制剂工艺验证实例
药品工艺回顾性验证案例
1 目的该品种为公司常年生产的产品,有充分的原始生产和检验数据。
因此,我们能够通过采用回顾性验证的方式,来分析和考察产品生产工艺的可靠性及工艺控制点的可行性。
并且通过本次回顾性验证,为今后的工艺优化、工艺规程的修改提供依据,同时对产品的质量做一个趋势分析。
2 范围公司常年生产的无菌制剂产品。
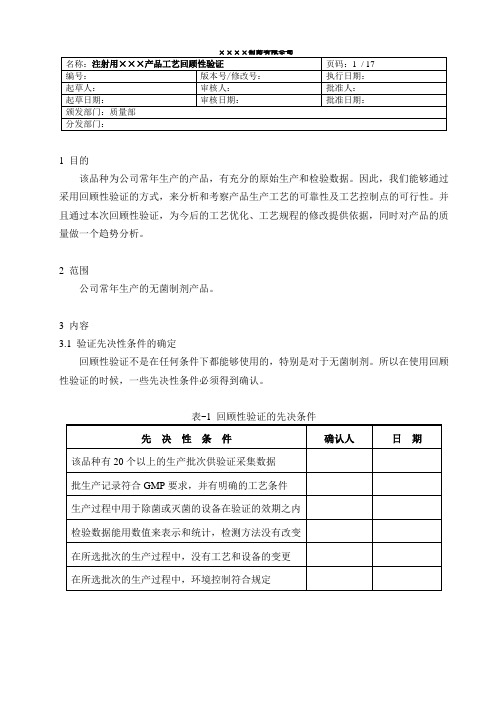
3 内容3.1 验证先决性条件的确定回顾性验证不是在任何条件下都能够使用的,特别是对于无菌制剂。
所以在使用回顾性验证的时候,一些先决性条件必须得到确认。
表-1 回顾性验证的先决条件3.2 工艺控制参数在生产过程中工艺参数的波动将导致成品质量指标的波动,所以工艺控制点参数的确定是验证的重要环节,也是对验证结果进行因果关系分析的前提条件。
表-2 工艺控制参数表注:由于是回顾性验证所以仅将能够数值来表示和并能够进行统计的工艺控制参数列入。
3.3 样本的选择3.3.1 制剂成品的最终质量与所用的内包材有关,所以在选择样本的时候要尽量涵盖所有合格供应商提供的内包材;3.3.2 制剂成品的质量也与原料的质量有关,所以在选择样本的时候也要考虑到生产工艺是否能够接纳所有合格供应商的原料;3.3.3 对于生产过程中偏差超过范围的批次,不能够列入样本以免给统计数据造成误差,影响回顾性验证的可靠性。
3.4 验证考察项目根据产品的质量标准及公司的内控指标来确定本次验证所考察的项目指标。
注:表质量标准(可接受标准)中,不能够进行统计分析的项目只用于验证的判定而不进行统计分析。
3.5 验证数据计算公式 3.5.1 子组平均值 x i = x i1+ x i223.5.2子组极差R i = x i max - x i min3.5.3 子组极差的平均值R =n3.5.4 子组平均值的平均值(中心线CL )CL= x =n3.5.5 控制上限UCLUCL = x +A 2×R3.5.6 控制下限LCLLCL = x - A 2×R∑=ni ix 1∑=ni iR 13.5.7 表-4 制控图计算控制线的系数表3.6验证数据分析方法对能够用数值来表示和统计的项目采用作图法,用移动极差的方法来确定控制上限和控制下限,验证各数据是否全部落在控制上限和控制下限之内。
枸橼酸喷托维林片工艺验证报告
延边益侨生化制药有限公司企业标准枸橼酸喷托维林片工艺验证报告VB·09-227-A(B)2004-06-18批准 2004-07-28实施延边益侨生化制药有限公司企业标准验证报告审批表延边益侨生化制药有限公司企业标准枸橼酸喷托维林片工艺验证报告目录1.概述------------------------------------------------12.验证目的--------------------------------------------13.验证标准及要求--------------------------------------14.验证过程--------------------------------------------3 4.1生产前准备----------------------------------------3 4.2验证内容------------------------------------------3 4.2.1验证依据-----------------------------------------3 4.2.2生产计划的验证-----------------------------------3 4.2.3粉碎过筛的工艺验证-------------------------------3 4.2.4湿法制粒的工艺验证-------------------------------4 4.2.5干燥的工艺验证-----------------------------------5 4.2.6整粒总混的工艺验证-------------------------------6 4.2.7压片的工艺验证-----------------------------------7 4.2.8包衣的工艺验证----------------------------------10 4.2.9铝塑包装的工艺验证------------------------------11 4.2.10外包装的工艺验证-------------------------------124.2.11成品质量的检验---------------------------------135.最终评价和批准-------------------------------------146.建议再验证的周期-----------------------------------14VB·09-227-A 共14页第1页枸橼酸喷托维林片工艺验证报告文件编号:VB·09-227-A(B)1.概述:片剂是药物与适宜的辅料均匀混合,通过制剂技术压制而成的异形片状的固体制剂。
2奥硝唑氯化钠注射液制剂工艺验证_0
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 2奥硝唑氯化钠注射液制剂工艺验证2 奥硝唑氯化钠注射液制剂工艺验证奥硝唑氯化钠注射液处方工艺验证 1. 留样观察验证处方工艺这三批的制备工艺:称取奥硝唑 500g、氯化钠 850g,用 10000ml 注射用水溶解,加0.05%的活性炭,搅拌均匀后,加注射用水至 100000ml, 用1mol/L HCL 液调节 pH 为 3.5~ 5.5,过滤,检查合格后灌封于 100ml 玻璃输液瓶中,蒸气热压灭菌115℃ 30 分钟,分装即可。
按照上述的处方和工艺条件,2004 年制备奥硝唑氯化钠注射液三批。
按照奥硝唑氯化钠注射液质量标准考察样品的 pH 值、外观、含量等指标,以验证工艺的稳定性和可靠性,考察时间 2004.3~2006.3。
结果见下表。
奥硝唑氯化钠注射液测定结果表(2004.3~2006.3) 批号 pH 外观奥硝唑氯化钠含量 040314 符合规定040316 符合规定 040318 符合规定微黄绿色澄明液体符合规定微黄绿色澄明液体微黄绿色澄明液体符合规定符合规定2004 年 3 月~2006 年.3 月研究结果表明,按照上述的处方和工艺流程制备的样品,外观微黄绿色澄明液体,奥硝唑氯化钠注射液的 pH 值、含量均符合规定,说明本工艺稳定可靠,重复性强。
1 / 52. 以重要质检项目有关物质为指标进行工艺验证通过上述三批样品的验证,进入批生产工艺条件下的验证,即二次验证。
批生产处方工艺条件:(1)处方同上;(2)配制方法同上;(3)注射用水生产工艺同上;(4)浓配反应釜为不锈材质,已使用多年;(5)稀配反应釜为不锈材质,已使用多年; (6)输液泵为不锈材质,已使用多年;(7) 脱炭过滤滤材为砂芯材质,已使用多年;(8) 输液管道为不锈材质,已使用多年;(9)终端滤膜同上;(10)配制使用的其它物料如原料、辅料及包材等均与上述试验相同。
制剂分析方法的建立和验证

加强与供应商和客户的合作
与供应商和客户建立紧密的合作关系,共同 推动产品质量的提升和改进。
THANKS FOR WATCHING
感谢您的观看
02
结果比较
将实验结果与预期结果或已有研 究进行比较,分析差异和原因。
04
结论总结
对实验结果进行概括性总结,明 确实验结论和意义。
05 方法应用与实例分析
方法应用范围
1 2
药品质量控制
制剂分析方法是药品质量控制的重要手段,可用 于原料药、辅料、中间体和成品的质量控制。
药物研发
在药物研发过程中,制剂分析方法可用于药物的 合成、纯化、结构确证和稳定性研究等方面。
制剂分析方法的建立和验证
目录
• 引言 • 制剂分析方法建立 • 制剂分析方法验证 • 数据处理与分析 • 方法应用与实例分析 • 质量控制与质量保证
01 引言
目的和背景
01
确保制剂质量
制剂分析是确保药物制剂质量的重要手段,通过对制剂进行全面、准确
的分析,可以确保制剂符合质量标准,保证患者的用药安全。
将不同分析方法或不同实验室之 间的结果进行比较,以评估方法 的重现性和可比性。
结果评价
根据方法学验证和结果比较的结 果,对制剂分析方法的准确性和 可靠性进行评价,为药品质量控 制和药物研发提供有力支持。
06 质量控制与质量保证
质量控制策略
制定严格的质量控制标准
建立全面的质量控制标准体系,包括原料、 中间体和成品的质量控制标准,确保产品质 量的一致性和稳定性。
02
指导制剂生产
制剂分析可以为制剂生产提供重要的指导,帮助生产者了解制剂的成分、
化学药品制剂制备工艺放大与验证研究(doc 92页)
定适宜的搅拌浆转速。 --批量70kg主要是为了放大研究的参数直接可以用于BE批次生产 以及工工艺验证,避免后续研究工作。
26
5.工艺放大研究的处方和工艺
序号 成分
11
处方与工艺发展
处方工艺的评价方法:
处方工艺应能控制有关物质的增长
--与原研药具有相似的有关物质增长趋势或更缓,保证药物安全性。
具有可生产性
--应结合工业化设备考虑,包括目前条件是否可直接实现生产等,在能保证 产品质量的前提下处方工艺应简单有效。
具有良好的片剂含量均匀度
--质量均一的保证
12
不同工艺的特点
内控可接受标准(根据产品不同可不同) ★ 单个样品结果应在平均结果的10%范围内 ★ 平均结果应在理论结果的10%范围内 ★ 所有样品RSD ≤4.0%
34
总混---混合均匀度
结果实例
批号
混合
混合均匀度结果
时间 样品数 最高 最低 平均
RSD
0501001 8min 10
102.2 98.0 100.4
21
中试工艺放大研究实例介绍
下面我们以一个固体制剂为例来交流一下产品工艺放大研究的 过程和主要研究的内容。
说明:公司制剂车间造粒锅适宜批量约为35-80kg,该制剂片 重为700mg,100,000片重量为70kg,因此该制剂是直接 在制剂生产车间进行工艺放大研究的,避免从中试到大生 产工艺参数再次的研究,同时增大了车间工艺验证成功 的把握。
23
2.工艺放大研究的背景
简要介绍该产品在实验室研究阶段的一些核心研 究内容及相对应的结论。
2023年制药固体制剂工艺验证方案
方案编号:版本号:XXXXXX工艺验证方案XXXXXXXXXXXXXXXXXXXXXXXX目录一、概述 (1)1.1验证产品基本信息 (1)1.2背景 (1)1.3目的 (1)1.4验证小组人员及职责 (1)1.5范围 (1)1.6关键工艺参数与变量 (2)1.7质量控制标准 (2)二、工艺介绍 (3)2.1产品处方 (3)2.1.1下表列出0.1g规格XXXXXX的处方 (3)2.1.2原材料合格供户清单 (3)2.2工艺规程 (4)2.3工艺流程图 (5)2.4生产设备和设施 (6)2.4.1 JD200-3G电子天平 (6)2.4.2 JM3XXX1电子称 (6)2.4.3 SYH-20型三维混合机 (6)2.4.4 ZP129型旋转压片机 (6)2.4.5 78X-2片剂四用测定仪 (6)2.4.6 GBB-60B型高效包衣机 (7)2.4.7 DPP2500II铝塑-铝铝包装机 (7)三、工艺验证过程 (8)3.1验证准备 (8)3.1.1人员检查及培训 (8)3.1.2生产环境检查 (8)3.1.3原辅包材检查 (8)3.1.4设备完好状态检查 (8)3.1.5生产系统文件检查 (8)3.2验证过程 (9)3.2.1 过筛 (9)3.2.2 混合 (11)3.2.3 检验中间体 (13)3.2.4 压片 (13)3.2.5 包衣 (19)3.2.6 铝塑包装 (23)四、物料存放稳定性考察 (25)五、产品质量检查 (26)六、验证结果评价与结论 (26)6.1验证过程中的物料平衡 (26)6.2验证的结果评价 (27)七、附件 (27)一、概述1.2背景我公司固体生产车间及生产用设备、设施及公用系统经全面验证,各项验证均已完成,本次对XXXXXX进行三批中试工艺验证。
1.3目的本验证是在厂房、空气洁净度、设备(设施)都已验证并符合要求基础上展开的,通过连续生产三批符合质量标准的产品,证明该厂房,设施等符合本产品生产,同时验证评价本品生产工艺的可行性和稳定性,为生产奠定基础。
1口服液体制剂工艺验证方案(模板)2015

XXX工艺验证方案(模板)1、验证产品基本信息2、背景我公司口服液体制剂车间现有XXX100ml包装规格在产,其生产工艺已在Y年Y月成功通过验证。
根据编号为XXXX的变更申请,现拟增加XXX150ml包装规格的生产。
XXX150ml包装规格拟与100ml包装规格在同一条生产线生产,处方、产品规格、批量、生产环境、生产包装设备、生产人员均相同,提取、浓缩和配制工艺均一样,不同环节在于灌装工序和包装工序。
特此对XXX灌封和包装工艺进行验证。
3、目的通过验证,证实XXX使用口服液体制剂车间的厂房设施、生产设备,采用工艺规程规定的原辅料、包装材料和质量控制方法,按拟定的生产工艺规程能始终生产出符合预定用途和质量标准的产品。
4、验证范围本次验证范围为XXX灌封和包装工艺。
5、验证策略5.1验证方法验证采用前验证的方式,验证的每批批量与工艺批量相同为BL,共进行三批连续生产产品的验证。
5.2结果记录与评估的方法本次验证按《XXX工艺规程》(TS-CC)组织生产,验证批次的批生产及批包装记录采用XXX批生产及批包装记录(R-CC)。
方案设计的表格主要涉及本次验证的相关的确认、取样、工艺参数和变量的记录以及结果的统计,更多生产数据参见批生产记录。
所有这些记录的填写必须符合《记录填写操作规程》的要求。
验证责任人负责收集整理批记录和QC检验结果。
将结果进行汇总、统计和科学分析,验证结果评估,总结验证结论。
通过验证的评估结果来修订工艺规程和批生产及包装记录。
5.3 稳定性考察依据《持续稳定性考察管理规程》要求,本次稳定性考察连续取样3批,每批取样X盒,做持续稳定性考察。
持续稳定性考察方案和报告单独编写。
5.4 产品放行策略□前验证产品放行策略:三批产品检测合格、工艺验证完成、生产记录审核符合规定的条件下,在验证实施过程无偏差,变更情况并取得合格的批检验报告单,或有偏差、变更但已经过偏差、变更调查评估确定不影响产品内在质量的,在验证报告批准后放行。
滴眼液工艺验证方案

工艺验证方案xxxx制药有限公司目录1 目的错误!未定义书签。
2 范围错误!未定义书签。
3 职责34 验证对象35 验证时间与批次错误!未定义书签。
6 验证准备错误!未定义书签。
6.1验证相关确认错误!未定义书签。
6.2验证文件的确认46。
3相关验证设备错误!未定义书签。
6.4人员培训情况确认56。
5验证所需主要原材料错误!未定义书签。
6.6产品处方及工艺流程错误!未定义书签。
7.生产系统要素的评价错误!未定义书签。
7.1生产准备间和设备的确认77。
2服务设施准备的确认77.3公用及服务系统准备的确认87.4洁净区空气净化系统准备的确认87.5注射用水系统97。
6生产人员98生产工艺过程验证98.1瓶(塞)盖灭菌岗位98.2称量岗位108。
3配液岗位108。
4灌装岗位128.5灯检岗位139 验证结果与评价1310 再验证周期确认1311各种验证空白记录错误!未定义书签。
1.目的xxxx滴眼液(规格5ml:5mg),为我公司拟注册申报的仿制药品,根据注册要求对该产品进行中试生产和工艺验证。
此次验证包括3个批次xxxx滴眼液,按照《规范》要求提供验证用的生产工艺规程、批生产记录、岗位SOP连续生产3个批次,并按标准取样原则进行取样、检测,按法定或经验证的质量标准、分析方法进行测定。
验证完毕,根据实际情况对生产规程相关参数进行确认和必要的调整.2.范围本验证方案使用于在本方案指定的厂房、设施、设备、工艺条件下xxxx滴眼液的生产,当上述条件改变时,应重新验证。
xxxx滴眼液的制备工艺由称量、配液、瓶(塞)灭菌、灌装、灯检、包装组成,其中每一工序的操作环境、设备、人员、物料、操作规程等都直接影响最终产品的质量。
通过对xxxx滴眼液生产工艺及各岗位标准操作程序进行验证,考察生产过程中可能影响产品质量的各种因素,确认生产工艺及质量保证系统的可靠性,即现有的设备及所定的工艺条件能够保证稳定生产、确保产品质量。
制剂工艺验证实例
生产工艺验证对生产工艺过程进行验证是十分重要的, 为保证产品质量的均一性和有效性,在产品开发阶段要筛选合理的处方和工艺,然后进行工艺验证,并通过稳定性试验获得必要的技术数据,以确认工艺处方的可靠性和重现性。
众所周知,小试和中试成功后,在投入常规生产时出现各种问题,甚至无法生产的事例屡见不鲜,起原因即是在开发阶段没有进行必要的工艺验证。
当处方和工艺经批准注册后,在批准的工艺投入某一生产线进行常规生产前,也需要进行工艺验证。
此外,任何影响产品质量因素的变化,如供应商的变更、设备型号变更以及工艺条件的变更都应进行再验证。
验证方案的编、审批、实施,验证结果的汇总、报告、评价是十分重要的,验证文件应由各相关主管审核、批准。
一、产品确定处方和工艺前的预试验(一)、试验方案的设计在新的制剂产品开发过程中,首先要设计试验方案,对制剂的处方进行筛选并同时对生产采取的工艺进行探索,通常需考虑下述因素:①主药(活性成分)的理化性状;②根据常用量拟选择的含量规格达到片剂、胶囊剂项下各项质量要求拟设计的片重(胶囊重);③选择的片剂形状、素片或包衣片包衣材料及溶剂、直径或胶囊型号、色泽和透明与否等等;④拟选择辅料的组成、比例,尤其是崩解剂和黏合剂的选择;⑤采用工艺路线以及工艺路线对生产质量和稳定性的可能影响等。
(二)、试验小结在完成预试验后应写出试验小结供申报批次确认。
二、新产品处方、工艺的确认和关键工序的验证①根据预试验小结,在初步完成处方筛选和确认工艺路线后进行3〜5个试制批次供临床申报,连续成功批次不少于3 批。
使用的质量标准分析方法需要经验证确定。
②在试制过程中对关键工序进行必要的验证,如对混合均匀度进行考察以便确定混合时间和转速、小丸装囊工序的磨损情况等等。
作为申报生产中试批次的依据。
③按照中国药典规定,通过不少于3各月加速稳定性试验和室温条件下的留样考察试验写出总结报告作为生产处方、工艺条件合理与否的技术支持数据。
小水针加替沙星注射液生产工艺验证方案

加替沙星注射液生产工艺验证方案验证形式:再验证验证编号:N-2410-041、概述加替沙星注射液是我公司开发的国家一类新药,证书号为国药证字H20030439,产品文号为国药准字H20041430。
加替沙星属于第四代喹诺酮类药物,抗菌谱广。
产品规格为2ml含加替沙星0.1g,包装:每盒4支,每5盒一个中包装,每箱600支。
处方组成:加替沙星50.0g乳酸约18.8ml注射用水1000ml该产品前次工艺验证完成时间为2005年5月,为了确保其验证状态未发生漂移,保证该产品的质量,故于2007年5月份对其生产工艺进行再验证。
2、验证目的通过加替沙星注射液二批产品的生产、监控、检验来验证小容量注射剂Ⅰ线各工序生产操作规程是否符合生产要求,确认加替沙星注射液生产工艺是否符合实际以及所生产的产品能否符合质量要求。
4、验证项目判定标准本工艺验证是在正常生产情况下进行验证,所用原辅料、包装材料必须检验合格。
验证过程至少在同一条件下运行三次。
4.1取样:本验证取样采用B、M、E制度,即开始、中间、末后。
将样品分成三个1/3部分,在每个部分中取样,开始的1/3称B,中间的1/3称M,末后的1/3称E。
4.2含量均一性的检测。
4.3每个部位的样品必须单独测试有关项目。
4.4主要参数4.4.1所有原辅料必须经过检验,所有项目必须符合质量要求。
4.4.2装量差异:每支不得少于2.0 ml,平均装量不得少于2.15ml。
4.4.3可见异物:合格率达95%以上。
4.4.4 PH值:3.7-4.34.4.5含量:含加替沙星应为标示量95.0-105.0%。
5、验证方法5.1验证前准备5.1.1原辅料已检验合格,待用。
5.1.2所需设备、器具均已清洁、灭菌。
5.2产品方案产品名称:加替沙星注射液规格:2ml∶0.1g 投料量:二批5.4验证生产流程配制↓理瓶→上瓶→洗瓶→烘干→灌封→灭菌→真空检漏→去湿→灯检→印字包装5.5主要生产设备洗瓶机、干燥灭菌机、灌封机、稀配罐、过滤系统、灭菌器5.6验证设定的参数全线生产速度12000支/小时。
中药制剂工艺验证方案(上传)

文件编号:XXXX颗粒工艺验证方案起草人起草日期审核人审核日期批准人批准日期生效日期颁发部门:XXXX分发部门:XXXXXXXX颗粒工艺验证方案申请及批准书目录1、验证概述 (4)2、验证目的 (4)3、验证人员 (4)4、验证依据及原辅料清单 (5)5、工艺流程图 (6)6、生产操作过程及工艺参数 (7)7、验证范围 (7)8、验证方法、日期及批次 (7)9、风险评估 (7)10、验证前检查 (10)11、验证项目及内容 (11)12、异常及偏差处理 (15)13、总评价 (15)14、再验证 (18)15、验证结果审核与报告批准 (18)16、验证证书 (18)1、验证概述原“XXXX”制剂处方含有XXX,但在临床中有许多中焦虚寒、肝脾不和的糖尿病患者,他们的摄入糖量须严格控制,因此,我们在文献及试验的基础上设计优选出无糖型“XXXX”的处方,为确保XXXX的质量,根据GMP验证的规定,进行XXXX成型工艺验证。
按照XXXX(OOOO)生产工艺规程、有关GMP管理规程、标准操作规程及验证管理规程要求,连续进行三批验证。
通过XXXX(OOOO)工艺验证,证明XXXX(OOOO)制备生产全过程处于可控状态,证明设备性能、生产工艺参数等具有可靠性和重现性,证明XXXX(OOOO)生产工艺规程的可靠性。
本工艺验证是在厂房与设施、制剂车间空气净化系统、工艺用水系统、检验方法、关键生产设备及辅助设施验证合格的基础上进行的。
厂房与设施、制剂车间空气净化系统、工艺用水系统、检验方法、关键生产设备及辅助设施验证记录。
(见附表1)。
2、验证目的证明流化床一步制粒能够满足XXXX(OOOO)按照规定的工艺参数持续生产出符合预定用途和注册要求的产品;证明XXXX(OOOO)工艺规程的重现性、稳定性及合理性。
34、验证依据及原辅料清单4.1 药品生产质量管理规范(2015版)4.2 国家药品标准(修订)颁布件,中国药典(2015版)一部,XXXX生产工艺规程。
634人工牛黄甲硝唑胶囊工艺验证方案

工艺验证文件人工牛黄甲硝唑胶囊工艺再验证方案验证方案的起草:日期:验证方案的审核:日期:验证方案的审核:日期:验证方案的批准:日期:1.概述:人工牛黄甲硝唑胶囊工艺再验证是在各种设备能正常运行的情况下,对现行的工艺规程规定的工艺处方、工艺参数进行验证,以证实所设定的工艺路线和控制参数能确保人工牛黄甲硝唑胶囊的质量。
现以人工牛黄甲硝唑胶囊(规格:10粒/板×2板/盒×10盒/塑封膜×50塑封膜/箱)为验证对象。
2.验证目的证明设定的工艺路线和控制参数能确保产品的质量,按确定的工艺规程生产,能够很好的保证产品质量稳定性及重现性。
3.职责车间:负责起草验证方案和报告,并负责本方案的实施。
负责跟踪所有偏差缺陷均已整改。
生产部:负责该方案和报告审核。
质量部:负责验证方案、验证报告的审核,负责对验证过程的监控和检验,负责对偏差作出处理意见。
验证总负责人:负责方案、偏差和报告的最后批准。
4.培训在本方案实施前,对方案实施过程中涉及人员进行培训,以保证方案顺利实施,并做好培训记录,培训记录见附表1。
5.人工牛黄甲硝唑胶囊工艺流程图及质量控制点示意图6.风险评估根据《工艺验证操作规程》的要求,工艺验证的范围应通过风险分析确定,本次验证的风险分析按照《药品生产质量失败模式与影响分析(FMEA)操作规程》进行,详见《人工牛黄甲硝唑胶囊工艺再验证风险评估》FX-QA-GYYZ-2018-14。
7.验证内容7.1.配料工序7.1.2.原辅料的预处理(粉碎):配料操作人检查粉碎机是否清洁,检查合格后,安装目数为100目的筛网及集粉袋,开空机运行正常后,将甲硝唑(如甲硝唑为结晶性粉末可不粉碎)加入料斗中开机粉碎,加料应均匀适量,粉碎完后,将甲硝唑粉装入洁净容器中。
配料操作人根据生产处方进行配料操作,实行称量复核制。
7.1.3.物料平衡计算:【粉碎后重(Kg)+废弃物重(Kg)】÷粉碎前重(Kg)×100%结论:操作人:日期:复核人:日期:7.2.制粒、干燥、整粒工序7.2.1.制粒7.2.1.1.制糖浆:操作员将纯化水加入夹层锅内加热至沸,按处方量加入蔗糖,搅拌使溶解,制成65%的糖浆,捞取泡沫悬浮物,煮沸2分钟,停止加热,待糖浆冷却后倒入洁净容器中,备用。
药厂制药工艺验证素材
以往的生产加工经验;
厂房、设备设施的相关数据。
16
5)确定关键工艺参数
❖
❖
❖
关键工艺参数应经受恶劣条件挑战,以此证明其
工艺适用性
用风险评估的方法确定恶劣条件,而非简单的挑
战所有关键参数的极限
恶劣条件应是发生概率较大的情况,不是百年一
遇的情况
17
6)确定验证批次
❖
❖
❖
同一工艺所有品种及规格必须得到验证
一般在验证前和验证后均需要培训
45
10:报告
❖
❖
规定一个验证报告的准备是必要的
特定情况下,每批验证批做完可以单独准备一个验
证总结。
46
Checklist
❖
❖
❖
❖
❖
❖
❖
❖
总结清单
必要条件检查清单
偏差总结清单,偏差登记表
签名清单
培训记录
仪器仪表校验清单
关键属性检查清单
分析方法检查清单
47
制剂工艺验证项目实例分析
溶液粒子状况
关键工艺参数
冻干工艺条件
系统的清洁程度
溶液过滤效率。
测试及取样方法
测试的书面记录
在冻干好的产品中
取来自于灌装过程
的开始,中间和结
束的样品进行检查
成品批化验记录工艺验
证批1,2,3产品冻干后
粉饼外观检查记录
BPR规定的日常清洁检查。
溶液过滤的开始,中间及
结束,取滤液样品检查可
见异物。过滤器验证及完
❖保证产品安全有效,保护病人生命
及健康
❖符合法律法规的要求
❖降低质量成本
制剂工艺验证实例

制剂工艺验证实例生产工艺验证对生产工艺过程进行验证是十分重要的,为保证产品质量的均一性和有效性,在产品开发阶段要筛选合理的处方和工艺,然后进行工艺验证,并通过稳定性试验获得必要的技术数据,以确认工艺处方的可靠性和重现性。
众所周知,小试和中试成功后,在投入常规生产时出现各种问题,甚至无法生产的事例屡见不鲜,起原因即是在开发阶段没有进行必要的工艺验证。
当处方和工艺经批准注册后,在批准的工艺投入某一生产线进行常规生产前,也需要进行工艺验证。
此外,任何影响产品质量因素的变化,如供应商的变更、设备型号变更以及工艺条件的变更都应进行再验证。
验证方案的编、审批、实施,验证结果的汇总、报告、评价是十分重要的,验证文件应由各相关主管审核、批准。
一、产品确定处方和工艺前的预试验(一)、试验方案的设计在新的制剂产品开发过程中,首先要设计试验方案,对制剂的处方进行筛选并同时对生产采取的工艺进行探索,通常需考虑下述因素:①主药(活性成分)的理化性状;②根据常用量拟选择的含量规格达到片剂、胶囊剂项下各项质量要求拟设计的片重(胶囊重);③选择的片剂形状、素片或包衣片包衣材料及溶剂、直径或胶囊型号、色泽和透明与否等等;④拟选择辅料的组成、比例,尤其是崩解剂和黏合剂的选择;⑤采用工艺路线以及工艺路线对生产质量和稳定性的可能影响等。
(二)、试验小结在完成预试验后应写出试验小结供申报批次确认。
二、新产品处方、工艺的确认和关键工序的验证①根据预试验小结,在初步完成处方筛选和确认工艺路线后进行3~5个试制批次供临床申报,连续成功批次不少于3批。
使用的质量标准分析方法需要经验证确定。
②在试制过程中对关键工序进行必要的验证,如对混合均匀度进行考察以便确定混合时间和转速、小丸装囊工序的磨损情况等等。
作为申报生产中试批次的依据。
③按照中国药典规定,通过不少于3各月加速稳定性试验和室温条件下的留样考察试验写出总结报告作为生产处方、工艺条件合理与否的技术支持数据。
颗粒药剂工艺验证
颗粒药剂工艺验证VA/J—0 /00起草人:日期:年月日会签人:固体制剂车间:日期:年月日生产部:日期:年月日质量管理部:日期:年月日批准人:日期:年月日××××颗粒工艺验证方案〔前处置〕1.适用范围本方案适用于公司中药提取车间小儿感冒颗粒〔前处置〕的工艺验证。
2.责任:中药提取车间:担任工艺验证方案本车间验证的组织实施。
消费部:担任工艺验证方案起草。
质量管理部QA人员:担任协助验证方案的组织实施。
质量管理部QC人员:担任按方案完成工艺验证方案中相关检验义务;确保检验结论正确牢靠。
QA验证管理员:担任验证任务的管理,协助工艺验证方案的起草,组织协调验证任务,并总结验证结果,起草验证报告。
质量管理部经理:担任工艺验证方案及报告的审核。
消费技术总监:担任工艺验证方案及报告的同意。
验证小组:组长:××××副组长:××××成员:××××××××3.概述小儿感冒颗粒是我公司已消费多年的产品,在多年的消费进程中,此产品消费工艺系统是动摇牢靠的。
公司现有的厂房都曾阅历证合格。
工艺用水已检验合格,主要消费设备,样品取样及检验方法,设备清洁方法均曾经停止验证合格。
在人员培训合格并曾经取得上岗证的基础上,辅以工序消费及检验结果依据。
4.验证目的本产品工艺验证方案的目的:为评价小儿感冒颗粒产品消费系统要素和消费进程中能够影响产质量量的各种消费工艺要素提供系统的验证方案。
以保证明如今正常的消费条件下,依照现消费工艺可以消费出契合质量规范的小儿感冒颗粒,并确认消费进程的动摇性及消费系统的牢靠性。
在试消费的同时对小儿感冒颗粒〔前处置〕的消费工艺停止验证。
停止消费工艺验证的产品批次为延续消费三批。
5.验证内容5. 1 工艺处方:广藿香75g 菊花75g 连翘75g 大青叶125g 板蓝根75g 地黄75g 地骨皮75g 白薇75g 薄荷50g 石膏125g 5.2小儿感冒颗粒〔前处置〕消费工艺进程包括:中药材配料,粉碎等操作步骤。
克泻敏丸生产验证方案
克泻敏丸生产验证方案
验证方案
验证项目名称:克泻敏丸生产工艺验证
制定人:日期:年月日审核人:日期:年月日批准人:日期:年月日
页数:共9 页
验证申请表
申请人:年月日
验证结果评判和建议
广东永康药业
验证报告
验证方案名称:克泻敏丸生产工艺验证
制定人:日期:年月日审核人:日期:年月日批准人:日期:年月日
验证结果评判和建议
广东永康药业
验证证书
工艺规程名称:克泻敏丸生产工艺规程
工艺规程编号:TS-1-3-065-01
克泻敏丸生产工艺规程已按验证方案进行验证,各项验证结果符合标准要求,批准使用。
验证报告名称:克泻敏丸生产工艺验证报告
验证完成日期:年月日
有效期:五年
验证工作领导小组组长:
广东永康药业验证工作领导小组
年月日
验证人员培训检查表。
固体制剂工艺验证

工艺参数与质量指标
湿法制粒
工艺目的:获得良好结构的颗粒 关键质量指标:颗粒形状
工艺参数:加液速度(压缩空气压力),喷嘴位置,制粒时间,终点控
制参数
检查方法:目视
工艺参数与质量指标
湿磨整粒
工艺目的:将团块破碎,使颗粒流化干燥时取得较为一致的粒径 质量指标:颗粒形状
工艺参数:筛网目数,下料速度,湿磨刀转速
固体制剂工艺主要特点?通常对于粉末作为加工对象?通常工艺涉及多个步骤较为繁琐?多数采用传统经典工艺?通常涉及多个物料物料之间相互影响?通常处方工艺依赖于经验进行设计?有时需要超级操作工生产过程望闻问切很重要固体制剂工艺主要风险?工艺失败工艺处方缺乏研究物料变化缺乏评估员工操作细节不同?从而导致可制造性失败粘冲裂片均匀度失败外观不均匀性含量不均匀溶出不一致稳定性失败溶出不达标降解产物超标经典工艺流程活性成分辅料称量确认溶剂过筛干混制粒干燥整粒润滑混合灌胶囊压片粉末装袋包衣配液取样检验配料?终混?沸螣床干燥器?包衣?压片?包装?整粒?混合?过筛?过筛air空气?scale确定批次量经典工艺流程风险评估?基于对于工艺的科学认识或经验?基于工艺研究技术转移中试放大的结果?逐步理解关键工艺参数关键质量指标的一个过程?确定测试频率测试项目取样方案取样位置的一个过程?风险评估的正式程度与文件化与所评估工艺的复杂性产品的风险所一致风险评估的一些形式工艺参数重要性质量指标干混时间湿混速度主药粒径分布终混时间预压力终压力压片速度含量均匀度735910溶出110含量10外观5稳定性7收率3评分?片剂硬度因果关系图?片子?硬度?干燥?磨粉?制粒?起始?物料?压片?包衣?设施?因素?主压片?操作者r?温度湿度?重新压片?进料速度?压片速度?料斗e?冲填深度n?喷雾速度?锅速度?喷枪距离?温度?雾化压力?重新干燥?温度?磨粉?时间?温度?相对湿度?气流?振荡周期?过筛速度?筛规格?口径?原料?ps
中药制剂工艺验证方案(上传)
文件编号:XXXX颗粒工艺验证方案起草人起草日期审核人审核日期批准人批准日期生效日期颁发部门:XXXX分发部门:XXXXXXXX颗粒工艺验证方案申请及批准书目录1、验证概述 (4)2、验证目的 (4)3、验证人员 (4)4、验证依据及原辅料清单 (5)5、工艺流程图 (6)6、生产操作过程及工艺参数 (7)7、验证范围 (7)8、验证方法、日期及批次 (7)9、风险评估 (7)10、验证前检查 (10)11、验证项目及内容 (11)12、异常及偏差处理 (15)13、总评价 (15)14、再验证 (18)15、验证结果审核与报告批准 (18)16、验证证书 (18)1、验证概述原“XXXX”制剂处方含有XXX,但在临床中有许多中焦虚寒、肝脾不和的糖尿病患者,他们的摄入糖量须严格控制,因此,我们在文献及试验的基础上设计优选出无糖型“XXXX”的处方,为确保XXXX的质量,根据GMP验证的规定,进行XXXX成型工艺验证。
按照XXXX(OOOO)生产工艺规程、有关GMP管理规程、标准操作规程及验证管理规程要求,连续进行三批验证。
通过XXXX(OOOO)工艺验证,证明XXXX(OOOO)制备生产全过程处于可控状态,证明设备性能、生产工艺参数等具有可靠性和重现性,证明XXXX(OOOO)生产工艺规程的可靠性。
本工艺验证是在厂房与设施、制剂车间空气净化系统、工艺用水系统、检验方法、关键生产设备及辅助设施验证合格的基础上进行的。
厂房与设施、制剂车间空气净化系统、工艺用水系统、检验方法、关键生产设备及辅助设施验证记录。
(见附表1)。
2、验证目的证明流化床一步制粒能够满足XXXX(OOOO)按照规定的工艺参数持续生产出符合预定用途和注册要求的产品;证明XXXX(OOOO)工艺规程的重现性、稳定性及合理性。
34、验证依据及原辅料清单4.1 药品生产质量管理规范(2015版)4.2 国家药品标准(修订)颁布件,中国药典(2015版)一部,XXXX生产工艺规程。
中成药胶囊剂工艺验证方案
口服固体制剂中成药胶囊剂工艺验证方案XXXX药业有限公司年月文件编码:XX-XX-XX-XX-XX1/16目录验证方案会签与批准表1引言1.1概述1.2验证条件1.3验证范围2验证目的3验证小组成员及其职责4文件资料5工艺流程及处方6 验证内容6.1.中药饮片的验证6.2原辅料验证6.3 称量配料工艺验证6.4制粒干燥工艺验证6.5整粒总混工艺验证6.6充填工艺验证6.7铝塑包装工艺验证6.8外包装工艺的验证6.9产品的验证7验证周期8 验证效果评价文件编码:XX-XX-XX-XX-XX2/17验证方案会签与批准表文件编码:XX-XX-XX-XX-XX3/171引言1.1概述:阐述XXXX囊产品的类型、药品剂型、生产车间概况。
XXX胶囊是本公司的一个新品种,为确保产品工艺的稳定、重现性及可操作性,保证按照制定的工艺生产出来的产品质量可靠,故必须对制定的生产工艺进行验证。
1.2验证条件:口服固体制剂X车间生产所涉及到的生产设备、设施及公用工程系统已通过了全面的验证;计量检定、检验方法的验证已完成;所配套的软件(生产、质量相应的)均对生产过程有保障。
1.3验证范围:XXXX胶囊工艺流程包括:中药材、原辅料、称量配料、制粒干燥、整粒总混、充填、铝塑包装、外包装等。
2验证目的:2.1证实该产品的工艺过程稳定,生产工艺重现性好,没有发生漂移。
完全能够生产出符合内控质量标准要求的产品。
2.2各种文件管理符合GMP要求。
文件编码:XX-XX-XX-XX-XX4/174文件与设备4.1文件:检查下列文件是否齐全,并在指定地点存放,并将检查结果填入文件检查确认表。
4.2设备仪器:检查设备检验设备是否在制定地点安装,设备能力是否满足生产需要。
将检查结果填入设备检查记录表中。
文件编码:XX-XX-XX-XX-XX5/17 5工艺流程及处方5.1工艺流程图:5.2处方依据及处方5.2.1处方依据:YBZ09652008 5.2.2生产处方:XXXX125gXXXX 25g XXXX 25g XXXX 25g XXXX 40g共制成 1000粒 文件编码:XX-XX-XX-XX-XX6/176 验证内容 6.1 中药饮片验证6.1.1 验证方法:检查中药饮片的产地、质量是否符合《中国药典》(2010版)的有关规定,供应商是否符合相关的资质规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产工艺验证对生产工艺过程进行验证是十分重要的, 为保证产品质量的均一性和有效性,在产品开发阶段要筛选合理的处方和工艺,然后进行工艺验证,并通过稳定性试验获得必要的技术数据,以确认工艺处方的可靠性和重现性。
众所周知,小试和中试成功后,在投入常规生产时出现各种问题,甚至无法生产的事例屡见不鲜,起原因即是在开发阶段没有进行必要的工艺验证。
当处方和工艺经批准注册后,在批准的工艺投入某一生产线进行常规生产前,也需要进行工艺验证。
此外,任何影响产品质量因素的变化,如供应商的变更、设备型号变更以及工艺条件的变更都应进行再验证。
验证方案的编、审批、实施,验证结果的汇总、报告、评价是十分重要的,验证文件应由各相关主管审核、批准。
一、产品确定处方和工艺前的预试验(一)、试验方案的设计在新的制剂产品开发过程中,首先要设计试验方案,对制剂的处方进行筛选并同时对生产采取的工艺进行探索,通常需考虑下述因素:①主药(活性成分)的理化性状;②根据常用量拟选择的含量规格达到片剂、胶囊剂项下各项质量要求拟设计的片重(胶囊重);③选择的片剂形状、素片或包衣片包衣材料及溶剂、直径或胶囊型号、色泽和透明与④拟选择辅料的组成、比例,尤其是崩解剂和黏合剂的选择;⑤采用工艺路线以及工艺路线对生产质量和稳定性的可能影响等。
(二)、试验小结在完成预试验后应写出试验小结供申报批次确认。
二、新产品处方、工艺的确认和关键工序的验证①根据预试验小结,在初步完成处方筛选和确认工艺路线后进行3〜5个试制批次供临床申报,连续成功批次不少于3批。
使用的质量标准分析方法需要经验证确定。
②在试制过程中对关键工序进行必要的验证,如对混合均匀度进行考察以便确定混合时间和转速、小丸装囊工序的磨损情况等等。
作为申报生产中试批次的依据。
③按照中国药典规定,通过不少于3各月加速稳定性试验和室温条件下的留样考察试验写出总结报告作为生产处方、工艺条件合理与否的技术支持数据。
④申报生产的中试批次按中国药典规定数量应在10000〜20000片(粒)间,并尽可能使用和大生产设备相同或近似的中试设备。
此阶段需根据临床试制用MQ MD对工艺参数进行确认和调整,连续成功批次应不少于3 批。
生产申报的批次是对临床申报批次工艺处方的进一步确认和考察,并为大生产工艺验证提供基础资料和数据,包括供工艺验证用的MQ、MD供应商名称、质量标准等等。
⑤小试或中试用设备的确认应参照设备验证项下进行。
三、产品工艺验证新产品的工艺验证通常可和产品从中试向大生产移交相结合,如果设备为新,亦可根据产品的具体情况将设备的PQ与本工序的工艺验证结合在一起进行,以减少人力资源和物力资源的耗费。
(一)验证草案的拟定和批准本草案应由熟悉、主管本品种的工艺人员起草,经相关部门主管审核、批准后即可成为产品工艺验证方案,进行具体实施。
为便于管理,可分类、编号以便于存档待查。
(二)产品工艺验证方案的主要内容以下结合xxx包衣片对产品工艺验证方案的主要内容进行介绍。
1、目的详细描述产品工艺验证步骤和要求,确保设定工艺在现有设备条件下能够生产出质量稳定、符合质量标准的产品。
2、范围此次验证包括3个批次xxx包衣片,每批315kg,折合100x 104片,片剂外观为白色椭圆形片,片面带有公司缩写标志和含量规格,采用主要设备请详见设备/ 系统描述,按照《规范》要求提供验证用的MO MD连续生产3个批次,并按取样计划进行取样、监测,按经验证的质量标准、分析方法进行测定。
验证完毕,根据实际情况对MD相关参数进行确认和必要的调整。
3、缩写和定义MO生产卡MD生产操作规程(批记录)PKD包装操作规程LOD干燥失重N:牛顿RSD相对标准偏差ChP中华人民共和国药典rpm :每分钟转速4、验证小组职责分工(表4-79)表4-79职责分工5、产品处方按处方列出每片、每千片所用主药(活性成分)、辅料、包衣材料的用量或百分比(%素片或包衣片应标明每片的理论重量。
6工艺简介主料及辅料按MD要求进行粉碎或过筛后进行备料,使用混合制粒机湿法制粒,湿制粒在流化干燥机中干燥,干颗粒整理后加入干掺崩解剂和润滑剂在专用混合桶中总混合,用告诉旋转式压片机压片,在薄膜包衣锅中包衣,在Uhlman包装线上进行铝塑包装。
7、设备/系统描述①备料工序:粉碎/过筛/备料(表4-80)表4-80备料工序②颗粒工序:制粒/干燥/整粒/总混合(表4-81)表4-81颗粒工序③压片工序(表4-82)表4-82压片工序④如为胶囊剂,装囊工序举例如表4-83表4-83装囊工序⑤包衣工序如表4-84表4-84包衣工序⑥包装工序如表4-85表4-85包装工序8、工艺流程图请参考片剂、胶囊剂生产工艺流程图4-80及图4-81,具体品种,具体制定流程图有条件时,可标上主要设备图及主要参数则会更加直观,便于各相关人员配合工作。
9、工艺考察计划和验证合格标准(1)对原辅料进行备料前监控质量管理部门需对原辅料逐一进行检(化)验,合格后方可放行,验证小组相关人员须复核化验报告单(表4-86),包括供应商、包装情况、有效期........表4-86化验报告单(2)备料主要对粉碎机粉碎效果的考察。
①试验条件的设计:速度、筛目大小及型号、刀的方向,每次至少取5个样品。
②评估项目:粒度及粒度分布、松密度。
③按MD规定条件粉碎,质量应符合要求。
(3)制粒①试验条件的设计:搅拌条件及时间、干燥温度及时间、结合剂浓度及用量每次至少取5个样品。
②评估项目:水分、筛目分析、松密度。
③按MD规定参数制粒,质量应符合要求,如需调整,需作好记录。
(4)总混合①试验条件的设计:如某产品规定混合时间为10min,验证时间可设为5min、10min、15min,必要时再设20min。
每次根据设备情况设置5〜10个点。
②评估项目:含量、均匀度、水分。
③检查粒度分析、松密度,不同颜色组分的产品须检查色泽均匀度。
验证10min混合时间是合理的。
如需调整,需提出数据作为变更的依据。
5)压片①试验条件的设计:确定适当的转速、压力后,根据压片时间设定每15min 取样一次,直至300min。
如批量较大,亦可减少中途取样频率,直至本批结束,但结束前的15min须取样一次,以便对照。
②评估项目:外观、片重差异、硬度、溶出度、含量。
检查厚度、脆碎度按MD参数压片适应包衣要求并符合中控质量标准。
(6)包衣①试验条件的设计:锅速、进风/ 排风温度、喷射速度、喷雾粒度、直径、包衣液浓度、用量,每次取5〜10个样品。
②评估项目:外观、片重、片重差异、溶出度(崩解度)。
按MD规定参数包衣,应符合质量标准要求。
(7 )装囊①试验条件的设计:确定适当的转速后,根据装囊时间设定每15min取样一次,直至300mi n。
如批量较大,亦可减少中途取样频率,宜至本批结束,但结束前的15mi n,须取样一次,以便对照。
②评估项目:外观、囊重、囊重差异、溶出度(或释放速度)、含量。
③按MD规定参数装囊,应符合中控质量标准要求。
注:“(7)”供胶囊剂参考。
8)热和包装①试验条件的设计:运行速度、热封温度参数、热材压力(或热合轴间隙)设定每15min 取样一次,直至300min。
②评估项目:外观、渗漏试验。
③按包装操作规程(Packaging Direction ,PKD操作,质量应符合相关SOP要求。
具体接收标准应根据产品质量标准、中控标准判断。
样品中允许的相对标准偏差(即变异系数)根据品种和项目而定,如含量的相对标准偏差(即RSD值)一般为2%但含量大小不同亦可酌情变动。
目的是保证产品质量的安全可靠。
10、取样计划和记录(1)取样计划①取样时间;②取样点;③取样量;④取样容器;⑤取样编号。
(2)设计取样记录表格举例如表4-87,供参考表4-87 XXX制药厂工艺验证取样记录11、相关文件(1)生产操作规程(草案)及附表(2)包装操作规程(草案)(3)产品质量标准及分析方法(4)产品中控质量标准及分析方法(5)相关的SOP如片剂外观检查接受标准(6)中国药典2000年版12、验证报告根据本方案进行验证,在验证活动完成后整理收集有关数据,提出总结报告。
表示验证活动符合验证方案中各项要求。
13、结论及批准根据验证报告和数据由相关人员进行认真审阅,作出结论,报相关部门主管批准,至此,验证活动即告完成,验证报告、结论和建议均获批准。
14、附录(1)数据、漏项及偏差项一栏表(2)个阶段化验报告(3)稳定性试验数据(三)考察内容及结果1、设备本次验证所用设备以及设备的验证情况(参考本节一、(二)7•加以填写)2、测试监控和取样记录参考本节一、(二)10.填写后附上。
3、验证报告(1)原辅料(表4-88)表4-88原辅料来源及批号记录(2)生产操作规程(以XX薄膜包衣片为例)逐个工序确认工艺操作规程的有效性和重观性及提出对相关参数的必要的调整。
生产验证结果如下。
①备料工序:关键点是主料米用XX粉碎机快速刀背朝前,80目筛网粉碎,平均粒径应在44〜55卩m之间,粒度分布为大于100卩m的不得超过10%经考察符合要求。
②制粒工序参数对比(表4-89)表4-89制粒工序参数对比①筛目分析请参见附图(略)结果:经考察符合要求。
③总混合参数对比:根据验证结果选择10min混合时间(表4-90)表4-90总混合参数对比注:总混合取样点,请参见附表(略)结果:经考察符合要求。
④压片工序参数对比参见表4-91 o表4-91压片工序参数对比②脆碎度测初、中、末3次。
压片取样点,请参见附表(略)。
结果:经考察符合要求。
⑤包衣工序参数对比:按MD要求装置喷枪和喷嘴后考察4-92所列参数。
表4-92包衣工序参数对比①片重差异的内控标准。
包衣片取样点请参见附表(略)。
结果:经考察符合要求。
⑥包装工序参数对比(表4-93):XXX薄膜包衣片为PVC/AI气泡眼包装,每板10 粒,每盒1板,每箱200盒。
表4-93包装工序参数对比表4-93中渗漏试验方法及判断方法如下。
每次取6板(6袋),包装好的产品放入渗漏检测中,在0.08Mpa的真空压力下,30s解除真空压力,检查有无渗漏。
6板全部通过为合格。
如有1板(袋)渗漏应查明原因后再检查6板。
12板(袋)中不得超过1板(袋)以上渗漏,即为符合规定。
某些产品可在0.05Mpa真空压力下,60s测定,亦可将6板(盒)浸入有色液体中,5min后检查有无渗漏。
本方法的制定,可根据具体品种、热合形式和稳定性试验结果来确定。
目的是能保证该产品的质量在运输及贮存有效期内符合要求。
结果:经考察符合要求。
附:严正3个批次的包衣片化验结果如膘-94。
表4-94包衣片化验结果①片重差异为内控标准。
4、结论和建议XXX片按处方号CH111/1的MO MD进行的3个验证批次,生产过程个工序均达到接收标准,成品符合内控质量标准,验证成功。