域阵列复制,平移运算,批量编辑,单步、全自动及循环运行,I/O 输入输出等功能。 6、具有自动执行功能、自动复位、产量设定、加工时间计时器等功能,满足不同应用需求。 7、动作参数编辑完毕,通过串口将动作参数下载到控制器中,即可脱机、独立运行;也可将动作参数保 存到手持盒的 SD 卡中,方便调用;并能进行设备间的图形拷贝及保存。 8、手持盒配备 2G 的 SD 卡,可存储数千个加工文件,每个文件可支持 8000 条指令,使用时调出来即可。 9、硬件上具备 4 个枪通道控制、4 路通用输出、8 路输入、12 路高速脉冲输出。 10、每条动作指令都有独立的出锡时间、回锡时间、上抬高度,灵活的批量修改等功能,能快速提高编辑 效率。
1.3 功能特性
1.3.1 控制器硬件特性 电机轴数:5 轴(XYZRB) 脉冲频率:200K IO 口数量:8 路专用输入(XYZR 原点、启动/暂停、暂停、复位/急停按钮),4 路专用胶枪输出(4 个胶枪开 关控制,直接驱动电磁阀,驱动电流 2A)。4 路通用 I /O 输出,4 路通用 I /O 输入,12 路高速 “NPN 集电极开路”5-24VDC 输出,额定电流 0.5A。 IO 输入类型:光耦隔离输入。 存储容量:16M 接口方式:DB44 接口 工作电压:24V DC, 工作温度:70℃ 储存温度:-40℃-70℃ 工作湿度:40%-80% 储存湿度:0%-95% 1.3.2 手持盒硬件特性 接口方式:配备 USB 接口和串口,USB 口用于连接电脑,此功能暂时保留。串口用来连接手持盒。 存储方式:配置 2G SD 卡。 显示配置:分辨率 320*240,3.2 寸彩色液晶屏。
请输入文件名
hanxi.QZ
C L R F 4
功能
功能键
不同的画面显示不同的操作键。
Enter
确认键
对数据, 修改参数, 保存等确定按键。
R
X
Y
Z
X
方向键
Move
Y
XYZR 方向键可控制 4 轴的前后左右升 降旋转等运动 。 〈MOVE〉定位键:用于设备手动找点和 对针操作。
R
Z
第 8 页 共 29 页
数字和字母键
字母,数字和点输入。“#”切换输入 法。
第称 类型 数量 简介
手持盒
必配
1
操作示教盒
控制器
必配
1
运动控制器
数据线
必配
1
连接线
延长线
必配
1
控制器串口延长线
第 4 页 共 29 页
2.接线说明图
2.1 控制系统接线示意图
第 5 页 共 29 页
第 6 页 共 29 页
2.2 安装尺寸
102.000
主菜单 1 打开文件 2 新建文件 3 编辑文件 4 保存文件 5 删除文件 6 下载数据 7 上传数据 8 系 9 选 0 帮 统 项 助
选择
第 10 页 共 29 页
返回
按“移动”可直接移动设备;如图所示:
五轴焊锡机系统 移件 动 设1 备 加工文 23 X : 1停 50 .000 机 工作状态 动 工作方式 Y : 1自 00 .200 加工数量 Z : 31 00 .0 50 8 0 设定产量 R : 32 00 .0 50 8 0 工 作 速 度 50 % 1 低速 2 中速 菜单 移动 加 工 时 间 00:00:00
提 示 ! 是 否 复 位 设 备 ? 是 (OK )
否 (NO )
“左功能键”为是, “右功能键”为否;选择后系统会自动弹出文件保存对话框,输入文件名按保存 后会进入指令示教编辑对话框(“#”键为数字和字母切换键。),在此画面示教的指令会自动保存在刚刚输 入的文件下。如图所示:
保存对话框
abc
指 令 列 表 ( F 1帮 助 F 2单 步 F 3全 选 F 4多 选 ) 序号 类型
∅5.0000
112.000
第 7 页 共 29 页
19.271
16.10
123.500
70.000
3.按键说明
3.1 手持盒按键图
E n t e r
R R
Y
u n Z R P a u s e
o v e X X M
Y
e s e t Z R F 1 F 2 F 3
.0
3.2 手持盒按键说明
按键外观图形 名称
.0
Run
Pause Reset
启动/下载键 下载动作指令到控制器中, 启动机器运 行。 暂停当前机器运行。 暂停键
复位键
指设备复位到原点。
F1 F2 F3 F4
CLR
多功能键
不同画面不同功能。
多功能键
不同画面不同功能。
多功能键
不同画面不同功能。
多功能键
不同画面不同功能。 清除修改的错误参数,数值。清除文件 和指令。产量清 0。
X Y Z R
0.000 0.000 0.000 0.000
mm mm mm
F 1 :点 动 出 锡 F 2 :点 动 出 气 F 3 :清 洗 F 4 :批 量 修 改 移动 编辑
菜单
加工文件:指加工文件名; 工作状态:指机器的当前工作状态;分为“停机、暂停、运行”三种状态; 工作方式:指机器的运行方式;分为“手动运行、自动循环运行”两种模式; 加工数量:指机器运行已完成的产量;当加工数量=设定产量时,表示机器已完成加工数量,并停机; 设定产量:指机器运行预设产量; 工作速度:指设备运行过程的速度,即涂胶的轨迹速度。此速度为指令编辑时设定速度的百分比,范围在 0~100%;在此画面下直接按方向键“Y”键可提高或降低工作速度百分比,按“Z”键则以 10 为单位提 高或降低工作速度百分比。但不可实时修改工作速度,修改此速度后,第二次运行才有效。 X:指机器 X 轴的当前坐标; Y:指机器 Y 轴的当前坐标; Z:指机器 Z 轴的当前坐标; F1~F4:为快捷操作。 按“菜单”进入“主菜单”面画。详见 4.2 介绍。
五轴智能焊锡机控制系统
手持盒版 V6.6 说明书
第 1 页 共 29 页
目录
1. 产品介绍.....……………………………………………………………………………………...2 1.1 产品概述.......………………………………………………………………………………………………….2 1.2 功能简介.......………………………………………………………………………………………………….3 1.3 功能特性......…………………………………………………………………………………………………..3 1.4 产品列表.......………………………………………………………………………………………………….4 2.接线说明图.......……………………………………………………………………………………5 2.1 控制系统按线示意图.......………………………………………………………………………………….5 2.2 安装尺寸…......……………………………………………………………………………………. ………..6 3.按键说明.....………………………………………………………………………………………7 3.1 手持盒按键图……….. ......………………………………………………………………………………...7 3.2 手持盒按键说明…….. ......………………………………………………………………………………...8 4.手持盒操作说明.........……………………………………………………………………………10 4.1 开机画面介绍.………........………………………………………………………………….……………10 4.2 主菜单功能介绍.………........……………………………………………………………………………12 4.3 新增功能操作 ………........……………………………………………………………………………….16 4.4 删除指令操作 ………........……………………………………………………………………………….19 4.5 复制指令操作 ………........……………………………………………………………………………….19 4.6 阵列复制操作 ………........……………………………………………………………………………….19 4.7 偏移操作 .......……………………………………………………………………………………………….20 4.8 批量修改 .......……………………………………………………………………………………………….20 4.9 类型批量修改 ……………………………………………………………………………………………...20 4.10 插入指令 .......……………………………………………………………………………………………..21 4.11 系统 .…….......……………………………………………………………………………………………21 4.12 执行方式操作 ………........……………………………………………………………………………22 4.13 复位方式操作………........……………………………………………………………………………….23 4.14 产量设定.......……………………………………………………………………………………………….23 4.15 默认参数.......……………………………………………………………………………………………….24 4.16 停机位置.......……………………………………………………………………………………………….25 4.17 焊接工艺.......……………………………………………………………………………………………….25 4.18 清洗功能.......……………………………………………………………………………………………….25 4.19 空移速度.......……………………………………………………………………………………………….26 4.20 对位操作.......……………………………………………………………………………………………….26 4.21MARK 点对位操作........………………………………………………………………………………….26 5.注意事项.........……………………………………………………………………………………27 5.1 装机事项.......……………………………………………………………………………………………….27 5.2 常见问题说明与故障排除.......………………………………………………………………………….37