基于串口通信的DNC技术研究
串口服务器在DNC系统中的应用

2.3 MOXA串口服务器
特点: 1.串口数量:1/2/4/8/16/32口RS232/422/485串口。 2.工作模式:点对点连接模式;以太网Modem模式;串口驱动模式;
Socket工作模式:TCP Server/TCP Client/UDP。
3.配置方式:传统Telnet/Web/windows工具/Moxa管理工具。 4.网络协议:
无线通信
3.3 DNC方案商
国内知名DNC系统方案提供商:
附:串口服务器DNC网络
--ETON(宁波)流体连接件有限公司
SI:杭州谐德科技有限公司 控制系统:ISITOR DNC系统 硬件组成:除了数控加工设备、用户终端、服务器及网络线路外,
主要硬件设备就是串口服务器(NPort 5110)。 数控现场:
ICMP/IP/TCP/UDP/DHCP/BOOTP/TELNET/DNS/SNMP/ SMTP/SNTP/HTTP/RFC2217等。
5.多主机控制:4/8台多主机控制。 6.现场调试功能:提供LCE显示屏及4个按键。 7.接口防损保护:15KV浪涌保护+2KV光电隔离保护。
2.4 MOXA串口服务器
2.3
2.1 串口服务器介绍
定义: 通信接口转换器:串口转网络,实现串口与网络接口 的数据双向透明传输。
组成: 以太网口+串口(+数据协议转换芯片)。
功能: 串口联网:实现串口设备立即联网+扩充串口实现多 主机控制+扩展串口设备的通信距离。
特点: 远程化+集中化+多主机管理。
2.2 MOXA串口服务器
1)东、西两个数控车间,共约100台RS232接口数控车床; 2)每个车间设立有独立的信息控制室,可独立控制生产; 3)各车间工艺处和生产部需要按需求独立编辑程序,控制生产; 4)数控设备种类繁多,包括Mitsubishi、Fanuc、GSK等数控系统,数控软
基于串口服务器DNC的数据传输可靠性研究
作 者 简 介 : 春 勇 ( 9 3 )男 , 苏 如 皋 人 , 士 研 究 生 , 究 方 向 金 18 一 , 江 硕 研 为 C / AM 及 计 算 机 集成 制 造 系统 . AD C
Gr p Te hn o ou c olgy & Pr d to o r z i V o . 4, o uci n M de niaton 1 2 No. 2 3, 007
中转站 , 分为并 行接 口和串行 接 口. 行传 输抗 干扰 并 能力 差 , 宜用 于长距 离传 输 , 不 尤其是在 环境 较恶 劣 的加 工车 间. 串行方式 使用 线路 少 , 向 的串行传 递 单 只要 一条信 号线 , 较 长 距 离 的数 据 传递 采 用 串行 在 方式 比较经 济 , 而且可 避免在 远程 传输 时 , 条线路 多
维普资讯
文 章编 号 :0 6 2 9 20 )3 0 5 —0 10 —3 6 (0 7 0 — 0 5 2
基 于 串 口服 务器 D NC的 据传 输 可 靠 性研 究 数
金春勇 , 许 超 , 麒麟 蒋
( 南大学 机械工程学院 , 京 209) 东 南 10 6
的线 间干扰 和耦合 . 此 , 于 C C加 工 程 序 等可 因 对 N
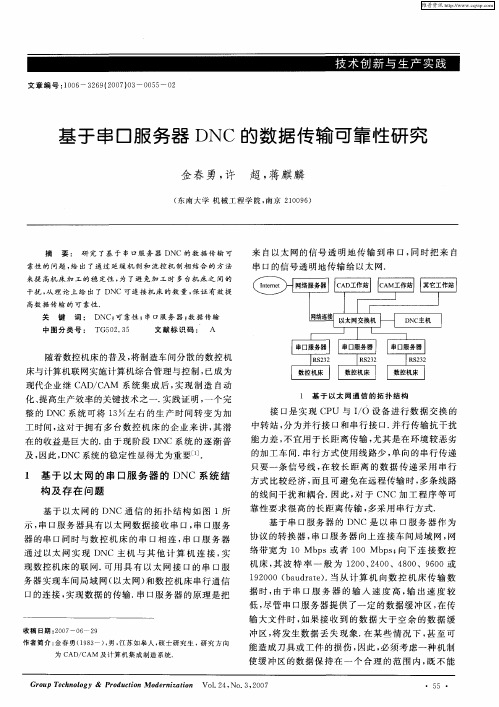
1 基 于 以太 网 的 串 口服 务 器 的 D NC 系统 结 构 及 存 在 问题
基 于以太 网 的 DNC通 信 的拓 扑 结 构如 图 1所 示 , 口服 务器具 有 以太 网数据接 收 串 口, 口服 务 串 串 器 的串 口同时与 数控 机 床 的串 口相 连 , 口服 务 器 串 通过 以太 网 实 现 DNC主机 与 其 他 计 算 机 连 接 , 实 现数控 机床 的联 网. 可用 具 有 以太 网接 口的串 口服 务 器实 现车 间局域 网 ( 以太 网) 和数 控机 床 串行 通信
RS422通信在DNC控制系统中的应用

RS422通信在DNC控制系统中的应用
机械制造业从单机自动化发展到分布式DNC 控制系统,在技术上首先要解决的是数控机床计算机(上位机)的信息交换和互联问题,这是实现DNC
控制的核心问题。
笔者开发了一块PC 机用RS422 通信板,并且自行定义了一套可靠而行之有效的通信协议。
1 DNC 系统的网络结构
本DNC 控制系统的拓扑结构采用两级主从总线型网络结构,通信网络采用三层结构:物理层、数据链路层和应用层。
1)物理层采用平衡型标准RS422 接口,以提高数据传输的可靠性。
在新的平衡型标准RS422 中(见图),发送器与接收器均以差分方式工作,每个信号用两根导线传输,整个接口无需共用信号线就可以正常工作。
信号的电平由两根导线上的信号的差值来表示,电压范围为-6~+6V,相对于其中的一根导
线来说,差值为+4~+6V 表示二进制的“0”,差值为-4~-6V 表示二进制的“1”。
对于新的平衡型标准RS422 来说,当传输距离达到1000m 时,信号传输速率在100kb/s 以下,在10m 以内的近距离传输中,速率可达10Mb/s。
由于每个信号均用双线传输,这种差分平衡结构能从地线的干扰中分离出有效信号,差分接收器可区分0.20V 以上的电位差,因此,可不受对地参考系统之地电位的波动和共模电磁干扰的影响。
2)链路层本DNC 系统控制系统采用异步串行通信方式。
系统约定:数据的传输采用正反码校验:命令字和状态字在发送时,必须先发送两个BREAK,然后发送命令字或状态字,再发送其反码:文件传输时,32 个字节(正反码)组成一个信息包。
DNC信息系统中串行通信

DNC信息系统中串行通信王一东,闫凯国,孙国资,楼彭黄(计算机集成制造系统中心南京航空航天大学,南京210016,中国)(艾科技出版社)摘要:本文主要介绍了网络结构的数据传输系统,此系统可以在控制及管理一个数字控制器工作的过程中,给予控制工程师一种有效的方法。
我们分析了数控程序控制流程,过程计算机与数控机床之间的沟通,及关键零部件系统。
关键词:DNC、串行通讯,数据传输介绍:很多数控(数字控制器)设备利用RS - 232接口连接到计算机上。
但由于典型的工业环境中需要使用2个以上的无线电网络控制器和多台计算机来连接1个或2个 RS - 232 串行通讯借口,这就突出了一个工业工程上的问题。
此外,RS - 232接口共存最大的传播距离15米。
为解决这些问题,我们在本文描述的系统中,运用一种多RS - 232卡片和“长-线”为多个NCS 接口建立一个有用的计算机网络系统。
串行通讯经常被用来代替并口通讯,连接电脑并控制数值控制装置,特别是当控制电脑和数值控制器被分开几米或者更大距离时。
原因是,相比于串行通信,并行通信更昂贵,更有可能因为经验通信线路被外部因素或者接线问题干扰而失败。
最常见控制系统的串行通讯接口,是标准的RS - 232接口,是一个不同步的通讯接口,可以广泛连接周边设备到一台宿主电脑。
然而,当使用RS - 232接口作为控制系统时,控制工程必须注意以下问题:(1有限的传播距离——电容传输导线的限制传输距离为15米。
(2)功率电平偏差——因为RS - 232接口使用地面电线的两头之间共享的信号,当RS - 232是长时间使用长距离传输,并且地线是强电势,将引起的功率水平偏差,导致传输错误。
(3)电位问题——RS - 232通信总线既使用一个信号地面电线又使用一个屏蔽接地的地面电线。
在通信技术中,信号地电线两边应连接,但屏蔽地线是不能连接的。
此外,两个不同的地面电线在数据传输终端没有被隔离,有可能降低抗干扰能力。
基于can总线的dnc系统数控程序传输软件的开发

基于CAN总线的DNC系统数控程序传输软件的开发数控机床加工过程包括一系列由数控系统发出的命令所控制的动作,如主轴的起停、转速大小、进给的方向、速度及刀具的变换等,在每个时刻,数控机床的运动都不尽相同,是一个动态变化的过程。
在DNC系统中,数控机床要实现边传输边加工,必须要保证其缓冲区中始终要有数控程序,即在上次已经传输的NC程序消耗完之前及时的进行新的NC程序的补充,而每次传输的NC程序的程序消耗率不同,这就要根据机床在各个时刻的加工状态,运用合理的调度算法通过DNC主机对系统进行实时的调度。
调度算法从本质上说就是在系统运行时,决定在某时刻执行哪个调度任务的方法f21】。
在DNC系统通信调度中常用固定优先级调度算法和动态调度算法㈤,其中固定优先级调度算法指各任务在执行前,其优先级大小已经确定,系统按照优先级大小依次执行各个任务,整个运行过程中各任务的优先级大小始终不变。
该算法具有开销小、易实现等特点,但在网络复杂繁重的情况下,不能保证低优先级任务的实时性,造成任务执行延迟、数据丢失等现象。
1973年,C.L.Liu和J.W.Layland提出的单调速率(RMS、)[23】算法最具代表性,在RMS算法中,各任务的优先级大小根据任务周期大小确定,周期越大,优先级越低。
所谓动态优先级算法指任务在执行前,赋予各任务一个初始优先级,随着各任务执行情况的不同,其优先级会实时的变化,以便获得更好的调度性斛241。
动态调度适应变化的环境,适合于对任务生成前其特性不清楚的动态实时系统调度。
但是,动态优先级调度算法的可预测性差且具有很大的调度开销。
动态优先级调度算法可分为资源充足环境下的调度和资源不足环境下的调度,其中,用于资源充足环境下的EDF(EarliestDeadlineFirst)算法占有重要的地位瞄名71。
在EDF算法中,任务的优先级是根据任务的截止时间来确定的,任务的绝对截止时间越近,任务的优先级越高,当有新的任务进入优先级队列时,任务的优先级队列就有可能调整。
多线程串口通信技术在DNC系统中的应用

生 的制 造孤 岛问题 却 I益 凸现 。为 了加强数 控机 床 E !
同 自动 化车 间 中其 他服 务器 的数据 交换 能力 ,进 行 DN C系统联 网成 为一种 切实 可行 的方法 。 本 文采用 车间 客户机通 过多功 能 串口通 讯 卡与
tew rigo jc,h to f c mm n n 2A Iu cinh sb e tde n h o k be ttemeh do o n MS a dWi3 P n t a e nsu ida d f o
c n r s e An lt r a e i l o mu i a i x m pe o o ta t d. d a mu t h e d s r m i ac nc t on e a l n MSc m m a e n p t o h sb e u fr r o wa d. Ke y wor : u t h e d; e i l ommunc t n v s a + 6 O ds m lt r a s r i ac i a i ; iu l o C+ . :MSc m m o t l W i 3 o c n m ; n 2 AP1
M ult e d t ch ol y a pl a i n d s rb t d n t hr a i e n og p i ton i i ti u e umer a on r l y t c i l c c to s em s DAI i n qa g, a — in CAI ii, e — i J Hu-n Xj l Ch n f e
维普资讯 维普资讯 Nhomakorabeal
訇 化
多线程 串 口通信技术在 D NC系统 中的应用
数控机床DNC通信和管理(DOC42页)

数控机床DNC通信和管理系统的研究与设计摘要近年来,随着计算机等方面的相关核心技术以及互联网高新技术的飞速变化,当前制造系统的网络化以及集成化时其发展的大趋势。
制造系统的网络化、集成化对于提高企业竞争力起到非常重要的作用。
其中投资成本较低,信息高度集中,以及效果明显等是数控机床群的显著特点,这对于企业来说很有意义,能够完成CAD/CAM一体化的建设。
所以,DNC技术已经被越来越多的企业所采用,DNC技术对于企业数控车间的信息集成和数控设备的信息集成具有重要的作用和意义。
在本文中,主要针对研究了当前国内企业的实际生产情况,其中的局域网设置为企业的通信基层,通过运用串口服务器以及软插件等等技术完成数控仪器的相关联网,数控机床的DNC通信与管理系统从而被创建。
系统可以实现对于数控机床的信息采集和管理,可以实现计算机与数控机床之间的互相连接和信息的传输交换,此外还可以实现企业办公管理信息与车间生产加工信息的互相连接。
关键词:数控机床;DNC技术;通信和管理系统AbstractIn recent years, with the rapid development of computer technology and Internet technology, the development of manufacturing system has become more and more integrated and networked. The network and integration of the manufacturing system play a very important role in improving the competitiveness of enterprises. CNC machine tool group has the characteristics of high degree of information concentration, low investment cost and remarkable effect, which is of great significance for enterprises to realize CAD / CAM integration. Therefore, DNC technology has been adopted by more and more enterprises, DNC technology for enterprise numerical control workshop information integration and numerical control equipment information integration has an important role and significance. The research of this paper is based on the actual production scale of Chinese enterprises, the enterprise's local area network is set as the bottom of communication, the use of soft plug-in technology, serial server and other technologies for CNC equipment networking work, on the basis of the creation of CNC machine tools DNC communication and Management system. The system can realize the information collection and management of the CNC machine tool, which can realize the interconnection between the computer and the CNC machine tool and the exchange of information. In addition, it can realize the interconnection between the enterprise office management information and the workshop production and processing information.Key words: CNC machine tools; DNC technology; communication and management system目录数控机床DNC通信和管理系统的研究与设计 0摘要 0Abstract (1)目录 (1)1.绪论 (3)1.1研究背景与意义 (3)1.2国内外研究现状 (4)1.2.1国外研究现状 (4)1.2.2国内研究现状 (4)1.2.3发展趋势 (4)1.3研究内容与方法 (5)1.3.1研究内容 (5)1.3.2研究方法 (5)1.4课题来源 (6)2.技术概念 (7)2.1DNC通信系统 (7)2.2多线程技术及应用注意事项 (7)2.2.1多线程技术 (7)2.2.2多线程的应用 (8)2.2.3线程优先级与同步问题 (8)2.3串行通信技术 (9)2.4网络编程技术 (9)2.5数据库开发技术 (11)3.总体方案设计 (13)3.1应用的需求分析 (13)3.2DNC系统功能分析 (14)3.3常见的通信网络 (15)3.3.1串行通信网络 (15)3.3.2现场总线通信网络 (15)3.4DNC系统网络结构设计 (16)3.5DNC系统的底层通信 (17)3.5.1常见的数控机床通信接口 (17)3.5.2数控机床的联网设计 (18)4.串行通信设计与实现 04.1串口服务器的选择 04.1.1动态连接库技术 04.1.2串口服务器硬件的选择 (1)4.2串口服务器的任务设计 (1)4.3串口服务器的程序设计 (3)4.3.1工作线程 (3)4.3.2与机床当前状态监测系统通信 (5)5.通信管理软件的设计与实现 (6)5.1数控程序传输线路设计 (6)5.2DNC通信平台设计 (7)5.2.1通信平台设计思路 (7)5.2.2 DNC通信平台的程序设计 (7)5.3机床事件接收平台设计 (9)5.4客户端机床管理软件设计 (10)5.4.1系统登录模块 (10)5.4.2.机床管理模块 (11)6. 总结 (14)6.1 全文总结 (14)6.2 研究展望 (14)参考文献 (15)致谢 (19)附录A: (20)附录B: (20)1.绪论1.1研究背景与意义在零部件的加工生产过程中,实现对数控程序的集中化管理是非常困难的,此外实现计算机与数控设备的关联和通信也非常困难,这导致数控机床的工作效率比较低。
基于CANBus通讯的DNC系统
基于CANBus通讯的DNC系统
王时龙;刘飞
【期刊名称】《机电一体化》
【年(卷),期】1999(5)4
【摘要】介绍了研制并成功应用的一种新型分布式计算机数控系统。
首次采用CANBus作为数控系统集成化控制的通讯平台。
并以软插件技术作为异构数控系统通讯协议转换软件的设计核心,解决了数控系统集成化控制时的通讯竞争问题、NC程序实时传输、异构数控系统集成控制等关键问题。
【总页数】3页(P49-51)
【关键词】DNC;数控;集成化制造;现场总线;CANBus
【作者】王时龙;刘飞
【作者单位】重庆大学机械工程学院
【正文语种】中文
【中图分类】TG659;TH16
【相关文献】
1.基于CANBUS网络的电梯串行通讯系统 [J], 孙后环
2.基于CAXA数控车间解决方案的DNC通讯系统的应用 [J], 李琳;曾孟雄
3.基于嵌入式和工业以太网的DNC通讯控制系统 [J], 朱开波;简毅;张建飞
4.基于CAN总线的DNC系统通讯研究 [J], 赵维铎;王伟;曹杰;邵锦泉
5.基于以太网的数控加工DNC通讯系统 [J], 何明;罗一星;白莹洁;杜建铭
因版权原因,仅展示原文概要,查看原文内容请购买。
在808D系统通过RS232实现DNC加工

在808D系统通过RS232实现DNC加工系统及软件版本:SINUMERIK 808D SW:V04.04.02.******************************************************背景:SINUMERIK808D 系统在执行外部零件程序上,拥有 2 种方法:即通过USB和RS232串口通讯。
本文中仅介绍通过RS3232 通讯执行在线加工功能的设置及技巧,目标是通过本文可以完成设置,执行DNC 加工。
一、需要的工具:1. 传输软件:SinuCom PCIN(可以从 808D Toolbox 光盘中安装)2. 传输电缆:RS232串口通讯电缆,接线图如下:3. 带有串口功能的计算机。
二、设置步骤1. 在系统端,按组合键“上档+诊断”进入系统主菜单,将系统设置为“制造商”以上级别的口令。
- “ProgramManager”键,按“RS232”软键进入设置画面,如下示例设置:- 按“存储”保存设置,然后按“外部执行”,进入等待状态。
2. 电脑端设置2.1 安装 Toolbox 之后就可以在桌面中找到 SinuCom PCIN 的快捷图标▽双击打开:▽点击“RS232 Config”,选择“Text Format”格式,建议如下图设置:▽设置完成后,点击“Save&Activate”,并返回主画面。
三、执行程序设置好 SinuCom PCIN 软件后,点击“Send Data”,选择需要执行的零件程序,然后按系统MCP 面板上的“循环启动”键,即可执行程序。
注意:所要执行的零件程序必须有程序头才可以执行 DNC 加工,及:%_N_XXX_MPF;$PATH=/_N_MPF_DIR其中:“XXX”为程序在系统中的名称,可以修改,第二行为传输路径,不可修改。
☞建议可以在系统中创建一个小程序,然后传到电脑中,将程序头拷贝粘贴到需要执行的程序中,修改名称就可以,这样更快捷简单。
数控机床的串行DNC通讯
1 日J吾 l
类 型 的连 接 器 ,其 引 脚 的 定 义 也 各 不 相 同 。其 中数 控 机 床
常用 D 一 5 B 2 ,而 在 微机 上两 种 类 型 的 接 口都有 采 用 。
在 目前 产 品 更 新 周期 短 、质 量要 求 高 、零 件 形 状 复 杂 的情 况 下 . 计 算 机 辅 助 设 计 IA C 与 计 算 机 辅 助 制 造 (A C M)技 术 已成 为 制造 行 业 最 为 主 要 的 手段 。C D系 统 提 A 供 了 强 大 的复 杂产 品造 型 与 设 计 功 能 ,并 生成 产 品 的 数 字
化定 义模 型 C M 系 统 直接 在 产 品数 字 化 模 型 上 进行 加工 A
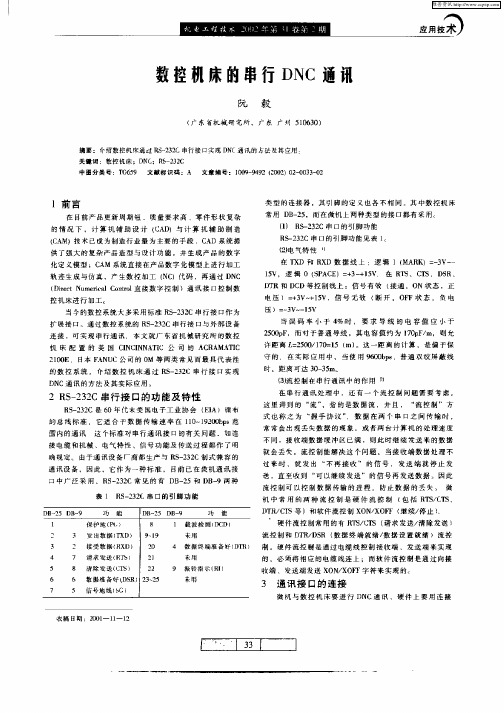
(j R - 3 C串 口 的引 脚 功 能 1 S22 R - 3 C串 口的引 脚 功 能 见 表 1 S22 。 lJ 2电气 特性
在 _ D 和 R D 数 据 线 上 :逻 辑 1( R I一 3 r x X MA K V一 1 V, 逻 辑 0 (P C )= 3 q 5 在 R S C 、 D R 5 S A E + ~- V 1 T、 S
的 总 线 标 准 它 适 合 于 数 据 传 输 速 率 在 10 12 0 p 1~ 9 0 bs范
围 内 的通 讯 。这 个 标 准 对 串行 通 讯 接 口 的 有关 问题 .如 连
式 也 称 之 为 握 手 协 议 ” 数 据 在 两 个 串 口 之 间 传 输 时
常 常 会 出 现丢 失 数 据 的现 象 .或 者 两 台计 算 机 的 处 理 速 度 不 同 .接 收端 数 据 缓 冲区 已满 .则 此 时继 续 发 送 来 的 数 据 就 会丢 失 流 控 制 能 解 决 这 个 问 题 , 当接 收端 数 据处 理 不 过 来 时 . 就 发 出 不 再 接 收 ” 的 信 号 . 发 送 端 就 停 止 发
基于串口服务器的开放式DNC系统实现
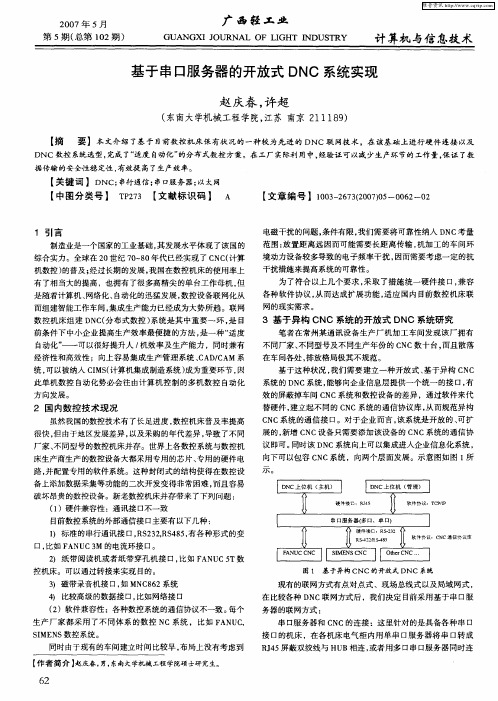
3 基 于异 构 CNC 系统 的开 放式 D NC 系统 研 究
笔 者在常州某通 讯设 备生产 厂机加工 车间发 现该厂拥有 不同厂家、 同型号及不同生产年份 的 C C数十 台, 不 N 而且散落
在车间各处 , 排放格 局极其不规范 。 基 于这 种状 况 , 我们需要 建立一种开放式 、 于异构 C C 基 N 系统 的 DN C系统 , 能够向企业信息层提供一个统一 的接 口, 有
S ME S数控 系统 。 I N 同时由于现有 的车间建立时间 比较早 , 布局上没有考虑到
串 口服 务器 和 C C的连接 :这里针对 的是具备各种 串 口 N 接 口的机床 ,在各机床 电气柜 内用单 串 口服务器将 串 口转成
R 4 屏蔽 双绞线与 HUB相连 , J5 或者用多 口串口服务器同时连 T P Nhomakorabea C 口
( )硬件兼 容性 :通讯接 口不一致 1 目前数控 系统 的外部通信接 口主要有 以下几种 :
1 )标准 的串行通讯接 口, 2 2RS 8 , RS 3 , 4 5 有各 种形式 的变
口, 比如 F NU M 的电流环接 口。 A C3 2 )纸带 阅读 机或者纸带穿孔机接 口, 比如 F U T数 AN C5 控机床 。可 以通过转接来实现 目的。 3 )磁带录音机接 口, MN 8 2系统 如 C6 4 比较高级的数据接 口, ) 比如 网络接 口
维普资讯
20 0 7年 5月
广 西 轻 工 业
第 5期 ( 总第 1 2 ) 0 期
G A G IO R A FL H D SR U N X U N LO I TI UTY J G N
计 算机 与信息技 术
基 于 串 口服务 器 的 开放 式 DN 系统 实现 C
基于CAN通信的DNC系统智能转换模块设计

基于CAN通信的DNC系统智能转换模块设计基于CAN通信的DNC系统智能转换模块设计一、引言DNC系统(分布式数控系统)是一种将数控设备与计算机网络相结合的系统,通过网络实时传输和共享数据,实现对数控设备的远程控制和管理。
在DNC系统中,为了实现不同数控设备之间的数据传输,提高生产效率和灵活性,需要设计智能转换模块。
本文将介绍一种基于CAN通信的DNC系统智能转换模块的设计方案。
二、设计原理1. CAN通信技术CAN(Controller Area Network)通信是一种常用的工业现场总线通信技术,具有高可靠性、高带宽、高实时性等特点,适用于多节点通信环境。
在DNC系统中,通过CAN通信实现不同数控设备之间的数据传输是一种可行且有效的方式。
2. DNC系统数据传输需求DNC系统中,数控设备可能具有不同的数据交互接口和数据格式,因此需要设计一种智能转换模块,将不同数控设备的数据进行转换和传输。
该智能转换模块需要能够实时获取不同数控设备的数据,并进行格式转换,最终通过CAN总线传输到目标设备。
3. 智能转换模块设计为了实现上述需求,需要设计一个智能转换模块。
该模块由以下几个组成部分:(1)CAN总线接口:负责与CAN总线进行通信,实现数据的收发和传输。
(2)数据采集模块:通过不同接口和协议,实时采集不同数控设备的数据。
不同设备的接口和协议可能不一样,需要使用不同的采集模块进行处理。
(3)数据转换模块:负责将不同数控设备的数据进行格式转换,使其符合CAN通信协议。
需要根据具体的设备接口和数据格式,进行相应的转换处理。
(4)数据传输模块:通过CAN总线将转换后的数据传输到目标设备。
该模块需要负责数据的封装、传输和解封装处理。
三、设计实现1. CAN总线接口设计CAN总线接口设计主要包括硬件和软件两部分。
硬件方面,需要选用适当的CAN总线芯片,完成硬件电路设计并与MCU连接。
软件方面,需要编写相应的代码,实现CAN总线的收发和传输功能。
基于串口的dnc信息采集系统的研究
串行通信通用DNC系统的研究

串行通信通用DNC系统的研究
闫伟国;王敏杰
【期刊名称】《机械设计与制造》
【年(卷),期】2004(000)001
【摘要】数控系统的多样性,导致DNC系统多为专用系统,能够支持的数控系统较少.这里利用面向对象技术,针对串行通信机床,提出了开发通用DNC系统的原理,建立了开发通用DNC系统的数学模型,阐述了DNC系统中实现各种功能的方法.系统不仅能够传输数控程序,还可以传输刀具数据、作业计划等制造数据.系统具有开放性和可扩展性强的优点,适应了目前车间制造自动化和信息化对DNC系统的要求.【总页数】3页(P41-43)
【作者】闫伟国;王敏杰
【作者单位】大连理工大学机械工程学院,大连,116024;大连理工大学机械工程学院,大连,116024
【正文语种】中文
【中图分类】TG659
【相关文献】
1.DNC系统串行通信技术的研究 [J], 庞耀宗;鲁墨武;王晓雷
2.微型高性能通用异步串行通信接口MAX3100的应用研究 [J], 杨淑云;刘强
3.面向串行通信机床的局域网式DNC系统研究 [J], 闫伟国;王敏杰;王敏锐
4.用Visual C + +.Net2003实现通用工控串行通信 [J], 陈焱波
5.基于串行通信的传感器自动识别与通用型浮标数据采集系统设计 [J], 周浩; 段发阶; 邵毅; 周文清
因版权原因,仅展示原文概要,查看原文内容请购买。
DNC系统串行通信技术的研究

Jn2 o u.o 8
Vo . 5 No. 12 3
文章 编 号 : 0 1 7—18 (0 8 0 — 0 4— 4 0 3520 )3 03 0
D C系统 串行 通 信技 术 的研 究 N
庞耀宗 鲁 墨武 王晓 雷
10 3 116) ( 阳航 空 工 业 学 院 , 宁 沈 阳 沈 辽
关键词 :N ; D C 串行 通 信 ; 控 机 床 数 中图 分 类 号 :G 5 T 69 文 献标 识码 : A
D C早期 的含义是 直接 数字控 制 ( i c N . N Dr t u e
D C系统 结构 层 次不 同 , N 它们 的 构成 亦往 往
m rl ot 1。它指 的是将若 干 台数 控设 备直 接 ea Cnr ) o 连接在 一 台中央计算 机上 , 由中央计算机 负责 N C
不同, 但其基 本组 成是一 样 的。一般 的 D C系统 N
由以下五部 分组 成 : ()N 1 D C主计算 机 ( D C控制计 算机 ) 包 或 N , 括大 容量 的外存 储器 和 IO接 口 ; / () 2 数据 通信 线 ;
() N 3 D C接 口; ( ) C或 C C装 置 ; 4N N
程序 的管理 和传 送 。直 接 式 D C可 以减 少 数 控 N 系统 的设置 时 间 , 提高 机 床利 用 率 。但 其最 大 的 缺点是 必须依 赖 于 中 央计算 机 , 旦 中央计 算 机 一 出现 问题 , 个 系统 就 瘫 痪 了 。随着 网络技 术 和 整
计算 机技术 的不 断 发展 , 以及 数控 系统 存储 空 间
串行通 信是 指外 设 和计 算机 间使用 一根 数 据 信号线 ( 外 需 要 地 线 , 能 还 需 要 控 制 线 ) 数 另 可 , 据在一 根数 据信 号 线 上 一 位 一 位 地进 行 传 输 , 每
网络DNC系统在数控实验教学中的应用
网络DNC系统在数控实验教学中的应用一、前言计算机技术、网络技术在机械制造业的应用,使制造业日益现代化,代表现代制造业发展方向的网络制造模式也逐渐为企业接受和使用。
高等教育担负着培养人才的重任,要为国家提供高素质的实用型人才,就必须建立一个高水平的能体现现代先进科学技术的实验基地。
近几年来,国家加大了对教育的投入,使先进的教学设备进入实验室,各高校机械系纷纷购进先进的数控设备用于教学实习。
随着数控设备数量和品种的增加,如何加强对这些设备的管理,进行合理配置,使其发挥出最大的效益成为实验指导老师面临的重要课题。
二、问题分析1.程序传输(1)由于数控机床引进的时间不同,从早期RS-232串行接口的数控机床,到现在既能提供串行接口又能提供网络接口的新型数控机床,不同的发展阶段,不同的版本,导致数控系统繁杂,各系统之间所用的通信协议(波特率数据位、停止位、奇偶校验、开始符和结束符等)和通信电缆互不一样,造成相互之间不兼容的现状。
(2)由于没有通讯网络,只好用笔记本电脑单机传输程序,但频繁的热插拔极易烧坏机床的接口。
(3)有些机床带有软驱,但学生毕业设计的加工程序数万条,用软盘向数控机床输入程序时,由于软盘容量小,需反复多次,因此用软盘作为传输介质极不方便。
同时软盘易损坏,所以经常造成程序丢失,管理也不方便。
(4)实验室有一台教学系统,由于内存空间较小,存放程序数量少,大量的加工程序不得不进行反复删除和键入,使得辅助时间加长,影响了数控机床的加工效率。
(5)学生手工编写完的零件G代码加工程序,在输入数控机床前,需要指导老师检查,由于每个学生的思路方法不同,检查起来很费时间。
(6)学生在做数控实验时,是分批成组进行,每组学生将自己编写好的程序从控制面板上输入,由于环境嘈杂,极易出错,常常因为输错一个字符造成实验件报废和刀具损坏。
2.程序管理(1)由于传输不便,有许多实验的程序都是在控制面板上现编现用,由于内存空间小,以及误操作等原因,程序经常丢失,管理上缺乏条理。
基于串口服务器的DNC系统构建

基于串口服务器的DNC系统构建序言随着制造业的飞速发展,2003年开始,中国就成了全球最大的机床消费国,也是世界上最大的数控机床进口国。
现在许多单位都拥有相当数量的数控机床,但是目前数控系统的网络通讯能力都很弱,传统的封闭系统只带有普通的通讯接口,目前研制开发出的基于PC的数控系统,虽然可以在硬件上配置网卡,但并未开发出相应的应用程序,不能够全面可靠地支持联网运行。
为了提高现有资源的利用率、消除信息孤岛、达到资源共事的目的,建立DNC 信息网络和管理系统已成为必然。
DNC 技术可提高企业的产品研发能力,缩短产品开发周期,降低开发成本,提高企业的竞争能力。
1 DNC 系统构建的必要性目前,在数控设备的程序传输、程序编辑与仿真、数控程序的管理等方面存在一些不足,制约着数控设备的最大生产能力的发挥,具体表现如下:(1) 车间现有的数控系统繁杂,各系统之间所用的通讯软件也不一样,相互之间不兼容,给技术人员、操作人员的编程和应用带来很多不便,大大的限制了零件的转移加工。
(2)通讯程序为1对1的通讯程序,在进行机床与计算机的通信时,必须一个人在机床前操作机床,另一个人在计算机终端前操作通讯软件,两者交替操作。
(3)程序通讯采用台式计算机或笔记本的单机传输形式,频繁的热插热拔容易烧坏机床或计算机接口。
(4) 车间堆放很多计算机,工作环境恶劣,计算机寿命大大缩短,而且凌乱,不利于车间现场管理。
(5) 编程员缺少数控程序数值处理、程序模拟仿真、程序版本比较等数控编程专用软件,编程效率低,数据处理、程序检查效率低且容易出错。
(6)程序没有集中管理,一般是编程员各自保管,容易丢失或误操作。
(7)计算机上的程序和工艺卡、模型图、刀具清单等之间都是孤立保存,时间久了,就不知道它们的对应关系,还需要反复进行对照,才能知道某个程序是做什么的。
(8)程序无严格的流程签署管理,职责不明晰,出了问题无法进行追溯,不符合ISO 9000要求。
DNC信息系统中串行通信技术的研究与开发

DNC信息系统中串行通信技术的研究与开发引言当控制计算机与各数控机床相距较远时,一般采用串行通信方式而不采用并行通信方式。
这是因为并行通信系统的造价较高、众多的连线不仅容易引入干扰,也容易发生线路故障。
控制系统中常用的串行通信一般采用RS-232C 串行总线标准。
RS-232C是电子工业协会(EIA)推荐的一种普及型异步通信总线标准,目前已广泛应用到了计算机系统中外围设备与主机的连接中。
但是RS- 232C应用于计算机系统时存在如下问题:(1)传送距离过近:由于受负载电容容许值的限制,其传送距离一般不得超过15M;(2)电平偏移:由于信号地公用且通信双方的信号地需连结在一起,RS-232C应用于长距离通信时信号地线上会存在较大的电流,使得电平发生偏移,容易造成传输错误;(3)潜在的接地问题:RS-232C总线有一个信号地和一个屏蔽保护地,通信中,双方的信号地需连在一起,但是屏蔽保护地却不一定允许接在一起,同时DTE的信号地与屏蔽保护地之间又不一定绝缘,这就存在一个潜在的接地问题,使得系统的抗干扰能力较差。
为了扩大串行通信的有效传输距离,提高通信传输速率,增强抗干扰能力,EIA制定了RS-422/485串行总线通信标准,也叫双端接口电气标准或平衡传输电气标准。
RS-422/485与RS-232C的关键不同之处在于将单端输入改为双端差分输入,信号地不再共用,通信双方的信号地不再连在一起。
RS-422/485 的优点在于:(1)采用双端差分输入,总线的抗干扰能力强;(2)互连双方的信号地分立,两条信号线形成回路,避免了电平偏移,同时也避免了RS-232C中的潜在接地问题;(3)输出端采用双端平衡驱动,其信号放大倍数高,信号传输距离远。
RS-422支持全双工串行通信,RS-485支持半双工串行通信。
基于RS232通信接口的DNC方案

该方案的特点是:经施工、调试,建成DNC系 统后,各硬件位置固定,车间现场环境好;呵实现 超远程数据通信;系统nJ长期稳定运行;企业实施 信息化时可以方便地进行系统集成。缺点是:由于 计算机与机床相距较远,通信时要两边操作,不太 方便。另外,也不便J二进行大程序的边传边加工。
为了能够实现f.位计算机的无人值守,可在图 4所示系统硬件条件不变的前提下开发DNC软件 包。这种方式称为“软件型DNC”。软件型DNC的 特点是:}i位机无人值守;通信操作只在机床NC面 板进行;允许多台机床同时与计算机进行通信。这 种方式的难点在于必须根据没备数控系统的不刷开 发相应的软件,因此,对使用数控系统类型较为单 ~的企业更为适合。
囤6计算机、通信单无和服争器组成的叫c蜜莆照片
5.注意事项 (1)由于数控机床属于强电设备,在与计算机进 行串口通信时,很容易造成计算机的损坏,用通信 线联接计算机的串口(COM)和机床的RS232C口时, 应先接计算机端,再接机床端,最好使用串口光电 隔离器。 (2)如果计算机与数控机床相距较远,应在串几 通信线的两端加上光电隔离长线收发器,以保证信 号的传输,同时可避免计算机和加工中心的损坏。
骥!-!箍RS2兰32C 电缆组成。 t7蛩t’静 。‘孙 瓣t霞器二=二一予
囤4由计算机通信单元和光电隅离长线驱曲电缆组成的DNO示意图
这种方式的DNC系统功能强大,操{乍力便。但 整个系统设计对技术水平的要求很高,需求助专业 研究院,所才能进行,适合信息化水平高,需要大幅 度提高制造F1动化水平的大中型企业。
方案一的另一种变形形式如图3所示,用一台 计算机和一条通信线实现对多台机床的控制,需要 与哪个设备通信时就将通信线连接到哪台设备的 RS232C接n上。
凰埭画¥。』23。2茎C枣…。登。整囊 S誊:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[9] 杜平安.有限元网格划分基本原则[J].机械设计与 制造,2000(1):34—36.
[to]邢静忠,王永岗.ANSYS7.0分析实例与工程应用 [M].北京:机械工业出版社,2004:75—108.
万方数据
第3l卷第6期
吴飞,等:基于串口通信的DNC技术研究
895
企业内部CAD,cAPP,cAM计算机
旦 凰 旦凰
以 太网
誊凰擗娶嚣H删— 豳豳]豳由匾
这样可保证多个串口同时进行数据接收和发送。 其中主线程主要负责处理数控加工程序编辑、通 信协议数据库和界面信息等,而辅助线程负责监 视串口信号、串口数据接收和串口数据发送。用 主线程来专门处理信息,使程序能迅速响应命令 和其他事件,用辅助线程来完成费时的工作,这样 可以避免由主线程处理这砦工作时阻塞程序信息 的处理。该串口通信软件已经开发成功,使用效 果较好,其通信界面如图6所示。
FEM of Spindle Parts in Round--trip Car of Winding Machine
WANG Zhihui,WEN Xiaojun,XIONG Liang
Abstract:In order to understand the deformation of the winding machine spindle under the motor torque,a three—dimensional
各工作站间的相互通信都必须通过中央节点进 行,星形结构网络示意图如图2所示。
图2星形结构网络小意图 星形结构网络的特点是结构简单,建网容易, 控制简单,便于管理,网络延迟时间少,误码率低, 网络传输数据快(可以从目前最新的1 000 Mb/s 到10 G/s)。但由于采用中央节点集中控制,因 此资源共享能力差,一旦中央节点出现故障将导 致整个网络瘫痪。星形结构的网络适用于集中控 制的主一从式网络。因此开发的DNC系统采用 星形结构。采用串口服务器MOXA Nport5210,同 时采用交换机实现网络的连接。 现有设备FANUC一0T铣削加工中心和 FANUC一0i加工中心配有RS232串行标准接口, 通过对硬件设备的研究,决定采用串行通信方式。 由于需要对数据传输在同一时刻进行,故采用全 双工的工作方式,现场实施图如图3所示。
1 网络DNC技术
由于大多数数控机床采用RS232接口,因此 传统的DNC技术大多采用RS232接口通过通信 电缆和专用软件来实现。这种方法具有实现简 单、维护方便等优点,是目前在车间应用最多的一 种通信方法…。但是这种方式投入的微机相对
较多,出错率比较高。网络DNC是将计算机和机 床数控系统组成网络,采用硬件串口统一和软件 协议兼容的原则进行加工信息的实时传输和监 控。采用基于串口服务器的网络技术,将一台计 算机与多台不同类型的数控机床联网。以太网可 使计算机与CNC机床通过集线设备用直通线连 接,可用l台服务器连接多台机床,DNC系统数 据流程如图1所示。在以太网中网线采用直通 线,其优点是传输距离长,只受网络传输距离的限 制,可以传输很多的机床信息,实现多对多的操 作,缺点是需要网络支持。
串口服务器将来自TCP/IP协议数据包,解析 为串口数据流;也可以将串口数据流打包成TCP/ IP协议的数据包,从而实现数据的网络传输。
串口服务器在数控系统组网中的功能是把来 自数控系统的任何信息透明地传输到局域网上的 任何一台计算机,也可以把来自局域网的任何信 息透明地传输给数控设备。这相当于局域网和串 口设备的网关通过为串口服务器配置IP地址,使 数控机床成为局域网中的一个节点,从而拥有局 域网的部分功能,实现资源共享。
DNC通信接口模块
通信 协议
模块
莛萎I I萋曩蒸』l蓬耋f|霍童 状态I I接收和||冲突I|续传
模块l l送发模J I模块||模块
l块 |l
l
萎囊|I垂{|篓¨翼萋鍪I I霎-q磊I I桑君¨|||嬖 协议II选择以||串F1参I I申请||灯指l J条显
数据J l及打开|I数设置¨响II示I|示
吴飞,霍松林
(武汉理工大学机电工程学院,湖北武汉430070)
摘要:由于计算机和网络的发展产生的网络制造技术在实施过程中,因各种数控机床的类犁和接口不同,将
造成数据通信的故障。针对串几通信的常见问题,提出了可行的解决方案。对于数控设备较多的场合,采用以
太网构建面向串行通信机床的局域网式DNC(distributed numerical contr01)通信结构,把所有具备标准串口通
库|I与关闭||
I应|l l|
图5串口通信模块
整个软件是以Windows/NT为平台采用Vi— suaC++6.0开发而成。利用WindowS/NT的多 任务多线程机制,可以实现对多个串口通信的同 时监控和数据传输。在DNC接口多串口通信程 序中,每个串口拥有独立的线程,这些线程包括串 口信号监视线程、串口数据接收线程和串口数据 发送线程。各个串口的线程独立工作,互不干扰,
图3现场实施图 在实际操作过程中,主机放在计算机控制中 心,串口服务器放在车间,两者之间的距离可能较 远。为了增加数据传输过程中的可靠性,往往要加 上HUB或交换机,网络结构示意图如图4所示。 3.2 网络配置和软件部分 网络的配置方案有很多种,如Linux和Win— dows等"J。现采用比较经济方便的Windows解 决方案。Windows方案在网络配置中,根据稳定 性、可靠性可分为低端和高端配置。高端配置采
图6独立研发的串口通信软件界面
4结论
信息技术和计算机技术的发展,给制造业带 来了深刻的影响。特别足以太网通信和交换技术 的飞速发展,采用以太网建立一个高效开放确定 性的通信系统已成为一种趋势。对于数控设备较 多的场合,采用以太网构建面向串行通信机床的 局域网式DNC通信结构,把所有具备标准串口通 信的数控设备连人DNC网络,更加有利于对数控 设备的有效利用。网络DNC在加工中已经连通, 实现了实时加工,生产效率也大大提高。网络 DNC技术已成为当今网络制造中一项关键性技 术,在现代制造中将发挥出更强大的优势。
对于某些具备以太网接口的先进加工中心等 数控设备和微机设备,可直接连接到交换机;对于 只具备RS232或RS485等串行接口的数控设备, 通过串口服务器(如MOXA Nport5210)转换为以 太网接口,然后连接到交换机。DNC服务器通过 以太网交换机与底层的数控设备实现信息互通, 从而实现服务器对数控设备的联网控制管理。
பைடு நூலகம்
用Windows 2000以上的操作系统。笔者以现有 常见的Windows 2000操作系统专业版和FANUC —Oi数控系统的数据服务器版组成以太网为例 来说明网络DNC方法。
网络数控下的设备作为一种全球共享的制造 资源,能够通过Intemet/Intranet支持本地和异地 制造,包括接受数控程序与指令、提供现场数据、 支持异地的生产调度和支持分布式工艺数据库 等_1。DNC集成系统作为网络数控基本加工单 元,其功能扩展是实现加工层和决策层优化集成 的重要环节。加工工作站计算机能对多台数控机 床进行自动调度、管理和监控∽J。笔者自行开发 的网络数控系统包括数控机床上网通信系统、数 控机床信息管理系统和数控机床自动调度系统等 功能模块。在此主要阐述通信模块,串口通信模 块如图5所示。
通过采用基于以太网的DNC技术,实现了设 备层与上位机的互通,基于软插件技术,实现了对 异构DNC机床的分布式控制和集中管理,成功实 现了数控加工程序的实时、快速和安全的传输。
(下转第929页)
万方数据
第31卷第6期
王志辉,等:缠绕机往返小车主轴的有限元分析
929
[7] 奚文娜.基于HyperMesh的某车辆回转体复杂结构 的有限元分析[J].科技资讯,2008(56):42—43.
3网络DNC设计与实施
3.1硬件的组建 计算机局域网的拓扑结构,就是网络中各节
点之间的相互位置以及将它们互联的几何布局。 局域网的拓扑结构有:总线形、环形、星形和树形 等。目前常采用的两种典型的结构形式是环形结 构和星形结构帕J。环形结构网络是各工作站都 连在一条首尾相连的闭合环形通信线路上构成的 网络,其优点是各工作站地位相同,信息沿一个方 向传送,结构简单,节省材料,控制容易,易于实现 高速长距离传送。但其负载能力受到一定限制, 扩充不太方便,不适合通信量比较大的情况下使 用,要求现场设备本身具有网络控制器。在星形 结构的网络中,中央节点是充当整个网络控制的 主控计算机,其余工作站都与主控计算机相连接,
厂——_广———广-1 PDM服务器卜——]———]
图1 DNC系统数据流程图
2通信网络结构 目前的数控机床类型各异,采用的数控系统
也各不相同,因此给数控机床的网络通信和控制 技术带来了许多问题。为此,如何方便、可靠地构 建易于扩展的通信网络就成为实现DNC的技术 关键。数控机床与网络介质相连有两类典型连接 方式。第一类连接方式主要用于具备符合MAP
信的数控设备连人DNC网络,实现了实时加工,提高了数控设备的有效利用率,生产效率得到较大提高。
关键词:网络制造;串口通信;DNC
中图分类号:TF391
DOI:10.3963/j.issn.1007一144X.2009.06.010
随着CAD/CAM技术的发展及网络通信技术 的普及,机械制造业取得了飞速的发展,敏捷化、柔 性化、数字化和网络化成为先进制造技术的主 流…。近年来,随着企业拥有数控机床的数昔越来 越多,如何对数控机床进行集成化控制显得日益重 要。分布式计算机数控系统DNC是实施柔性制造 系统FMS和计算机信息管理系统CIMS的必要基 础,它可显著地提高这些智能化设备的使用效率、 整体生产与管理水平、集成化生产能力和敏捷制造 能力旧1。随着数控机床的普及,将制造车间分散的 数控机床与计算机联网实施计算机综合管理与控 制,已成为现代企业继CAD/CAM系统集成后,实 现制造自动化、提高生产效率的关键技术之一。实 践证明,一个完整的DNC系统可将13%左右的生 产时间转变为加工时间,这对于拥有多台数控机床 的企业来讲,其潜在的收益是巨大的。由于现阶段 DNC系统的逐渐普及,因此,DNC系统的稳定性显 得尤为重要¨J。