管道质量计划(中英)
质量保证计划QAP中英文版
质量保证计划QUALITY ASSURANCE PLAN客户名称 CLIENT :项目编号 ITEM NO. :订单日期 ORDER DATE :供货单位 VENDOR :设备代号 CODE :编制 PREPARATION:日期 DATE:审核 CHECK :日期 DATE:批准 APPROVAL :日期 DATE:XXXXX有限公司XXXXXXX Co., Ltd.1、适用范围和目的 Scope and purpose本质量保证计划适用于UPL项目产品的制造、检验和验收。
确保该产品的制造、检验和验收符合图样、规范、标准的要求。
This quality assurance plan is applicable to the manufacture, inspection and acceptance of UPL project products.To ensure that the manufacture, inspection and acceptance of the products meet the requirements of drawings, specifications and standards2、编制依据 Compilation basisTSG R0004-2009《固定式压力容器安全技术监察规程》TSG R0004-2009《Supervision Regulations on Safety Technology for Stationary Pressure Vessels》GB150.1~150.4-2011《压力容器》GB150.1~150.4-2011 《The Pressure Vessel》GB/T18442.1~5-2011《固定式真空绝热深冷压力容器》GB/T18442.1~5-2011《Fixed Vacuum Insulated Cryogenic Pressure Vessel》MAX/SC-2011《压力容器制造质量保证手册》MAX/SC-2011《Pressure Vessel Manufacturing Quality Assurance Manual》3、制造、检验依据的标准、规范或技术条件 Standards, specifications or technical conditions on which manufacturing or inspection is based 设计图样和工艺文件 Design drawings and process documentsTSG R0004-2009《固定式压力容器安全技术监察规程》TSG R0004-2009《Supervision Regulations on Safety Technology for Stationary Pressure Vessels》GB150.1~150.4-2011 《压力容器》GB150.1~150.4-2011 《The Pressure Vessel》GB/T18442.1~5-2011《固定式真空绝热深冷压力容器》GB/T18442.1~5-2011《Fixed Vacuum Insulated Cryogenic Pressure Vessel》JB/T4711-2003《压力容器涂敷与运输包装》JB/T4711-2003《Pressure Vessel Coating and Transportation Packaging》GB713-2008《锅炉和压力容器用钢板》GB713-2008《Steel plates for boilers and pressure vessels》GB9948-2006《石油裂化用无缝钢管》GB9948-2006《Seamless Steel Pipe for Petroleum Cracking》GB/T14976-2012《流体输送用不锈钢无缝钢管》GB/T14976-2012《Stainless steel seamless steel pipe for fluid conveying》NB/T47008-2010《承压设备用碳素钢和合金钢锻件》NB/T47008-2010《Carbon steel and alloy steel forgings for pressure equipment》NB/T47014-2011《Welding Process Assessment of Pressure Equipment》NB/T47015-2011《压力容器焊接规程》JB/T4730-2005《承压设备无损检测》JB/T4730-2005《Nondestructive testing of pressure equipments》GB/T25198-2010《压力容器封头》GB/T25198-2010《Pressure Vessel Head》HG/T20592~20635-2009《钢制管法兰、垫片、紧固件》HG/T20592~20635-2009《Steel pipe flanges, gaskets, fasteners》HG/T21514~21535-2005《钢制人孔和手孔》HG/T21514~21535-2005《Steel manholes and hand holes》5.1、低温液体储罐设备的检验和试验应符合设计图样、工艺文件及相关标准规范的要求。
Quality Plan 质量计划中英文版
CHANGXING POWER PLANT FGD WASTEWATER PROJECT RO & THERMAL SKIDQUALITY PLAN质量计划2014.12SUZHOU SHENGDE WATER INDUSTRIES CO., LTD.苏州晟德水处理有限公司CONTENTSI Project Management Team 项目管理组织结构 ................................................................................... - 2 -1 Setup of Organization 组织机构设置 .............................................................................................. -2 -2 Responsibilities of Project Management 项目管理人员职责....................................................... - 2 - II Specification List 技术规范.................................................................................................................... - 5 - III Material Purchase 材料采购 ................................................................................................................ - 6 -1 Material Purchase and Control Plan材料采购及控制计划........................................................... - 6 -2Material Handling 材料管理.............................................................................................................. - 6 -3 Material Identification and Traceability 材料标识和可追溯性 ...................................................... - 7 - IV Quality Planning 质量策划................................................................................................................... - 8 -1 Construction Contract Explanations 施工合同交底 ...................................................................... - 8 -2 Quality Pre-control 质量预控............................................................................................................ - 8 -3 Critical Process Control 关键过程的控制 ..................................................................................... - 10 - V Inspection and Test Plan 检验检测计划............................................................................................ - 11 -1 Work List 工作列表 .......................................................................................................................... - 11 -2 Raw Material Inspection 原材料检查 ............................................................................................ - 11 -3 Frame Welding and Inspection 框架焊接与检查......................................................................... - 16 -4 Dimension Inspection 尺寸检查 .................................................................................................... - 20 -5 Sand Blasting and Inspection 喷砂与检查 ................................................................................... - 22 -6 Painting and Inspection 涂装及检查 ............................................................................................. - 24 -7 SS and CS Pipe Welding and Inspection管道焊接及检查 ........................................................ - 27 -8 Assembly Inspection 组装检查 ...................................................................................................... - 33 -9 Pressure Test 压力测试 .................................................................................................................. - 36 -10 I/O Point Test 输入输出点测试..................................................................................................... - 38 -11 Packing Inspection 包装检查 ....................................................................................................... - 39 - VI The Handling of Unaccepted Work 不合格品的处置 ..................................................................... - 42 -1 Disposal and Correcting 处置与纠正 ............................................................................................ - 42 -2 The Process Of Quality Inspection And The Final Test 质检的过程与最终检测 .................... - 42 - VII Design Changes 设计变更 ............................................................................................................... - 45 - VIII Handover of QC Documents 质检资料移交.................................................................................. - 46 -I Project Management Team 项目管理组织结构1 Setup of Organization 组织机构设置Project organizational chart refers to Appendix 1.项目组织结构图参见附件1。
质量管理大纲(中英文对照)
质量总计划 *quantity programme1、概述General1.1、本公司承制的“国外项目” 钢构预制工程质量策划,是本公司对该项目工程施工质量保证和质量控制的基本要求,策划中所描述的内容符合本公司质量管理体系文件规定要求。
项目部在实施质量管理过程中,将通过对业主满意度信息的监视来测量质量保证和质量控制业绩,评价质量保证和质量控制的符合性和有效性,识别并持续改进质量管理体系的有效运行,以不断满足业主当前和未来的需求与期望。
Our company got-up of “Foreign project” is the basic requirements for this project construction quality guarantee and quality control of our company. The description in the strategy shall comply with requirements of the company’s quality system documentation. During quality management of the project department, supervision of the Owner’s acceptability shall be applied so as to measure quality assurance and quality control performance, to evaluate the conformity and effective of the quality assurance and quality control, to identify and continuously improve the effective operation of quality control, to identify and continuously improve the effective operation of quality management system and to satisfy the Owner’s present and future satisfaction and expectation .1.2、本公司在满足业主或合同规定要求和期望的同时,依照国家、行业或地方相关法律、法规和标准、规范要求,并按照GB/T 19001-2000之 ISO9001: 2000《质量管理体系要求》建立、实施本项目工程的质量体系管理并持续改进质量保证和质量控制的有效性,确保项目工程施工始终处在法律、法规许可的范围。
(HDPE)管道安装ITP(中英文)--PIPELINE INSTALLATION CHN-ENG

Drawings Req’t图纸要求
W
W
W
Valve test record
Bolt tightening record阀门试验记录
螺栓紧固记录
8
Bonding PE pipe installation operation complete完成粘合PE管道的安装
Spec. Req’t规范要求
W
W
-
M
5
Edge trimming and alignment of pipe completed.管道切边和校准完成
Visual inspection to verify edge trimming and alignment as per vendor data and spec. Requirements按照供应商数据目视检查以校验切边和校准
INSPECTION & TEST PLAN FOR PIPING
管道检验及测试计划(HDPE)PIPELINE INSTALLATION(HDPE)管道安装
ITP No:
REV :03
QC ACTIVITY NO.
QC活动号
INSPECTION ACTIVITY
检验活动
CHECK POINT
检查点
Spec. Req’t规范要求
R
R
-
R
Bonding qualification registration #
粘合工合格证注册号
4
Piping surface is free from damage and contaminants.管道表面无损坏和污染物
中英文版质量控制计划Quality Control Plan
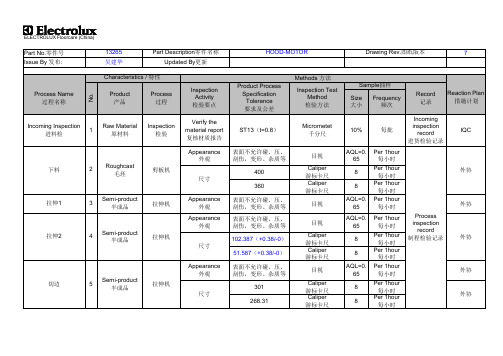
1
Raw Material 原材料
Inspection 检验
ST13(t=0.8)
Micrometet 千分尺
10%
每批
IQC
表面不允许碰、压、 刮伤,变形、杂质等 400
目视 Caliper 游标卡尺 Caliper 游标卡尺 目视 目视 Caliper 游标卡尺 Caliper 游标卡尺 目视 Caliper 游标卡尺 Caliper 游标卡尺
Process inspection record 制程检验记录
外协
切缺2
14
Semi-product 半成品
冲床
外协
Zinc plating 镀锌 Final inspection 终检 Package 包装
15
Semi-product 半成品 Finish goods 成品 Finish goods 成品
Appearance 外观 冲通风孔(左) 7 Semi-product 半成品 冲床 尺寸
表面不允许碰、压、 刮伤,变形、杂质等 44.45 (6×)3.17
外协
冲孔
8
Semi-product 半成品
冲床
Appearance 外观 尺寸 Appearance 外观
表面不允许碰、压、 刮伤,变形、杂质等 Φ38.1±0.25 表面不允许碰、压、 刮伤,变形、杂质等 Φ15.621(+0.12/-0)
AQL=0. 65 8 8 AQL=0. 65 AQL=0. 65 8 8 AQL=0. 65 8 8
Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Process inspection record 制程检验记录 外协
质量控制中英文对照
质量控制中英文对照Quality Control中文翻译为质量控制,是指通过一系列的活动和措施,确保产品或者服务符合预定的质量要求和标准。
质量控制在各个行业中都扮演着重要的角色,它有助于提高产品的质量、减少缺陷和错误,并确保客户满意度。
质量控制的目标是确保产品或者服务的可靠性、一致性和符合性。
为了实现这一目标,质量控制需要采取一系列的步骤和措施。
下面是一些常见的质量控制步骤和措施的中英文对照:1. 质量计划 - Quality Plan质量计划是一个文件,描述了如何实施质量控制活动以及质量控制的目标和要求。
2. 质量标准 - Quality Standards质量标准是指用于评估产品或者服务质量的一套规范和要求。
3. 质量检查 - Quality Inspection质量检查是通过对产品或者服务进行检查和测试,以确保其符合质量标准和要求。
4. 质量抽样 - Quality Sampling质量抽样是从产品或者服务中随机选取一部份样本进行检查和测试,以代表整个批次的质量。
5. 质量控制图 - Control Chart质量控制图是一种图形化工具,用于监控产品或者服务的质量变化,并及时发现和纠正质量问题。
6. 过程能力指数 - Process Capability Index过程能力指数是用于评估一个过程的稳定性和能力,以确定其是否能够满足质量要求。
7. 不合格品处理 - Nonconforming Product Handling不合格品处理是指对于不符合质量标准和要求的产品或者服务,采取相应的措施进行处理,以防止其进一步流入市场。
8. 质量改进 - Quality Improvement质量改进是指通过分析和改进过程,以提高产品或者服务的质量和性能。
以上是一些常见的质量控制步骤和措施的中英文对照。
在实际应用中,质量控制还需要根据具体的行业和产品特点进行定制化的措施和方法。
通过有效的质量控制,企业可以提高产品的质量水平,增强竞争力,并赢得客户的信任和满意度。
质量管理术语中英对照
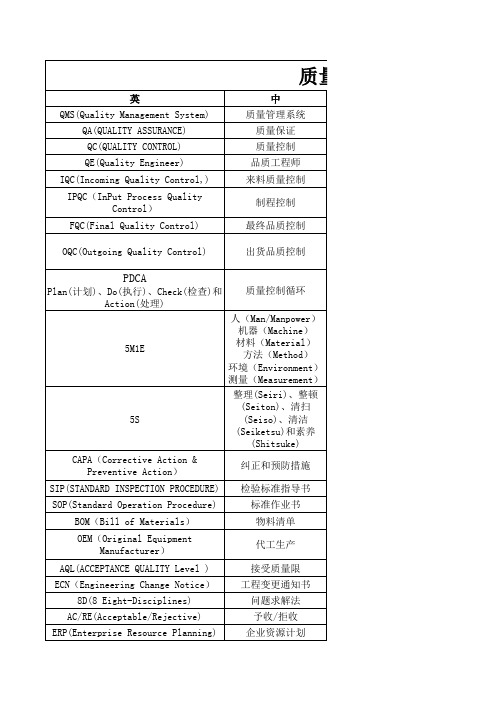
PDCA
Plan(计划)、Do(执行)、Check(检查)和 Action(处理) 质量控制循环 人(Man/Manpower) 机器(Machine) 材料(Material) 方法(Method) 环境(Environment) 测量(Measurement) 整理(Seiri)、整顿 (Seiton)、清扫 (Seiso)、清洁 (Seiketsu)和素养 (Shitsuke) 纠正和预防措施 检验标准指导书 标准作业书 物料清单 代工生产 接受质量限 工程变更通知书 问题求解法 予收/拒收 企业资源计划
质量术语中英对照表
译 其核心价值为实现企业质量管理的持续改进机制的固化。 QA是对整个公司的一个质量保证,包括成品,原辅料等的放行,质量管理体系正常运行等。 质量控制是为了通过监视质量形成过程,消除质量环上所有阶段引起不合格或不满意效果的 因素。 主要负责从样品到量产整个生产过程的产品质量控制,寻求通过测试、控制及改进流程以提 升产品质量。 指对采购进来的原材料、部件或产品做品质确认和查核,通过抽样的方式对品质进行检验, 并最后做出判断。 是指产品从物料投入生产到产品最终包装过程的品质控制,由于是在生产过程中的各工序之 间巡回检查,所以又称为巡检。 是在产品完成所有制程或工序后,进行全面且最后一次的检验与测试,确保产品符合出货规 格要求。 安全标示、配件(Accessory Kits)、使 主要针对出货品的包装状态、防撞材料、产品识别/ 用手册/ 保证书、附加软体光碟、产品性能检测报告、外箱标签等,做一全面性的查核确 认,以确保客户收货时和约定内容符合一致,以完全达标的方式出货。 全面质量管理活动的全部过程,就是质量计划的制订和组织实现的过程,这个过程就是按照 PDCA循环,不停顿地运转的。
质量术语中英对照表
Piping Installation QUALITY PROCEDURE管道安装质量程序

QUALITY PROCEDYRE PIPING INSTALLATIONCONTENTS1.0 SCOPE2.0 PURPOSE3.0 DEFINITIONS4.0 RESPONSIBILITIES5.0 REFERENCES6.0 QUALITY PROCEDURE7.0 ATTACHMENT1. SCOPEThe procedure applies to the inspection of piping installation.2. PURPOSEThe Quality Procedure has been developed in order to highlight the main works of operation a nd performance in accordance with the Quality Control activities during doing piping installation.3. DEFINITIONQCT Quality Control TeamP&ID Process & Instrument Diagram4. RESPONSIBILITIESConstruction Manager shall be responsible for the overall implementation of the Work Procedure, coordination with the Planning and Scheduling Department, to ensure efficient execution of works in accordance with the project relative specification, requirement and procedure.Project Engineers or Site Engineers shall be responsible for the efficient use of resources to execute the works in accordance with the construction drawings and project specification.The QC Department shall be responsible for compiling various technique documents and quality procedure, conducting surveillance and inspection duties at the various stages of works, efficient recording and reporting of the results as required.The Quality Manager shall receive all requests for inspection form from various Project Engineers or Site Engineers and inform the TR Representative, as and when their presence is required to witness the inspections.The Piping Quality Control Inspector shall accompany the TR Representative to carry out routine inspections and release hold points by signing and obtaining TR Representative approval signatures on the various quality records as proof of an inspection conforming to specifications. The Piping Quality Control Inspector shall coordinate with other discipline Quality Control Inspectors for ensuring that all other discipline activities that require inspection within the piping construction works have been inspected and approved.The Field Technician shall be responsible for monitoring piping receiving and conducting the field spot test in accordance with this Work Procedure. The Field Technician shall also be responsible for issuing and reviewing all reports required.5. REFERENCESASME B31.3ASME B25.56. QUALITY PROCEDURE6.1 Valve InstallationA. Prior to installation, some valves shall be pressure-tested andstroking-tested. Every batch of valves should be checked bysampling. If unacceptable valves are found, the rate of sampling-checked will be increased. The valves shall conform to the followingrequirements:a. Correct material quality.b. Valve seat tightly jointed with its body.c. Valve steam well contacted with its body.d. Valve steam jointed well and reliably with valve core.e. Neither bending nor corrosion with valve steam, seal staff capcorrectly matched with the steam, threads free of defects.f. Valve cap well contacted with its body.g. Gaskets, staff, bolt, nuts complete and free from defects.B. The material produced or processed by foreign standards shall betested accordingly in line with ASMT31.3 when it is used in lowtemperature application.C. The valve that is required by the design for seal test at lowtemperature shall have the qualifying certificate issued by themanufacturer for seal test at low temperature.D. OCT shall inspect the factory certificates and the pressure-testedrecords of re-examination and the records of disassembly.E. Prior to installation, take protective measures to prevent sealingsurfaces from being damaged. The construction personnel shallperform the work as per drawing to ensure that the valve types, size,its installation position and direction are correct and accurate. OCTshall check the installation sites and the construction as perconstruction drawing.F. Flange thread valves shall be installed in the close state, butwelded valves shall be in the open state when they are connectedwith pipes because overheating and thus deformation may result inthe burning of sealed staff.G. Argon arc welding shall be conducted as a prime for butt-weldingvalves to prevent valves from contamination.H. The material produced or processed by foreign standards shall betested for its welding accordingly in line with ASMT31.3 when it isused in low temperature application.I. When a valve is to be installed on the pipe which requires heattreatment, welding shall be conducted after the entire pipe heattreatment. The welding seam requires local heat treatment.J. Ensure that the bolts can pass through freely when installing valves.Force in not allowed during installation. Valves in a row shall beparallel. The workers shall line out for installation, and OCT shallcheck visually to assure that no deviation exits.K. The hand wheel orientation of valve may be changed in accordance with approval of TR, when difficult to manoeuvre, or when obstructing workingareas, or when not erected in accordance with the provisions of thetechnical specifications or at variance with TR’s request.L. The operative mechanism and the driving units of the valves shall be adjusted as needed for convenient operation and correctdirection.M. To avoid damage to the adjustable valves and electromagnetic valves during installation, use wood and such to protect theconnecting parts of the instruments before the installation.N. Do not use excessive force to install cast-iron valves so as to avoid possible damage to them.6.2 Installation of safety valvesA. Inspect the car seals (wire and lead) prior to installation, if it on car seals,car seals (wire and lead) shall be finished.B. Verify carefully the location number of safety valves as per P&IDdrawing prior to installation. After the restoration of piping system,QCT should thoroughly check valves installed.C. Valves shall be installed vertically and no deviation is allowed evenif examined by visual view.D. Testing of safety valvesa. Adjust the working pressure of safety valves as per P&IDdrawing, and this job need to owner’s witness.b. The safety valves shall be with tab when installed.6.3 Installation of pipe line inspectionA. Preparation of site before installationa. Construction electricityb. All installation toolsc. Temporary facilitiesB. Material inspection as per material control procedure.C. Inspection of spools before installationThe fabricated spools’ interior clearances should be inspected priorto installation, and spot-check dimension, material etc. as per toisomeric drawing. The construction group don’t use the spoolfabricated, fitting, pipe, valve etc. without mark or certificate.D. Pipe line alignmenta. Pipeline alignment shall be in accordance with plan key. Avoidto come forth wrong position of pipeline.b. Use rolling jig or crane for installation of random pipe.c. The damage of pipe and spool are avoided during alignment.E. Cuttinga. It is advised to cut pipes of grade A and of hardening capacitywith mechanical methods including sawing machine or lather.b. It is recommended to cut stainless steel pipe with mechanicalor plasma methods.c. Other steel pipes can be cut with oxygen and acetylene.d. Cutted pipe shall be marked such as material, heat NO.material code, size and colour sign.F. Groove machining and inspectiona. Only mechanical method is allowed to machine pipes of gradeA and of hardening capacity.b. Use mechanical method to machine intermediate alloy,stainless steel pipe. The surface must be polished beforeplasma is used to cut. Dedicated abrasive wheel shall be used to cut or grind stainless steel pipe. And it is prohibited to use with common carbon steel pipe. c.It is recommended to machine other steel pipes with mechanical method or oxygen & acetylene. The surface must be ground and polished.d. The processed edge angles shall be in accordance with following as:e.The surface shall be smooth and free from cracks or splashes. If the edge does not conform to the applicable requirements, the welding should not commence. The quality control inspector shall frequently check by samples the edge processing and constructing records on site.f.To avoid stainless steel be penetrated, dedicated abrasive wheel shall be used to cut or grind stainless steel pipe. And it is prohibited to use with common carbon steel pipe.G. Pipe linking a.The workers should inspect whether the interior of pipe has slag and oxide granule etc. before linking. Ensure that it is cleanly. The quality control inspector should frequently check clean and mark the records.b. Ensure that the type of edge accord with standards In terms of wall thickness and material of pipe.c. Internal misalignment of butt joints shall not exceed 1.5 mm.d. The parallelity and verticality of the flange face must be ensured to meet the design and code regulations.H.Welding as per welding control procedure.I. Welds mark after welds finished, as per pipe prefabricationprocedure.J. The construction group shall submit the welding daily report to quality inspector everyday. (Welding daily report see attachment)K. Heat treatment as per heat treatment quality control procedure.L. OCT should inspect randomly the pipe groove and mark the records.M. Hole on pipe shall be completed before installation of pipe. When open hole on installed pipe, shall remove the sundries caused by cutting. And workers should avoid the hole located Longitudinal seam lest it has stress.N. Gradient of piping shall be in accordance with drawing.O. All the bolts and nuts shall be greased for anti-corrosion when is installed. Bolts and nuts of different materials should be clearly marked. QCT shall check by random sampling.P. Ensure that graphite gaskets are smoothness and free of buckles and cracklings when mounting gaskets or pads. Handle them carefully during installation. The stainless steel belt of coiled gaskets must be fixedly spot-welded and free of welding omission evidence. The asbestos rubber belt of graphite on the two planes must tower above the steel belt and free of curling. The workers should check them one by one when mounting them. The quality control engineer shall randomly check the storing and installing methods, and the site mounting of the gaskets.Q. In order to prevent the pipe from causing stress on the rotating equipment, the last end of the pipe to be connected with the rotating equipment must be father away from it. After the above –said end has been welded, examine the parallel degree of flanges that are connected with the dynamic equipment. The deviation of the degree should be less than allowance stipulated by the manufacture. QCT shall check this work 100percent.R. For pipe connecting with compressor, start from compressor and first install pipe support. Weight and additional torque of pipe and valve shall not be on machine. Deviation of levelness and plumpness shall be less than 1mm/m. Slope for pipe on inlet of gas compressor caused by level deviation shall be on one side of tank. S. Flange faces are parallel within a tolerance of 1-2 tenths of mm and that tightening will not cause the disalignment of the machinery and relative motors. Flange faces shall be properly clean.T. Care shall be taken to prevent dust or iron rust or other foreign materials from entering the equipment, pump and compressor etc.during installation. So asbestos blinds must be added the flangespots connected with equipment.6.4 Installation of support and hangerA. Install support and hangers together with pipe and according torequirement of process.B. Install anchor support and limit support in accordance with design.Sliding face of guiding support or sliding support shall keep cleanno defect.C. When welding support, shall avoid crack, miss and other defect.D. Spring of adjustable support is given installation load when suppliedand position of operation load is marked in the range of load. Wheninstall spring support, QC inspector and Field Technician shallcheck it and mark records.6.5 Static grounding erectionA. Static grounding erection inspect include grounding location,connection mode, grounding resistance.B. All these items shall have inspection records.C. Especially, connection mode needs to be welded, and its materialmust be same as main pipe.7. ATTACHMENT (See next page)CONSTRUCTION DIVISION Page 11 of 11。
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a systematic process used to ensure that products or services meet or exceed customer expectations. It involves monitoring and evaluating various aspects of the production or service delivery process to identify and correct any defects or deficiencies. The purpose of QC is to maintain consistent quality and improve customer satisfaction.质量控制(Quality Control,简称QC)是一种系统性的过程,用于确保产品或服务符合或超出客户的期望。
它涉及监控和评估生产或服务交付过程的各个方面,以识别和纠正任何缺陷或不足之处。
QC的目的是保持一致的质量水平并提高客户满意度。
The following are key components of quality control:下面是质量控制的关键组成部分:1. Quality Planning(质量计划): This involves setting quality objectives and determining the processes, resources, and standards needed to achieve them. It includes defining quality requirements, establishing quality control procedures, and developing quality control plans.1. 质量计划:这涉及设定质量目标并确定实现这些目标所需的流程、资源和标准。
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a critical process in ensuring the consistency and reliability of products or services. It involves monitoring and inspecting various aspects of the production process to identify and rectify any deviations or defects. In this document, we will provide a comprehensive comparison of key terms and concepts related to quality control in both English and Chinese.1. Quality Control (QC) - 质量控制Quality Control refers to the systematic measures and activities implemented to ensure that products or services meet specified quality requirements.2. Quality Assurance (QA) - 质量保证Quality Assurance encompasses all planned and systematic activities implemented within the quality system to provide confidence that the requirements for quality will be fulfilled.3. Defect - 缺陷A defect is any nonconformity or deviation from specified requirements, which may affect the product's intended use or customer satisfaction.4. Nonconformance - 不符合Nonconformance refers to the failure of a product or service to meet specified requirements or standards.5. Inspection - 检查/验收Inspection is the process of examining a product or service to determine its conformity with specified requirements.6. Sampling - 抽样检验Sampling is a technique used to select a representative subset of products or services for inspection, rather than inspecting every single item.7. Acceptance Criteria - 验收标准Acceptance criteria are the specified requirements that a product or service must meet in order to be accepted or approved.8. Statistical Process Control (SPC) - 统计过程控制Statistical Process Control is a method of monitoring and controlling a process by using statistical techniques to analyze data and make informed decisions.9. Control Chart - 控制图A control chart is a graphical representation of process data over time, used to determine whether a process is in control or out of control.10. Corrective Action - 纠正措施Corrective action refers to the actions taken to eliminate the cause of a detected nonconformance or defect and prevent its recurrence.11. Preventive Action - 预防措施Preventive action refers to the actions taken to eliminate the potential causes of nonconformances or defects and prevent them from occurring.12. Root Cause Analysis - 根本原因分析Root cause analysis is a systematic approach used to identify the underlying causes of problems or nonconformances, with the aim of implementing effective corrective and preventive actions.13. Quality Control Plan - 质量控制计划A quality control plan is a documented set of procedures and activities that outlines how quality control will be implemented throughout a project or production process.14. Quality Control Inspector - 质量控制检验员A quality control inspector is an individual responsible for conducting inspections and tests to ensure that products or services meet specified quality requirements.15. Quality Control Circle (QCC) - 质量控制圈A quality control circle is a small group of employees who voluntarily come together to identify and solve work-related quality problems through brainstorming and collaboration.16. Quality Control Manager - 质量控制经理A quality control manager is an individual responsible for overseeing and managing all aspects of the quality control process within an organization.17. Quality Control System - 质量控制体系A quality control system refers to the organizational structure, procedures, processes, and resources that are implemented to ensure that products or services consistently meet specified quality requirements.18. Quality Management System (QMS) - 质量管理体系A quality management system is a set of interrelated or interacting elements within an organization that establishes policies, objectives, and processes to achieve and maintain quality.以上是质量控制中英文对照的相关术语和概念。
质量控制中英文对照
质量控制中英文对照Quality Control (QC) in English is translated as "质量控制" in Chinese. It refers to the process of ensuring that products or services meet certain standards and specifications. QC is an essential part of any manufacturing or service industry, as it helps to identify and rectify any defects or issues before the final product is delivered to the customer.The purpose of QC is to minimize the risk of producing faulty products or delivering substandard services. It involves various activities and techniques that are implemented throughout the production or service delivery process. These activities include inspection, testing, sampling, and documentation.The following is a detailed description of the key elements and steps involved in quality control, along with their corresponding translations in Chinese:1. Quality Planning (质量计划)- This involves defining the quality standards and specifications for the product or service.- Determining the necessary resources and processes required to meet these standards.- Developing a quality control plan that outlines the specific activities and procedures to be followed.2. Quality Assurance (质量保证)- This focuses on preventing defects or issues from occurring in the first place.- It involves implementing processes and systems to ensure that the production or service delivery is consistent and error-free.- This includes training employees, conducting regular audits, and implementing preventive measures.3. Inspection (检查)- This is the process of examining the product or service to ensure that it meets the specified requirements.- It involves visual examination, measurements, and testing to identify any defects or deviations.- Inspections can be conducted at various stages of the production or service delivery process.4. Testing (测试)- This involves subjecting the product or service to various tests to determine its performance, reliability, and functionality.- Testing can include physical, chemical, or performance tests, depending on the nature of the product or service.- Test results are compared against predetermined standards to determine if the product or service meets the requirements.5. Sampling (抽样检验)- Sampling is the process of selecting a representative sample from a larger population for inspection or testing.- It is used when it is not feasible or practical to inspect or test every single unit.- The sample is chosen using statistical methods to ensure it is representative and unbiased.6. Documentation (文件记录)- This involves maintaining detailed records of all quality control activities and results.- Documentation includes inspection reports, test results, corrective actions taken, and any other relevant information.- These records are important for traceability, analysis, and continuous improvement.7. Corrective Actions (纠正措施)- When defects or issues are identified, corrective actions are taken to rectify the problem and prevent its recurrence.- This can involve reworking the product, adjusting processes, or implementing additional controls.- Corrective actions are documented and monitored to ensure their effectiveness.8. Continuous Improvement (持续改进)- Quality control is an ongoing process that requires continuous improvement.- This involves analyzing data, identifying trends or patterns, and implementing changes to enhance quality.- Continuous improvement aims to optimize processes, reduce defects, and meet or exceed customer expectations.In conclusion, quality control plays a crucial role in ensuring that products or services meet the required standards and specifications. By implementing a comprehensive quality control system, businesses can minimize the risk of producing faulty products or delivering substandard services. The key elements of quality control, including quality planning, assurance, inspection, testing, sampling, documentation, corrective actions, and continuous improvement, are essential to achieving and maintaining high levels of quality.。
质量控制计划书.doc(中英文对照翻译)
质量控制计划书Quality Control Plan按照质量管理的要求,公司建立了质量保证体系、对实施的工程项目进行组织保证、物资保证、技术保证、制造保证和资金保证。
质量领导小组按照质量不断整改提高。
在物资保证方面做好设备材料供应,落实制造加工设备及维护措施。
严格执行材料进出库检验,材料证书齐全,使材料使用部位可以追溯。
在技术保证方面定期对作业人员进行技术培训,承接工程项目后进行技术交底和图纸交底,编写作业指导书,学习有关规范及标准,把技术责任制和质量责任制落实。
在制造保证方面明确保优目标,制定保优措施,检查保优效果,各个工序落实检查,进行过程质量控制,接受监理工程师的监督,严格做好质量评定工作。
在经济保证方面执行经济法规,落实经济责任制,促进提高制造设备的质量。
Quality control system is established in the Company as quality management requires, ensuring organization, material, technique, manufacturing and fund for the project under implementation. Quality group will perform modification and improvement according to quality specifications. Equipment and material supply will be highly focused as material assurance with the implementation of equipment manufacturing and maintenance measures. Examination for materials inbound or outbound shall be made rigorously to ensure material certificates are completed and all the materials to be used can be traced back. Operation members will be professionally trained at regular period as technical assurance, and technical delivery and drawing delivery will be made upon project is contracted. Instructions on operation will be drafted and all the concerned specifications and standards shall be familiarized with for the careful implementation of technical responsibilities and quality responsibilities. Quality security targets shall be defined as manufacturing assurance and measures shall be made accordingly to check up quality security effects. Checking up shall be made for each process as quality control subject to the supervising engineers' supervision to make quality assessment strict. Economic laws and regulations will be executed as economy assurance with economic responsibility system to be implemented to improve the quality of the device manufactured.对于承接的工程项目和设备制造加工任务,做到管理到位,并优化生产要素配置。
工厂化预制管段质量计划

工厂化预制管段质量计划英文回答:Factory prefabricated pipe segment quality plan is a crucial aspect of ensuring the overall success and efficiency of a construction project. It involves the implementation of measures and procedures to ensure that the prefabricated pipe segments meet the required quality standards.First and foremost, it is important to establish clear quality objectives and specifications for the prefabricated pipe segments. This includes defining the required dimensions, materials, and performance criteria. For example, the quality plan may specify that the pipe segments should have a certain diameter, be made of a specific type of material such as stainless steel, and be able to withstand a certain amount of pressure.Once the quality objectives and specifications aredefined, it is necessary to identify the key quality control points in the manufacturing process. This includes the inspection and testing procedures that will be implemented at various stages of production. For instance, the quality plan may outline that visual inspections will be conducted during the fabrication process to check for any defects or imperfections, and destructive testing will be performed on a sample of pipe segments to ensure their strength and durability.In addition to inspections and testing, the quality plan should also include measures to ensure thetraceability of the prefabricated pipe segments. This involves maintaining detailed records and documentation of the manufacturing process, including the source of materials, the production dates, and any relevant certifications or test reports. This allows for easy identification and tracking of each pipe segment, which is essential for quality control and accountability.Furthermore, the quality plan should address any corrective actions that need to be taken in case of non-conformance or quality issues. This includes establishing a process for identifying and addressing any deviations from the quality objectives and specifications. For example, if a batch of pipe segments fails to meet the required dimensions, the quality plan may outline the steps to be taken to rectify the issue, such as reworking or replacing the non-conforming segments.Lastly, it is important to regularly review and update the quality plan to ensure its effectiveness and relevance. This includes conducting internal audits and seeking feedback from stakeholders to identify any areas of improvement. By continuously monitoring and improving the quality plan, a construction project can ensure that the prefabricated pipe segments meet the required quality standards and contribute to the overall success of the project.中文回答:工厂化预制管段质量计划是确保建筑项目整体成功和效率的关键因素。
pe 聚乙烯燃气管材制造质量计划
英文回答:Under the PE polyethylene gas pneumatics manufacturing quality plan, the following quality control measures must be strictly enforced to ensure product quality: suppliers of raw materials are required to provide high quality PE polyethylene raw materials that meet national standards and are produced strictly in accordance with the requirements of the production process。
In the production process, on—site management of production must be strengthened to ensure that operators operate strictly in accordance with operational protocols and that private changes in process parameters are prohibited。
The management and maintenance of equipment must be strengthened to ensure the proper functioning and stability of production equipment。
These measures are in line with our overall approach and policy for manufacturing development and are necessary to ensure product quality。
管道方案(中英文对照版)工艺管道专用中英文翻译
管道方案(中英文对照版)工艺管道专用中英文翻译Contract Title 合同标题 Shanghai Secco Petrochemical pany Limited 上海赛科石油化工有限责任公司Integrated Project Management Team 一体化项目管理组Caojing, Shanghai, P R China 中国上海漕泾 Document Title文标题 PIPING CONSTRUCTION QUALITY MANAGEMENT DETAIL RULES 管道工程施工质量管理工作细则 PR-00-CIJ-PP-0001A00 朱诚钢 30.12.02 P00 NRNR(Signature) Issue Rev 版本号 Issue or Revision Description 签发或版本说明 Origin by 制文人 Date 日期Check by 审核人 Date 日期 Approve by 批准人 Date 日期Approve by 批准人 Date 日期 This Document is Owned by 本文持有人 IPMT Authority IPMT授权批准管道工程施工质量管理工作细则 PIPING CONSTRUCTION QUALITY MANAGEMENT DETAIL RULES 目录 Content1.0 编制目的及适用范围 Purpose for Preparation and Scope of Application2.0 编制原则 Principles for Preparation3.0执行标准及有关规定 Applicable Standards and Relevant Regulations 3.1 中国政府的相关法规和政策 Relevantlaws, regulations and policies issued by Chinesegovernment: 3.2 SECCO项目IPMT质量体系有关文Documentation related to IPMT quality system of SECCOproject: 3.3 SECCO项目IPMT规定和要求 IPMTregulations and requirements of SECCO project: 3.4施工验收标准及规范 Standards and codes for construction acceptance: 4.0 冲突和协调 Conflict andCoordination 5.0 专业技术经理与专业工程师Specialist Technical Manager and Specialist Engineer 5.1 专业技术经理 Specialist technical manager 5.2 专业工程师 Specialist engineer 6.0 HSE 7.0 施工过程中工程施工质量的控制 Quality Control in the Process of Construction 7.1 主要依据 Main basis 7.2 熟悉现场管理体系、建立工作接口Acquaintancewith site management system and establishment ofworking interface 7.3技术准备 Technical Preparations 7.4 组织设计交底 Organization Design Briefing 7.5 图纸与设计文会审 Joint Check-up of Drawings and Design Documents 7.6 审查施工组织设计和施工方案 Check-up of Construction Organization Design and Construction Plan 7.7 施工过程的质量控制点的制定和检查程序 Procedures for the Establishment and Inspection of Quality Control Points in the Construction Process 7.8 施工过程中的质量控制Quality Control During the Construction Process 7.8.1原材料的检查与验收原则 Principles for the Inspectionand Verification of Raw Materials 7.8.2 管子抽检的内容和比例 Contents and Percentage of Pipe Spot-check 7.8.3 其他管道组成抽检的内容和比例 Spot-check Contents and Percentage of Other Pipe ponents 7.8.4 阀门的检验与试验(包括管道视镜、过滤器及阻火器检验)ValveInspection and Experiment (Including the inspectionof pipe signt glass, strainer and flame arrestor) 7.8.5采用的主要管道器材标准(规范)Major Piping Specifications Standards (or codes)7.8.5.1 材料标准Material Standards 7.8.5.1.1 无缝钢管 SeamlessSteel Pipe 7.8.5.1.2 焊接钢管 Welded Steel Pipe7.8.5.1.3 管 Pipe fittings 7.8.5.1.4 联接 Pipe joints7.8.5.1.5 阀门 Valves 7.8.5.2 应用规范 Application specification 7.8.5.2.1 管子 Pipe 7.8.5.2.2 管 Pipe fittings 7.8.5.2.3 联接 Pipe joints 7.8.5.2.4 阀门Valves 7.8.6 管道防腐 Pipingcorrosion prevention7.8.7 管道的预制加工工艺 Pre-fabrication process forpipe 7.8.8 碳素钢管道焊接、热处理及质量检查Welding,heat treatment and quality inspection for carbonsteel pipe 7.8.9阀门安装 Valve installation 7.8.10 低温材料检验及安装 Cryogenic material inspection and installation7.8.11 静电接地安装 Static grounding erection 7.8.12 管道系统试验、吹除与清洗Test,purging and cleaning for piping system 7.8.13工程中间交接 Engineering intermediate takeover7.8.14 竣工验收 pletion acceptance 7.9 专业工程师应保存的资料 Documents to be retained by specialistengineer 附录1: 管道安装工程质量控制点 Appendix1 Quality Control Points for Piping Installation Project 附录2:工业管道施工管理台帐 Appendix2 Industrial Piping Construction Management Record Book1.0编制目的及适用范围:Purpose for Preparation and Scope of Application1.1 本规定适用于上海SECCO 90x104t/a乙烯项目(以下简称SECCO项目)的现场施工质量管理工作。
质量计划(英文)
解读排水管道工程施工质量管理重点及措施中英文

解读排水管道工程施工质量管理重点及措施中英文Interpretation of drainage pipeline construction quality management focus and measures从施工准备阶段、管道施工阶段、管线安装、检查井施工以及土方回填和闭水试验等方面论述了市政给排水管道工程施工质量管理重点及措施。
From the aspects of the construction preparation stage, construction stage, pipeline installation,pipeline inspection well construction and earthwork backfilling and closed water test of municipal water supply and drainage engineering construction quality management focus and measures。
一、施工准备阶段质量控制Quality control, construction preparation stage(一)公共设施保护?管道沟槽施工应根据土质情况采用支撑以免造成滑坡、塌方,若施工遇到建构筑物基础或电杆、灯杆等应制定防止下沉或变形措施后方可施工,一般应采用钢板桩加固方法;施工地区地下水量丰富则在管道施工过程中往往需要排水,应制定合理措施以保证地面不发生过大沉降而影响周围建构筑物使用安全;在埋有高压线地区内开挖时要求挖掘机不能在其正上方开挖,必要时采用人工开挖;开挖过程中遇到地下管线和各种构筑物应尽量迁移,若不能迁移应人工开挖使其外露之后采取吊托等加固措施。
( a ) public facilities protection?Pipeline trench construction should be based on soil conditions with support so as to avoid landslide, collapse, if in the construction of building foundation or pole,a lamp post should be developed to prevent sinking or deformation measures before the construction, should generally be used for steel sheet pile reinforcement method; construction area,the underground water is abundant in the pipeline construction process often need to drain,should make reasonable measures to ensure that the ground is not too large settlement of surrounding buildings safe use;buried in a high-voltage wire area excavation excavator is not in its just above the excavation, when necessary,using artificial excavation; excavation encountered in the process of underground pipelines and structures should as far as possible migration,if you cannot transfer should be excavated after the exposure to take reinforcement measures such as hanging bracket.(二)道路拆除与恢复?市政给排水管道施工必然涉及到一定路面的拆除与恢复工作,为了能够保证施工安全及路基质量,在道路开挖前应根据施工图纸计算开口宽度,用白漆标出开挖线之后用切割机将路面切断,用挖掘机对破碎的混凝土路面及碎石等垫层进行开挖并合理堆放以备后用,管路施工完成后的沟槽回填工作直接影响路面的质量及使用功能,尤其是在高原地区更应注重沟槽回填质量,一般对回填土或砂采用夯实或灌水密实,之后采用压路机分层碾压,回填应分层回填及夯实,并应控制每层回填厚度不超过25cm,夯实后采用核子密度仪测量密实度,待其压实率达到95%以上后方可进行下道工序施工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录2.1管线预制Prefabrication of piping2.2管线安装Installation of piping2.3管线测试Pressure testing of piping2.4管线冲洗吹扫Purging and flushing of piping2.5管线系统Restoration of piping systems2.6管线系统防腐与保温Coating and insulation of piping附件Accessories:ICL-P-001ICL-P-002ICL-P-003ICL-P-004ICL-P-005ICL-P-006ICL-P-007ICL-P-008ICL-P-009ICL-P-010ICL-P-011ICL-P-012ITR-P-001ITR-P-002ITR-P-003ITR-P-004DEFINITION OF INSPECTION AND TEST PLAN SYMBOLS APPLICABLE TO ALL SIGNATORIES检查计划用符号定义:“H” - HOLD “H” –截留点: A point beyond which workshall not proceed without formal approval bythe appropriate inspectorate. Achievementof “H” points shall be notified to OWNERthrough CPECC in accordance with thecontract.除非接到有关检查人员的正式通知,否则以后的工作不能进行。
“W” - WITNESS “W” –见证点:A point beyond which work mayproceed without formal documented approvalby any of the inspectorate. Achievement of“W” points shall be notified to TCM inaccordance with the contract.如果没有接到任何检查人员的通知,以后的工作可以继续进行。
“S”- SURVEILLANCE “S” - 监督点:A point where CP6CC andothers may carry out surveillance of workin progress and documentation associatedon an unscheduled basis, with nonotification required by any party andwithout amendment to the scheduledproduction programme.CP6CC及其有关人员不必事先通知而对施工及其文件进行的随机检查。
“R” - REVIEW “R” –文件审批点:The documents are to be submittedto the appropriate inspectorate for review byTCM. Note that where a document is subject toCP6CC/TCM approval, work shall not proceed untilCP6CC/TCM approval is given. 将文件提交给有关检查人员审批。
注意提交CP6CC或TCM的文件审批通过并返回之后,有关工作才能进行。
“C” - CERTIFICATION “C” –Specific and appropriate certification documentation is to be included in the document package. 提交证明文件点:提交有关的证书或证明文件。
INSPECTION / TEST ACTIVITY检查活动: A1 - 100% ACTUAL A1- 100%检查 A2 - RANDOM ACTUAL A2–随机抽查CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号:Contract No.专业Speciality:管线Piping 内容Contents:管线预制Prefabrication of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6CC QC Department部批准人Approval personnel:CP6CC QC Department部编号Tag. No. 活动Activities 检查内容Inspecting contents检查使用的规范、标准和文件The criterions, standards anddocuments used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队ConstructionteamsCP6CC TCM1.0 材料控制Materialcontrol 1.1检查管材的外观、椭圆度、壁厚,涂层管线的涂层外观情况Inspection of piping for proper appearance,ellipticity, wall thickness and coat appearance1.2所有阀门的传动装置、操作机构和法兰密封面.Gearing, actuator/operating mechanism and flangeseal faces of all the valves1.3弯头、大小头、三通、法兰及紧固件等管配外观情况Appearance of fittings such as elbow, reducer, tee,flange and fastenings1.4各种合格证书及材质证书Shop and material certificates1.5材料领取记录Records for material issue/distribution6不符合规范的材料回收、更换记录及标记和存放情况Records for recovery and exchange of unacceptablematerials and situation of their identification andcustody管线施工程序Procedure forpiping construction认可的施工图纸、规范Approval IFC drawings andspecifications管线施工程序Procedure forpiping construction认可的施工图纸、规范Approval IFC drawings andspecifications管线施工程序Procedure forpiping construction认可的施工图纸、规范Approval IFC drawings andspecifications管线施工程序Procedure forpiping construction认可的施工图纸、规范Approval IFC drawings andspecifications管线施工程序Procedure forpiping construction认可的施工图纸、规范ApprovalIFC drawings andspecificationsICL-P-001ICL-P-001ICL-P-001ICL-P-001A1A1A1A1A1A1A2A2A2A1A2A1SSSSS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查56CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号:Contract No.专业Speciality:管线Piping 内容Contents:管线预制Prefabrication of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6CC QC Department部批准人Approval personnel:CP6CC QC Department部编号Tag. No. 活动Activities 检查内容Inspecting contents检查使用的规范、标准和文件The criterions, standards anddocuments used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队ConstructionteamsCP6CC TCM3.04.0 管材切割Pipe cutting坡口加工Bevelling3.1图纸经业主审批,且经技术部门会审,有关部门签字.Make sure that drawings have been subject to Owner’approval, co-review of technical department andsignature of related departments.3.2管材切割后标记移植Mark transfer after cutting3.3管材切割方法Method for pipe cutting3.4现场材料堆放、贮存保护情况.Situation of material piling-on storage, custody,protection on site4.1坡口角度、坡口表面质量Angle and visual quality of bevels管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFCdrawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFCdrawings and specificationsICL-P-002ICL-P-002ICL-P-002ICL-P-002WELD-FORM-02A1A1A1A1A1A1A2A2A2A2RS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查7CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号:Contract No.专业Speciality:管线Piping 内容Contents:管线预制Prefabrication of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6CC QC Department部批准人Approval personnel:CP6CC QC Department部编号Tag. No. 活动Activities 检查内容Inspecting contents检查使用的规范、标准和文件The criterions, standards anddocuments used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队ConstructionteamsCP6CC TCM5.06.0管线组对Lining-up of pipes管线焊接Welding of pipes5.1管线和管件清洁度Cleaness of pipes and fittings5.2坡口间隙和错边量Groove gap and offset6.1焊接程序和焊接材料Welding procedure and materials6.2焊工资格及证书Welder’s qualification certificates6.3 焊接时的焊接参数WPS6.4焊缝外观及几何尺寸Appearance and size of weld6.5天气状况Weather conditions6.6现场记录、焊工号标记和单线图记录Site records, marks of welder number andpipe-welding map管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings andspecificationsICL-P-002WELD-FORM-02WELD-FORM-03WELD-FORM-10WELD-FORM-03WELD-FORM-02WELD-FORM-03WELD-FORM-02/03A1A1A1A1A1A1A2A2A1A1A2A2A2SRRSSSS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查8CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号: Contract No.专业Speciality:管线Piping 内容Contents:管线预制Prefabrication of piping 文件编号Document No.:NH-HDPE+PP-QPL-02 版本Edition:0日期Date:编制人Editor:CP6CC QC Department部批准人Approval personnel:CP6CC QC Department部编号Tag. No. 活动Activities 检查内容Inspecting contents检查使用的规范、标准和文件The criterions,standards and documents used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队constructionteamsCP6CC TCM7.08.0 预制件Prefabrication 7.1人员资格证书及经历Personnel qualification certificate andexperience7.2 RT相片及检查报告RT films and inspection reports8.1管线弯曲和成型后的外观、椭圆度壁厚.Appearance, ellipticity and wall thicknessafter bending and shaping of pipes8.2加工后的管螺纹质量Thread quality after threading8.3预制件外观尺寸及记录Appearance, dimensions and records ofprefabrication spools8.4不合格产品处理记录Records for treatment of unacceptable items8.5预制件保护措施Protective measures of prefabrication spools管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings andspecificationsMBOD/EPCI-MU-QCⅠ管线施工程序Procedure for piping construction管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings andspecificationsWELD-FORM-01WELD-FORM-05WELD-FORM-06 WELD-FORM-07WELD-FORM-09ICL-P-002ICL-P-002ICL-P-002NCRA1A1A1A1A1A1A2A2A2A2A1A2RCSSSSS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查9CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号: Contract No.专业Speciality:管线Piping 内容Contents:管线安装Installation of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6CC QC Department部批准人Approval personnel:CP6CC QC Department部编号Tag. No. 活动Activities 检查内容Checking contents 编号Tag. No. 活动Activities检查内容Checking contents施工队constructionteamsCP6CC TCM1.0 阀门安装Installation ofvalves 1.1部分阀门试压、解体和记录.Records for pressure testing and disassembly ofsome valves1.2所有阀门操作机构、传动装置和其密封面.Operating and gearing mechanism and flange sealof all valves1.3所有阀门现场安装位置与图纸是否一致(包括但不限于阀门方向、操作位置).Locations of installed valves in accordance withthose show in the drawings(including, but notlimited to, orientation and operating position)1.4 成排阀门的平行度The parallel between rows of valves1.5调节阀、电磁阀安装的保护措施Protective measures for installation of controland solenoid valves管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specification管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范范Approval IFC drawingsand specificationsIRT-P-002IRT-P-002ICL-P-002ICL-P-002ICL-P-002ICL-P-002A1A1A1A1A1A1A2A1A2A2CSA2SS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查10CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号: Contract No.专业Speciality:管线Piping 内容Contents:管线安装Installation of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6ECC QC Department部批准人Approval Personnel:CP6CC QC Department部编号Tag. NO. 活动Activities 检查内容Checking contents检查使用的规范、标准和文件The criterions,standards and documents used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队ConstructionteamsCP6CC TCM2.03.0安全阀安装Installation ofsafety valves地管安装Installation ofundergroundpipelines2.1开启和回座压力标定记录Records for calibration of poping pressure andreclosing pressure2.2标定程序和测试介质Setting procedure and testing medium2.3安装垂直度Verticality of installed valves2.4安全阀型号和模数与图纸(PID)是否一致Check of safety valves for correct type and modelin conforming with that shown the PID drawings2.5 确保安装前安全阀有适当记录To make sure that the records of safety valvesare maintained well prior to installation3.1管内清洁度Cleaness inside pipes3.2管沟开挖前复测其管沟位置,管线下沟前检查管底标高及中心线Re-surveying of pipe trenches for correctlocation prior to excavation of the trenches,check of trenches for correct bottom elevationand centerlines prior to layering down of pipes3.3沟底是否夯实Check and ensure the trenches bottom have beentamped.管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawingsand specificationsITR-P-003ITR-P-003ICL-P-002ICL-P-007ICL-P-002ICL-P-009ICL-P-013ICL-P-009A1A1A1A1A1A1A1A1/WA1A1A1A1A1A1/C/WRA1SSS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查11CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号: Contract No.专业Speciality:管线Piping 内容Contents:管线安装Installation of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6CC QC Department部批准人Approval personnel:CP6CC QC Department部编号Tag. No. 活动Activities 检查内容Checking contents 编号Tag. No. 活动Activities检查内容Checking contents施工队constructionteamsCP6CC TCM3.04.0地管安装Installation ofundergroundpipelines工艺管线安装Installation ofprocess piping3.4试压后焊缝及周围的除锈情况,补口程序Surface preparation of welds and area nearthem, joint coating procedure3.5阴极保护的安装Installation of cathodicprotection items3.6确保取得竣工数据Collection of as-builtinformation/data3.7垂度和弯曲是否符合图纸要求Sag and bend ofpipelines in conformity with the requirements indrawings3.8回填前电火花检漏及记录Holiday detection andrecording prior to backfilling3.9分层回填,每层密实度Backfilling and compacting inlayers for proper compactness4.1管内清洁度及管端封闭情况Check of pipes forinternal cleanness and proper end protection cover4.2水平管线弯曲度、立管垂直度、管线间距、管线坐标和标高.Check of piping for proper levelness,verticality, coordinates, elevation and distancebetween lines4.3支吊架型式、材料材质和焊缝Check of pipe forcorrect type, material and welding4.4螺栓和螺帽是否涂防锈油check of bolt and nuts forproper application of antirust oil管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawingsand specifications认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for pipingconstruction认可的施工图纸、规范,Approval IFC drawingsand specificationsICL-P-011ICL-P-002FORM-P-002ICL-E-006AICL-P-002ICL-P-002ICL-P-002ICL-P-002ICL-P-002ICL-P-002A1A1A1A1A1A1A1/CW/A2A1/CA1A2A2A2HW/CHHSSSS检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查1213CSPC南海石化项目 NANHAI PETROCHEMICAL PROJECT质量计划 QUALITY PLAN合同号: Contract No.专业Speciality:管线Piping 内容Contents:管线试压Pressure testing of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版本Edition:0日期Date:编制人Editor:CP6ECC QC Department部批准人Approval Personnel:CP6CC QC Department部编号Tag. NO. 活动Activities 检查内容Checking contents检查使用的规范、标准和文件The criterions, standardsand documents used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队ConstructionteamsCP6CC TCM1.0 试压前Prior to pressuretesting 1.1按PID分管线号检查施工是否完毕To make sure that construction of the piping tobe test have been completed against PIT drawings1.2试压管线的支架型式、位置是否与图纸一致,且没有漏项.Check of supports for piping to be tested toensure correct location and type in conformitywith those show in the drawings1.3 NDE和焊缝修补已完毕To make sure that NDT and weld repairing havebeen completed1.4临时支架应牢固、可靠To make sure that temporary supports are securedand stable1.5所有螺栓是否上紧Check of all the bolts for proper tightening1.6参与试压的所有阀门是否打开,止回阀是否与试压介质流向一致Check of all the valves in piping to be testedfor proper opening and the check valves forcorrect direction in conformity with the mediumflow direction管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范,Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings andspecificationsICL-P-003ICL-P-003ICL-P-003ICL-P-003ICL-P-003ICL-P-003A1A1A1A1A1A1A1/RA1A1/R/HA1A2A1A1SA2SSA2检验与测试计划代码Inspection and testing plan codes:H-HOLD “H”停检点W-WITNESS “W”见证点S- SUVEILLANCE “S”监督点R-REVIEW “R”文件审批C-CERTIFICATEION “C”提交证明文件A1-100% ACTUAL OR检查或A2- RANDOM ACTUAL抽查1415CSPC 南海石化项目 NANHAI PETROCHEMICAL PROJECT 质量计划 QUALITY PLAN合同号: Contract No.专业Speciality :管线Piping 内 容Contents :管线试压Pressure testing of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版 本Edition :0 日期Date : 编制人Editor :CP6ECC QC Department 部批准人Approval Personnel :CP6CC QC Department 部编号Tag. NO. 活动Activities检查内容Checking contents检查使用的规范、标准和文件Thecriterions, standards and documents usedfor inspection需要填写的检查记录Inspecting records 检查人Inspector施工队Construction teamsCP6CC TCM1.7试压系统与不参与试压的部位是否加盲板,加盲板位置挂牌及记录Check of blind plates to isolate the piping to be tested from those not to be tested for correct installation, their location indication and records1.8试压压力表已调校、压力表的量程和位置 Check of pressure gauges for proper calibration, correct range and installation position1.9试压的安全措施Safety measures for pressure testing1.10不锈钢钢管试压用水分析报告Analysis report of water to be used for pressure testing of stainless steel piping1.11系统管线各种记录和报告Records and reports of piping to be tested管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specificationsICL-P-003 ICL-P-003 ICL-P-003 ICL-P-003 Test package 水压试验包 A 1 A 1 A 1 A 1 A 1 A 1 A 1/C A 1/H A 1 A 2 S R C R/H检验与测试计划代码Inspection and testing plan codes : H-HOLD “H ” 停检点 W-WITNESS “W ” 见证点 S- SUVEILLANCE “S ”监督点 R-REVIEW “R ” 文件审批C-CERTIFICATEION “C ” 提交证明文件 A 1-100% ACTUAL OR 检查或 A 2- RANDOM ACTUAL 抽查1617CSPC 南海石化项目 NANHAI PETROCHEMICAL PROJECT 质量计划 QUALITY PLAN合同号: Contract No.专业Speciality :管线Piping内 容Contents :管线清洗、吹扫Purging and flushing of piping文件编号Document No.:NH-HDPE+PP-QPL-302版 本Edition :0日期Date : 编制人Editor :CP6ECC QC Department 部批准人Approval Personnel :CP6CC QC Department 部编号Tag. NO. 活动Activities 检查内容Checking contents 检查使用的规范、标准和文件The criterions, standards and documents usedfor inspection需要填写的检查记录Inspecting records 检查人Inspector施工队Construction teamsCP6CC TCM 1.0 清洗和吹扫 Purging and flushing 1.1管线经试压已合格. Confirmation of pressure testing as acceptable 1.2审核吹扫和清洗流程图 Review of flow drawing for purging and flushing 1.3系统阀门是否打开,止回阀的阀芯已拆除,需要拆除的盲板,系统上的孔板、文丘里管、喷嘴、过滤网、调节阀、流量计等已拆除. Check of piping for proper opening of system valves and correct removal of trims of check valves, blind plates, orifice plates, ventruri-tubes, nozzles, screens, control valves and flow meters. 1. 4临时加固措施Temporary supports1.5与不参与清洗和吹扫的设备隔离Isolate from the equipment not to be purging and flushing1.6清洗和吹扫的排放口Check of the outlets for purging and flushing1.7清洗和吹扫结果和记录Records and reports for purging and flushing管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范ICL-P-007 ICL-P-007 ICL-P-007 ICL-P-007 ICL-P-007 ICL-P-007 ICL-P-004 A 1 A 1 A 1 A 1 A 1 A 1 A 1 A 1/CA 1/R A 1 A 2A 1 A 1/C A 1A 1 A 2 S S W检验与测试计划代码Inspection and testing plan codes : H-HOLD “H ” 停检点 W-WITNESS “W ” 见证点 S- SUVEILLANCE “S ”监督点 R-REVIEW “R ” 文件审批 C-CERTIFICATEION “C ” 提交证明文件 A 1-100% ACTUAL OR 检查或 A 2- RANDOM ACTUAL 抽查192021CSPC 南海石化项目 NANHAI PETROCHEMICAL PROJECT 质量计划 QUALITY PLAN合同号: Contract No.专业Speciality :管线Piping 内 容Contents :管线系统防腐保温 Coating and insulation of piping文件编号Document No.:NH-HDPE+PP-QPL-302 版 本Edition :0日期Date : 编制人Editor :CP6ECC QC Department 部批准人Approval Personnel :CP6CC QC Department部编号Tag. NO. 活动Activities 检查内容Checking contents检查使用的规范、标准和文件Thecriterions, standards and documents used for inspection需要填写的检查记录Inspecting records检查人Inspector施工队Construction teams CP6CC TCM 2.0管线保温 Insulation ofpiping1.11防腐材料应根据厂家的要求使用Use of coating material in accordance with the manufacturer ’s requirements2.1检查保温层外观和保温层厚度,不合格的材料应挑出 Inspection of insulation for appearance and thickness and acceptable materials 2.2检查现场材料保护方法Inspection of protective methods for storage of materials on site2.3 管线是否已进行防腐,防腐检查与否,是否已经验收 Confirmation of piping coating as acceptable 2.4检查热保温层搭接寒宽度Check of insulation for correct overlapping width 2.5检查现场材料的保护措施Inspection of protective measures for materials on site2.6管线防腐应与要求一致To make sure that piping coating is in conformity with the manufacturer ’s requirements管线施工程序Procedure for piping construction 认可的施工图纸、规范、厂家规定Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范 Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范 Approval IFC drawings and specifications管线施工程序Procedure for piping construction认可的施工图纸、规范 Approval IFC drawings and specifications认可的施工图纸、规范 Approval IFC drawings and specifications认可的施工图纸、规范 Approval IFC drawings and specifications认可的施工图纸、规范 Approval IFC drawings and specificationsICL-P-011ICL-P-012 FORM-P-003ICL-P-012 FORM-P-003ICL-P-003 FORM-P-001ICL-P-003ICL-P-012ICL-P-012A1 A1 A1 A1 A1 A1A1 A1 A2 A1 A2 A2 A2W检验与测试计划代码Inspection and testing plan codes : H-HOLD “H ” 停检点 W-WITNESS “W ” 见证点 S- SUVEILLANCE “S ”监督点 R-REVIEW “R ” 文件审批C-CERTIFICATEION “C ” 提交证明文件 A 1-100% ACTUAL OR 检查或 A 2- RANDOM ACTUAL 抽查22CSPC 南海石化项目 NANHAI PETROCHEMICAL PROJECT 质量计划 QUALITY PLAN合同号: Contract No.专业Speciality :管线Piping 内 容Contents :管线系统防腐保温 Coating and insulation of piping 文件编号Document No.:NH-HDPE+PP-QPL-302版 本Edition :0日期Date : 编制人Editor :CP6ECC QC Department 部批准人Approval Personnel :CP6CC QC Department 部编号Tag. NO. 活动Activities检查内容Checking contents 检查使用的规范、标准和文件Thecriterions, standards and documents usedfor inspection需要填写的检查记录Inspecting records 检查人Inspector施工队Construction teamsCP6CC TCM2.7检查法兰、阀门和盲板的保温状况 Inspection of insulation at flanges and valves and blind plates 2.8检查吊架和支架的保温状况 Inspection of insulation at supports and hangers 2.9检查弯头的保温 Inspection of insulation at elbows 2.10保温层上铠装得到适当的保护 Inspection of insulation cladding for proper protection 2.11安装铠装前,保温护层应进行检查和验收 To make sure that prior to cladding, insulation is inspected as acceptable 2.12检查材料证书和金属铠装外观 Check of materials certificates and inspection of cladding for good appearance 2.13检查金属环形、水平和垂直接头以及搭接尺寸 Inspection of cladding for good shape and proper jointing and overlapping 2.14检查金属铠装的外观质量和椭园度 Inspection of cladding for good appearance and correct ellipticity 认可的施工图纸、规范 Approval IFC drawings and specifications 认可的施工图纸、规范 Approval IFC drawings and specifications 认可的施工图纸、规范 Approval IFC drawings and specifications 可的施工图纸、规范 Approval IFC drawings and specifications 认可的施工图纸、规范 Approval IFC drawings and specifications 管线施工程序Procedure for piping construction 认可的施工图纸、规范 Approval IFC drawings and specifications 认可的施工图纸、规范Approval IFC drawings and specifications认可的施工图纸、规范Approval IFC drawings and specificationsICL-P-012 ICL-P-012 ICL-P-012 ICL-P-012 FORM-P-003 ICL-P-012 FORM-P-003 ICL-P-012 ICL-P-012 ICL-P-012 FORM-P-03 A1 A1 A1 A1 A1 A1 A1 A1 A2 A2 A2 A2 A1 A1 A1 A2 W S S W检验与测试计划代码Inspection and testing plan codes : H-HOLD “H ” 停检点 W-WITNESS “W ” 见证点 S- SUVEILLANCE “S ”监督点 R-REVIEW “R ” 文件审批C-CERTIFICATEION “C ” 提交证明文件 A 1-100% ACTUAL OR 检查或 A 2- RANDOM ACTUAL 抽查中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project 报告号:Report No.23中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project 报告号:Report No.24中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project 报告号:Report No.25中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project报告号:Report No.26中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project 报告号:Report No.27中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project 报告号:Report No.28中国石油天然气第六建设公司The 6th Construction Company of CNPCCSPC南海石化项目CSPC Nanhai Petrochemical Project 报告号:Report No.29。