零部件设计-人孔-hk
零部件设计-人孔-hk

化工机械与设备》过程考核1.55MPa立式液氨储罐的人孔设计与题目:选型系别:班级:姓名:hk学号:队别:队员:教师:日期:2012-12-13目录第一章前言 (1)1.1 设计人孔的目的 (1)第二章人孔的机械设计 (1)2.1 选择人孔 (1)2.2 核算人孔补强 (1)2.3 机械设计标准参数 (3)2.3.1不锈钢类 (3)2.3.2 人孔的PN2.5DN明细表 (4)第三章人孔工艺设计 (5)3.1 人孔的功能类型: (5)3.2 材料的选择 (5)3.3 人孔直径及人孔中心距底板尺寸 (5)第四章总结 (6)第五章参考文献 (6)第一章 前言1.1 设计人孔的目的人孔是安装在储罐顶上的安全应急通气装置,通常与防火器、机械呼吸阀配套使用,既能避免因意外原因造成罐内急剧超压或真空时,损坏储罐而发生事故,又有起到安全阻火作用,是保护储罐的安全装置,特别适用于贮存物料以氮气封顶的拱顶常压罐。
具有定压排放、定压吸入、开闭灵活、安全阻火、结构紧凑、密封性能好、安全可靠等优点。
设计条件:管经308mm ×5;工作介质:水蒸气;表压:1.55MPa第二章 人孔的机械设计2.1 选择人孔根据储罐是在常温下及最高工作压力为 1.55MPa 条件下工作,人孔的标准按公称压力为 1.0 MPa 等级选取,考虑到人孔盖直径较大较重,故选用回转盖对焊法兰(GH21518-2005),公称直径 450,突面法兰密封面。
该人孔标记为:人孔 RF Ⅳ(A·G)450-2.5 GH21518-2005另外还要考虑人孔补强,确定补强圈尺寸,由于人孔的筒节不是采用无缝钢管,故不能直接选用补强圈标准。
本设计所选用的人孔筒节内径为 d i = 450mm ,壁 厚 δ m = 6mm立式储罐为腐蚀介质压力容器,故其所有焊缝(包括角焊缝)均采用全焊透结构。
查表得人孔的筒体尺寸为 Φ 480×12,由标准 JB/T 4736-2002 查得补强圈尺寸为:内径 Di= 490mm 外径 Do= 760mm 2.2 核算人孔补强补强圈坡口取D 型立式储罐设计说明书 开孔补强的有关计算参数如下: 1、筒体的计算壁厚:[]mmP D P ei e 1.2594.0117021200594.02=-⨯⨯⨯=-=φσσ2、计算开孔所需补强的面积A:开孔直径:d = di + 2C = 450 + 2 × (0.0 + 2.0) = 454mm补强的面积:A = d - δ = 454 × 2.1 = 953.4mm23、有效宽度:B = 2 - d = 2 × 454 = 908mmB = d + 2 - δn + 2- δm = 454 + 2 × 6 + 2 × 6 = 478mm取最大值B = 908mm4、有效高度:外侧高度h1 = d -δ m = 454 × 6 = 52.19mm或h1 = 接管实际外伸高度= 250mm两者取较小值h1 = 52.19mm内侧高度h2 = d - δ m = 454 × 6 = 52.19mmh2 = 接管实际内伸高度= 0mm两者取较小值h2 = 0mm5、筒体多余面积A1:筒体有效厚度:δ e = δ n -C = 6 - 2.0 = 4mm选择与筒体相同的材料(16MnR)进行补偿,故 f r =1,所以Ai = ( B -d )(δ e -δ ) -2δ m (δ e -δ )(1 -f γ ) = (908 -454)(4.0 -2.1) -2 × 6 ×(4.0 -2.1)(1 -1) = 862.6mm2接管多余金属的截面积A2:Pc -d 0.594 × 454 = = 0.80mm t 2[σ ] -Pc× 170 × 1 -0.594接管计算厚度δ t = A2 = 2 -h1 (δ et -δ t ) f γ + 2 -h2 (δ et -C 2 ) f γ 8立式储罐设计说明书= 2 -h1 (δ m -C -δ t ) f γ + 0 = 2 × 52.19 × (6 -2.0 -0.80) = 334.02mm2补强区内焊缝截面积A3:1 A3 = 2 × × 6 × 6 = 36mm2有效补强面积Ae:Ae = A1 + A2 + A3 = 862.6 + 334.02 + 36 = 1232.62mm2因为Ae > A ,所以不需要补强2.3 机械设计标准参数2.3.1 不锈钢类标准号适用通经DN适用压力MPa适用压力MPa常压不锈钢人孔HG21595450600 常压回转盖不锈钢人孔HG21596450600 1.0~4.0回转拱盖快开不锈钢人孔HG21597450500 0.6~4.0水平吊盖不锈钢人孔HG21598450,500 0.6~4.0垂直吊盖不锈钢人孔HG21599450~600 0.6~4.0椭圆快开不锈钢人孔HG21600450×350 0.6常压快开不锈钢手孔HG21601150,250 常压平盖HG2150,250 0.6~4.0不锈钢手孔1602回转盖快开不锈钢手孔HG21603150,250 0.6旋柄快开不锈钢手孔HG21604150,250 0.252.3.2 人孔的PN2.5DN明细表件号标准号名称数量材料尺寸/mm1 GB/T713--2008 筒节 1 Q345R dw=480*12δ=3b1=39,b2=44M33*2*175M33Do=362 HG20592 法兰 1 16Mn(锻件)3 HG20592 垫片 1 石棉橡胶板4 HG20592法兰片 1 Q345R5 HG20613 螺栓20 35CrMoA6 HG20613 螺母40 30CrMo7 吊环 1 Q235-A.F8 转臂 1 Q235-A.F9 GB/T 垫圈 1 100HV95-- 2010 GB/T6170--2000螺母M202 5级11 吊钩 1 Q235-A.F12 环 1 Q235-A.F13 GB/T8163--2008无缝钢管1 2014 支撑板 1 Q345第三章人孔工艺设计3.1 人孔的功能类型:人孔分为紧急泄压人孔、防爆阻火呼吸人孔、罐顶人孔、罐壁人孔和带芯人孔等。
人孔计算2011222

椭圆人孔材质:Q245R人孔规格280×380 300×400设计压力P Mpa 0.7 1.25 1.6 0.7 1.25 1.6 2.5设计温度t ℃225 225人孔盖板厚度S1 mm 20 22 25 20 25 28 36人孔圈厚度S2 mm 20 20 20 20 20 20 20人孔圈高度H mm 90 90 90 90 90 90 90人孔重量G Kg 42.9 44.6 47.1 46.2 50.9 53.7 61.2圆形人孔材质:Q235-B人孔规格Φ400 Φ450 Φ500设计压力P Mpa 0.6 1.0 1.6 0.6 1.0 1.6 0.6 1.0 1.6 设计温度t ℃200 200 200人孔法兰厚度S1 mm 28 30 38 28 30 42 30 32 48 人孔法兰重量G1 Kg 15.2 21.8 31 17.6 24.4 40.2 20.7 27.7 55.1 人孔盖板厚度S2 mm 20 26 36 22 28 42 24 32 46 人孔盖板重量G2 Kg 34 47 70 46 61 99.6 58 85 133 人孔圈长度L3 mm ~180 ~180 ~180人孔圈厚度S3 (6,8,10)(6,8,10)(8,10,12,14)人孔圈重量G3 Kg 10.9,14.5,18.2 12.2,16.3,20.5 18.4,22.7,27.3,32 人孔重量当人孔圈S3=6mm G Kg 65 85 117 84 106 160 ---S3=8mm G Kg 69 88 120 88 110 164 107 141 217 S3=10mm G Kg 72.5 92 124 92 114 168 111 145 221 S3=12mm G Kg ------116 150 225 S3=14mm G Kg ------122 155 230过热蒸汽管道流量Kg/h流速表压Mpa汽温℃比容m³/kgΦ45×3.5 Φ57×3.5 Φ73×3.5 Φ89×4 Φ108×4 Φ133×4 Φ159×4.5 Φ219×6 Φ273×7 Φ325×8 Φ377×925 m/s 0.5 260 0.4099 249 431 751 1131 1724 2694 3880 7389 11568 16465 22225 0.6 260 0.3501 292 505 879 1325 2019 3155 4543 8651 13544 19278 260210.8 280 0.2818 362 627 1093 1646 2508 3919 5644 10748 16826 23950 323281.0 300 0.2406 424 734 1280 1928 2938 4590 6610 12589 19708 28051 3786430 m/s 0.5 260 0.4099 299 517 901 1358 2069 3233 4656 8867 13881 19758 26670 0.6 260 0.3501 350 606 1055 1590 2423 3786 5451 10382 16253 23133 312260.8 280 0.2818 432 752 1311 1975 3010 4703 6773 12898 20192 28740 387941.0 300 0.2406 509 881 1536 2313 3525 5509 7932 15106 23649 33662 4543735 m/s 0.5 260 0.4099 349 604 1052 1584 2414 3772 5432 10345 16195 23052 31115 0.6 260 0.3501 408 707 1231 1855 2827 4117 6360 12112 18961 26989 364300.8 280 0.2818 507 878 1530 2304 3511 5487 7901 15047 23557 33530 452591.0 300 0.2406 594 1028 1792 2699 4113 6427 9254 17624 27591 39272 5300940m /s 0.5 260 0.4099 398 690 1202 1810 2759 4311 6208 11823 18509 26345 35560 0.6 260 0.3501 466 808 1407 2119 3230 5048 7268 13842 21670 30844 416340.8 280 0.2818 580 1003 1748 2633 4013 6271 9030 17197 26922 38320 517251.0 300 0.2406 679 1175 2048 3084 4700 7345 10576 20142 31532 44882 60582饱和蒸汽管道流量Kg/h流速表压Mpa汽温℃比容m³/kgΦ45×3.5Φ57×3.5Φ73×3.5Φ89×4 Φ108×4 Φ133×4Φ159×4.5Φ219×6 Φ273×7 Φ325×8 Φ377×920 m/s 0.4 151 0.3817 214 370 645 972 1481 2315 3333 6348 9938 14145 19094 0.5 158 0.3214 254 440 766 1153 1759 2749 3959 7539 11803 16799 22676 0.6 164 0.2778 294 509 887 1336 2036 3817 4580 8722 13655 19436 2623525 m/s 0.4 151 0.3817 267 463 807 1215 1852 2894 4167 7935 12423 17682 23867 0.5 158 0.3214 318 550 958 1442 2199 3436 4948 9424 14753 20999 28345 0.6 164 0.2778 367 636 1108 1669 2544 4771 5725 10903 17069 24295 3279430/ 35 m/s 0.4 151 0.3817 320 556 968 1458 2222 3472 5000 9522 14907 21218 28640 0.5 158 0.3214 381 660 1150 1730 2639 4124 5938 11309 17703 25199 34014 0.6 164 0.2778 441 763 1330 2003 3053 5725 6870 13083 20482 29154 393521.6 203.4 0.1189 178320803108362546815461713483234785555831附:25t/h除氧器:进水21.7t/h 进汽:3.3t/h饱和蒸汽管道流量Kg/h流速表压Mpa 汽温℃比容m³/kgΦ25×3Φ32×3Φ38×3Φ45×3.5Φ57×3.5Φ73×3.5Φ89×4Φ108×4Φ133×4Φ159×4.5Φ219×6Φ273×7Φ325×8Φ377×920 m/s 0.04 109 1.249 16 31 46.4 62 113.2 197 297 453 707 1019 1940 3037 4423 5835 0.1 120 0.8917 23 43 65 87 159 276 416 634 991 1427 2717 4254 6055 8173 0.2 133 0.6169 62 94 125 229 399 601 917 1432 2062 3928 6149 8752 11813 0.3 143 0.4709 81 123 164 300 523 788 1201 1876 2702 5146 8056 11466 1547725 m/s 0.04 109 1.249 20 38 58 77.5 141.5 247 371 566 884 1273 2425 3796 5404 7294 0.1 120 0.8917 29 54 81.2 108.5 198 345 520 793 1239 1784 3397 5318 7569 10217 0.2 133 0.6169 77 117 157 286 499 752 1146 1790 2578 4910 7686 10940 14768 0.3 143 0.4709 101 154 205 375 654 985 1501 2345 3377 6432 10069 14332 1934630 m/s 0.04 109 1.249 24.5 46 69.5 93 170 296 446 679 1061 1528 2910 4556 6484 8753 0.1 120 0.8917 34.3 64 97.4 130 238 414 624 951 1486 2140 4076 6381 9083 12260 0.2 133 0.6169 93 141 188 344 599 902 1375 2148 3094 5892 9224 13129 17721 0.3 143 0.4709 122 184 247 450 785 1182 1801 2815 4053 7718 12083 17199 23215水管流量Kg/h 离心泵进:0.5-1.5m/s 出:2-3m/s公称管径(外径×壁厚)英制1521.3×2.752026.8×2.752533.5×3.253242.3×3.254048×3.55060×3.56575.5×3.758088.5×4100114×4125140×4159×4.5219×6273×8325×10流量m³/h 流速m/s1.0 0.7 1.3 2 3.6 4.8 7.9 13 18.3 32 49 69 121.2 186.8 2631.5 1 1.9 3 5.4 7.1 11.9 19.6 27.5 48 74 103 181.7 280 394.5。
人孔及法兰加工详图
人孔及法兰加工详图d=762mm f1=2B=676mm 材质20ⅡHG/T20623B-2020 WN700-150RF 20Ⅱ进出油口法兰(4片)法兰盖(12片)人孔法兰(12片)-RF900-0.6 Q345R目录一、实验目的…………………………………………………………… 3 二、设计要求与内容…………………………………………………… 3 三、设计原理3.1总体设计方案…………………………………………………… 3 3.1.1设计思路…………………………………………………… 3 3.1.2总电路框图………………………………………………… 3 3.2各模块设计方案及原理3.2.1抢答器……………………………………………………… 3 3.2.2计时器……………………………………………………… 5 四、电路仿真4.1倒计时电路............................................................... 6 4.2抢答器..................................................................... 6 五、实验结果与析............................................................... 7 六、主要元器件.................................................................. 8 七、实习总结 (9)- 2 -四路数字抢答器一、实验目的结合我们所学的有关电子线路课程,综合实现四路抢答器的设计。
二、设计要求与内容(1)要求实现ABCD 四路抢答器的设计,每一组都具有独立的抢答按键,要求某路抢答后,其他三路抢答无效;(2)某路抢答信号到达后,指示该路已抢答的独立灯发光,发出提示音,并用数码管显示抢答的组号(以ABCD 表示);(3)裁判桌上的公共通道号显示(以ABCD 表示);(4)抢答时间的定时与报警,具体实现可自拟。
带芯人孔内部结构

带芯人孔内部结构一、引言带芯人孔是一种重要的管道设备,广泛应用于各种工业管道和流体输送系统中。
它通常安装在管道的垂直段,用于检查、清理和维修管道内部。
带芯人孔主要由盖板、芯子和密封圈等组成,其内部结构对于保证其正常工作和延长使用寿命具有重要意义。
本文将对带芯人孔的内部结构进行详细探讨。
二、带芯人孔的结构特点带芯人孔主要由盖板和芯子组成,其中盖板是固定部分,芯子是可拆卸部分。
盖板通常采用碳钢板或不锈钢板制成,具有足够的强度和耐腐蚀性。
芯子通常采用聚乙烯或聚氯乙烯等塑料材料制成,具有良好的韧性和耐磨性。
密封圈通常采用橡胶材料制成,具有较好的弹性和耐久性,能够保证密封效果。
三、带芯人孔的材料选择带芯人孔的材料选择是保证其正常工作和延长使用寿命的关键因素之一。
根据使用环境和流体介质的不同,可以选择不同的材料来制造带芯人孔。
常用的材料包括碳钢板、不锈钢板、聚乙烯、聚氯乙烯和橡胶等。
在选择材料时,应考虑其耐腐蚀性、强度、耐磨性和耐温性等因素。
四、带芯人孔的工艺设计带芯人孔的工艺设计也是影响其性能和使用寿命的重要因素之一。
在工艺设计过程中,应考虑盖板和芯子的制造工艺、密封圈的安装方式和固定件的连接方式等因素。
对于塑料芯子,可以采用注塑成型或吹塑成型工艺进行制造;对于橡胶密封圈,可以采用热压硫化或冷压成型工艺进行安装。
在制造过程中,应保证各部件的尺寸精度和表面光洁度,以减小摩擦力和提高密封效果。
五、带芯人孔的安装与维护带芯人孔的安装和维护也是保证其正常工作和延长使用寿命的重要环节。
在安装带芯人孔时,应保证安装位置的准确性和固定件的牢固性,以防止在使用过程中发生松动或移位现象。
同时,应合理调整密封圈的压缩量,以保证密封效果和防止过度磨损。
在日常使用过程中,应定期检查带芯人孔的工作状况和密封性能,及时清理和更换密封圈,以防止泄漏和堵塞现象的发生。
对于损坏的部件,应及时进行修复或更换。
六、带芯人孔的应用与发展趋势带芯人孔广泛应用于各种工业管道和流体输送系统中,如石油、化工、制药、食品加工等领域。
产品结构设计准则--洞孔
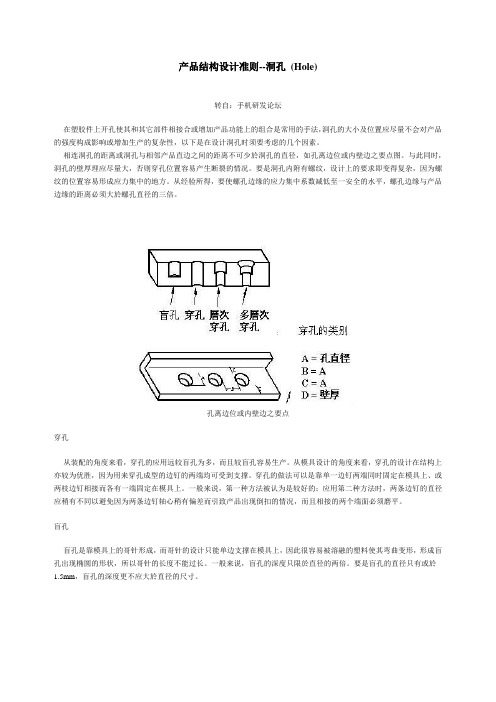
产品结构设计准则--洞孔(Hole)转自:手机研发论坛在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。
相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。
与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。
从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。
孔离边位或内壁边之要点穿孔从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。
从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。
穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。
一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。
盲孔盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。
一般来说,盲孔的深度只限於直径的两倍。
要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。
盲孔的设计要点钻孔大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。
但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。
立式储罐人孔设计

目录《化工机械与设备》过程考核之三 ............................................ 错误!未定义书签。
一前言 .. (2)1.1 设计人孔的目的 (2)1.2 人孔附图 (2)二人孔的机械设计 (2)2.1选择人孔 (2)2.2核算人孔补强 (3)2.3机械设计标准参数 (4)2.3.1.碳素钢、低合金钢类 (4)2.3.2 不锈钢类 (5)2.3.3 人孔的PN2.5DN明细表 (6)三人孔工艺设计: (6)3.1人孔的功能类型: (6)3.2材料的选择 (6)3.3人孔种类的划分 (7)3.3.1、以通信管块容量划分 (7)3.3.2、以人孔的通向划分 (7)3.3.3、以人孔上覆承受负荷能力划分 (7)3.4 人孔直径及人孔中心距底板尺寸 (7)四总结 (8)五参考文献 (8)一前言1.1 设计人孔的目的人孔是安装在储罐顶上的安全应急通气装置,通常与防火器、机械呼吸阀配套使用,既能避免因意外原因造成罐内急剧超压或真空时,损坏储罐而发生事故,又有起到安全阻火作用,是保护储罐的安全装置,特别适用于贮存物料以氮气封顶的拱顶常压罐。
具有定压排放、定压吸入、开闭灵活、安全阻火、结构紧凑、密封性能好、安全可靠等优点。
1.2 人孔附图设计条件:管经308mm×5;工作介质:水蒸气;表压:1MPa二人孔的机械设计2.1选择人孔根据储罐是在常温下及最高工作压力为1MPa 条件下工作,人孔的标准按公称压力为1.0 MPa 等级选取,考虑到人孔盖直径较大较重,故选用回转盖对焊法兰(GH21518-2005),公称直径450,突面法兰密封面。
该人孔标记为:人孔RF Ⅳ(A·G)450-2.5 GH21518-2005另外还要考虑人孔补强,确定补强圈尺寸,由于人孔的筒节不是采用无缝钢管,故不能直接选用补强圈标准。
本设计所选用的人孔筒节内径为 d i = 450mm ,壁厚δ m = 6mm立式储罐为腐蚀介质压力容器,故其所有焊缝(包括角焊缝)均采用全焊透结构。
水平吊盖人孔标准
水平吊盖人孔标准水平吊盖人孔是指一种地下设施,用于检修、维护地下管线以及提供通风、排水等功能。
它通常由盖板、框架和支撑构件组成,并且符合一定的标准和规范。
水平吊盖人孔的盖板通常采用钢板或铸铁材质制作,具有足够的强度和稳定性,能够承受车辆和行人的荷载。
盖板的表面通常会进行防滑处理,以防止行人在雨天或湿滑地面上滑倒。
水平吊盖人孔的框架起到固定盖板和支撑地下管线的作用。
框架的材质通常与盖板相同,并且具有一定的耐腐蚀性能。
框架的设计应符合相关标准,确保盖板能够完全覆盖孔口,防止人和物体掉入孔中。
水平吊盖人孔的支撑构件可分为两种类型:一种是固定型,即将盖板固定在框架上,以防止盖板被人为破坏或被风吹开;另一种是活动型,即盖板可以自由开启,方便检修和维护地下管线。
支撑构件的设计应考虑到孔口的尺寸、重量和使用环境等因素,确保其稳定可靠。
水平吊盖人孔的尺寸和形状应根据实际需要进行设计。
一般情况下,孔口的尺寸应能够容纳人员进入并进行操作,同时也要考虑到地下管线的布局和连接方式。
孔口的形状可以是圆形、方形或矩形,具体选择应根据实际情况确定。
在安装水平吊盖人孔时,需注意以下几点。
首先,要选择合适的位置,确保与地下管线的连接方便,并且不会影响道路和交通的正常通行。
其次,要确保人孔的盖板与地面平齐,避免高低差过大。
最后,安装完成后要进行检查,确保各部件安装牢固,符合相关标准。
水平吊盖人孔的维护和管理也是非常重要的。
定期检查孔口的盖板和框架是否完好无损,如有损坏应及时修复或更换。
同时,要定期清理孔内的杂物和污垢,保持孔口的通畅。
另外,对于活动型的人孔,要确保开启和关闭的灵活性,以便于检修和维护工作的进行。
水平吊盖人孔作为一种地下设施,具有重要的功能和作用。
它的设计和安装应符合相关标准和规范,确保其安全可靠。
在使用过程中,要进行定期的维护和管理,以保证其正常运行和使用。
同时,也需要加强对水平吊盖人孔的宣传和教育,提高公众的安全意识,避免不必要的事故发生。
人孔起吊配件设计计算

Cr=2Cr2+ Cr1
0.0
有效直径,dre
mm
dre= dr-Cr
16.0
轴套
厚度附加量, Cs
mm
Cs=Cs2+ Cs1
1.5
有效厚度,δse
mm
δse=δsn–Cs
8.5
截面积, As
mm2
1343.1879
吊钩强度计算及校核
吊钩拉应力,σhc
MPa
20.6514
吊钩应力校核
/
σhc≤ht
高度,Lb
mm
600.0
吊钩
材料标准号
GB/T 700-2006
材料牌号/名称
Q345B
无螺纹部分最小直径, dh
Байду номын сангаасmm
20.0
腐蚀裕量, Ch2
mm
0.0
螺栓规格
M20
吊环
材料标准号
GB/T 700-2006
材料牌号/名称
Q345B
水平长度, Lr
mm
120.0
直径, dr
mm
20.0
腐蚀裕量, Cr2
密度,ρb
kg/m³
7850.0
吊钩
密度,ρh
kg/m³
7850.0
材料负偏差,Cb1
mm
0.0
材料负偏差,Ch1
mm
0.0
设计温度许用应力,bt
MPa
172.5
设计温度许用应力,ht
MPa
172.5
设计温度弹性模量, Ebt
103MPa
191.0
设计温度弹性模量, Eht
103MPa
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化工机械与设备》过程考核1.55MPa立式液氨储罐的人孔设计与题目:选型系别:班级:姓名:hk学号:队别:队员:教师:日期:2012-12-13目录第一章前言 (1)1.1 设计人孔的目的 (1)第二章人孔的机械设计 (1)2.1 选择人孔 (1)2.2 核算人孔补强 (1)2.3 机械设计标准参数 (3)2.3.1不锈钢类 (3)2.3.2 人孔的PN2.5DN明细表 (4)第三章人孔工艺设计 (5)3.1 人孔的功能类型: (5)3.2 材料的选择 (5)3.3 人孔直径及人孔中心距底板尺寸 (5)第四章总结 (6)第五章参考文献 (6)第一章 前言1.1 设计人孔的目的人孔是安装在储罐顶上的安全应急通气装置,通常与防火器、机械呼吸阀配套使用,既能避免因意外原因造成罐内急剧超压或真空时,损坏储罐而发生事故,又有起到安全阻火作用,是保护储罐的安全装置,特别适用于贮存物料以氮气封顶的拱顶常压罐。
具有定压排放、定压吸入、开闭灵活、安全阻火、结构紧凑、密封性能好、安全可靠等优点。
设计条件:管经308mm ×5;工作介质:水蒸气;表压:1.55MPa第二章 人孔的机械设计2.1 选择人孔根据储罐是在常温下及最高工作压力为 1.55MPa 条件下工作,人孔的标准按公称压力为 1.0 MPa 等级选取,考虑到人孔盖直径较大较重,故选用回转盖对焊法兰(GH21518-2005),公称直径 450,突面法兰密封面。
该人孔标记为:人孔 RF Ⅳ(A·G)450-2.5 GH21518-2005另外还要考虑人孔补强,确定补强圈尺寸,由于人孔的筒节不是采用无缝钢管,故不能直接选用补强圈标准。
本设计所选用的人孔筒节内径为 d i = 450mm ,壁 厚 δ m = 6mm立式储罐为腐蚀介质压力容器,故其所有焊缝(包括角焊缝)均采用全焊透结构。
查表得人孔的筒体尺寸为 Φ 480×12,由标准 JB/T 4736-2002 查得补强圈尺寸为:内径 Di= 490mm 外径 Do= 760mm 2.2 核算人孔补强补强圈坡口取D 型立式储罐设计说明书 开孔补强的有关计算参数如下: 1、筒体的计算壁厚:[]mmP D P ei e 1.2594.0117021200594.02=-⨯⨯⨯=-=φσσ2、计算开孔所需补强的面积A:开孔直径:d = di + 2C = 450 + 2 × (0.0 + 2.0) = 454mm补强的面积:A = d - δ = 454 × 2.1 = 953.4mm23、有效宽度:B = 2 - d = 2 × 454 = 908mmB = d + 2 - δn + 2- δm = 454 + 2 × 6 + 2 × 6 = 478mm取最大值B = 908mm4、有效高度:外侧高度h1 = d -δ m = 454 × 6 = 52.19mm或h1 = 接管实际外伸高度= 250mm两者取较小值h1 = 52.19mm内侧高度h2 = d - δ m = 454 × 6 = 52.19mmh2 = 接管实际内伸高度= 0mm两者取较小值h2 = 0mm5、筒体多余面积A1:筒体有效厚度:δ e = δ n -C = 6 - 2.0 = 4mm选择与筒体相同的材料(16MnR)进行补偿,故 f r =1,所以Ai = ( B -d )(δ e -δ ) -2δ m (δ e -δ )(1 -f γ ) = (908 -454)(4.0 -2.1) -2 × 6 ×(4.0 -2.1)(1 -1) = 862.6mm2接管多余金属的截面积A2:Pc -d 0.594 × 454 = = 0.80mm t 2[σ ] -Pc× 170 × 1 -0.594接管计算厚度δ t = A2 = 2 -h1 (δ et -δ t ) f γ + 2 -h2 (δ et -C 2 ) f γ 8立式储罐设计说明书= 2 -h1 (δ m -C -δ t ) f γ + 0 = 2 × 52.19 × (6 -2.0 -0.80) = 334.02mm2补强区内焊缝截面积A3:1 A3 = 2 × × 6 × 6 = 36mm2有效补强面积Ae:Ae = A1 + A2 + A3 = 862.6 + 334.02 + 36 = 1232.62mm2因为Ae > A ,所以不需要补强2.3 机械设计标准参数2.3.1 不锈钢类标准号适用通经DN适用压力MPa适用压力MPa常压不锈钢人孔HG21595450600 常压回转盖不锈钢人孔HG21596450600 1.0~4.0回转拱盖快开不锈钢人孔HG21597450500 0.6~4.0水平吊盖不锈钢人孔HG21598450,500 0.6~4.0垂直吊盖不锈钢人孔HG21599450~600 0.6~4.0椭圆快开不锈钢人孔HG21600450×350 0.6常压快开不锈钢手孔HG21601150,250 常压平盖HG2150,250 0.6~4.0不锈钢手孔1602回转盖快开不锈钢手孔HG21603150,250 0.6旋柄快开不锈钢手孔HG21604150,250 0.252.3.2 人孔的PN2.5DN明细表件号标准号名称数量材料尺寸/mm1 GB/T713--2008 筒节 1 Q345R dw=480*12δ=3b1=39,b2=44M33*2*175M33Do=362 HG20592 法兰 1 16Mn(锻件)3 HG20592 垫片 1 石棉橡胶板4 HG20592法兰片 1 Q345R5 HG20613 螺栓20 35CrMoA6 HG20613 螺母40 30CrMo7 吊环 1 Q235-A.F8 转臂 1 Q235-A.F9 GB/T 垫圈 1 100HV95-- 2010 GB/T6170--2000螺母M202 5级11 吊钩 1 Q235-A.F12 环 1 Q235-A.F13 GB/T8163--2008无缝钢管1 2014 支撑板 1 Q345第三章人孔工艺设计3.1 人孔的功能类型:人孔分为紧急泄压人孔、防爆阻火呼吸人孔、罐顶人孔、罐壁人孔和带芯人孔等。
3.2 材料的选择根据提供的压力1.55MPa 温度40℃直径2000mm,根据前面的机械设计,可选择Q245R类型的钢板,其化学成分包括C Si Mn Cr Ni Nb V P S等。
其屈服强度一般为200左右,实验温度为20-40℃,故符合所给是数据要求。
3.3 人孔直径及人孔中心距底板尺寸人孔已有成型产品,直径通常为600mm。
人孔中心距地板一般为750mm。
便于工作人员在安装、清洗、维护时进出油罐和通风。
考虑到人孔盖直径较大较重,故选用回转盖对焊法兰人孔(GH21518-2005),公称直径450 ,突面法兰密封面。
我们可选择储存液体为油类,做案例分析。
非金属油罐的人孔设在罐顶上,金属油罐的人孔设在罐壁最下圈板上。
大都为直径600mm的圆孔,其中心距底板750mm,为油罐清洗或维修人员进出油罐用,又称作道门。
检修清理油罐时刻利用人孔进行采光和通风。
立式油罐的容量在5000m³以下时设1~2个人孔,5000m³以上的设2个人孔。
人孔的安装应与进出油管线相隔不大于90°。
当只设一个人孔时,应将其置于罐顶透光孔的对面;当设2个人孔时,其中一个设在透光孔的对面,另一个应至少与第一个人孔相隔90°。
人孔应有一个设在进出油管右侧附近,并尽量使人孔正对罐室密闭门,以便人员进出、维修油罐和通风接管用。
由于人孔安装在油罐的最下层体圈上,防渗漏就显得特别重要。
要求两法兰结合面必须保证其平直度,无飘扭现象。
加强板和法兰应尽量在整块钢板上切割而不拼接。
法兰和盖板上加工有密封圈,在施工中要特别注意保护。
密封用3mm 厚石棉橡胶垫片,不允许有折裂。
安装人孔盖板上紧螺栓时,要成对角均与用力,以防孔盖变形第四章总结人孔的设计应根据具体的工艺设计方案,先进行工艺设计,在联系这个设备的设计参数,进行相应的机械设计,做到综合考虑。
特别要注意人孔补强的计算,否则会造成维修人员进入储罐类维修时的人身安全。
第五章参考文献【1】编《化工原理上册》天津大学出版社 2006.3【2】《化工设备机械基础》俞健良主编2009年7月第一版【3】《化工设备的选择与设计》刘道德等编著。