FA227型梳棉机应用双齿型锡林金属针布的生产实践
【doc】梳棉机锡林轴修理方法实践分析

梳棉机锡林轴修理方法实践分析一棉纺织技术第22卷第7期{3,?z,,419-【35】主产窦足誊梳棉机在长期运转中茄哞,诌曲,绎修,择劾梳棉机锡林轴修理方法实毁/分析/'一.一恕会因多种因素造成锡高.…一林轴的轴承位及滑动位磨损,为了解决这一问题,生产厂采取了不同修理方法进行修理,其方法不外乎有下列五种.一,换轴法更换锡林轴最大优点是,锡林轴的性能恢复如初.但其成本高(一般整套针布报废,加之新轴配件费总共上千元),劳动强度大,停产时间长.此方法比较原始,且不经济.二,刷镀修理法此法需使用DSD100S型刷镀机+专门的镀液及带有机溶液阳极(石墨)的镀笔.刷镀时,工件接通直流电的负极,镀笔接正极,镀笔上的石墨阳极用厚度适当,均匀的脱脂棉和涤棉套包裹,靠稷满镀液的镀笔与工件接触并相对运动,使溶液中的金属离子,在电场的作用下向工件迁移,逐渐结晶快速沉积在所需修复的工件表面上,使被镀件表面获得均匀而光褙的镀层. 此种方法主要用于小面积,磨损厚度小于04ram时的修复.这种工艺操作方便,镀速快, 应用范围广,镀件不变形,镀后一般不需要再加工+且安全可靠,省力,省料.但使用周期短,运转约一年半时间,镀层开始出现局部颗粒凹状, 随后开始起浮,需重新修理.三,烧焊法锡林轴磨损超过0.4ram以上,可考虑将轴头磨损处进行烧焊处理.按大平拆车要求拆车,如磨损一端时,只需拆除磨损一端的轴承座.用带有滚轮的专用支架架好锡林;焊前用安全阿将烧焊处围起,其空间大小以焊工便于旋工为佳,按室内防火要求, 作好消防准备工作,并派专职消防人员进行现场监护.实施烧焊时注意工件烧焊全过程中要掌握好焊接均匀,牢固,严防轴变型.最好采取对向焊接操作方法进行烧焊处理.烧焊完毕,仍用大枕木架稳锡林,待轴冷却后,用专制的机床进行精加工,以达到公差配合尺寸.此法成本较换轴法稍省.也能基本上恢复锡林轴的性能.劳动强度也低于更换新轴.但其成本仍然较高,轴变形可能性大,现场防火要求四,镶轴法按大平拆完车并拆除轴承座,装上带滚轮的锡林支承架,并安装好改制车床;将磨损的轴头部位按一定厚度车去+再加工一个轴套,使之轴套内径尺寸符合紧配合的要求,外径达到原轴尺寸.然后将轴套用专用加热器加热后,套在锡林轴头+用榔头打击专用套使其到位待轴套冷却后即可按正常安装的方法装车.此法施工较为简便,易修复,成本低+方便易行.但轴因被车削+承载能力降低,轴也容易变形和弯曲.五,粘接法粘接法是近几年才推广的新工艺,适合对磨损在0.4mm以上所采用的一种新的修理方法,现以锡林轴轴承位磨损为例说明如下.拆去锡林轴磨损一端的轴承座,将磨损部位用粗锉刀进行打毛处理..加工一哈夫夹具(如附图),要求夹具的两头孔应同心.修理时先对夹具的内孔涂上一层脱模剂,放置一边待用;再对锡林轴磨损部位用丙酮进行彻底的清洗.然后将FT一2型抗磨环氧胶均匀涂在磨损的部位表面,使其直径略大于标准尺寸,再将涂有脱模剂的夹具,用(D60 一头夹紧锡林轴颈,用(D65的另一头夹住涂层,让修复伉与嗄轴同心待24h固化后脱模, 060 (65)附旧取下夹具,全面检杳粘接后的锡林轴是否符合应有的尺寸公差配合,即为中65,如符台要求,可用常规方法将轴承加热后装上到位即可(如略大于nO4可用0砂布加工).如磨损在2ram以上时,可在涂上薄薄的底胶后,在其上面加上一层增强线,让胶渗透其间.再在其上面涂够牯接胶,使其略大于标准尺寸,再用涂有脱模剂的夹具夹紧锡林轴颈即可. 发现松动现象,一切正常此种方法劳动强度低,成本仅是一根新轴的十分之一,修复时间短,应用范围广,且工件不易变形,不需专门加工.但此方法修复技术要求较高,操作程序严格,胶的承载强度有限.这丰报平电棉结杂质是棉纱评级的主要指标之一,而且最终影响棉布质量.因此探讨结杂的成固和规律,制订降低结杂的有效措麓,对纺织生产有重要的现实意义.一,棉结成因棉结的成因比较复杂.一类是原料造成的,这与棉花的品种,地理环境和生长气候有关.二类足原棉初加工所造成.原棉根据轧工方法分为皮辊棉和锯齿棉两种.锯齿棉易产生带纤维籽屑,棉结等疵点这类疵点在纺纱的清钢工序处理中不易被排除,所以锯齿棉在纺纱过程中易产生棉结.试验表明,锯齿棉经清花处理后, 钩形棉束比皮辊棉多了3~4倍,但皮辊棉的含杂比锯齿棉高.三类是生产过程中形成的.这是本文要讨论的问题.二,棉结的分布规律棉结在各工序中有一定的分布规律,我们所纺C18tex纱棉结在各工序中分布的大致规律如附图50蠢40辈3020,/—丽杀头井=井枢纱细纱I序甜l刮由图可知清花,梳棉是产生棉结最多的工序.因此控制成纱棉结必须首先控制生条棉结. 棉纺织厂黄志元l_同时也可从图中看出,清花,梳棉在正常状态下并不是产生棉结的唯一源泉,成纱中的棉结.有相当一部分是在牵伸过程中增加的.三,纺纱工序降低棉结杂质的措施1.合理配棉,控制原棉中棉结(1)配棉与棉结的关系是错综复杂的.合理正确把握不同的原棉特性,如成熟度,短绒及棉结含量极为重要,尤其应控制原棉中的棉结含量.因为棉结在工艺流程中不易清除.其次对回花和再用棉的使用必须严格控制,据分析再用棉较原棉棉结增加l0倍左右.回花中棉结亦明显增加.(2)为掌握原棉的有关特性及这些特性值与成纱结杂的大致关系,并把定性的概念变为定量的概念.以此作为配棉工作参考.我们根据数理统计原理,收集相当数量的单唛试纺资料. 找出了原棉成熟度,带纤维籽屑,纤维细度与成纱结杂的多相关方程Y一0.0l04N—OO15C一18.9I+l4.7式中:Y——成纱结杂数{N——纤维公制支数;I——纤维成熟度系数;c——带纤维籽屑数.从式中可以看出.成纱结杂同原棉的细度,成熟度系数,带纤维籽屑有密切关系,而成熟度与棉结的关系尤为密切,这是因为原棉的成熟-好.其吸湿性就小,单纤维强力大,因而它的抗压抗弯能力就好.在加工过程中不易损伤.从l而使碍在清钢工序中的短绒增长率也就小,且在加工中受搓擦纠缠而形成棉结的机会也少. 因此掌握好成熟度系数,并注意成熟度系数的分布情况,使未成熟百分率控制在40左右。
梳棉双齿锡林针布的使用实践
m
一 一 删 一 一 一 一 ~ 一 一 一
关 键词 : 梳 棉机 ; 双 齿锡 林针 布 ; 盖板针 布 ; AF I S试 验 ; 生条质 量 ; 成 纱 质 量
中图分 类号 : T S 1 0 3 . 8文章编 号 : l O 0 0 — 7 4 1 5 ( 2 0 1 7 ) 0 1 — 0 0 4 0 — 0 5
Pr a c t i c e( i f Ca r d i ng Do u b l e — t o o t h Cy l i nd e r Cl o t h i ng
YAN G Ho ng z ho n g Y A NG Do n ghu i
( He na n Xi ny e Te x t i l e Co ., Lt d He na n Nan y an g, 1 7 35 0 0)
实践 表 明 : 双 齿 锡 林 针 布 在 降 低 生条 棉 结 杂 质 、 成纱十万 米纱疵 , 提 高成纱 条干 、 成 纱 强 力 等 质 量 指 标 方 面 效 果 较 为 理 想 。认 为 : 选用双齿锡林针布 , 并相 应做 好梳 棉 工 艺 优 化 及 盖 板 针 布 配套 工作 , 可 有 效 提 高 生 奈 质 量 和 成
松 梳理 , 排 除 大杂 , 纤 维 团 分解 为 纤 维束 后 , 进 入 双 齿锡 林 与盖板 分 梳 区 , 双齿 锡 林 针 布 与盖 板 针 布进 行 细敛 分梳 , 使纤 维柬 松解 分离 为单 纤维 , 并 排 除棉 结 、 杂质 、 短绒 。采 用 双 齿 锡 林 针 布 , 当盖 板针 握 持纤 维束 时 , 双齿锡 林针 分 别刺人纤 维 层 . 两 个梳 理点 梳理纤 维 . 梳理 充分 ; 当双齿 针握持 纤 维束 时 , 两个 握持 点握 持纤 维牢 同 , 便 于盖 板 针的
金属针布包卷经验分享

金属针布包卷经验分享金属针布的包卷是一个相对比较复杂的工程,一般需要2-3人配合才能完成,包卷质量的好差,直接影响到梳棉工艺上车合格率,影响生条、成纱质量。
本文就金属针布的包卷经验与各位行家分享、共勉。
一、针布包卷的前期工作(1)检查滚筒的光洁度是否达到标准,滚筒表面不允许有块状黑斑,滚筒表面如有锈迹,包卷前用细号砂皮打光。
(2)检查滚筒圆整度≤0.02㎜,如达不到标准应对滚筒进行磨砺,以达到标准。
(3)检查边条是否平直,如不平直需重新修整,边条上易粘有焊锡,包卷前用锯条将边条上焊锡等杂物刮除干净。
(4)检查包卷器是否完好,对包卷机头进行清洁处理,检查导轮转动是否灵活,张力夹片、侧压刀,校直轮是否磨损,如有磨损及时修整处理或更换,对张力夹板,侧压刀进行倒角处理。
二、包卷工具目前使用的包卷工具主要有AU152型和BJ型几种。
其主要区别是张力器结构的不同。
AU152型原四只站杆,现在基本改成两只站杆,Au152上的老式导轮逐步被淘汰,改用轴承式导轮。
BJ型金属针布包卷机采用先进的双立柱式结构,无极变速,包卷时校直转子要略调紧一点,使针布通过时略成弯曲状;后导条转子(预弯轮)要略调高一点,使针布通过时有一定的弧度,这样包上针布的贴伏度要好一些。
(新式包卷器包卷)(老式包卷器包卷)三、安装包卷器的基本要点(1)安装包卷器之前,先用长直尺及划针在滚筒表面划一条与锡林轴平行的直线,并将直线转到顶端,作为校正侧压刀、立柱位置的基准。
(2)装上立柱、托架后以侧压刀前侧对准滚筒表面直线,往复移动侧压刀,校正立柱、托架前后位置左右一致。
同时根据横杆上部与锡林滚筒顶面线平行校正横轴高低位置。
(3)滑动托架在横轴上左右移动要灵活平稳,侧压刀要垂直于滚筒表面,防止倒针。
调整滑动机头,使其滑动灵活且摆动量小。
(4)校装减速装置,接通电源开动电机,检查滚筒转动方向是否符合要求。
(5)装针布齿条盘,检查针布齿条规格、型号,外包装是否有破损,将针布装入卷盘,并注意齿尖方向不要装反,并挂上退饶重锤。
从梳棉机发展和产品开发谈针布配套
从梳棉机发展和产品开发谈针布配套随着纺织技术的发展,棉纱的产品质量要求也在不断提高,纺纱的“心脏”梳棉的地位越来越重要,梳棉的“心脏”针布配套越来越被重视。
一方面梳棉机的发展是日新月异,另一方面纱线(棉纺)新产品开发是层出不穷。
针布究竟该怎么配套,是许多棉纺厂关心的重点。
1 针布配套的基本原则1.1 针布配套需考虑的基本因素(1)被加工纤维的性质,如纤维的种类、长度、细度以及纤维的状态,纯纺或混纺。
(2)梳棉机的机型和各分梳件的速度。
(3)以锡林针布为核心,相应选配盖板、道夫、刺辊和附加分梳元件。
(4)纺纱要求,如所纺品种的号数、用户要求。
(5)棉纺厂的工艺水平和管理水平。
2 针布配套的基本理念锡林盖板分梳区是整个梳理过程的关键,而锡林针布是其中最关键的梳理元件。
针布的配套,要以锡林针布为主体,相应选配盖板、道夫、刺辊和附加分梳元件。
锡林针布的选型应基本符合“矮、浅、尖、薄、密、小”这六个基本要求。
道夫针布以凝聚转移纤维为主,齿高、工作角、密度等参数变化不大,但为了在高产高速时有良好的梳理转移作用,齿尖可采用弧形变角齿尖、齿侧采用阶梯型(沟槽型)等齿形。
为了加强转移功能,道夫针布高度由4mm又重新趋向4.5-5mm。
道夫针布高度增加,这对梳棉机的道夫防轧装置的可靠性要求就更高。
盖板针布在纺不同原料时有较大区别,纺棉采用弯脚植针式针布,植针形式一般采用横密型和花纹型。
盖板针布的密度也是重要参数,一般在360-500多针/(25.4mm)平方。
植针的工作角一般为75度,随着锡林针布工作角的减小也趋向减小,72度的也有较多的应用。
纺化纤则采用直脚截切式的半硬性盖板针布,也称钻石型,齿尖呈现尖劈角,加大了扁平钢丝截面,增强梳理化纤的抗弯强度,密度较稀,一般为180~340针/(25.4mm)平方;180针采用了双列式,中间约1/3不植针,形成双踵趾面,形式独特,使用广泛。
用截切型针布也可纺低级棉与粗支纱。
高产梳棉机配置国产针布的应用实践

中图分类 号 : S 0 .2 T 13 8 1
文献 标识码 : B
文 章 编 号 :( 19 3 ( 0 8 0 —0 卜O 1 ( —6 4 2 0 )40 3 2 ) ]
2 3 生 产 C 4 6tx对 比 试 验 指 标 ( 表 5 , J 1 . e 见 ) 2 4 成 纱 对 比试 验 ( 纱 ) 标 ( 表 6 . 管 指 见 )
维普资讯
T t纺 器 e s i ex _ 织 c 材 es l Ac s or e
维普资讯
第 3 5卷 第 l 期
20 0 8年 7月
纺 织 器 材
Te tI c s o i s x i Ac e s re e
高 产 梳 棉 机 配 置 国产 针 布 的应 用 实 践
沃 光 辉 , 金 辉 , 连 树 , 爱 军 , 建 新 刘 梁 关 孙
( 东基 德生 态 科 技有 限 公 司 . 东 滨 州 2 1 0 ) 山 山 5 0 9
摘要 : 为降低 企业成本 , 高其 经济 效益 . 国产针 布与 进 口针 布配 置在 高产梳 棉机 上 的 . 艺参 提 对 7 -
数 及 成 纱 质 量 进 行 了对 比分 析 . 明 采 用 国 产 分 梳 元 件 生 产 出 来 的 成 纱 品 质 指 标 可 以 达 到 甚 至 说 超 过 进 口针 布 。 因此 . 用 国 产 分 梳 元 件 代 替 进 口元 件 是 可 行 的 , 另 一 方 面 , 应 进 一 步研 究 采 但 还 国产 分梳 件 所 用 材 质 及 其 寿命 . 以进 一 步 提 高 其 性 能 。
梳棉机最新分梳针布的若干方面分析

梳棉机最新分梳针布的若干方面分析棉纺工程中,梳棉有着极为重要的地位,是提高单纤化程度、减少棉结杂质、提高成纱质量的关键工序,历来被人们称为纺纱厂的心脏。
梳棉机对纤维进行梳理加工,是依靠锡林、道夫、盖板、刺辊的针布来完成的。
所以,这些分梳元件的型号、规格、适纺性的工艺配套对成纱的质量和布面外观有着密切的关系。
由于现行棉纺的技工教材中对新工艺、新技术教学的滞后性,对梳棉机分梳元件仅以针布的结构特点为教学重点,不利于学生适应当前技术条件下对知识更新的要求。
针对当前新型梳棉分梳元件的发展趋向和应用效果,结合现在我国梳棉分梳元件工艺器配套的成熟经验,对梳棉分梳元件工艺配置的趋势论述如下。
1 锡林、道夫针布1.1 锡林针布从结构上来看,其趋向为矮、浅、尖、薄、密、小(工作角),对工作角、密度(纵、横向)来说应根据梳棉机锡林速度、单产水平及加工原料性能、纺纱特数而适当配置。
一般,加工原料的纤维长、含杂低,纺纱特数细,成纱结杂少,条干好的品种,要求梳棉机分梳,均匀、混合、除杂作用要充分细致。
如锡林速度较高,宜选用2525×01360、2525×01550针布,如锡林速度一般可采用2820×1365针布。
如加工原料长度短、含杂高纱纱号数粗,锡林速度中等,对针布规格的选配应特别考虑嵌破籽问题,工作角应大些,齿密应稀些,横向密度更应放稀。
齿深中等或浅些,一般宜采用2820×0570或2815×01880针布。
纺棉型化纤,因摩擦系数大、静电严重,长度长转移比棉纤维困难,因此,工作角应适应大些,齿密也应稀些,且更应注意纵向齿密的问题,如采用2815×1880或2820×1570针布。
1.2 道夫针布目前道夫针布的针高多为4 mm,工作角有50°、60°、65°三种。
工作角α小,对纤维握持能力增强,有利于锡林上纤维向道夫的转移,但均混作用较差。
开发20系列锡林齿条的实践
T tl c s o is ex i Ac e s re e
司的 D 系 列 ; 国 克 罗斯 罗 尔 公 司 的 MK 5 瑞 士 K 英 ; 立达公 司 的 C 5 一0和 意 大 利 马 佐 里 公 司 的 C 3 0 X一0
中 图分 类号 : S 0 . 2 T 1 3 8 1 文 献标 识 码 : A 文章 编号 :0 19 3 ( 0 2 0 .0 70 10 .6 4 2 0 ) 40 0 .3 大高 产 梳棉 机 的使用 和 大 量 纺化 纤 的需 要 。
0 前 言
清 梳联 工 艺 是 当代 棉 纺技 术 向高 速发 展 的重 要 标志 。其逐 步 开 松 的 新 工 艺 代 替 了 传统 的 开 松 、 压
眭伟 铭 , 志 浩 忻
( 上海 远 东 钢 丝 针 布 有 限 责任 公 司 , 海 上 209 ) 0 0 0
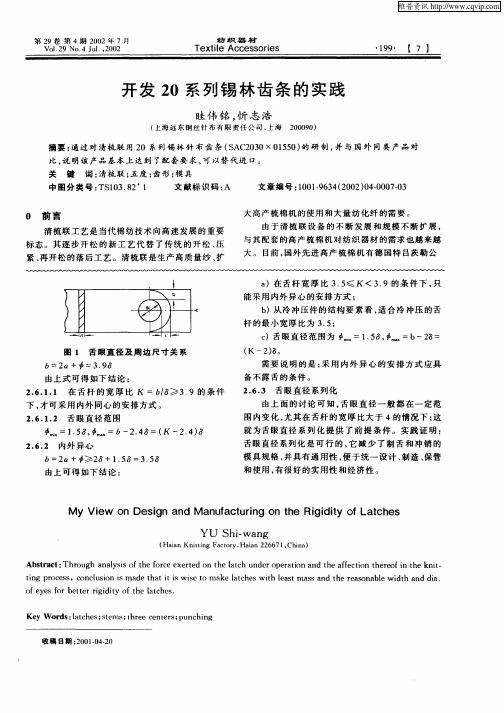
摘 要 : 过 对 清梳联 用 2 系列锡 林 针 布 齿 条 ( A 2 3 1 5 ) 通 0 S C 0 0x0 5 0 的研 制 , 与 国外 同 类 产 品 对 并 比 , 明该 产 品基 本 上达 到 了配套要 求 , 以替代 进 口。 说 可 关 键 词 : 清梳 联 ; 五度 ; 齿形 ; 具 模
由上 可 得如 下 结论 :
M y Vi ew n De i n an f c u i g o h diy o at h s o s gn a d M u a t rn n t e Ri gi t fL c e
YU h — n S iwa g
( in Knl n a lr , in 2 6 7 , ia Haa ir g F co y Haa 2 6 1 Chn ) i
浅谈新型多功能金属针布的应用
Ke r y wo ds:c r l t n a d c o hi g;me a lc c o h n t li l t i g;a lc to pp i a i n
来确保纺纱质量满足用户要求。频繁 的针布改动 , 不 仅需资金购置不 同规格针布 , 而且还需花 大量 的劳动
力调换针布, 来满足品种和质量上的要求。 去年我们试用 了某针布厂制造 的“ 新型多功能金
2 新型多功能金属针布安装调试
为确保新型多功能金属针布上车后能发挥应有 的 特性 , 我们对梳棉机台进行了设备整机 , 具体工作如下。 () 1 对锡林轴进行拔轴检修 , 换轴后的轴径偏弯在
越成 为企业追 求 的 目标 。
新型多功能金属针布的技术设计中对机加工精度 众所周知 , 在纺纱工序流程中 , 清花、 并条 、 粗纱 、 采用了“ 高标准” 求 , 要 制造厂 为了提高加工精度 , 采 细纱、 络筒等工序在适应新型原料的试纺过程中, 工艺 用专项技术 , 提高冲齿精度 , 稳定淬火热处理过程 。新 上只需通过调换牙齿, 变动 隔距就能适应新型原料 的 型多功能金属针布和传统锡林针 布相 比提高了锋利度 生产, 然而被称为“ 心脏” 的梳棉工序 , 对不同规格、 不 和光洁度 , 具有较好的耐用性和“ 超锋利” 的特点。 同类型的纤维 , 一般还需要调换相应规格 的锡林针布
Ap l a i n o e t p u t- n t n me al r i g co h p i t f n w y e m l f c o t l c c d n l t c o i u i i a
高精密金属针布双伺服数控冲齿技术的应用
确保齿形 的一致 性 。传 统 的 冲齿 机 , 冲齿 和 牵料 由 同一 台大 功率 电机 提供 动 力 , 两个 动 作 的传 动 主 轴
通过复杂 的齿轮 机械连 接在一起 。这种机 械耦合 连
接方式 由于结构 复杂 , 装配 精度要求 高 , 对 更换 产品 规格需调 整机械 参 数 , 在 机 械磨 损 和 噪声 大 等 一 存
系列缺点 , 严重制 约 产 品质 量 和 生 产效 率 的进 一步
提高 。
本文 讨论 的新 型 冲齿 系统 将 冲齿一 料 之 间 的 牵
机械连接 进行彻 底 解耦 , 两个 传 动轴 分 别 由两 只高
精度伺服 电机独 立 驱 动 , 过 对 两 台伺 服 电机 的位 通 置控制 , 实现两 轴 的数字化 柔性 连 接 。新 系统简 化
( . 南 大 学 通信 与控 制 工 程 学 院 , 苏 无 锡 2 4 1 ; . 州钢 筘 有 限公 司 , 苏 常 州 2 3 4 ) 1江 江 12 1 2 常 江 1 1 4
摘要 : 针对传 统金属 针布 冲齿机械 结构 复杂 , 变生产 工 艺需调 整 机械 参数 , 活性和 适 应性 差 改 灵
传统 冲 齿 机 的 传 动方 式 采 用 刚 性 机 械 耦 合 连
维普资讯
第 3 卷 第 4期 4 20 0 7年 7月
纺 织 器 材
Te tl c s o i x i Ac e s r e es
接 , 接导致 以下几种 缺点 : 直 一套 冲齿机 构无法 满足 对不 同规格金 属针 布 的 冲齿 和牵 引 需 要 , 改变 产 品 品种 时 , 必须重新 更换 传动齿 轮 , 整 冲齿机 的机械 调 参数 。由于存 在不 可避 免 的齿 轮 间 隙 , 而直 接 影 从 响 了产 品 的加 工 精 度 , 以实 现 高精 度 多 刀 冲 齿 。 难 机 械传动 结构复 杂 , 制 了生 产线 速 度 的进 一 步 提 限
如何合理选用梳棉机针提高纱线质量

如何合理选用梳棉机针提高纱线质量梳棉机针布配置不当会造成棉纱成纱棉结、杂质等疵点,并有可能造成棉纱成纱的降等降级;剥棉罗拉的主要作用是将棉网凝聚成棉条,对剥取棉网有托持作用,能确保棉网完整转移、集束成条。
一旦剥棉罗拉有挂花、返花现象且不能及时自停时,还有可能轧伤道夫、锡林针布,对梳棉产量和质量造成一定的影响。
为了帮助纺织企业提高成纱质量,增加产品的市场竞争力。
1、A186F梳棉机加装固定盖板提高成纱质量从梳棉机的国际发展趋势来看,锡林固定盖板已成为新型梳棉机的一部分。
随着国内对锡林固定盖板的深入研究和推广使用,理论与实践都证明梳棉机加装锡林前后固定盖板有诸多优点,这项技术改造工作是技术进步的必然趋势。
经过多次市场调查,结合生产实际情况,我厂确定了在A186F 梳棉机上加装了温州锦峰纺织机械有限公司生产的GFB Ⅲ型锡林固定盖板。
经3个月运转使用,结果表明改造后的成纱质量有明显提高。
锡林前增加3根固定盖板,锡林后增加2根固定盖板,加装后能使纤维在进入锡林~盖板分梳区前得到预梳理,并减少工作盖板的负荷,减少盖板针布变形损伤,使锡林盖板梳理效果更佳。
前固定盖板能使已经经过工作盖板梳理的纤维再次得到梳理,棉网更清晰,可有效降低成纱棉结和条干CV值,提高成纱质量。
实践表明,加装固定盖板后棉网清晰度合格率显著提高,盖板花含杂率改后比改前增加0.85%,除杂效率提高,这说明棉卷在通过后固定盖板时受到预分梳,为回转盖板提供了充分梳理的基础,使杂质、纤维更容易在盖板工作区被分解。
成纱乌斯特CV值在加装固定盖板后能降低0.69%,说明锡林固定盖板对成纱综合质量的改善有积极意义,黑板棉结减少6粒,这与生条的结果吻合。
另外,黑板杂质粒数在改后减少3粒,这与生条杂质的增加似有矛盾,笔者认为,这主要是由于棉纤维经过更充分梳理,生条结构改善,在后纺各工序中破碎的细小杂质在成纱过程中脱落所致。
梳棉机加装前后锡林固定盖板后,提高了梳棉机的预分梳能力,使成纱质量得到改善。
不同型号锡林针布的对比试验

不同型号锡林针布的对比试验
常亚萍;赵树文;郭秀玲;常红莉
【期刊名称】《纺织服装科技》
【年(卷),期】2008(029)001
【摘要】结合企业生产实际对比了两种型号梳棉针布的使用性能。
试验认为,针布基厚适当减少,齿密适当增加,有利于提高成纱质量。
【总页数】3页(P26-27,30)
【作者】常亚萍;赵树文;郭秀玲;常红莉
【作者单位】河南豫北纺织有限责任公司,河南安阳455000
【正文语种】中文
【中图分类】TS103.821
【相关文献】
1.不同型号风机通风降温节能对比试验 [J], 樊赤;王官林;何高军;索伟
2.三种不同型号空调控温效果对比试验 [J], 施永华
3.梳棉机锡林针布的发展现状及趋势 [J], 王秋雨;曹继鹏
4.锡林金属针布齿条齿型创新设计分析 [J], 陈玉峰;陆振挺
5.锡林针布齿深对生条纤维长度分布的影响 [J], 于学智;张明光;曹继鹏;张月
因版权原因,仅展示原文概要,查看原文内容请购买。
梳棉机金属针布磨砺技术及其创新分析修订稿
梳棉机金属针布磨砺技术及其创新分析WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-梳棉机金属针布磨砺技术及其创新分析前言棉纺生产中梳棉针布的磨砺是一项基础性和经常性的工作,科学而合理地设定磨砺锐化周期和磨削量是关系到梳理质量和梳理成本的一项重要工作。
国内棉纺行业从20世纪70年代起广泛应用的"三磨"(磨砺锡林、道夫、刺辊针布)技术,对于改善梳理状态、提高产品质量起到了极大的促进作用。
近20年来随着金属针布的发展演变,人们对磨针的认识发生了较大的变化。
有的观点认为采用新型针布后,磨针会加速缩短针布寿命;有的观点觉得磨针前后的质量没有什么区别,所以磨针没有什么作用;有的观点坚持认为磨针仍是提高质量的重要措施。
这些不同观点的存在,令行业中人产生了较多的困惑和无所适从的感觉在实际生产中,不同的针布磨砺方法,必然会产生不同的效果。
本文旨在通过对几种磨针方法的探析,以期引起同行关注针布磨砺方法与产量、质量和梳理成本之间的关系,寻求科学合理的针布使用和管理方法。
1 少磨或不磨的磨针方法早期金属针布的磨针周期为3个月或半年,采取"轻、重、轻"的方法,进行几十分钟的磨砺,磨后再用刷辊刷光以去除磨砺过程中产生的毛刺。
这种磨针方法是一种以时间来控制磨砺程度的"一刀切"的方法。
随着新型金属针布的推广使用,上述传统磨针方法暴露出磨削量过多,缩短针布寿命的弊端。
因而出现了少磨或不磨的方法即超长周期的磨针方法,其出发点是延长针布使用寿命、降低梳理成本。
如果我们接受用少磨或不磨的方法来延长针布使用寿命这一观点,则针布状态将在使用过程中慢慢衰退,产品质量也随之下降幅度。
这时我们所能做的是采取某些工艺措施如梳理速度的提高、梳理隔距的缩小甚至生产能力的降低来应对调整,以便维持生条的质量水平保持在可以接受的范围内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【 26 】 ·290·
识器
Text_le Accessories
vOI.45 NO.5 Sep.2018
FA227型 梳 棉 机 应 用 双 齿 型 锡 林 金 属 针 布 的 生 产 实 践
高 广远 ,李 国峰
(恒 丰 集 团 夏 津 仁 和 纺 织 科 技 有 限 公 司 ,山 东 夏 津 253200)
Production Practice of the Carding Machine FA227 w ith MCC of Double Toothed Cyl inder
GA O G uangyuan,LI G uofeng
(Hengfeng Group Xiajin Renhe Textile Technology Co.,Ltd.,Xiajin 253200,China)
0 引 言 梳棉 机 在 整ห้องสมุดไป่ตู้个 纺 纱 系 统 中举 足轻 重 ,而 梳 理 用
针布 则 是决 定成 纱 质量 的关 键器 材 。梳 棉机 用 金属
收 稿 日期 :2018—02—05 作 者 简 介 :高 广 远 (1981一 ),男 ,山 东 夏 津 人 ,助 理 工 程 师 。主要 从 事 纺 纱 工 艺 和 质量 控 制 等 方 面 的研 究 。
第 45卷 第 5期 2018年 9月
识器l;}。
Textile Accessories
济效 益最 大化 。
表 1 应 用 不 同锡 林金属 针布 的成 纱棉 结对 比
1 双 齿 型 锡 林 金 属 针布 的 特 点
Abstract:In order to give full play to the function of carding m achine and im prove the carding quality,introduction is m ade to the design features of the double toothed cylinder wire AC2040
×Ol850【)_11。and the varieties of R/c 70/30 18.4 tex KS were spun with the same process and different processes w ith the carding machine FA227.The result of the quality com parison be—
针布 经 过 几 十 年 的发 展 ,不 断 朝 “矮 、小 、薄 、浅 、尖 、 密”方 向发展 ,其 规 格 品 种 繁 多 ,为 充 分 发 挥 梳 棉 机 功效 ,梳 理 用针 布 的选 型就 显得 尤 为重要 。
为 满 足 客 户对 成 纱 棉 结 的要求 ,我 公 司经 反 复 对 比试 验 ,在清 梳联 FA227型梳 棉机 上 应 用金 轮 针 布 (江苏 )有 限 公 司制 造 的 AC2040×01850D-l1型 双 齿型 锡林 金 属针 布 齿 条 ,其 成 纱 质 量 及 使 用 周 期 都 能与 进 口同类 产 品相 媲美 ,且 性价 比高 ,能实 现经
摘要 :为 充 分发挥 梳棉 机 功 效 ,提 高对 纤 维的梳 理 质 量 ,介 绍 AC2040×01850D-11型 双 齿型 锡 林 金 属 针 布齿 条的 设计 特 点 ,并在 FA227型梳 棉 机 上 分 别 以相 同工 艺和 不 同 工 艺 纺 R/C 70/30 18.4 tex KS品种 ,其 生条 和成 纱质 量 对 比结 果表 明 ,应 用该双 齿 型锡 林金 属针 布 可 改善 棉 结 ,且 能 更好 适应 高速 、高产要 求 。指 出:AC2040×01850D-11型 双 齿 型锡 林 金 属 针 布 打 破 利 用 齿 尖 形 态增 强握 持和 梳 理 的 理 念 ,其 握 持 梳 理 、释 放 转 移 的梳 理 效 果 及 成 纱质 量好 ,产 能 可 以 提 高 2O ~ 30 ,性 价 比 高且 更 适应 清梳 联设 备 。 关 键 词 :清梳 联 ;双齿型 ;锡 林 ;驼 峰 齿 背 ;棉 结 ;握 持 分梳 ;释 放 转移 中图分 类 号 :TS103.82 1 文 献标 志码 :B 文章 编 号 :1001—9634(2018)05—0026—02