硬质合金刀具和涂层刀具车削加工Ti_6Al_4V的性能研究
硬质合金刀具车削Ti6A14V钛合金试验研究
( S c h o o l o f Me c h a n i c a l E l e c t r o n i c a n d Ve h i c l e E n g i n e e r i n g, We i f a n g Un i v e r s i t y , We i f a n g S h a n d o n g
第 5期
床 与 自 动 化 加 工 技 术
M o dul ar M a c hi n e To o l& Aut o ma t i c Ma nuf a c t ur i ng Te c h ni q ue
No . 5
M ay 2 01 3
Ke y wo r d s:c e me n t e d c a r b i d e t o o l ;Ti 6A1 4 V t i t a n i um a l l o y;c u t t i n g p e r f o r ma n c e s
0 引 言
硬质合金刀具切削ti6al4v的磨损机理及特征

硬质合金刀具切削ti6al4v的磨损机理及特征下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!硬质合金刀具切削Ti6Al4V的磨损机理及特征引言在制造业中,钛合金Ti6Al4V因其优异的机械性能和耐腐蚀性,被广泛应用于航空航天、汽车、医疗器械等领域。
硬质合金刀具高速干车削Ti6Al4V切削力及刀具寿命研究

硬质合金刀具高速干车削Ti6Al4V切削力及刀具寿命研究王晓琴;艾兴;赵军;李甜甜
【期刊名称】《制造技术与机床》
【年(卷),期】2008(000)004
【摘要】主要对硬质合金刀具在较高的速度范围内干车削Ti6Al4V进行了正交试验,获得了干切削状态下切削力与刀具寿命的经验公式,分析了切削力、刀具磨损与切削路程-试验时间的关系,同时研究了刀具的磨损形态和磨损机理,粘结、扩散、氧化是硬质合金刀具的主要磨损机理.最后,通过对刀具寿命-切削效率的分析,给出了硬质合金刀具在干切削状态下合理的切削参数.
【总页数】4页(P36-39)
【作者】王晓琴;艾兴;赵军;李甜甜
【作者单位】济南大学机械工程学院,山东,济南,250022;山东大学机械工程学院,山东,济南,250061;山东大学机械工程学院,山东,济南,250061;山东大学机械工程学院,山东,济南,250061;山东大学机械工程学院,山东,济南,250061
【正文语种】中文
【中图分类】TG5
【相关文献】
1.硬质合金刀具车削Ti6Al4V钛合金试验研究 [J], 杜国臣
2.硬质合金刀具高速干铣削Ti6Al4V刀具寿命研究及切削参数优化 [J], 王晓琴;艾兴;赵军;郭培全
3.硬质合金刀具车削Ti6Al4V切削力及刀具磨损研究 [J], 王晓琴;艾兴;赵军;李甜甜
4.高速车削钛合金时硬质合金刀具和涂层刀具的寿命分析 [J], 李友生;吴冲浒;陈荣德
5.硬质合金刀具铣削Ti6Al4V时刀具磨损及切削力研究 [J], 王晓琴;艾兴;赵军;李甜甜
因版权原因,仅展示原文概要,查看原文内容请购买。
Ti6Al4V车削刀具磨损及切削力研究

(. 1 山东 大 学 机械 工程 学院 , 南 2 0 6 ; . 济 50 1 2 济南 大 学 机 械 工程 学 院 , 南 2 0 2 ) 济 50 2
摘 要 :iA4 T6 IV是 典 型 的难加 工材 料 , 削效 率 低 、 切 刀具 磨 损 严 重严 重 , 因此提 高 T6 IV 的加 工 效 率和 iA4 刀具 寿命 是 急需解 决 的 问题 。作者 对硬 质合 金 刀具加 工 T6 IV的切 削力和 磨损 特性 进行 了 实验研 究。 iA4
对 三种 不 同刀具在 干切 削状 态下 车 削 T6 IV切 削 力进 行 了试验 , 析 了切 削 力 与切 削速 度 、 削路 程 iA4 分 切 的关系. 同时讨论 了主偏 角对 T 4车 削稳 定性 的 影响 。 最后 , 刀具的 的 磨损 形 态 和磨 损机 理 进 行 了研 C 对 究 。粘 结 、 散 、 扩 氧化 是硬 质合 金 刀具 的主要 磨损 机 理 。 关键 词 :iA 4 切 削速 度 ; 削力 ; T6 1V; 切 刀具 磨损 ; 磨损 机理
无涂层硬质合金刀具车削钛合金Ti-6Al-4V实验研究

关键词 : 钛合金 T- A- V i6 I4 ;正交实验 ;回归分析 ;切削力;表面粗糙度 中图分类号:T 5 1 G0 文献标识码 : A 文章编号 : 9 1 4 2 0 ) 9 0 7 0 1 0 -0 ( 0 70 —0 0 - 5 0 3
E e i e t l t d h e f m a c fMR c t d c b d o s w h n xp rm n a u y on t e p r or n e o - oa e ar i e t ol e s
维普资讯
无涂层硬质合金 刀具车 削钛合 金 T一A1 V实验研究 i — 6 4
刘 东 ,陈 五 一
( 京航 空航 天大学 机械工程及 自动化学院 ,北京 1 0 8 ) 北 0 0 3
摘 要 钛合金是航空航天工业中应用广泛的一种难加工材料。 本文研究了无涂层硬质合金刀具干切削
A t n ui , e ig 1 0 8 , ia sr a t s B in 0 3 Ch ) o c j 0 n
Ab t a t Ti n u a ly r i c l ma h n n t r l ih wiel u e e o p c du t u s r c : t i m l s a e d f u t a o i c i ig ma e i s wh c d y s d i a r s a e i s r d e a n n y t e r x e l n c a ial r p ri s Ths p p r i e h v s i a i n on c t n o c ot ie c l t h e me h n c o e t . i a e v s t e i e t t u i g f r e p e g n g o a d s r c u n s f i n um l y Ti AI V t n oa e ar d u ig t ol Th n u f e r gh e s o t i a o ta a l ・ ・ wi u c t d c bie c t n o s. e o 6 4 h e p r e t r a r d o t n er r u t g c d t n t e r gua i n o e c t n r x e i n swe c ri u d y c t n on i o s.h m e e u d i i e lt f h u ig f c o t oe i f en d b e d p h o u 、e a e an u i g s e d wa b a n d Th x o e t l n u c y t e t f t f ed r t d c t n p e s o t i e . e e p n n i l e h c a
高速铣削钛合金Ti6Al4V的刀具磨损研究的开题报告

高速铣削钛合金Ti6Al4V的刀具磨损研究的开题报告一、选题背景钛合金是一种重要的结构材料,在航空航天、汽车制造、医疗器械等领域得到广泛应用。
但是,由于其高强度、高熔点和难加工等特性,钛合金的加工一直是一个难点。
目前,高速铣削被广泛应用于钛合金的加工中,但是刀具寿命和磨损问题一直困扰着加工过程。
因此,本文选取高速铣削Ti6Al4V钛合金为研究对象,探究刀具磨损的原因和机理,为提高刀具加工寿命、降低生产成本提供理论基础。
二、研究内容1. 钛合金的基本性质和加工研究现状介绍钛合金的基本性质及其在航空航天、医疗器械等领域的应用,并综述相关文献分析目前主要的加工方法及其优缺点。
2. 高速铣削工艺和刀具材料选择详细介绍高速铣削工艺的优势和特点,并结合实际情况选择适合的刀具材料。
3. 刀具磨损机理和原因分析通过实验研究和数据分析,探究高速铣削Ti6Al4V钛合金的刀具磨损机理和原因,为延长刀具寿命、提高加工效率提供参考及建议。
4. 刀具寿命预测和优化加工参数根据前期实验结果及刀具磨损情况推导刀具寿命预测模型,并通过优化加工参数的方式提高加工效率。
三、研究意义对高速铣削Ti6Al4V钛合金的加工进行深入研究,不仅可以提高钛合金的加工效率和质量,还可以为航空、汽车、医疗等关键领域提供重要的支持。
同时,通过深入分析刀具磨损机理和优化加工参数,可以降低生产成本、提高企业的竞争力和效益。
四、研究方法采用试验分析方法,进行高速铣削钛合金Ti6Al4V的加工过程研究,通过刀具磨损情况进行数据分析,探究刀具磨损原因和机理,建立刀具寿命预测模型,最终优化加工参数。
五、预期成果1. 更深入地了解高速铣削Ti6Al4V钛合金的加工特点和机理。
2. 研究刀具磨损机理和原因,为提高刀具寿命提供理论依据。
3. 推导刀具寿命预测模型,并通过优化加工参数提高加工效率和质量。
4. 提供有价值的实验数据和建议,为企业提高生产效率、降低成本、提高竞争力等方面提供有力支持。
基于长疲劳寿命的钛合金Ti6Al4V铣削加工表面完整性研究

基于长疲劳寿命的钛合金Ti6Al4V铣削加工表面完整性研究一、本文概述钛合金Ti6Al4V因其优异的机械性能,如高强度、低密度和良好的耐腐蚀性,在航空、医疗和能源等多个领域得到了广泛应用。
然而,钛合金的高硬度、低热导率以及化学活性等特点,使得其加工过程具有挑战性,特别是在保证长疲劳寿命的前提下,对钛合金Ti6Al4V的加工表面完整性提出了更高的要求。
因此,本文旨在深入研究钛合金Ti6Al4V在铣削加工过程中的表面完整性,以期为提高其长疲劳寿命提供理论支持和实践指导。
本文将首先介绍钛合金Ti6Al4V的基本性能和加工特点,然后重点分析铣削加工过程中影响表面完整性的关键因素,包括切削参数、刀具材料和几何形状等。
在此基础上,通过实验研究和理论分析,探究这些因素对加工表面粗糙度、残余应力和表面微观结构的影响规律。
结合实验结果和理论分析,提出优化钛合金Ti6Al4V铣削加工表面完整性的策略和方法,为提高其长疲劳寿命提供科学依据。
本文的研究不仅有助于深入理解钛合金Ti6Al4V的铣削加工机理,还为钛合金零件的制造工艺优化和质量控制提供了有益的参考。
二、钛合金Ti6Al4V的铣削加工理论基础钛合金Ti6Al4V作为一种高强度、低密度的轻质金属,在航空航天、医疗器械和汽车制造等领域具有广泛的应用。
由于其优异的力学性能和耐腐蚀性,Ti6Al4V在承受高负荷和恶劣环境条件下表现出色,但同时也给铣削加工带来了一定的挑战。
因此,深入研究钛合金Ti6Al4V的铣削加工理论基础,对于提高加工效率、保证表面完整性和延长刀具寿命具有重要意义。
在铣削加工过程中,钛合金Ti6Al4V的高硬度、高强度和低热导率等特点使得切削力、切削热和刀具磨损等问题变得尤为突出。
切削力的大小直接影响着加工表面的粗糙度和刀具的寿命,而切削热则会导致工件表面产生热应力和热变形,进一步影响加工精度和表面质量。
因此,建立准确的切削力模型和热传导模型,对于分析铣削加工过程中的物理现象和预测加工结果至关重要。
基于刀具磨损和切屑形成对切削Ti6Al4V的切削力特性研究

Absr c :To su y t h r ce itc fc ti g fr e o c i i g Ti 4V,e p rme ti v l i g c ln rc ld ta t t d he c a a trsis o u tn o n yi d a r i y
fr e,t e r lto s i fc ti g fr e a d c tn p e oc h e ai n h p o u tn o c n ut g s e d,t o t ra ,to a n h p f r to s i o lmae l o lwe ra d c i o main wa i su i d.Th e u t fsud e n ia e t a a a o c fsa i o o e t tde e r s ls o t is i d c t h tr dilf r e o t t c mp n n ,wh c a a e to a k c i h c n c us o lf n l
摘 要 : 了研究 钛合 金 T6 4 为 iAIV切 削 过 程 中 的切 削 力 特 性 , 用硬 质 合金 涂 层 和 无 涂 层 刀具 进 行 了外 圆 采
干车 削试 验 。 提取 切 削力 信号 , 过研 究切 削 力 的静动 态 特性 , 示 了切 削力 与切 削速 度 、 通 揭 刀具材 料 、 刀具磨 损 以及 切屑 形成 的关 系。 结 果 表 明 : 合 金 切 削 过 程 中 , 削 力 的静 态 分 量 中 径 向 力 F 最 钛 切
硬质合金刀具和涂层刀具车削加工Ti-6Al—4V的性能研究

车削对 比试 验 。 通过对 两种刀具 的刀具 使用寿命 和 刀具 的磨损形 貌进行观 察分析 , 从而研 究硬质合 金
刀具和涂层刀 具在不 同切 削状态下 的切削性 能 。
2 实验方案
刀具 寿命 又明显 的大于硬质合 金刀具 的使用寿命 , 约为 硬质合 金刀具 寿命 的 1 倍 ; . 4 当切削 速度提高
究的热点和难点 。
刀材 牌 分涂成 具料 号 基盏 层分
3 结果与 分析 31 刀具寿命 分析 .
目前普遍认 为在切 削加工钛合 金时 。 当切削速 度大于 6m m 即为高速切 削嘲 国内外许 多学者  ̄Ym ] 。 对 钛合金材料 的高速切削加工进 行了研究探讨 。 本 文 中 。 者采用硬 质合金 刀具和硬质 合金涂层 刀具 作
图 1 硬 质合金 刀具和涂层 刀具的后 刀 面磨损 量
随切 削路 程 的 变化
粘结在 刀具表面 。随着切屑 、 工件材料 与刀具之 间
的不 断相 对运动 , 粘结在刀具表 面 的切 屑会不断受
到 冲击 , 冲击力 大于切 屑 的粘结力 时 , 当 刀具表 面
的切屑会 被流动的切 屑带 走 , 同时也会带走 某些刀 具表面 晶粒 , 周而复始 , 就会造 成刀具 的粘结磨 损 。 在切 屑粘结到 刀具 表面时 ,在 高温高压下 , 切 屑粘结层 与刀具表 面紧密 接触 , 具材料 中的元素 刀 会 向粘结层 中发 生扩 散 , 刀具 材 料 中的元 素 , 别 特
具和涂层 刀具在 不 同切 削状 态下 的切 削性能 。
关键词: 刀具材料 ;i6 14 ; T A— V 刀具寿命 ; 一 磨损机理 中图分类号 :G 1 T 7 文献标 识码 : A 文章编号 :6 3 4 2 ( 1)2 0 2 — 3 17 — 692 00 — 0 9 0 0
硬质合金刀具铣削Ti6Al4V时刀具磨损及切削力研究

磨 损及 寿命 有 至关 重 要 的影 响 。因 此 , 用 切 削力 在 利 切削 过程 中 的变 化 来 辅 助 分 析 刀 具 的 磨 损 规 律 及 机
理 , 而 找 出力 、 度 、 削 方 式与 刀具 磨 损 之 间 的关 从 温 切
・
1・ O 2
; Ⅲ等 ; ‘ ■
维普资讯
Th1 d Z艺与检溺 en g n c0y 0a
维普资讯
工艺与检测 nga T 0yn 酬 1 d 0
硬 质 合 金 刀 具 铣 削 T6 4 时刀 具 磨 损 及 切 削 力研 究 iAIV
王 晓 琴① 艾 兴① 赵 军① 李 甜 甜 ① ②
( 山东 大 学机械 工程 学 院 , ① 山东 济 南 206 ; 济南 大学机 械 工程 学院 , 50 1② 山东 济 南 202 ) 502 摘 要: 对硬 质 合金 刀具在 干切 削 状态 下 铣 削 T6 IV 磨 损 机 理和 切 削 力进 行 了试 验 研 究 , 削 速 度分 别 iA4 切
Absr c t a t:Dr l n e tf rwe rme h nim n ut n o c t un se a b d o lh v e o e a ut y mi i g t s o a c a s a d c t g f r e wih t g t n c r i e to a e be n d n tc - l i t p e i s e d 40,8 ng O,1 0,1 0m/mi 2 6 n,t e r lto s i ewe n c ti g f r e a d c ti g s e d,c ti h e ai n h p b t e u tn o c n u tn p e ut ng d sa c sa ay e T o lwe ra d we rme h n c r n e t ae itn e wa n l z d. he to a n a c a iswe e i v si t d.T e r s ls s o t tb n - g h e u t h w ha o d i g a d d f ig a e t e man we rme h n s fc r i e c t ng to s n n if n r h i a c a ims o a b d u t o l. us i Ke ywo d r s:Ti 4V ;Cut n pe d;Cutn o c 6AI t gS e i t g F r e;To lW e r i o a ;W e r Me h nim a c a s
切削用量对车削Ti6Al4V切削力影响的研究

于合 理选 择 切 削参数 , 提 高 加 工 质 量 和 效 率有 着 重 要 的现实 意义 。国 内外学 者对 钛 合金 切削 力进 行 了大 量 研究 , 满 忠 雷 等基 于 绿 色 切 削 的 理 念 , 用 硬 质 合 金 刀 具进 行 了高 速铣 削 钛 合 金 的单 因 素试 验 , 得 出 了径 向切 深 、 轴 向切 深 、 每齿 进 给量 和铣 削速 度对 铣削 力 的
J I ANG Z e n g h u i .L I Y u p e n g,L V Ya n g
ห้องสมุดไป่ตู้
( S c h o o l o f Me c h a n i c a l E n g i n e e r i n g ,S h e n y a n g L i g o n g U n i v e r s i t y ,S h e n y a n g 1 1 0 1 5 9, C HN )
状精 度对 于 切 削力很 敏感 。因此 掌握 切 削力 的特 点对
受 到 的挤 压力 来分 析切 削力 的变化 规律 。本 文拟 采用
硬质 合金 刀具 进行 干车 削加工 钛合 金 ( T i 6 A I 4 V) 的试 验, 研究基 于刀具在 基 面 内受 到 的挤 压力 来 分 析切 削 力 的变化 规律 。
s pe e d i s l e s s .The f e e d r a t e e x e r t s t h e mo s t i n lu f e n c e o v e r b a c k f o r c e, a n d t h e e f f e c t o f t h e c u t t i n g d e p t h
f o r c e a n d b a c k f o r o e . Ke ywo r d s:Ce me n t e d Ca r b i d e To o l;Ti 6 A1 4V ;Cut t i n g P a r a me t e r ;Cu t t i n g Fo r c e
AlCrSiN涂层刀具干车削Ti-6Al-4V钛合金的切削性能研究

doi: 10.12052/gdutxb.200110AlCrSiN涂层刀具干车削Ti-6Al-4V钛合金的切削性能研究刘杰1,2,朱水生1,肖晓兰1,邓欣1(1. 广东工业大学 机电工程学院,广东 广州 510006;2. 广州番禺职业技术学院 智能制造学院,广东 广州 511483)摘要: 使用未涂层的和AlCrSiN涂层的硬质合金车刀片以3种切削速度干式车削Ti-6Al-4V钛合金。
研究发现AlCrSiN涂层刀片的切削寿命在各切削速度下都超过无涂层刀片, 而切削力、切削温度和工件表面粗糙度3项指标均低于无涂层刀具, 说明AlCrSiN涂层能够有效地保护基体从而维持刀具的锋利度。
2种刀具在切削过程中均出现切削力先上升后下降的现象, 这与二者高温下产生的润滑氧化物有关。
切削温度和工件粗糙度都与后刀面磨损量有正相关关系, 即随着后刀面磨损量的增加, 温度和粗糙度都随之增加, 但温度的增加还与前刀面第一变形区塑性变形增大, 热量增加有关。
另外, 2种刀具产生的切屑尺寸、颜色、锯齿频率也证明了AlCrSiN涂层刀具磨损较慢,切削温度较低。
关键词: AlCrSiN涂层;Ti-6Al-4V;切削力;切削温度;粗糙度;刀具磨损中图分类号: TG712 文献标志码: A 文章编号: 1007–7162(2021)02–0099–08Cutting Performance of AlCrSiN Coated Tool in DryTurning Ti-6Al-4V Titanium AlloyLiu Jie1,2, Zhu Shui-sheng1, Xiao Xiao-lan1, Deng Xin1(1. School of Electromechanical Engineering, Guangdong University of Technology, Guangzhou 510006, China; 2. School ofIntelligent Manufacturing, Guangzhou Panyu Polytechnic, Guangzhou 511483, China) Abstract: Ti-6Al-4V titanium alloy was dry turned by uncoated and AlCrSiN coated carbide inserts at three cutting speeds. It was found that the cutting life of AlCrSiN coated inserts exceeds uncoated inserts at all three cutting speeds and meanwhile the three values of cutting force, cutting temperature and workpiece surface roughness are lower than that of uncoated tools, which shows that AlCrSiN coating can effectively protect the substrate and maintain the sharpness of the tool. During the cutting process, the cutting force of both tools increased first and then decreased, which is related to the lubricating oxides produced by the two tools at high temperatures. Both cutting temperature and workpiece roughness have a positive correlation with the wear of the flank, that is, as the wear of the flank increases, the temperature and roughness increase accordingly, and incidentally, the increase in temperature is also related to the increase in plastic deformation and heat in the first deformation zone of the rake face. In addition, the chip size, color, and sawtooth frequency produced by the two tools also prove that the AlCrSiN coated tool has lower wear rate and cutting temperature than the uncoated tool.Key words: AlCrSiN coating; Ti-6Al-4V; cutting force; cutting temperature; roughness; tool wear钛合金是公认的难加工材料,由于其低热导率、低弹性模量以及高强度、高化学活性使得刀具经受高温氧化、扩散、粘结、高回弹等一系列的考验,带来刀具寿命短、加工效率低以及工件的表面质量差等一系列问题[1]。
硬质合金刀具切削钛合金Ti6Al4V界面摩擦特性研究

硬质合金刀具切削钛合金Ti6Al4V界面摩擦特性研究∗范依航;郝兆朋【摘要】Titanium alloys Ti6Al4V have superior properties,such as excellent strength⁃to⁃weight ratio,high corrosion resistance and good mechanical properties. However, due to its high chemical reaction and low thermal conductivity, tool wears seriously during cutting.In order to choose resonable cutting parameters so as to reduce tool wear,the frictioncharac⁃teristic of tool⁃chip/workpiece interface in machining Ti6Al4V with carbide tools were studied under different cutting speeds.The results show that,at rather low cutting speed,there are lots of adhesion materials in the close contact area in tool wear surface.At quite high cutting speed,the adhesion materials become unstable and diffusion occurs in thetool⁃work⁃piece interface.The peeling off of unstable adhesion material leads to tool micro⁃chipping and accelerates tool wear.When employing optimum cutting speed,the oxidation reaction occurs in tool⁃workpiece interface.The oxides generated in the cut⁃ting process acts as a boundary lubrication layer,which makes the chemical wear and adhesive wear to reach equilibrium, therefore,the high⁃temperature adhesion is inhibited and tool wear is reduced.%钛合金Ti6Al4V具有高的比强度、良好的机械性能和抗蚀性,但因其化学活性大、导热系数低,切削时刀具磨损严重。
加工Ti-6Al-4V硬质合金立铣刀的几何参数优化仿真研究
机械和热场,并涉及到应变、应变率、弹性 /塑性变形
和不同的材料特性。其性能受到许多不相关因素的
强烈影响,使 得 无 法 在 单 个 仿 真 中 考 虑 所 有 因 素。
有限元仿真模型解决方案包含材料构成模型、摩擦
模型和切屑分离准则三个重要元素。
材料本构模型
为了准确描述 Ti4Al6V的力学行为,采用由
故可以通过优化刀具几何参数来获得刀具的最优切削性能。建立三维铣削有限元模型,经过切削仿真试验分析硬
质合金平头立铣刀的螺旋角、径向前角及径向后角对切削过程中的最大正应力、切削力及切削温度的影响,实现刀
具几何参数的优化设计。
关键词:刀具几何参数;PV值;最大正应力;切削力;切削温度
中图分类号:TG714;TH162 文献标志码:A
Abstract:Ti6Al4Visonekindofdifficulttomachinematerialsduetoitscharacteristicsofpoorthermalconductiv ity,seriousworkhardening,lowelasticmodulus.Ingeneraltungstencarbidetoolshavegoodprocessingpropertiesforthis material.Toolgeometryhasanimportantinfluenceonthecuttingstress,cuttingforce,cuttingtemperatureandthemachined surfacequality.Optimizingtoolgeometriesisaneffectivemethodtoachievetheoptimalcuttingperformance.Athreedimen sionalmillingfiniteelementmodelisestablished,whichareemployedtoanalysistheinfluenceofhelicalangle,radialrake angleandradialreliefangleofthetungstencarbideflatendmillonmaxprincipalstress,cuttingforceandcuttingtempera ture,andtheoptimaldesignoftoolgeometriesisrealized.
钛合金Ti-6Al-4V切削仿真温度分析

钛合金Ti-6Al-4V切削仿真温度分析1. 引言1.1 背景介绍钛合金Ti-6Al-4V是一种常用于航空航天和生物医学领域的高强度、耐腐蚀性能优异的金属材料。
由于其优异的力学性能和化学稳定性,钛合金Ti-6Al-4V广泛应用于航空发动机、汽车制造、医疗器械等领域。
由于其高温时容易发生氧化和热疲劳等问题,对其进行切削加工时需要特别注意其温度变化情况。
1.2 研究目的研究目的是探究钛合金Ti-6Al-4V在切削过程中的温度分布规律,为优化切削工艺提供理论依据。
钛合金Ti-6Al-4V具有高比强度、耐腐蚀性和良好的热性能,在航空航天、汽车制造、医疗器械等领域有广泛应用。
切削仿真可以模拟切削过程中的温度变化,为预测工件表面质量、延长刀具寿命提供帮助。
本研究旨在建立钛合金Ti-6Al-4V切削仿真的温度分析模型,分析其温度分布规律,深入探究影响温度的因素,为实际切削加工提供参考。
通过理论分析和数值模拟,揭示钛合金Ti-6Al-4V切削过程中的温度变化规律,为提高切削效率、降低成本、改善切削表面质量作出贡献。
1.3 研究方法针对钛合金Ti-6Al-4V切削仿真温度分析的研究目的,本研究将采用计算机辅助仿真方法,结合有限元分析和数值模拟技术,通过建立钛合金Ti-6Al-4V切削过程的热力学模型和温度分析模型,对刀具与工件之间的热交换过程进行模拟和分析。
具体研究步骤如下:1. 确定切削仿真模型:根据钛合金Ti-6Al-4V的特性和切削工艺参数,确定切削仿真模型的几何结构和初始条件。
2. 建立有限元模型:利用有限元软件,建立钛合金Ti-6Al-4V切削仿真的三维有限元模型,包括工件、刀具和切削流场等几何结构。
3. 设定边界条件:设置刀具与工件之间的接触面热边界条件和边界热流条件,以及切屑和冷却液的影响。
4. 进行数值模拟计算:通过数值方法,对钛合金Ti-6Al-4V的切削过程进行热力学仿真计算,得到温度分布和变化规律。
切削加工Ti-6Al-4V微观组织形成及演化机理研究

切削加工Ti-6Al-4V微观组织形成及演化机理研究切削加工中剧烈的力热载荷对钛合金(Ti-6Al-4V)切屑和已加工表面微观组织产生重要影响,改变Ti-6All4V物理力学性能(材料硬度),进而影响Ti-6Al-4V 零件服役性能。
因此开展切削加工Ti-6Al-4V微观组织形成及演化机理的研究,可预测Ti-6Al-4V已加工表面微观组织演化规律,为Ti-6A1-4V已加工表面物理力学性能的研究和预测提供理论指导;通过优化Ti-6Al-4V切削工艺参数,改善已加工表面材料的物理力学性能,指导Ti-6Al-4V实际切削加工。
另一方面,通过分析Ti-6Al-4V切屑材料微观组织变化可为切屑断裂行为的研究提供理论基础。
以直角切削Ti-6Al-4V为研究对象,通过切削理论、材料学、材料力学等理论建模分析,采用有限元及其二次开发技术、显微观测等对Ti-6Al-4V切屑和已加工表面微观组织形成与演化机理进行研究,揭示切削加工Ti-6Al-4V微观组织演化与材料多物理场分布(应变、应变率、温度)之间的映射关系从而控制零件材料的微观组织演化,阐述材料微观组织演化对Ti-6Al-4V硬度变化的影响机制。
首先,针对切削加工中Ti-6Al-4V的晶粒细化机制进行研究,建立晶粒尺寸与材料应变、应变率和切削温度间的映射关系,分析不同切削速度(50-500 m/min)下晶粒尺寸变化规律,揭示不同切削速度下Ti-6Al-4V晶粒细化机制。
通过直角切削实验获取切削力、切屑形态以及理论计算切屑材料塑性变形应变/应变率,验证Ti-6Al-4V直角切削有限元仿真模型,获得不同切削速度下Ti-6Al-4V应变、应变率等多物理场分布规律;基于Zener-Hollomon(Z-H)方程修正切削加工Ti-6Al-4V晶粒尺寸预测模型,实现Ti-6All4V晶粒尺寸预测;分别与切屑、已加工表面亚表层、已加工表面最表层晶粒尺寸实验观察统计结果对比验证所建立的Z-H晶粒细化预测模型,获得Ti-6Al-4V晶粒细化临界切削速度;对已加工表面亚表层进行电子背散射衍射(EBSD)实验观察,探索不同切削速度下晶粒的塑性变形(动态回复)和动态再结晶细化机制。
【2017年整理】Ti-6Al-4V(TC4)及钛合金的性能

Ti-6Al-4V(TC4)Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良 好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效 使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可 在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2 钛合金Ti-6Al-4V 成分钛合金Ti6Al-4V 合金碳(最大) 0.10%铝 5.50至6.75% 氮 0.05% 氧气(最大) 0.020%其他,合计(最大) 0.40% *其他,每个(最大)= 0.1%钛 平衡钒 3.50至4.50% 铁(最大) 0.40% 氢(最大) 0.015%比重 0.160弹性模量(E )的 15.2 x 10 3 ksi贝塔Transus 1800 to 1850 °F 液相线温度 2976 to 3046 °F 固相线温度 2900 to 2940 °F 电阻率-418 °F 902.5 ohm-cir-mil/ft73.4 °F 1053 ohm-cir-mil/ft 986 °F 1143 ohm-cir-mil/ft典型的室温强度计算退火钛6Al-4V 的:极限承载强度1380年至2070年兆帕(200-300 ksi ) 压缩屈服强度825-895兆帕(120-130 ksi ) 极限剪切强度480-690兆帕(70-100 ksi ) Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.元素 Al V Fe OSiC N H 其他 Ti 成分 5.5-6.83.5-4.50.30.2 0.150.10.050.010.5余量钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
《钛合金Ti-6A1-4V修正本构模型在高速铣削中的应用研究》范文

《钛合金Ti-6A1-4V修正本构模型在高速铣削中的应用研究》篇一钛合金Ti-6Al-4V修正本构模型在高速铣削中的应用研究一、引言钛合金Ti-6Al-4V因其出色的机械性能和耐腐蚀性,在航空、医疗和汽车制造等领域有着广泛的应用。
然而,由于其硬度高和加工难度大,使得在高速铣削过程中的材料去除行为和切削力控制变得尤为复杂。
为了更好地理解和控制这一过程,研究者们致力于开发更为精确的本构模型,以描述钛合金在高速铣削过程中的材料行为。
本文将重点探讨修正后的本构模型在高速铣削钛合金Ti-6Al-4V中的应用。
二、钛合金Ti-6Al-4V的材料特性及本构模型钛合金Ti-6Al-4V是一种具有良好力学性能和加工性能的金属材料,广泛应用于航空、医疗、汽车等领域。
本构模型是描述材料在受力、温度等外部条件下的应力-应变关系的数学模型。
针对钛合金Ti-6Al-4V的高速铣削过程,其本构模型需能够准确反映材料的变形行为、加工硬化及热软化等特性。
然而,传统的本构模型往往难以满足这一需求,因此,修正本构模型应运而生。
三、修正本构模型的建立与验证针对钛合金Ti-6Al-4V的高速铣削过程,本文提出了一种修正的本构模型。
该模型基于传统本构模型,通过引入新的材料参数和考虑加工过程中的热力耦合效应,以提高模型的准确性和适用性。
为了验证修正本构模型的准确性,我们进行了大量的实验研究,包括单轴拉伸实验、切削力测试等。
实验结果表明,修正后的本构模型能够更好地描述钛合金Ti-6Al-4V在高速铣削过程中的材料行为。
四、修正本构模型在高速铣削中的应用1. 材料去除行为的描述:修正后的本构模型能够更准确地描述钛合金Ti-6Al-4V在高速铣削过程中的材料去除行为,包括切屑形成、裂纹扩展等。
这有助于我们更好地理解加工过程中的材料变形机制。
2. 切削力控制的优化:通过将修正后的本构模型应用于切削力预测模型中,我们可以更准确地预测高速铣削过程中的切削力。
硬质合金刀具和涂层刀具车削加工Ti_6Al_4V的性能研究
硬质合金刀具和涂层刀具车削加工Ti-6Al-4V 的性能研究冯鸿钦(闽西职业技术学院福建龙岩364021)摘要:采用硬质合金刀具和硬质合金涂层刀具在低速和高速两种切削状态下进行Ti-6Al-4V的车削对比试验,通过对两种刀具的刀具寿命和刀具的磨损形貌进行观察分析,研究硬质合金刀具和涂层刀具在不同切削状态下的切削性能。
关键词:刀具材料;Ti-6Al-4V ;刀具寿命;磨损机理中图分类号:TG71文献标识码:A文章编号:1673-4629(2010)02-0029-03收稿日期:2009-12-21作者简介:冯鸿钦,男,福建龙岩人,高级讲师,主要研究方向:机械制造工艺。
龙岩学院学报JOURNAL OF LONGYAN UNIVERSITY2010年4月第28卷第2期April 2010Vol.28No.21引言Ti-6Al-4V 是典型α+β钛合金,具有比强度高、热强度高、抗腐蚀性好等优良特性[1,2],在航天、汽车、化工、体育等领域获得广泛的应用。
但同时它本身还具有导热系数小、高温化学活性大、弹性模量低、与其它金属材料摩擦系数大等特性,使得Ti-6Al-4V 材料又是一种典型的难加工材料[3,4]。
在实际生产应用中,钛合金的切削加工通常都在低速、低效和使用大量冷却液的条件下进行。
如何高速、高效、绿色切削加工钛合金已成为当前加工领域研究的热点和难点。
目前普遍认为在切削加工钛合金时,当切削速度大于60m/min 即为高速切削[5]。
国内外许多学者对钛合金材料的高速切削加工进行了研究探讨。
本文中,作者采用硬质合金刀具和硬质合金涂层刀具在低速和高速两种切削状态下进行Ti-6Al-4V 的车削对比试验,通过对两种刀具的刀具使用寿命和刀具的磨损形貌进行观察分析,从而研究硬质合金刀具和涂层刀具在不同切削状态下的切削性能。
2实验方案在C6140车床上使用型号均为SNMG120408MS的硬质合金刀具和硬质合金涂层刀具,配合型号为DSSNR2020K12KC04的刀杆进行干车削加工钛合金棒料试验。
论文

基于Ti-6Al-4V型铣刀刀具性能和表面质量的试验性能和数值模拟研究:摘要这篇论文是基于Ti-6Al-4V型钛合金铣刀的实验性能和数值模拟研究。
加工过程采用未涂层的硬质合金刀具在充分冷却的条件下进行。
在产生一定的切屑热下,对表面质量和刀具性能进行试验分析,同时对应力集中面建立三维有限元模型。
通过对刀—屑界面温度的估计选定刀具磨损系数、接触应力和切屑速度。
就各种切削条件下和磨损对表面的影响程度建立刀具磨损模型。
建立在三维有限元模型基础上的刀具磨损估计值与试验测得的磨损值表现出很好的一致性。
实现切削的刀具材料的最高切削速度为182.9米/分钟。
消除残余应力和控制刀具磨损量以达到加工条件下的表面光洁度,残余应力对加工面产生挤压效应。
2010爱思唯尔公司.版权所有1.介绍在所有钛合金中,Ti-6Al-4V型钛合金在化工、外科、船舶和航空航天领域得到广泛应用。
α—β钛合金广泛使用的主要原因是它的高强度—重量比,这使得在温度升高时保持良好的耐腐蚀和耐断裂性。
然而,由于导热率低(在刀面产生高温)和与大多数刀具材料较强的亲和力(刀具过早实效)使得Ti-6Al-4V型钛合金刀具加工困难。
而且剪切应力造成的不均匀变形使切削力产生波动,加剧了刀具磨损和切削颤振。
正如库曼杜伊、特克维奇(1981)和钱德勒(1989)所描述,工业生产中可加工性差限制了切削速度低于60米/分钟。
因此,近年来大量论文研究致力于提高Ti-6Al-4V型钛合金机械加工性,他们研究刀具磨损和相关问题有利于选择合适的加工条件。
库曼杜伊、特克维奇(1981)研究了切屑形成机理并得出结论:在顶缎阶段,高温下刀面和切屑底部的长时间接触引起较快的刀具磨损,这是因为Ti-6Al-4V型钛合金与大多数刀具材料有化学亲和力。
根据这个报告,库曼杜伊和瑞德(1983)后来成功地设计出一种新型切削刀架,它具有大间隙和负前角,能够延长刀具寿命。
他们也发现了用陶瓷加工Ti-6Al-4V型钛合金的非适用性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金刀具和涂层刀具车削加工Ti-6Al-4V 的性能研究冯鸿钦(闽西职业技术学院福建龙岩364021)摘要:采用硬质合金刀具和硬质合金涂层刀具在低速和高速两种切削状态下进行Ti-6Al-4V的车削对比试验,通过对两种刀具的刀具寿命和刀具的磨损形貌进行观察分析,研究硬质合金刀具和涂层刀具在不同切削状态下的切削性能。
关键词:刀具材料;Ti-6Al-4V ;刀具寿命;磨损机理中图分类号:TG71文献标识码:A文章编号:1673-4629(2010)02-0029-03收稿日期:2009-12-21作者简介:冯鸿钦,男,福建龙岩人,高级讲师,主要研究方向:机械制造工艺。
龙岩学院学报JOURNAL OF LONGYAN UNIVERSITY2010年4月第28卷第2期April 2010Vol.28No.21引言Ti-6Al-4V 是典型α+β钛合金,具有比强度高、热强度高、抗腐蚀性好等优良特性[1,2],在航天、汽车、化工、体育等领域获得广泛的应用。
但同时它本身还具有导热系数小、高温化学活性大、弹性模量低、与其它金属材料摩擦系数大等特性,使得Ti-6Al-4V 材料又是一种典型的难加工材料[3,4]。
在实际生产应用中,钛合金的切削加工通常都在低速、低效和使用大量冷却液的条件下进行。
如何高速、高效、绿色切削加工钛合金已成为当前加工领域研究的热点和难点。
目前普遍认为在切削加工钛合金时,当切削速度大于60m/min 即为高速切削[5]。
国内外许多学者对钛合金材料的高速切削加工进行了研究探讨。
本文中,作者采用硬质合金刀具和硬质合金涂层刀具在低速和高速两种切削状态下进行Ti-6Al-4V 的车削对比试验,通过对两种刀具的刀具使用寿命和刀具的磨损形貌进行观察分析,从而研究硬质合金刀具和涂层刀具在不同切削状态下的切削性能。
2实验方案在C6140车床上使用型号均为SNMG120408MS的硬质合金刀具和硬质合金涂层刀具,配合型号为DSSNR2020K12KC04的刀杆进行干车削加工钛合金棒料试验。
钛合金工件材料的牌号为Ti-6Al-4V ,主要成分为:6%Al ,4%V ,其余为Ti 。
切削参数为:V=50~80m/min ,f =0.1mm/r ,a p =0.4mm 。
刀具的磨钝标准为:VB max =0.6mm 。
切削一段路程后使用工具显微镜进行后刀面的磨损测量,试验后的磨损刀片采用电子扫描显微镜(SEM )和能谱分析(EDS )进行分析。
表1为硬质合金刀具和涂层刀具的牌号及成分。
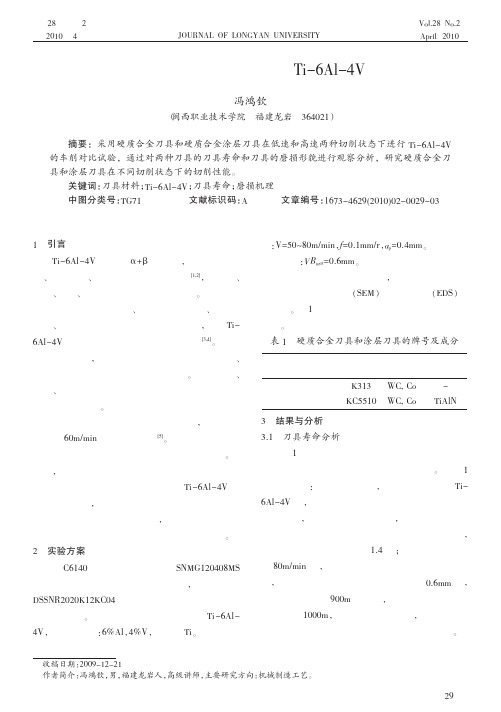
表1硬质合金刀具和涂层刀具的牌号及成分刀具材料牌号刀具基体成分涂层成分硬质合金刀具硬质合金涂层刀具K313KC5510WC,Co WC,Co-TiAlN3结果与分析3.1刀具寿命分析图1为硬质合金刀具和涂层刀具在不同切削条件下的后刀面磨损量随切削路程的变化。
从图1中可以看出:相比高速切削,在低速切削加工Ti-6Al-4V 时,硬质合金刀具和涂层刀具的切削路程都比较长,刀具使用寿命比较长,其中涂层刀具的刀具寿命又明显的大于硬质合金刀具的使用寿命,约为硬质合金刀具寿命的1.4倍;当切削速度提高到80m/min 时,两种刀具在切削过程中都急剧磨损,硬质合金刀具在后刀面磨损量达到0.6mm 时,其切削路程只有900m 左右时,涂层刀具的切削路程也小于1000m ,在高速切削状态下,涂层刀具的切削性能和硬质合金刀具的切削性能相差很小。
29(a)V=50m/min,f=0.1mm/r,a p=0.4mm(b)V=80m/min,f=0.1mm/r,a p=0.4mm图1硬质合金刀具和涂层刀具的后刀面磨损量随切削路程的变化3.2刀具磨损形貌及机理分析图2为不同切削速度下的硬质合金刀具磨损SEM照片和EDS分析。
图3为不同切削速度下的硬质合金涂层刀具磨损SEM照片和EDS分析。
(a)V=50m/min(b)V=80m/min(c)图中1点的(d)图中2点的EDS元素分析EDS元素分析图2不同切削速度下的硬质合金刀具磨损SEM照片和EDS分析从图2(a)中可以看出硬质合金刀具在低速切削加工钛合金时,刀具的前、后刀面磨损形貌都是正常的弧形磨损。
而从图2(b)中可以看出硬质合金刀具在高速切削加工钛合金时,刀具的后刀面发生严重的塑性变形,甚至在靠近刀尖处也出现塑性变形。
这是由于在高速切削加工钛合金时,切削温度非常高,高的切削温度使得刀具的切削性能下降,刀具材料发生软化现象,在剧烈的摩擦和压力作用下,刀尖处发生塑性变形,从而使刀具失效。
从图2 (c)中可以发现图(b)中的1点只含有Ti、Al和N元素,从而可以明显判断出1点处为粘结在刀具表面的钛合金切屑。
这是造成刀具粘结磨损的重要原因。
由于钛合金材料的化学活性高,与硬质合金刀具材料有较强的亲和性,在切削过程中,切屑在压力作用下快速从刀具表面滑过时,必然有部分切屑粘结在刀具表面。
随着切屑、工件材料与刀具之间的不断相对运动,粘结在刀具表面的切屑会不断受到冲击,当冲击力大于切屑的粘结力时,刀具表面的切屑会被流动的切屑带走,同时也会带走某些刀具表面晶粒,周而复始,就会造成刀具的粘结磨损。
在切屑粘结到刀具表面时,在高温高压下,切屑粘结层与刀具表面紧密接触,刀具材料中的元素会向粘结层中发生扩散,刀具材料中的元素,特别是Co元素的扩散流失,会极大降低刀具的性能,从而又造成刀具的扩散磨损[6]。
所以刀具的粘结磨损和扩散磨损同时发生,又相互促进,共同影响刀具的使用寿命。
从图2(d)中还可以发现在图(b)中的刀具2点处有O元素的存在。
这是由于在高速切削加工钛合金时,高的切削温度使得刀具材料与氧气发生化学反应生成氧化物。
而刀具材料的高温氧化产物比较疏松,极易被高速滑动的切屑带走,从而又造成刀具的氧化磨损[6]。
(a)V=50m/min(b)V=80m/min(c)(d)图3不同切削速度下的硬质合金涂层刀具磨损SEM照片和EDS分析30从图3(a)中可以看出硬质合金涂层刀具在低速切削加工钛合金时,刀尖部位出现一大块的积屑瘤,这可能是由于刀具的涂层中含有Ti和Al元素,使得刀具涂层和钛合金工件有更强的亲和性,更容易发生积屑瘤。
积屑瘤出现的初期,可以代替刀尖进行切削,从而起到保护刀尖的作用,但随着切屑不断的快速流出,积屑瘤不断受到冲击,当积屑瘤脱落时,其对刀具的破坏影响要大于粘结的小块切屑脱落时对刀具的破坏,同时还会造成切削系统的振动,影响加工表面质量。
对图3(b)进行分析发现:涂层刀具在高速切削加工钛合金时,刀具的前、后刀面的磨损非常剧烈,前刀面甚至出现类似月牙洼磨损形式;在刀具前、后刀面磨损区内,刀具表面明显粘结有钛合金切屑,这说明涂层刀具也发生了粘结磨损和扩散磨损;在涂层刀具副后刀面还出现涂层的剥落。
对刀具1点和2点的EDS分析发现:即使在刀具副后刀面处,刀具涂层在高温作用下仍然发生氧化反应,形成氧化磨损;同时在刀具涂层剥落裸露出刀具基体的2点处,也粘结有钛合金切屑,且刀具的基体也发生了氧化反应。
4结论1.使用硬质合金刀具和硬质合金涂层刀具进行切削加工Ti-6Al-4V时,涂层刀具的使用寿命要大于硬质合金刀具的刀具寿命,当提高切削速度时,涂层刀具和硬质合金刀具的切削性能相差很小。
2.使用硬质合金刀具切削加工Ti-6Al-4V时,刀具的主要磨损机理是粘结磨损、扩散磨损和氧化磨损。
在高速切削加工时,硬质合金刀具的后刀面会发生严重塑性变形。
3.使用涂层刀具切削加工Ti-6Al-4V时,涂层刀具的主要磨损机理是粘结磨损、扩散磨损、氧化磨损及涂层剥落。
参考文献:[1]张春江.钛合金切削加工技术[M].西安:西北工业大学出版社,1986.[2]方晓强,李淼泉,林莺莺.Ti-6Al-4V钛合金等通道转角挤压的有限元模拟[J].材料工程,2007(5):57-60.[3]冯芝华,王红红,谢成木,等.热工艺对ZT4(Ti-6Al-4V)钛合金铸件残余应力的影响[J].航空材料学报,2005,25(3):25-27.[4]王清,李中华,孙东立,等.TC4钛合金的热变形行为及其影响因素[J].材料热处理学报,2005,26(4):56-59.[5]艾兴.高速切削加工技术[M].北京:国防工业出版社,2003.[6]肖诗纲.刀具材料及其合理选择[M].北京:机械工业出版社,1990.〔责任编辑:邱维敦〕Performances of Straight Cemented Carbide Tool and Coated Carbide Tool in TurningTi-6Al-4V AlloyFENG Hong-qinAbstract:Straight cemented carbide tools and coated carbide tools were used in slow and high speed dry turning Ti-6Al-4V alloy.The tool life and tool wear of both tools were examined at two different cutting condi-tions,and the performances of straight cemented carbide tools and coated carbide tools in machining Ti-6Al-4V alloy were then compared.Key words:tool material;Ti-6Al-4V;tool life;wear mechanisms31。