双螺杆机用高耐磨耐腐镍基钨合金熔复螺纹元件
耐磨损腐蚀的0Cr25Ni6Mo3CuN钢种介绍

耐磨损腐蚀的0Cr25N6iMo3CuN双相不锈钢铸、锻件的开发与应用一、0Cr25Ni6Mo3CuN钢种介绍:此钢种在双相钢牌号中是合金元素含量高、技术难度大、性能要求高的一个钢种。
尤其作为耐腐蚀材料,需要通过时效热处理以提高其硬度,在技术开发中重点解决了材料成分区间的确定、固溶及时效热处理制度的确定及热加工成型工艺的制定等三个技术关键问题,使硬度和韧性达到了技术指标的要求,本钢种具有较好的力学及耐蚀的综合性能。
其强度是普通奥氏体不锈钢的2倍,耐磨性能也优于奥氏体不锈钢,尤其是具有优秀的耐局部腐蚀性能。
在海水介质中的均匀腐蚀速度<1mpy,而316L、18-5等钢的腐蚀速率是他的6~20倍。
本厂已试制成功不同规格的棒材和锻件,棒材最大可至Ø300mm,产品性能已达到国外同类材料Ferralium 255钢水平,可用于制造全套中化肥厂所需用的高压阀门及大化肥厂的备件。
经过各方人员的努力工作,已成功地生产出0Cr25Ni6Mo3CuN和00Cr25Ni6Mo2N双相钢叶轮精铸件,现将主要技术指标介绍如下:(1)化学成份%(0Cr25Ni6Mo3CuN 铸件、锻件)二、0Cr25Ni6Mo3CuN 钢的耐蚀性能本钢种作为耐磨损腐蚀材料采用的是时效态,针对尿素介质使用条件,采用了Huey法进行晶间腐蚀试验,同时也进行通常使用的硫酸-硫酸铜法(GB4334.5-90)的检验,由于本钢种含高Cr、Mo及Cu元素,适宜在海水等含氯离子介质中应用,因此又在含氯离子介质中进行有关应力腐蚀的试验。
1.耐晶间腐蚀性能休氏法规(Huey)试验试样为固溶态及时效态与316L钢(尿素级)固溶态进行对比,试验结果见表(1)。
(1)0Cr25Ni6Mo3CuN与316L(尿素级)钢Huey 法晶间腐蚀试验结果。
Stamicarbon的验收标准是5个周期的平均腐蚀量≤3.3µm/48h,从表(1)可看出0Cr25Ni6Mo3Cu双相不锈钢时效态的腐蚀量与316L(尿素级)钢相当,已达到了Stamicarbon的验收标准。
ASTM材料目录(A部分)

珠光体可锻铁 压力容器用锰矾镍合金钢板 机械弹簧用冷拉钢丝 乐器用优质弹簧钢丝 机械弹簧用油回火的钢丝 阀门用油回火优质碳素钢弹簧丝
A231/A231M-96(2002) 铬钒合金钢弹簧丝 A232/A232M-99 A234/A234M-04 A239-95(2004) A240/A240M-04ae1 A242/A242M-04 A247-67(1998) A249/A249M-04 A250/A250M-04 A252-98(2002) A254-97(2002) A255-02 A262-03 A263-03 A264-03 A265-03 A266/A266M-03a A268/A268M-04 A269-04 A270-03a A276-04 A278/A278M-01 A283/A283M-03 A285/A285M-03 A288-91(2003) 阀门用优质铬钒合金钢弹簧丝 中温与高温下使用的锻制碳素钢及合金钢管配件 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄 点的测试方法 压力容器用耐热铬及铬镍不锈钢板、薄板及带材 高强度低合金结构钢 铁铸件中石墨显微结构评定试验方法 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管 锅炉和过热器用电阻焊铁素体合金钢管 焊接钢和无缝钢管桩 铜焊钢管规格 测定钢淬透性用末端淬火试验的标准试验方法 奥氏体不锈钢晶间浸蚀敏感性的检测 耐腐蚀铬钢包覆板材,薄板材及带材技术规范 包覆的不锈铬镍钢板,薄板及带材规格 镍和镍基合金包覆钢板规格 压力容器部件用碳素钢锻件规格 一般设备用无缝和焊接铁素体与马氏体不锈钢管 一般设备用无缝和焊接奥氏体不锈钢管 卫生设施用无缝钢和焊接奥氏体不锈钢管 不锈钢棒材和型材 适用于650F容压部件用灰铸铁件的技术规范 低和中等抗拉强度碳素钢板 压力容器用低和中等抗拉强度的碳素钢板 涡轮发电机磁性定位环用碳素钢和合金钢锻件
ASTM标准全部目录(中文版)

压力容器用锰钼和锰钼镍合金钢板 有末端淬火淬透性要求的合金钢棒材的技术规 范 抗拉强度为60000psi的碳素钢螺栓和螺柱的技 术规范 经热浸处理镀有铅锡合金的薄板材的技术规范 用三点试验法测定长镀锌薄钢板镀层的重量成 分的试验方法 有机械性能要求的消除应力的冷拉碳素钢棒 无缝和焊接奥氏体不锈钢管 不锈钢弹簧丝技术规范 锻造用不锈及耐热钢坯及钢棒规格 高温无压部件用灰铁铸件 低温用合金钢螺栓材料规格 经淬火和回火的碳素钢棒 合金钢棒材.级别 硼铁规格 钛铁合金 经热处理最小抗拉强度为120/105ksi的钢结构 螺栓 结构钢连接件用高强度螺栓(米制) 铸铁冲击试验方法 铸铁冲击试验方法(米制) 薄钢板桩 冷加工合金钢棒 低温用无缝与焊接钢管规格 低温设备用无缝与焊接碳素和合金钢管 高温用无缝铁素体合金钢管 压力与高温部件用合金钢锻件规格 铁路,船舶和其他重型装备在温度达到650华氏 度(345摄氏度)时使用的可锻铸铁法兰,管件和 有关磁性试验用符号和定义的术语
74 A74-98
铸铁污水管及配件的技术规范
82 A82-01
钢筋混凝土用无节钢丝
90 A90/A90M-01
镀锌和镀锌合金钢铁制品镀层重量的试验方法
99 A99-82(2000)
锰铁合金
100 A100-93(2000)
硅铁
101 A101-93(2000)
铬铁
102 A102-93(2000)
钒铁合金
240 A240/A240M-02
钢轨用碳素钢螺栓和螺母 混凝土加筋用变形钢筋编织网 钢筋混凝土用焊接钢丝结构 高压用无缝碳素钢锅炉管 高温设备用合金钢和不锈钢螺栓材料 高温和高压设备用碳素钢与合金钢螺栓和螺母 的规格 化铁炉用可锻铸铁 压力容器用铬锰硅合金钢板 压力容器用镍合金钢板 压力容器用钼合金钢板 锅炉和过热器用无缝碳钼合金钢管 锅炉和过热器用无缝中碳素管 无缝铁素体和奥氏体合金钢锅炉、过热器和换 热器管 热交换器与冷凝器用电阻焊接碳素钢管 高温下使用的适合于熔焊的碳素钢铸件规格 适合高温受压零件用合金钢和马氏体不锈钢铸 件 珠光体可锻铁 压力容器用锰矾镍合金钢板 机械弹簧用冷拉钢丝 乐器用优质弹簧钢丝 机械弹簧用油回火的钢丝 阀门用油回火优质碳素钢弹簧丝 铬钒合金钢弹簧丝 阀门用优质铬钒合金钢弹簧丝 中温与高温下使用的锻制碳素钢及合金钢管配 件 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品 上镀锌层最薄点的测试方法 压力容器用耐热铬及铬镍不锈钢板、薄板及带 材
双螺杆机螺纹元件

双螺杆机及螺纹元件产品常识螺杆挤出机的分类按螺杆机作用分类:分为连续挤出和非连续挤出。
按螺杆数量分类:分为:单螺杆、双螺杆和三螺杆(多螺杆)挤出机。
按螺杆形态分类:分为整体螺杆和积木式组合型双螺杆(多螺杆)。
双螺杆挤出机又可分为:平行双螺杆挤出机和锥形双螺杆挤出机;以及平行同向和平行异向双螺杆挤出机。
目前国内单螺杆挤出机应用最为广泛,适用于一般材料的挤出加工。
双螺杆挤出机由于具有因摩擦产生的热量较多,物料受到的剪切比较均匀,螺杆的输送能力较大,挤出比较稳定,物料在机筒内停留的时间较长,因此物料混合均匀。
双螺杆挤出机/造粒机用途双螺杆挤出机到底应用在什么方面呢?双螺杆挤出机是塑胶加工机械中的一种重要设备、它已不仅仅适用于高分子材料的挤出成型和混炼加工,它的用途已拓宽到食品、饲料、电极、炸药、建材、包装、纸浆、陶瓷、化工、LED材料等领域。
挤出机螺杆高速化也带来了一系列需要克服的难点:如物料在螺杆内停留时间减少会导致物料混炼塑化不均、物料经受过度剪切可能造成物料急骤升温和热分解,挤出稳定性控制困难会造成挤出物几何尺寸波动,相关的辅助装置和控制系统精度必须提高,螺杆与机筒的磨损加剧需要采用高耐磨及超高耐磨材质,减速器与轴承在高速运转情况下如何提高其寿命等问题都需要解决。
挤出机在工作过程的电气自动化控制也在不断发展,传统电气控制都是分别采用单机自动化仪表实现的,如今已发展到采用人机界面技术、计算机技术、变频技术等构成的触摸屏、PLC、温度控制模板、变频调速等组成的电气控制系统。
大家都知道挤出机在不断地发展,其用途也将越来越广泛。
螺杆及螺纹元件的功能和作用(一)、螺杆的分段及其功能1)螺杆一般分:输送段、熔融段、混炼段、排气段、均化段5个段。
1、输送段,输送物料,防止溢料。
2、熔融段,此段通过热传递和摩擦剪切,使物料充分熔融和均化。
3、混炼段,使物料组分尺寸进一步细化与均匀,形成理想的结构,具分布性与分散性混合功能。
双螺杆机螺纹元件
双螺杆机螺纹元件及作用螺杆的混炼段可以进一步细化和均匀物料的组分尺寸,形成理想的结构,具有分布性和分散性混合的功能。
这段的作用是将物料分散均匀地混合在一起,以便后续的挤出加工。
排气段则可以排出水汽、低分子量物质等杂质,保证挤出的成品质量。
均化段的作用是建立一定压力,使模口处的物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
二)、螺纹元件的分类及其作用螺纹元件是双螺杆机的核心部件,主要分为进料螺纹和排料螺纹。
进料螺纹的作用是将物料从进料口输送到熔融段,同时将物料进行预熔、预混。
排料螺纹的作用是将熔融的物料从排料口挤出,同时通过排气口排出气体和杂质。
总的来说,螺杆及螺纹元件在双螺杆机中扮演着至关重要的角色,不同的螺杆段和螺纹元件的设计和作用可以使挤出加工更加高效和稳定。
随着技术的不断发展,螺杆及螺纹元件的材质和设计也在不断更新,以适应不同材料和工艺的需求。
正向挤出时,头数越少,挤出能力越大,扭矩也越大,同时混合特性也更好。
但是,这也意味着剪切作用会减少。
反向挤出时,头数越少,挤出能力越小,但混合特性更好。
二头螺纹适合挤塑,因为它们受热均匀且长度较短,自洁性能也好。
它们是常用的螺纹类型。
三头螺纹能够灵活选择物料在机角的压力和温度分布,能够增加加纤稳定性。
此外,排气表面更新效果也很好,但产量较低。
M"系列螺纹的齿形状主要起到搅拌和均化物料的作用。
齿越多混合效果越好,但需要注意高剪切可能会对物料造成破坏。
___专注于研发、生产、销售高耐磨碳化钨合金、HK合金和HKT合金螺纹元件(螺纹套和啮合块),主要应用于塑料、木塑、食品、饲料、LED和化工等行业的双螺杆挤出(造粒)机。
这些产品的耐磨性能分别是高速工具钢(6542)产品的3.5倍、2倍和1.5倍。
双螺杆机螺纹元件的配置因机型、生产物料不同而有所不同。
上表列举了常规配置的举例,但同一机型生产不同物料时,螺杆元件的组合形态也会有所不同。
GH132、W.Nr.1.4890镍基高温高强合金

上海商虎/张工:158 –0185 -9914GH2132GH2132是沉淀强化的镍基高温高强合金在650℃以下具有高的屈从强度和持久、蠕变强度,而且具有较好的加工塑性和满意的焊接性能。
适合制造在650℃以下长时间作业的航空发动机高温承力部件等。
GH2132国内外对应商标:中国GB美国UNS德国SEW VDIUVGH2132GH2132S66286W.Nr.1.4890GH2132履行规范棒材\锻件:ASTM A638、GB/T 25828、GJB 2611、GJB 3165A、YB/T 5245、GJB 3020A 、GJB 3782A、GJB 3167A、GJB5280冷\轧板材:GJB 3317A、GB/T 25827管材:ASTM B516螺栓:ASTM A453GH2132供货规格:圆钢、棒材、带材、管材、阀座、球体、法兰和锻件洽谈供应商标②: GH2132C(%): ≤0.08Cr(%): 13.5~16.5Mo(%): 1.00~1.50Ni(%): 24.0~27.0W(%): —Al(%): ≤0.40Nb(%): —Ti(%): 1.75~2.30Fe(%): 余量Si(%)≤: 1.00Mn(%)≤: 2.00P(%): 0.030S(%): 0.020其他(%): B0.001~0.010,V0.10~0.50 GH2132物理性能/力学性能产品:哈氏合金、高温合金、铜镍合金、英科耐尔、蒙乃尔、钛合金、沉淀硬化钢等各种中高端不锈钢,镍基合金等。
高温合金:GH3030、GH4169、GH3128、GH145、GH3039、GH3044、GH4099、GH605、GH5188等软磁合金:1J06、1J12、1J22、1J27、1J30、1J36、1J50、1J79、1J85等弹性合金:3J01、3J09、3J21、3J35等。
蒙乃尔合金:Monel 400(N04400)、Monel K500(N05500)等膨胀合金:4J28、4J29(与玻璃烧结)、4J32、4J33、4J34、4J36、(与陶瓷烧结)4J38、4J42、4J50等耐蚀合金:Inconel 600、601、617、625、686、690、713C、718、Inconel X-750等因科洛伊合金:Incoloy 20、330、718、800、800H、800HT、825、925、Inconel 926【N08926/1.4529】等哈氏合金:Hastelloy C、C-4、C-22(N06022)、C-276、C-2000、Hastelloy B、B-2、B-3等纯镍 / 钛合金:N4、N5(N02201)N6、N7(N02200)TA1、TA2、TA9、TA10、TC4等沉淀硬化钢/双相不锈钢17-4PH(sus630)、17-7PH(sus631)、15-5PH/ 2205、2507、904L、254SMO、20#(N08020)生产工艺:热轧、锻轧、精扎、机轧、挤压、连铸、冷拔、浇铸、冷拉等供应规格:棒材、板材、管材、带材、毛细管、丝材及块料。
45钢表面激光熔覆Ni20合金粉末的组织及耐腐蚀性能研究
Ni r 等相 组成 ; z合金 合金 粉末 激光 熔覆层 在 3 5 Na 1 雾 中的 腐蚀 为局 部 点蚀 , 5钢 为 均 匀腐 。 。 C Ni 。 . C 盐 4
蚀, 熔覆层 腐蚀 速 率仅 为 4 5钢 的一 半 ; 电化 学测试表 明熔覆层 的 自腐蚀 电位较 4 5钢 正 移 , 具有 更 小腐 蚀
电流 密度 。
关 键 词 : 光 熔 覆 ; 基 合 金 ; 腐 蚀 性 能 激 镍 耐
中图分 类号 : 7 TG 1 8
文献标 志 码 : A
Cldd ng Ni0 b s d Alo S e lSu f c a i 2一 a e ly of4 te r a e 5
新 技术 新工 艺
21 0 2年
第 3期
4 表面激 光 熔 覆 Ni 合 金 粉 末 的组织 5钢 2 o 及耐 腐 蚀 性能研 究
李 涌 泉 , 文 学 , 斌 高 宋 余
( 安 航 空 技 术 高 等 专 科 学 校 航 空工 程 系 , 西 西 安 7 0 7 ) 西 陕 10 7
l iia i n wa o n t h n e f c e et e g o h d r c i n wa e p n iu a o t ei t ra e Th o t g we ema n y i f t s f u d a e i t ra ewh r h r wt i t sp r e d c l rt h n e f c . ec a i r i l d c o t e o n b i p b 3 2 Ni , i Ti n T Ni u l u yNiCr , Ti S C, C a d - .Th a e l d i g c r o i n wa it g c r o i n a d t e 4 t e u s r t s t el s rca d n o r so sp ti o r so n h 5s e l b ta ewa n s
825镍基合金的抗拉强度-概述说明以及解释

825镍基合金的抗拉强度-概述说明以及解释1.引言1.1 概述概述部分的内容可以按照以下方式编写:825镍基合金是一种重要的高强度合金材料,在许多领域中得到广泛应用。
它由镍、铬、钼和铜等元素组成,具有良好的耐腐蚀性、高温强度和优异的机械性能。
这使得它成为化工、海洋工程、核工业等领域中的首选材料。
本文旨在对825镍基合金的抗拉强度进行深入研究和分析。
首先,我们将介绍825合金的组成和特性,包括其主要合金元素的影响及其在材料中的作用机制。
其次,我们将探讨目前广泛采用的825镍基合金的制备方法,包括熔炼、铸造和热处理等工艺。
在结论部分,我们将总结抗拉强度对825镍基合金的影响因素进行分析,包括化学成分、热处理和微观组织等因素。
同时,我们还将探讨未来825镍基合金在抗拉强度方面的研究方向,以期进一步提高其性能和应用范围。
通过对825镍基合金的抗拉强度进行深入研究,我们可以更好地了解其力学性能和应用潜力,为相关领域的工程设计和材料选择提供有效参考和指导。
1.2文章结构文章结构部分的内容可以包括以下方面的介绍:在本篇文章中,将会讨论和分析825镍基合金的抗拉强度。
为了使读者对本篇文章的内容有所了解,以下是文章的整体结构概述。
文章的引言部分将首先给出对825镍基合金的概述,并介绍文章的结构和目的。
接下来,正文部分将包含两个主要部分,分别是825镍基合金的组成和特性,以及825镍基合金的制备方法。
在第二节中,将详细探讨825镍基合金的主要组成元素以及其特性,包括抗拉强度的影响因素。
在第三节中,将介绍825镍基合金的常用制备方法,并分析这些方法对抗拉强度的影响。
最后,结论部分将总结讨论的结果,并指出未来关于825镍基合金抗拉强度研究的一些可能的方向。
这包括进一步探索影响抗拉强度的因素,以及开展更深入的实验和模拟研究,以便提供更准确的实用建议和指导。
通过以上这些结构的安排,本篇文章将系统地探讨825镍基合金的抗拉强度,以期为相关领域的研究者和工程师提供有参考价值的信息和见解。
常用喷涂熔覆粉末(如Ni65等)

①:Ni60 镍基合金粉末(执行GB5316)特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末中应用最广泛的一种。
具有优良的综合性能,耐腐蚀,抗氧化性,耐热,耐低应力磨粒磨损及良好的冲击韧性。
熔点低,固液相温度区间宽,对多种基体和WC颗粒等有强的润湿能力,操作简便。
主要用途及工艺:建议用于750℃以下耐磨,耐蚀,抗氧化的场合,如抽油泵柱塞,轴套,拉丝轮,风机叶片等部件的修复与预保护。
适用于火焰喷焊,等离子喷焊及喷涂,超音速喷涂等工艺。
化学成分与硬度:②:Ni65镍基合金粉末特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末,较高含量的铬使镍基产生固溶强化,并增强其耐蚀性和抗高温氧化能力,过量的铬与C,B生成硬度极高的硬质相,弥散分布在基体中,大大提高了合金焊层的耐磨性能。
主要用途及工艺:建议用于耐高温冲蚀磨损,低应力磨粒磨损,硬面磨损等场合,如高压泵活塞杆,泥浆泵柱塞,炼油厂耐酸泵,烟道风机叶片,造纸机磨盘等部件表面硬化。
适用于氧-乙炔喷焊及高频重熔工艺,超音速喷涂等工艺。
化学成分与硬度:③:Ni60C 镍基合金粉末特性说明:该粉末保留了Ni60A所有优良的综合性能,同时提高了铬的含量,加入少量的钼、铜、稀土,使晶粒细化,进一步提高了涂层的高温强度和红硬性,能显著提高合金在高温氧化物和高温硫化物以及在非氧化性酸、有机酸和海水等工矿条件下的在耐蚀能力。
主要用途及工艺:建议用于油田含硫化物较低的油井抽油泵柱塞表面处理及耐海水耐蚀的工况。
适用于火焰喷焊,等离子喷焊及喷涂,超音速喷涂等工艺。
化学成分与硬度:④:Ni55 镍基合金粉末(执行GB5316)特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末中的一种。
熔点低,固液相温度区间宽,操作简便。
具有优良的耐腐蚀性,耐热,耐低应力磨粒磨损及良好的冲击韧性。
焊层可采用特制合金刀具进行切削加工。
主要用途及工艺:建议用于750℃以下耐磨,耐蚀,抗氧化的场合,如抽油泵柱塞,阀座密封面、泵转子等部件的表面硬化。
BCCH125型双螺杆挤压机

①熟悉螺杆挤压技术的发展历程,特别是双螺杆挤压技术;
②完成BCCH125型双螺杆挤压机的产品的三维设计;
③完成BCCH125型双螺杆挤压机系统参数优化;
④利用UG软件完成BCCH125型双螺杆挤压机系统运动仿真;
⑤完成BCCH125型双螺杆挤压机装配图和关键零部件工程图的绘制。
Keywords: 3D design; parameter optimization; ing;
1
1.1
挤出成型是塑料加工工业中最早的成型方法之一。早在19世纪初期,挤出机就用于生产铅管、面条。1936年第一台应用于谷物加工的单螺杆挤压蒸煮机问世,第一次生产出了膨化玉米圈,40年代初,随着挤压技术的发展,挤压机应用在食品领域进一步扩大,种类繁多的大量方便食品、即席食品、小吃食品、断奶食品、儿童营养米粉等挤压方便产品相继问世。50年代初,迅猛发展的挤压蒸煮由于省时省力,几乎取代了当时的饼干烘烤。在处理淀粉上也取得了较好的糊化效果。60年代中期,挤压机进一步完善,应用HTST(高温高压短时杀菌)挤压机对食物进行有效热处理、杀菌、钝化酶活力,并且证明了挤压手段对营养破坏较少。同时挤压领域进一步扩大,应用到生产家畜饲料、鱼类饲料、植物组织蛋白。并且对所有挤压机的结构设计、工艺参数、挤压过程机理进行了研究,挤压设备由单螺杆发展到双螺杆以适应不同的生产领域。到了70年代,许多国家纷纷开展挤压机理的探讨,进一步研究各种谷物及蛋白类食物在挤压过程中的一系列变化,以及挤压食品的营养吸收问题。出现了谷物油、种子蛋白、肉、调味剂等。同时挤压技术在新领域中应用又有了扩展,如应用于水产品、仿生产品、调味剂、乳品、糖果制品、巧克力制品、方便面等食品加工、到了80年代,深入分了双螺杆挤压机的结构特点,指出双螺杆挤压机在食品加工中具有广阔的应用前景,并从物料的流变性能出发对均化段进行了数字仿真(1989),得出了该段的数学模型。J .M. Haper在论文中将螺杆分为最基本的三段式结构:喂料段、挤压段和均化段。他认为:在喂料段物料输送速度和压力取决于相互接触的物料和机筒以及螺杆表面之间的摩擦,挤压段发生的变化最为复杂,该段是计算机仿真的重点。目前各个国家均对挤压技术进行了深入研究。采用挤压技术在我国已有悠久历史,但是由于种种原因长期以来一直停留在爆米花的手工业状态,从70年代中期开始,尤其近些年,我国挤压技术得到了很大的发展,随着人民的生活水平的提高和饮食结构变化,随着对挤压机的不断深入研究,挤压食品的品种和产量也将与日增多,并朝着高效节能、产品风味多样化和美味化发展。
20Cr1Mo1VNbTiB高温螺栓断裂失效分析
1 试验及结果
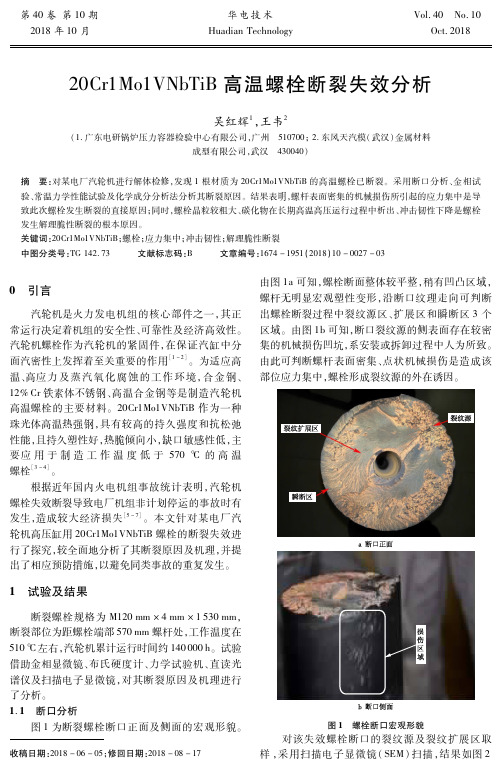
断裂螺栓规格为 M120mm×4mm×1530mm, 断裂部位为距螺栓端部 570mm螺杆处,工作温度在 510℃左右,汽轮机累计运行时间约 140000h。试验 借助金相显微镜、布氏硬度计、力学试验机、直读光 谱仪及扫描电子显微镜,对其断裂原因及机理进行 了分析。 1.1 断口分析
图 1为断裂螺栓断口正面及侧面的宏观形貌。
温紧固件技术导则》可知,#1,#2试样晶粒度为 3~ 4级,属于微观中等粗晶。 1.3 力学性能试验 1.3.1 硬度试验
采用 HB-3000布氏硬度计(HBW)分别对 #1, #2试样进行硬度试验。参照 DL/T439—2006《火力 发 电 厂 高 温 紧 固 件 技 术 导 则》中 对 20Cr1Mo1VNbTiB高温螺栓硬度的规 定 可 知,远 离 断口的 #2试样及断口附近的 #1式样的多次布氏硬 度测量值均在正常范围内,见表 1。 1.3.2 拉伸性能试验
沿纵向对螺栓螺杆部分取样,标记为 #3试样并
图 2 螺栓断口的 SEM形貌 图 3 金相组织
第 10期
吴红辉,等:20Cr1Mo1VNbTiB高温螺栓断裂失效分析
·29·
进行常温力学拉伸试验。参照 DL/T439—2006《火
力 发 电 厂 高 温 紧 固 件 技 术 导 则》中 对
20Cr1Mo1VNbTiB高温螺栓拉伸性能 的 规 定 可 知,
断裂螺栓常温 #1及 #2试样的布氏硬度
HBW
试样
#1 #2
布氏硬度值测量值
1
2
3
DL/T439—2006 平均值
标准要求
275 272
277 278
278 282
277 277
252~302
双合金螺杆的性能

注塑机螺杆,做机械行业的人我想大家应该都不陌生吧!它是注塑机的中心部件,不可缺少的部件,当然,螺杆也分好坏的嘛!我现在只介绍一种螺杆吧!这样大家就会清楚明了些。
我们麦宝商城为你解说下我们商城的双合金螺杆是怎样的一个材质。
怎样的一个规格!怎样的一个用途!螺杆种类很多,那我就不用多说吧!只来谈谈双合金螺杆的规格与参数!
JY-2 双合金螺杆
材质成份:进口碳化钨(Wc/Co)镍基合金(Ni+B/Cr),自熔性合金,。
处理工艺:采用高速离子熔射喷焊双合金工艺。
皮膜密度:98~99.9%,
密著强度:10000psi以上.
合金厚度:0.8-2.5mm
表面硬度:HV1180-1480°
双合金螺杆(耐高温、抗腐蚀、高耐磨耗型)
适用范围:双合金螺杆主要适用于,添加玻璃纤维塑料,VO防火料及、PA、PC、PBT、PPO、PC+ABS等加玻纤工程料。
镍基合金粉末大全产品大全

镍基合金粉末大全产品大全一)、氧-乙炔火焰喷焊用合金粉末
(二)、氧-乙炔或等离子喷涂用合金粉末
(三)、等离子喷焊用合金粉末
(四)、说明
1、粉末推荐使用粒度:
氧-乙炔火焰喷焊用:-150+325目或-150目
氧-乙炔或等离子喷涂用:-140+325目
等离子喷焊用:-60+200目或-100+325目
2、粉末粒度也可由用户定货时确定。
3、氧-乙炔和等离子喷焊用合金粉,也适合于真空熔焊工艺。
4、粉末应存放在防潮、防氧化、防腐蚀的环境中。
5、粉末如有吸潮现象或存放期超过3个月,使用前应进行干燥处理(150度保温2小时)。
6、喷焊前应严格清除工件表面的氧化物和油污。
7、喷焊工艺应规范,以避免母材稀释过高。
8、绝不能把不同类型的粉末混合使用。
N06022_镍基合金TIG+SMAW_焊接接头微观组织及力学性能
2024 年束电弧超窄间隙的焊接装置,提高了焊接过程稳定性以及焊接过程的自动化。
(2)通过改变焊剂带送进速度和焊接电压进行试验,发现焊接电压和送带速度的变化都会改变焊剂片对电弧的作用长度C,进而影响焊缝成形。
(3)当焊剂片对电弧的作用长度C过大,即焊剂片对电弧固壁约束面积S≥19.0 mm2时,电弧受约束程度强,焊后熔池会堆积在焊道中央;当焊剂片对电弧的作用长度C适中,即焊剂片对电弧固壁约束面积8.4 mm2<S <19.0 mm2时,电弧受到来自于焊剂片的热压缩作用和固壁约束效果最好,电弧对间隙底部和侧壁根部集中加热,焊缝成形良好;当焊剂片对电弧的作用长度C较小,即焊剂片对电弧固壁约束面积S≤8.4 mm2时,电弧受约束程度较弱,电弧沿侧壁攀升导致流经间隙底部的电流密度较小,焊缝内部出现孔洞成形较差。
(4)依据此进行工艺参数匹配实验,得到了焊接电压U、焊剂带送进速度v最佳匹配范围,即在21.5 V≤U≤24.5 V,2.1 mm/s≤v≤2.6 mm/s内,焊剂片对电弧作用长度C适中,在此范围内选择参数进行超窄间隙单道多层焊接试验,焊后可以得到成形良好的焊缝。
参考文献:[1] 杨卫东. 窄间隙埋弧焊焊接接头工艺参数的优化[J].金属加工(热加工),2008, 569(14):74-77.YANG W D. Optimization of Welding Process Param‐eters of Narrow Gap Submerged Arc Welding Joint [J].MW Metal Forming, 2008,569(14):74-77.[2] 谭环.日本窄间隙焊的现状及其发展趋势[J]. 现代兵器,1983(02):31-39.TAN H. Current Situation and Development Trend ofNarrow Gap Welding in Japan[J]. Modern Weapons,1983(02):31-39.[3] 郑韶先.焊剂带约束电弧超窄间隙焊接方法研究[D].甘肃:兰州理工大学,2007.ZHENG S X. Research on Welding Method of Ultra-Narrow Gap Arc Confined by Flux Belt[D]. Gansu:Lanzhou University of Technology,2007.[4] 朱亮,冯志鹏,李宗志. 焊剂带约束电弧超窄间隙焊接工艺实验[J]. 热加工工艺,2011,40(15):117-119.ZHU L,FENG Z P,LI Z Z. Experimental Study onWelding Process of Ultra-Narrow Gap Arc with FluxBelt Confinement [J]. Hot Working Technology,2011,40(15):117-119.[5] 苗红丽. 超窄间隙焊接焊剂带研制及电弧特性[D].甘肃:兰州理工大学,2009.MIAO H L. Development of Flux Belt and Arc Charac‐teristics for Ultra-Narrow Gap Welding[D]. Gansu:Lanzhou University of Technology,2009.[6] 姚仁,朱亮,陈欢,等. 送进式焊剂片约束电弧超窄间隙焊方法[J]. 焊接技术,2021,50(11):24-27.YAO R,ZHU L,CHEN H,et al. Ultra-narrow gapwelding method with flux sheet confinement[J]. Weld‐ing Technique, 2021,50(11):24-27.[7] 张兴有. 铸钢接管焊剂带约束电弧超窄间隙横向焊接工艺试验[D]. 甘肃:兰州理工大学,2021.ZHANG X Y. Welding Process Test of Cast SteelNozzle with Flux Belt Confined Arc Ultra-Narrow Gap[D]. Gansu: Lanzhou University of Technology,2021.[8] Wang L, Qiao J, Chen J. The Mechanism of Effect of Flux Bands on The Arc Behavior in Flux Bands Con‐stricting Arc Welding Process[J]. Materials, 2020, 13(7): 1652.[9] 朱亮,金将,苗红丽,等.焊剂带约束超窄间隙焊接母材熔化及熔池形成[J]. 焊接学报, 2010, 31(09):9-12+113.ZHU L, JIN J, MIAO H L, et al. Fusion and Pool For‐mation of base Metal in Ultra-Narrow Gap Welding Re‐strained by flux Strip[J]. Transactions of the ChinaWelding Institution,2010,31(09):9-12+113.[10] 朱亮,苗红丽,金将,等. 超窄间隙焊剂带约束电弧电压及电流波形特征[J]. 焊接学报,2010,31(08):85-88+117.ZHU L,MIAO H L,JIN J,et al. Characteristics of ArcV oltage and Current Waveform constrained by Ultra-Narrow Gap Flux Strip[J]. Transactions of the ChinaWelding Institution,2010,31(08):85-88+117.[11] 龚练,朱亮,张爱华,等. 超窄间隙焊接中焊剂片与电弧相互作用机制分析[J]. 焊接学报, 2017, 38(12):57-60+131.GONG L, ZHU L, ZHANG A H, et al. Analysis of In‐teraction Mechanism between Flux Sheet and Arc inUltra-Narrow Gap Welding[J]. Transactions of theChina Welding Institution,2017,38(12):57-60+131.[12] 王宝. 焊接电弧物理与焊条工艺性设计[M]. 北京:机械工业出版社,1998.编辑部网址:http://66Electric Welding MachineVol.54 No.3Mar. 2024第 54 卷 第 3 期2024 年3 月N06022镍基合金TIG+SMAW 焊接接头微观组织及力学性能乔小丽1, 武靖伟2*, 张建晓1, 郝朝辉3, 赵洪波3, 康治国31.兰州兰石重型装备股份有限公司,甘肃 兰州 7303142.中国科学院兰州化学物理研究所 固体润滑国家重点实验室,甘肃 兰州 7300003.新疆化工机械有限公司,新疆 乌鲁木齐 831400摘 要:采用钨极氩弧焊(TIG )+焊条电弧焊(SMAW )对10 mm 厚的N06022镍基合金进行焊接,分析研究接头的微观组织、显微硬度、腐蚀性能和拉伸性能。
聚甲醛双螺杆挤出机的维护和故障处理

聚甲醛双螺杆挤出机的维护和故障处理杨艳兵【摘要】简述了聚甲醛行业双螺杆挤出机的日常维护,并根据我厂运行情况,介绍挤出机的常见故障和处理办法。
【期刊名称】《河南化工》【年(卷),期】2014(000)011【总页数】3页(P56-58)【关键词】双螺杆挤出机;模板;切粒;维护;故障处理【作者】杨艳兵【作者单位】开封龙宇化工有限公司聚合厂,河南开封 475000【正文语种】中文【中图分类】TQ050.7在聚甲醛行业,双螺杆挤出机是将聚甲醛粉料与稳定剂混合、混炼、熔融反应、剪切、挤出及造粒的设备,是产品成型的终端设备,其重要性是显而易见的,因此加强对挤出机的日常维护,确保其安全、稳定、长周期运行显得尤为重要。
开封龙宇化工有限公司聚合厂双螺杆挤出机组是从德国进口,型号为ZSK177,主要由加料系统、驱动装置、机筒主体、切粒装置和干燥分级系统等主要部分以及机筒冷却水系统和真空抽气系统等辅助部分组成。
根据几年的运行经验,现就该机组的日常维护和经常出现的问题及解决方法作简单介绍。
1.1 加料系统加料系统是由4台重量计量喂料器组成,由重力加料器的称重装置发出的信号控制螺旋给料器的速度实现计量加料,聚甲醛粉料和人工配好的稳定剂通过各喂料器进入挤出机混合反应。
喂料器由驱动电机、减速机、称重传感器、料斗、搅拌桨叶和输送桨叶组成,对于加料系统的日常维护,主要是控制来料的清洁度。
稳定剂在配制过程中,由于员工的疏忽大意,会将编织袋或其他异物随稳定剂一块倒入设备中,编织袋进入喂料器后缠在搅拌桨叶或输送桨叶上,如果不及时发现长时间会造成桨叶变形,进而影响计量的准确性和送料的流畅性,所以提高员工的责任意识,规范配料,同时经常检查喂料器桨叶,是加料系统维护的日常内容。
1.2 驱动装置驱动装置由功率为1 154 kW的变频电机、离合器、齿轮箱及润滑油冷却系统组成。
离合器维护主要是经常检查离合器摩擦片磨损情况(距离由4.5增加到12 mm应更换摩擦片),定期检查密封圈密封情况,检查柱销弹性块磨损情况,每年检查联轴器对中情况(径向偏心为最大 0.35 mm,轴向偏心为最大 0.15 mm)。
螺杆钻具结构及功能

调整,从而获得满意的造斜、纠偏及直井钻进 的能力。减少工具的储备量、提高螺杆钻具的 使用率、缩短钻井周期、降低作业成本。
目前可调弯壳体的调整角度一般为0~3°, 可以满足钻井造斜率要求。
可调弯导向螺杆钻具
螺杆钻具产品简介
北京国际石油展上展出的螺杆钻具
培训提纲
弹 簧
孔用 挡圈
密封件
阀
口
阀
阀
阀
体
套
芯
旁通阀总成
弹簧
弹簧精密计算,反复试验 确保阀的动作灵敏可靠
d
p
D1 D2 D
H0 H1
H2
F3 F Fmax
F1 U O
1 2
max
3
H3
旁通阀总成
当泥浆流量和压力达到标准设定值时,阀芯下移,关闭旁通阀孔, 此时泥浆流经马达,使其转变成机械能。 当泥浆流量值过小或停泵时,所产生的压力不足以克服弹簧力和 静摩擦力时,弹簧把阀芯顶起,旁通阀孔又处于开启位置。
244mm(9 5/8inch)
100mm(3 7/8inch) 马达转子的螺旋线有单头和多头之分(定子的螺旋线头数比转子多1)。 目前可调弯壳体的调整角度一般为0~3°,可以满足钻井造斜率要求。
马达总成
中空转子马达--增加钻头的水马力和泥浆的上返速度
转子---带喷嘴的中空转子; 马达的总流量应等于流经马达密封腔流量和流经转子喷嘴流量的总和;
传动轴总成是螺杆钻具主要承载部件。
型式结构
泥浆润滑传动轴
油密封传动轴
常规钻井 低重度泥浆 高钻头压降
欠平衡钻井 高重度泥浆 低钻头压降
传动轴总成 动力钻压载荷 改变钻井液流向
双金属螺杆的主要用途是什么?

双金属螺杆的主要用途是什么?双金属螺杆是一种新型的连接件,它由两种不同材料的金属组成,通常是钢和铝。
这种连接件是通过把两种金属压合在一起形成的。
它们被广泛应用于空调、制冷设备、机械制造等领域。
以下是双金属螺杆的主要用途。
热绝缘双金属螺杆的一个主要用途是在制冷设备中提供热绝缘。
这种螺杆可以在不造成热量传递的情况下,安全地连接冷却剂管道。
由于双金属螺杆的两种材料具有不同的膨胀系数,因此即使在经历多次温度变化的情况下,它们也不会产生热量传递。
这使它们成为以下设备中的理想选择:•制冷设备•冷却塔•热交换器防腐蚀双金属螺杆还可以用于防腐蚀。
它们的构造可以使它们在具有腐蚀性的环境中进行连接,并保护连接处免受腐蚀。
单材料的螺栓和螺母很容易被对它们有害的元素腐蚀。
由于双金属螺杆的外层通常是铝,它们可以采用化学氧化或阳极氧化等表面处理方式来提高其耐腐蚀性。
这些方法不仅可以为双金属螺杆提供额外的保护,而且还可以为它们赋予各种颜色和纹理。
强度和轻量化双金属螺杆是由两种不同材料组成的,这为它们提供了材料大幅度的强度和轻量化。
这种结构使得双金属螺杆在冗长的制造过程中更加容易操作和安装,并且能够提供有效的连接力和重量分配。
双金属螺杆也可以用于以下设备中:•食品加工和包装行业•化妆品制造业•汽车制造和维修领域总结总的来说,双金属螺杆是一种可以在不同的制造行业中作为连接件的重要部分。
它们的特殊设计和构造使它们在提供强度、轻量化、热绝缘和防腐蚀等方面具备优势。
它们的优点是明显的,因此在特定的应用领域有广泛的应用前景。
耐蚀钨基硬质合金

耐蚀钨基硬质合金
李玲玲
【期刊名称】《中国钨业》
【年(卷),期】1996(000)002
【摘要】日本住友电器工业公司研制成一种耐腐蚀的钨基硬质合金。
这是一种烧结钨合金,由于改善了高温和高温度下的耐蚀性,它不需要镀镍就可使用。
这种钨合金由85%的钨和一定比例的镍、钴、铁及不可避免的杂质组
【总页数】1页(P21-21)
【作者】李玲玲
【作者单位】
【正文语种】中文
【中图分类】TG135.5
【相关文献】
1.微波消解-电感耦合等离子体原子发射光谱法测定钨基硬质合金中钴镍铁铌钽钒铬 [J], 成勇;彭慧仙;袁金红;胡金荣
2.耐蚀钨基硬质合金 [J], 李有观
3.原子光谱分析法测定纯钨中痕量杂质和钨基硬质合金中组成元素 [J], 戴亚明
4.碳化钨基硬质合金的制备与力学性能研究 [J], 颜新宇;王守仁;王勇
5.耐蚀钨基烧结合金及其制备方法 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
Q力及压力单位的简易换算

力及压力单位的简易换算:力1kgf 9.8N压力1kgf/cm²0.098Mpa 1tonf9.8kN1Mpa10.2kgf/cm²1N 1.102kgf1bar0.1Mpa 1kN0.102tonf1psi 6.89kpa调机时常考虑的注塑成形条件(调机的基本程序及步骤)温度设定:料筒底温;料筒后、中、前部温度;喷嘴温度;树脂温度;模具温度。
开闭模设定:开闭模位置及速度的设定(开模动作常分为三段:慢速开模→快速开模→慢速开模),(对于住友机)闭模末端位置宜采用一个较小值,常取一点几毫米(即高压锁模阶段,用高压将模具锁紧),并且速度亦取较小值,一般不超过20%的速度);低压合模位置及压力的设定,锁模动作也分为三段:快速合模→低压合模→高压锁模。
顶针动作(脱模)设定:包括顶针顶出距离、顶出压力、顶出速度、顶出次数、顶出延迟时间、顶出保持时间、开模过程/完了顶出,回退速度等。
顶针动作的设定有时需要配合机械手进行,同时还会影响到成型周期。
时间设定:射出时间/射胶时间;冷却时间;中间时间。
螺杆(熔胶/计量)设定:螺杆计量位置(熔胶量);螺杆前松退位置、速度;螺杆后松退位置、速度;螺杆转速;熔胶背压。
位置(残余量)可确定该产品的实际胶量。
射出/射胶设定:可分为若干阶段射胶(如2速2压、5速4压等),CPF填充,射胶阶段使用恒定的填充压力。
并可设定每一阶段的螺杆位置及速度。
最后一段的位置为V→P切换位置,注射过程由射出阶段转为保压阶段。
缓冲量一般控制在实际加料总量的10%~20%(最好不超过10mm,但也有例外),但对于PP、ABS等,缓冲量可放得大些。
压力这里介绍一下啤首件的程序:(模具处于闭模状态)手动将喷嘴前端的冷料射出,手动计量到计量完位置,手动将炮台前进以接触模具浇口套(注意设定(1MPa=10.2kgf/cm²):射出压力;保压,保压速度,保压时间及保压压力值;螺杆背压。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双螺杆机用高耐磨耐腐镍基钨合金熔复螺纹元件
科亚新材料参加了由东莞市科学技术局主办的第二届中国创新创业大赛(广东.东莞赛区)暨首届赢在东莞科技创新创业大赛。
科亚新材料双螺杆机用高耐磨耐腐镍基钨合金熔复螺纹元件,双螺杆机用高耐磨耐腐HK合金螺纹元件,双螺杆机用高耐磨耐腐HK合金螺纹元件参加了创新创业大赛初创组,荣获大赛二等奖获得资助资金30万元并且将获得2014年国家和省创新资金专项的市级推荐资格,争取上级资助政策支持。
市内公共科技创新平台优先与获奖企业进行产学研合作,提供技术、人才、检测等方面的支持和优惠。
科亚新材料专业制作螺纹元件捏合块螺纹套获得企业制定创业企业成长与发展计划,评估创业计划;提供技术性、前瞻性的指导与客观建议;提供进入产品销售网络的机遇及其他创业机会;投入天使资本等。