检索题目:气压瓶盖注射模具设计
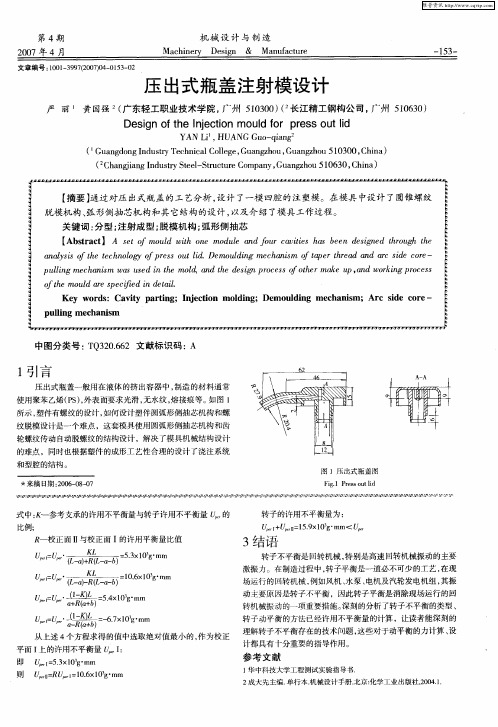
压出式瓶盖注射模设计
比例; 尺 ~校正面 Ⅱ与校正面 I的许用平衡量比值
K L
- = ,‘
=
3 语 结
转子不平衡是 回转机械 , 特别是高速回转机 械振 动的主要
5.×1 g ̄ m 3 03 m
% = ‘
-
K L
= 06×1 3 mm 1 0g ̄
.
激振力 。在制造过程中 , 转子平衡是一道必不可少的工艺 , 在现 场运行的 回转机械 , 例如风机 、 水泵 、 电机及汽轮发电机组 , 其振 动主要原因是转 子不 平衡 ,因此转子平衡是 消除现场运行 的回
维普资讯
第 4期
20 0 7年 4月
文 章 编号 :0 13 9 (0 70 — 1 3 0 10 — 9 72 0 )4 0 — 2 5
气压瓶盖注塑模具的UG三维设计
( 1 M e c h a n i c a l E n g i n e e r i n g S c h o o l , I MU S T 2 N e w S y s t e m o f B a o t o u I r o n a n d S t e e l C o m p a n y )
d e s i g n o f t h e f e e d s y s t e m ,c a v i t y a n d c o r e ,s i d e p a r t i n g a n d c o r e—p u l l i n g me c h a n i s m i s d e —
以U G软件为主、 A u t o C A D软 件 为辅 进 行 模 具 浇 注 系统 、 凸 凹模 及 侧 向抽 芯 机 构 等 的 设计 。
关键词 : 气 压瓶 盖 注 塑模 具 侧 向分 型 抽 芯 机 构
3 D De s i g n o f t h e Li d o f At mo s p h e r i c Pr e s s ur e Bo t t l e Ba s e d o n UG
Ab s t r a c t: Th e t e c h n o l o g i c c h a r a c t e r i s t i c s o f t h e l i d o f t h e a t mo s p he r i c b o t t l e a r e a n a l y z e d.T h e
{ !
一
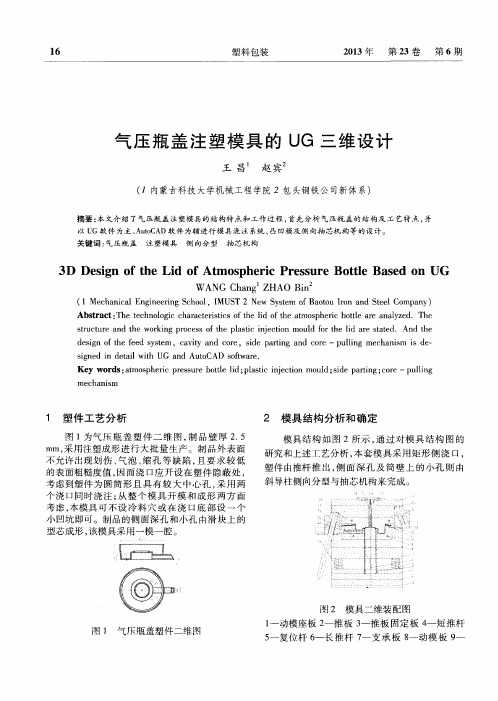
旺
图 2 模具 二维装 配 图 图1 气 压瓶 盖塑件 二维 图 1 一 动模座 板 2 一推 板 3 一 推板 固定 板 4 一 短 推杆 5 一 复位杆 6 一长推杆 7 一支承板 8 一 动模 板 9 一
气压瓶盖注塑模设计说明
气压瓶盖注塑模毕业设计说明书第一章前言随着注射成型技术的不断发展,塑料制品已经深入到日常生活中的每—个角落。
由于塑料件具有重量轻,生产方便,价格便宜,放大到成人用品,小到儿童玩具,几乎全部采用塑料件生产。
塑料件的模具结构设计,应根据企业实际生产的具体要求来进行模具结构设计。
模具生产水平的高低,已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品成本质量、效益和新产品的开发能力。
注射成型在整个塑料制品生产行业占有非常重要的地位,目前,除少数几种塑料外,几乎所有的塑料品种都可以采用注射成形。
据统计,注射制品约占所有塑料制品总产量的30%,全世界每年生产的注射模数量约占所有塑料成型模具数量的50%。
早期的注射成型方法主要用于生产热塑性塑料制品,随着塑料工业的迅速发展以及塑料制品的应用范围不断扩大,目前的注射成形方法已经推广应用到热固性塑料制品和一些塑料复合材料制品的生产中。
例如,日本的酚醛(热固性塑料)制品生产过去基本上依靠压缩和压注方法生产,但目前已经有70%被注射成型所取代。
注射成型方法不仅广泛应用于通用塑料制品生产,而且就工程塑料而言,它也是一种最为重要的成型方法。
据统计,在当前的工程塑料制品中,80%以上都要采用注射成型的方法。
所以作为机械专业的学生,对模具设计的了解是必须的。
本设计是对气压瓶盖的注塑模进行设计,通过对塑件的分析,塑件体积不大,为了提高效率,采用的是一模两腔成型,并同时采用侧向抽芯机构。
设计中,依次对模具的浇注系统、成型零件、推出机构、侧向抽芯机构等各部分进行了设计及必要的计算,并利用绘图软件AutoCAD、Pro/e画出了整体装配图及主要零件图。
在说明书中适当加入了零件的插图以便详细说明。
本设计的研究目的:1、检验理论知识掌握情况,将理论与实践结合。
2、逐步掌握进行模具设计的方法、过程,为将来走向工作岗位打下基础。
3、培养自己的动手能力、创新能力、计算机运用能力。
毕业设计 瓶盖的注射模设计
瓶盖的注射模设计摘要:介绍了瓶类在日常生活中的应用,重点介绍了瓶盖的模具设计过程.关键词:日常用品模具设计实用性模具cad1 引言日用品,有时采用精度和强度不太高的塑料传动,由于塑料具有可塑性强,密度小、比强度高、结缘性、化学稳定性高、外观多样的特点,因而受到越来越多的厂家及人民的喜爱。
塑料工业是新兴的工业,是随着石油工业的发展而应而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域。
随着机械工业电子工业,航空工业、仪器仪表工业和日常用品工业的发展,塑料成型制件的需求量越来越多,质量要求也越来越高,这就要求成型塑件的模具的开发,设计制造的水平也须越来越高。
2 塑件的分析2.1、塑料ABSABS中文名:丙烯腈-丁二烯-苯乙烯共聚物英文名:Acrylinitrile-Butadiene-Styrene。
基本特性:无毒无味,呈微黄色,成型的塑件有较好的光泽,密度在1.02~1.05g/cm3,其收缩率为0.3~0.8%。
ABS 吸湿性很强,成型前需要充分干燥,要求含水量小于0.3%。
流动性一般,溢料间隙约在0.04mm。
ABS有极好的抗冲击强度,且在低温下也不迅速下降。
有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能。
成型特点:ABS在升温时粘度增高,所以成型压力较高,塑料上的脱模斜度宜稍大;易产生熔接痕,模具设计时应注意尽量减小浇注系统对料流的阻力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50~60o C,要求塑件光泽和耐热时,应控制在60~80 o C。
主要技术指标:比重:1.02~1.16g/cm3。
比容:0.86~0.98cm3/g。
吸水性:0.2~0.4% (24h)。
熔点:130~160o C。
热变形温度:4.6×105Pa---- 130~160o C。
18.5×105Pa---- 90~108o C。
瓶盖注塑模具设计

技术要求;1、材料:PP2、产量:10万件3、未注公差尺寸按GB/T14486-1993中MT6。
4、要求塑件表面不得有气孔、熔接痕、飞边等缺陷,不得有明显的浇口痕迹。
图1图21.对塑件的工艺性分析1.1塑料品种:PP颜色:绿色、红色基本特性:聚丙烯无色、无味、无毒。
外观似聚乙烯,但比聚乙烯更透明、更轻。
密度仅为0.90~0.91g/cm3。
它不吸水,光泽好,易着色。
聚丙烯具有聚乙烯所有的优良性能,如卓越的介电性能、耐水性、化学稳定性,宜于成形加工等;还具有聚乙烯所没有的许多性能,如屈服强度、抗拉强度和硬度及弹性比聚乙烯好。
定向拉伸后聚丙烯可制作铰链,有特别高的抗弯曲疲劳强度。
熔点为164℃~170℃,耐热性好,能在100℃以上的温度下进行消毒灭菌。
其低温使用温度达-15℃,低于-35℃时会脆裂。
聚丙烯的高温绝缘性能好,而且由于其不吸水,绝缘性能不受湿度的影响,但在氧、热、光的作用下极易解聚、老化,所以必须加入防老化剂。
成形特点:1)成形加工性好,可以用注射、挤出、吹塑及真空成形等方法加工;2)吸湿性小,可能发生熔体破裂,长期与热金属接触容易分解;3)比聚乙烯流动性好,溢边值0.03mm,压力对熔体粘度比温度影响显著,应在较高压力下成形;4)冷却速度快,浇注系统及冷却系统应缓慢散热,适当延长冷却时间,以稳定尺寸;5)收缩率大且波动范围大,方向性明显,易发生缩孔、凹陷及变形;6)应注意控制成形温度,料温低时方向性明显,尤其低温高压时更显著,模温低于50℃时,塑件表面不光泽,易产生熔接不良和流痕,模温高于90℃时易发生翘曲和变形;7)塑件壁厚应均匀,避免缺口和尖角,防止应力集中,塑件内不能有铜质嵌件,聚丙烯与铜接触后会变脆;8)取向显著,不宜采用直接浇口,否则浇口附近残余应力大,易使塑件翘曲变形。
1.2塑件尺寸精度:塑件有7尺寸标注,按标准GB/T14486-1993中属于一般精度,按MT6级精度。
检索题目:气压瓶盖注射模具设计
检索题目:气压瓶盖注射模具设计检索一题目:气压瓶盖注射模具设计作者:张建宇1 张南2 刘志民1关键词:气压瓶盖。
注射模具。
侧向分型。
抽芯机构摘要:分析了气压瓶盖的结构及工艺特点,介绍了瓶盖注射模具的结构和工作过程,并详细介绍了模具浇注系统,凸凹模及侧向分型与抽芯机构的设计。
检索二题目:带完整内螺纹瓶盖注塑模具设计作者:郭新玲关键词:瓶盖螺纹侧抽芯机构止转摘要:针对结构较复杂的带内螺纹塑料瓶盖,应用模流分析软件Moldflow 确定点浇口的具体位置,并着重阐述了侧抽芯机构、脱螺纹机构的设计要点和模具工作原理,通过采用塑料件断面止转结构,成功解决了完整内螺纹塑料件自动脱模困难等问题,提高了塑料件质量和生产效率。
检索三题目:矿泉水瓶盖注射模设计作者:张永俊1,王冲2,刘晓宁1关键词:瓶盖。
注射模。
模具设计摘要:介绍了塑料矿泉水瓶盖模具的设计要点,对特殊、复杂部位的设计作了详细阐述,并模拟了模具的开合运动。
检索四题目:瓶盖注射模设计及若干工艺问题探讨作者:张永俊、罗进生关键词:模具设计瓶盖制造工艺摘要:介绍了矿泉水瓶盖注射模设计,对一些关键结构进行了详细阐述,并探讨了该模具制造的若干工艺问题。
题目:1模32腔饮料瓶盖模具设计与制造作者:严增新关键词:32 腔注塑模。
瓶盖。
模具结构。
热流道摘要:分析了饮料瓶瓶盖的结构和性能要求, 对瓶盖的32 腔模具设计了巧妙的脱模结构和稳定的热流道系统,并进行了强度计算论证。
且在该模具制造中选用了合适的材料,提供了典型的部件加工工艺。
检索六题目:五板式哈夫分型转动脱螺纹气压瓶盖注射模设计作者:田福祥关键词:螺纹形环气压瓶盖哈夫分型盘形绕口注射模摘要:介绍了气压瓶盖注射模实用结构,论述了模具结构特点和工作过程。
该模为板式,1 模1 腔,盘形浇口从塑件中心孔进料,三次定距分型和斜销哈夫分型,弹簧内侧抽芯,螺纹型环转动脱螺纹。
模具结构紧凑、工作可靠,可实现全自动操作。
检索七题目:饮料瓶瓶盖注射模设计作者:单小根杨建鸣秦波关键词:瓶盖。
瓶盖注塑模具设计论文
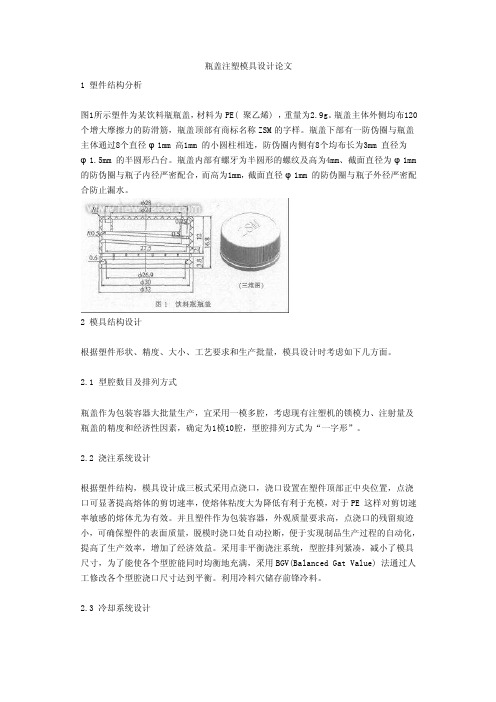
瓶盖注塑模具设计论文1 塑件结构分析图1所示塑件为某饮料瓶瓶盖,材料为PE( 聚乙烯) ,重量为2.9g。
瓶盖主体外侧均布120个增大摩擦力的防滑筋,瓶盖顶部有商标名称ZSM的字样。
瓶盖下部有一防伪圈与瓶盖主体通过8个直径φ1mm 高1mm 的小圆柱相连,防伪圈内侧有8个均布长为3mm 直径为φ1.5mm 的半圆形凸台。
瓶盖内部有螺牙为半圆形的螺纹及高为4mm、截面直径为φ1mm 的防伪圈与瓶子内径严密配合,而高为1mm,截面直径φ1mm 的防伪圈与瓶子外径严密配合防止漏水。
2 模具结构设计根据塑件形状、精度、大小、工艺要求和生产批量,模具设计时考虑如下几方面。
2.1 型腔数目及排列方式瓶盖作为包装容器大批量生产,宜采用一模多腔,考虑现有注塑机的锁模力、注射量及瓶盖的精度和经济性因素,确定为1模10腔,型腔排列方式为“一字形”。
2.2 浇注系统设计根据塑件结构,模具设计成三板式采用点浇口,浇口设置在塑件顶部正中央位置,点浇口可显著提高熔体的剪切速率,使熔体粘度大为降低有利于充模,对于PE 这样对剪切速率敏感的熔体尤为有效。
并且塑件作为包装容器,外观质量要求高,点浇口的残留痕迹小,可确保塑件的表面质量,脱模时浇口处自动拉断,便于实现制品生产过程的自动化,提高了生产效率,增加了经济效益。
采用非平衡浇注系统,型腔排列紧凑,减小了模具尺寸,为了能使各个型腔能同时均衡地充满,采用BGV(Balanced Gat Value) 法通过人工修改各个型腔浇口尺寸达到平衡。
利用冷料穴储存前锋冷料。
2.3 冷却系统设计模温调节系统直接影响到制品的质量和生产效率。
为提高型腔的冷却效率,采用如图2 所示的冷却回路,一条回路的进口位于另一条回路的出口附近;根据塑件形状及模具结构限制,定模冷却水道直径为φ12mm( 见图2) ,与模外软管连接形成循环冷却。
动模型芯直径较细,采用如图3 所示的钢管冷却方式,在型芯中心压入热导性能好的软铜芯棒,并将芯棒的一端伸到冷却水孔中冷却。
压力容器气压端盖注射模设计
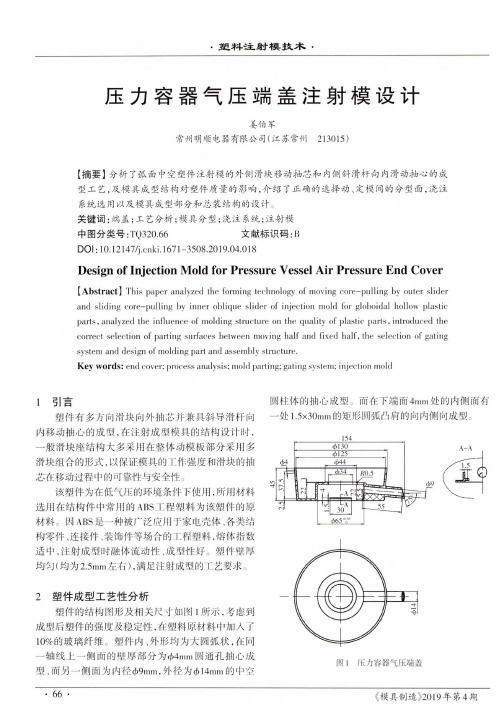
•塑料注射模技术•压力容器气压端盖注射模设计姜伯军常州明顺电器有限公司(江苏常州213015)【摘要】分析了弧面中空塑件注射模的外侧滑块移动抽芯和内侧斜滑杆向内滑动抽心的成型工艺,及模具成型结构对塑件质量的影响,介绍了正确的选择动、定模间的分型面,浇注系统选用以及模具成型部分和总装结构的设计。
关键词:端盖;工艺分析;模具分型;浇注系统;注射模 中图分类号:TQ320.66文献标识码:BDOI :10.l2147/ki.1671-3508.2019.04.018Design of Injection Mold for Pressure Vessel Air Pressure End Cover[Abstract] This paper analyzed the forming technology of moving core-pulling by outer sliderand sliding core-pulling by inner oblique slider of injection mold for globoidal hollow plasticparts , analyzed the influence of molding structure on the quality of plastic parts , introduced thecorrect selection of parting surfaces between moving half and fixed half, the selection of gatingsystem and design of molding part and assembly structure.Key words : end cover; process analysis; mold parting; gating system; injection mold1引言塑件有多方向滑块向外抽芯并兼具斜导滑杆向内移动抽心的成型,在注射成型模具的结构设计时, 一般滑块座结构大多采用在整体动模板部分采用多滑块组合的形式.以保证模具的工作强度和滑块的抽芯在移动过程中的可靠性与安全性。
气压瓶盖注射模具设计

参考 文献 : [ 彭祖赠, 1 ] 孙韫玉. 模糊(uy数学及其应用[ , Fz ) z M] 武汉: 武汉 大学出版社, 0 22 0
本文在 走模 业生 运作能 评价 确 具企 产与 力 指标
体 系 的基 础 上 , 用模 糊 理论 , 应 建立 了模 具企业 生 产
与运作能 力 的多 目标 多层 次模糊 综 合评 价 的一般 模
( .He e Unv rt fEn ie rn ,Ha d n 0 6 3 Ch n ; 1 b i iesi o gn e ig y n a 5 0 8, ia
2.Ha d n Vo ain l n c nc l l g 。Ha d n 0 6 0 ,C ia n a c t a a dTe h ia Col e o e n a 5 0 l hn )
ns j m
1 塑 件 工 艺分 析
图 1所示 为气 压 瓶 盖制 品 , 厚 2 5mm, 用 壁 . 采
值, 因而 浇 口应 开设 在 塑件 隐 蔽处 , 虑到靼 件 为圆 考 筒形 且具 有 较 大 中 心 孔 , 用 两 个 浇 口 同时 浇 注 ; 采 从整 个模 具开模 和 成形 两方 面考 虑 ,本模 具 可不 设
维普资讯
《 J L与模 ̄)06 增 川 【J 乜I 】 {20 - )
设 计 ・ 究 研
气 压 瓶 盖 注射 模 具 设计
张建 宇 张 南 刘 志 民
(. 1 河北 工程学 院 机 电学 院 , 北邯 郸 0 6 3 ; 河 5 0 8 2 邯郸 职业技 术 学 院机 电系 , . 河北 邯郸 0 6 0 ) 5 0 1
处 内侧 凸筋 ( 于其 他件 配 合 ) 用 由斜 滑 块 成 形 , 模 该
气压瓶盖毕业设计

气压瓶盖毕业设计本文详细地阐述了气压瓶盖注射模具的设计过程。
设计了注射模具中的各个系统,如浇注系统、导向与定位机构、侧向分型与抽芯机构,并对塑料材料性能进行了分析。
根据塑件的产品数量要求,以及结构要求,该模具采用一模一腔。
整个设计过程都是用Pro/E软件进行参数化设计,尤其是对其中的MPA(Moldflow Plastics Advisers)和EMX4.1插件的使用,使整个模具设计过程简单明了。
利用MPA软件进行模流分析,为模具设计和成型工艺的指定提供参照依据。
使用Pro/E 软件设计成型零件以及非标零件,从而进行全方面的参数化设计,即对模具进行分模、生成元件、装配、试模、开模等设计。
使用EMX4.1调用标准模架以及标准件,从而完成模具的整体设计。
同时应用Pro.e可快捷的将三维图转化为二维工程图,直接指导生产。
针对塑件的特点,本模具设计了侧抽芯滑块机构,也构成了本次模具设计的主要内容。
关键词:注射模,参数化设计,侧抽芯和滑块,气压瓶盖ABSTRACTThis article has elaborated the injection mould design of the Air pressure bottle cover. Designed all system of the injecting mould .and orientating institution,side disparting modle and taking out core institution. Besides , analyzing material’capabilities .Considing the number of the production and fabric r equiring , the mould is one mould with one cavity .That die is injection moule adhibiting three side cores.The whole design processeses are all according to the foundation of the software of Pro/ E .Particularly being to the usage of the MPA( the Moldflow Plastics Advisers) and EMX4.1 plug-in,make the whole die designprocess simplification ing MPA carries through model stream analysis.for mould design and type technology to offer reference basis; then using Pro-E to carries out moulding parts and unstandarding parts, according the whole Parameter melts to design,namely carrying through dividing mould,generation element and examination mould, open mould. In EMX, we can load the standard component and standard parts, at the same time we can use it turn from the picture of 3D for the picture of 2D,immediacily instruct production.Basising the characteristic of the mold, the moule design Side core slide .These things also constituted main contents of this die design.Key words:Injection mould,Parameterization design,Side core and slide mrvhsnidm,Air pressure bottle coverI I武汉科技大学毕业论文目录第一章前言 (1)1.1 模具行业发展的现状 (1)1.2 我国模具发展的现状 (1)1.3 参数化技术慨述 (2)1.4 选题目的以及意义 (3)第二章塑件成型工艺性分析 (4)2.1 气压瓶盖三维模型及二维图 (4)2.2 结构特征分析及成型工艺性分析 (5)2.2.1 结构特征分析 (5)2.2.2 成型工艺性分析 (5)2.2.3 塑件材料的基本性能 (5)2.2.4 塑料的成型收缩率 (6)2.2.5 塑件材料的流动性 (6)第三章塑件成形工艺与设备 (7)3.1 注塑成型工艺条件 (7)3.1.1 温度 (7)3.1.2 压力 (7)3.1.3 时间 (7)3.2 注射机型号的确定 (9)3.2.1 由公称注射量选择注射机 (9)3.2.2 由锁模力选择注射机 (9)3.3 型腔数量以及注射机有关工艺参数的校核 (10)3.3.1 型腔数量校核 (10)3.3.2 最大注射量校核 (11)3.3.3 锁模力的校核 (11)3.3.4 注射压力校核 (11)3.3.5 安装尺寸校核 (12)3.3.6 开模行程校核 (13)第四章注射模具结构设计 (15)4.1 型腔的确定 (15)4.2 制品成型位置及分型面的选择 (15)4.3 浇注系统设计 (17)4.3.1 主流道设计 (17)4.3.2 冷料穴的设计 (19)4.3.3 分流道设计 (19)4.3.4 浇口的位置、数量的确定 (20)4.3.5 剪切速率的校核 (23)4.3.6排气系统设计 (24)4.4 成型零部件设计 (25)4.4.1 凹模结构设计与计算 (25)4.4.2 型芯结构设计与尺寸计算 (26)4.5 模架的选用 (28)4.5.1 型腔侧壁以及底板厚度尺寸 (28)4.5.2 模具高度尺寸的确定 (29)4.6 导向与定位机构 (30)4.7 脱模机构的设计 (31)4.7.1 脱模力的计算 (32)4.7.2 推杆脱模机构设计 (33)4.8 侧向分型与抽芯机构设计 (34)4.8.1 斜导柱的设计 (35)4.8.2 滑块的设计 (40)4.8.3 楔紧块的设计 (42)4.8.4 斜导柱抽芯机构中的干涉现象 (42)4.9 冷却系统设计 (42)4.9.1 冷却系统的计算 (43)4.9.2 冷却系统的设计原则 (45)4.10 模具成型零部件材料的选择 (46)4.11 装配总图 (47)4.12 模具的装配过程 (48)4.13 模具运动分析过程 (49)第五章试模 (49)5.1 试模过程 (49)5.2 试模过程中可能产生的缺陷、原因以及调整方法 (49)5.3 试模过程记录 (52)第六章参数化设计 (52)6.1 设计的大体流程如下 (53)6.2 应用Pro.e系统进行模具设计的流程 (53)6.2.1 制品的造型 (53)6.2.2 主要的分型面 (53)6.2.3 浇注系统的设计 (54)6.2.4 成型零件生成 (55)6.2.5 调用标准模架 (57)6.2.6 爆炸图 (58)第七章总结 (59)参考文献 (60)致谢 (61)2武汉科技大学毕业论文附录 (61)武汉科技大学毕业论文第一章前言1.1模具行业发展的现状模具行业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域。
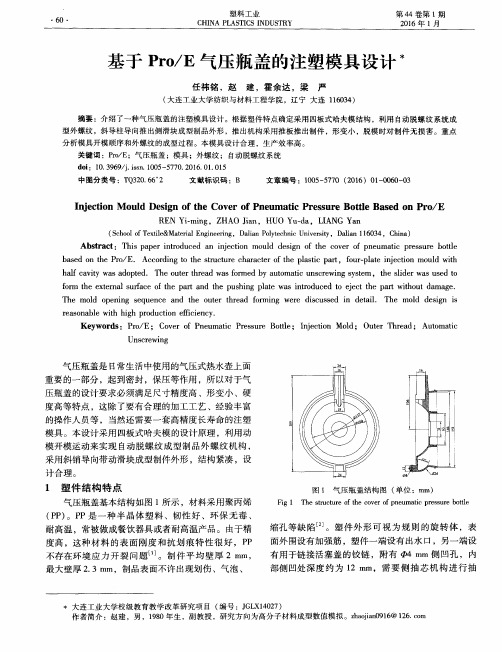
基于Pro/E气压瓶盖的注塑模具设计
form the external surface of the part and the pushing plate was introduced to eject the par t without damage.
REN Yi-ming, ZHAO Jian, HUO Yu—da, LIANG Yan (School ofTextile&Material Engineering,Dalian Polytechnic University,Dalian 116034,China)
Abstract:This paper introduced an injection mould design of the cover of pneumatic pressure bottle based on the Pro/E. According to the structure character of the plastic part,four-plate injection mould with
The mold opening sequence and the outer thread forming were discussed in detail. The mold design is reasonable with high production efi ciency.
Keywords:Pro/E;Cover of Pneumatic Pressure Bottle;Injection Mold;Outer Thread; Automatic
气压瓶盖注塑模-模具结构与工艺设计
如有你有帮助,请购买下载,谢谢!气压瓶盖注塑模——模具结构与工艺设计摘要我的任务是气压瓶盖注射模—模具结构与工艺设计,主要根据塑件设计模具结构与工艺。
塑件尺寸较大、形状较为复杂而且精度较高,所以采用了一模一腔的形式,塑件有侧嘴,需要采用侧抽芯结构,本模具的难点是完成制品内侧凸筋的抽芯。
本产品可用于热水壶上,使用更加便捷。
关键词:塑料模具;气压瓶盖;型腔;侧抽芯Pressure cap injection mold - moldstructure and process designAbstractMy task is air bottle injection mould structure and process design - plastic parts, mainly based on the design of die structure and technology. Plastics dimension large, complex shapes and high precision, so using the form of a cavity, plastics have sideby side, need the mould structure, the core of difficulty is finished products inside ofcore-pulling convex. This product can be used for hot pot, use more convenient.key words:injection mould;barometric bottle cap;cavity;core-drawing目录1章诸论................................................ 错误!未定义书签。
1.1塑料模具现状及发展趋势........................... 错误!未定义书签。
瓶盖注射模具设计
毕业设计(论文)题目:瓶盖注射模具设计学生:指导老师:系别:专业:班级:学号:2009年6月本科毕业设计(论文)作者承诺保证书本人郑重承诺:本篇毕业设计(论文)的内容真实、可靠。
如果存在弄虚作假、抄袭的情况,本人愿承担全部责任。
学生签名:2009 年 6 月 1 日本科毕业设计(论文)指导教师承诺保证书本人郑重承诺:我已按有关规定对本篇毕业设计(论文)的选题与内容进行了指导和审核,该同学的毕业设计(论文)中未发现弄虚作假、抄袭的现象,本人愿承担指导教师的相关责任。
指导教师签名:年月日目录1概论 51.1课题的背景及意义 61.2 各种模具的分类和占有量错误!未定义书签。
1.3我国塑料模具技术的现状及发展趋势62注塑件的设计 82.1材料选择82.2结构设计92.2.1塑件结构分析92.2.2壁厚92.2.3脱模斜度92.2.4圆角92.3塑件的尺寸精度及表面质量102.3.1尺寸精度102.3.2塑件的表面质量103 注射成型的准备 103.1注射成型工艺简介103.2注射成型工艺条件113.3注射机的选择123.3.1注射机简介123.3.2注射机基本参数123.3.3选择注射机134 模具设计 144.1分型面的确定144.2型腔数目的确定及型腔的排列144.3浇口的确定154.4浇注系统的设计154.4.1主流道154.4.2分流道164.4.3冷料穴164.5型芯型腔结构的确定164.5.1螺纹型芯的结构设计164.6模架的确定164.6.1型腔壁厚和底板壁厚计算164.6.2模架的选用184.7注射机的校核194.7.1最大注射量的校核204.7.2锁模力的校核204.7.3喷嘴尺寸的校核204.7.4定位圈尺寸校核204.7.5模具外形尺寸校核204.7.6模具闭合高度校核204.8模具材料的选择214.9导向与定位机构214.10推出机构的设计224.11脱螺纹机构设计234.11.1链传动结构设计234.11.2齿轮的选用244.11.2按齿根强度校核254.12轴承的选用264.12.1轴承类型选择264.12.2滚动轴承的失效形式264.12.3滚动轴承的校核计算264.13成型零件工作尺寸的计算284.13.1型芯、型腔工作尺寸计算284.13.2螺纹型环工作尺寸的计算324.14排气设计334.15温度调节系统设计334.15.1模具温度对塑料制品质量的影响334.15.2对温度调节系统的要求334.15.3冷却系统设计345模具总装配图 35. 366 结果分析 366.1脱螺纹机构设计总结366.2洗洁精瓶盖塑料模具设计总结36致谢 37参考文献 38瓶盖注射模设计摘要:本次设计的零件为洗洁精瓶盖塑件属于小型塑件,其形状相对简单,生活中使用比较普遍,针对其成型特点设计了塑件结构及其注塑成型模具。
基于Proe的气压瓶盖注射模具的设计毕业说明书
基于Pro/E的气压瓶盖注塑模具设计及型腔仿真加工目录1前言 01.1模具行业发展的现状 01.2我国模具发展的现状 01.3参数化技术慨述 (1)1.4 选题目的以及意义 (2)2 塑件成型工艺性分析 (3)2.1气压瓶盖三维模型及二维图 (3)2.2结构特征分析及成型工艺性分析 (4)2.2.1结构特征分析 (4)2.2.2成型工艺性分析 (4)2.2.3 塑件材料的基本性能 (4)3塑件成形工艺与设备 (5)3.1注塑成型工艺条件 (5)3.1.1 温度 (5)3.1.2 压力 (5)3.1.3 时间 (5)3.2 型腔数量以及注射机有关工艺参数的校核 (6)3.2.1型腔数量校核 (6)3.2.2最大注射量校核 (7)3.2.3 锁模力的校核 (7)3.2.4 注射压力校核 (7)3.2.5 开模行程校核 (8)4注射模具结构设计 (9)4.1型腔的确定 (9)4.2制品成型位置及分型面的选择 (9)4.3 浇注系统设计 (10)4.3.1 浇口的位置、数量的确定 (11)4.3.2 排气系统设计 (13)4.4 成型零部件设计 (14)4.4.1凹模结构设计 (14)4.4.2 型芯结构设计 (14)4.5模架的选用 (15)4.6导向与定位机构 (15)4.7脱模机构的设计 (16)4.8侧向分型与抽芯机构设计 (16)4.9冷却系统设计 (17)4.9.1冷却系统的设计原则 (17)4.10模具成型零部件材料的选择 (18)4.11装配总图 (19)4.12模具的装配过程 (21)4.13 模具运动分析过程 (21)4.14试模 (22)5 参数化设计 (23)5.1设计的流程 (23)5.2应用Pro/e系统进行模具设计的流程 (23)5.2.1制品的造型 (23)5.2.2主要的分型面 (23)5.2.3浇注系统的设计 (24)5.2.4成型零件生成 (25)5.2.5调用标准模架 (27)5.2.6爆炸图 (28)6 仿真加工 (29)总结 (31)参考文献: (32)致谢 (33)基于Pro/E的气压瓶盖注塑模具设计及型腔仿真加工1前言1.1模具行业发展的现状模具行业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域。
检索题目:气压瓶盖注射模具设计
检索题目:气压瓶盖注射模具设计检索一题目:气压瓶盖注射模具设计作者:张建宇1 张南2 刘志民1关键词:气压瓶盖。
注射模具。
侧向分型。
抽芯机构摘要:分析了气压瓶盖的结构及工艺特点,介绍了瓶盖注射模具的结构和工作过程,并详细介绍了模具浇注系统,凸凹模及侧向分型与抽芯机构的设计。
检索二题目:带完整内螺纹瓶盖注塑模具设计作者:郭新玲关键词:瓶盖螺纹侧抽芯机构止转摘要:针对结构较复杂的带内螺纹塑料瓶盖,应用模流分析软件Moldflow 确定点浇口的具体位置,并着重阐述了侧抽芯机构、脱螺纹机构的设计要点和模具工作原理,通过采用塑料件断面止转结构,成功解决了完整内螺纹塑料件自动脱模困难等问题,提高了塑料件质量和生产效率。
检索三题目:矿泉水瓶盖注射模设计作者:张永俊1,王冲2,刘晓宁1关键词:瓶盖。
注射模。
模具设计摘要:介绍了塑料矿泉水瓶盖模具的设计要点,对特殊、复杂部位的设计作了详细阐述,并模拟了模具的开合运动。
检索四题目:瓶盖注射模设计及若干工艺问题探讨作者:张永俊、罗进生关键词:模具设计瓶盖制造工艺摘要:介绍了矿泉水瓶盖注射模设计,对一些关键结构进行了详细阐述,并探讨了该模具制造的若干工艺问题。
题目:1模32腔饮料瓶盖模具设计与制造作者:严增新关键词:32腔注塑模。
瓶盖。
模具结构。
热流道摘要:分析了饮料瓶瓶盖的结构和性能要求,对瓶盖的32腔模具设计了巧妙的脱模结构和稳定的热流道系统,并进行了强度计算论证。
且在该模具制造中选用了合适的材料,提供了典型的部件加工工艺。
检索六题目:五板式哈夫分型转动脱螺纹气压瓶盖注射模设计作者:田福祥关键词:螺纹形环气压瓶盖哈夫分型盘形绕口注射模摘要:介绍了气压瓶盖注射模实用结构,论述了模具结构特点和工作过程。
该模为板式,1模1腔,盘形浇口从塑件中心孔进料,三次定距分型和斜销哈夫分型,弹簧内侧抽芯,螺纹型环转动脱螺纹。
模具结构紧凑、工作可靠,可实现全自动操作。
检索七题目:饮料瓶瓶盖注射模设计作者:单小根杨建鸣秦波关键词:瓶盖。
高压瓶盖注射成型工艺分析与模具设计本科毕业设计
塑料模具课程设计目录1)所需资料:注射成型工艺与模具设计、模具设计与制造手册。
2)原始数据:制品材料、制品图如下。
4)注射模设计塑料制品结构分析;注射成型工艺参数选择、模架选择、注射机选择;成型零部件、浇注系统、脱模机构、温度调节系统等的设计;模具总体方案设计和比较;主要零部件强度、刚度计算;绘制模具装配图;绘制主要零部件图;编制成型零件数控加工程序。
5.ABS注射成型性工艺参数为工艺参数注射机类型螺杆式喷嘴形式通用式料筒温度/℃前部200—210 中部210—230 后部180—200喷嘴温度(℃) 180—190 模具温度(℃) 50—70 注射压力(Mpa) 70—90 保压压力(Mpa) 50—70 螺杆转速(r/min) 30—60毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检索题目:气压瓶盖注射模具设计
检索一
题目:气压瓶盖注射模具设计
作者:张建宇1 张南2 刘志民1
关键词:气压瓶盖;注射模具;侧向分型;抽芯机构
摘要:分析了气压瓶盖的结构及工艺特点,介绍了瓶盖注射模具的结构和工作过程,并详细介绍了模具浇注系统,凸凹模及侧向分型与抽芯机构的设计。
检索二
题目:带完整内螺纹瓶盖注塑模具设计
作者:郭新玲
关键词:瓶盖螺纹侧抽芯机构止转
摘要:针对结构较复杂的带内螺纹塑料瓶盖,应用模流分析软件Moldflow 确定点浇口的具体位置,并着重阐述了侧抽芯机构、脱螺纹机构的设计要点和模具工作原理,通过采用塑料件断面止转结构,成功解决了完整内螺纹塑料件自动脱模困难等问题,提高了塑料件质量和生产效率。
检索三
题目:矿泉水瓶盖注射模设计
作者:张永俊1,王冲2,刘晓宁1
关键词:瓶盖;注射模;模具设计
摘要:介绍了塑料矿泉水瓶盖模具的设计要点,对特殊、复杂部位的设计作了详细阐述,并模拟了模具的开合运动。
检索四
题目:瓶盖注射模设计及若干工艺问题探讨
作者:张永俊、罗进生
关键词:模具设计瓶盖制造工艺
摘要:介绍了矿泉水瓶盖注射模设计,对一些关键结构进行了详细阐述,并探讨了该模具制造的若
干工艺问题。
检索五
题目:1模32腔饮料瓶盖模具设计与制造
作者:严增新
关键词:32腔注塑模;瓶盖;模具结构;热流道
摘要:分析了饮料瓶瓶盖的结构和性能要求,对瓶盖的32腔模具设计了巧妙的脱模结构和稳定的热流道系统,并进行了强度计算论证。
且在该模具制造中选用了合适的材料,提供了典型的部件加工工艺。
检索六
题目:五板式哈夫分型转动脱螺纹气压瓶盖注射模设计
作者:田福祥
关键词:螺纹形环气压瓶盖哈夫分型盘形绕口注射模
摘要:介绍了气压瓶盖注射模实用结构,论述了模具结构特点和工作过程。
该模为板式,1模1腔,盘形浇口从塑件中心孔进料,三次定距分型和斜销哈夫分型,弹簧内侧抽芯,螺纹型环转动脱螺纹。
模具结构紧凑、工作可靠,可实现全自动操作。
检索七
题目:饮料瓶瓶盖注射模设计
作者:单小根杨建鸣秦波
关键词:瓶盖; 注射模; 侧抽芯机构; 浇注系统
摘要:在分析塑件结构特点基础上, 详细阐述了模具结构设计, 介绍了模具工作过程,并以图示的方式模拟了模具的脱模过程。
检索八
题目:铰链式塑料瓶盖注射模具设计
作者:温变英柳学义
关键词:注射;模具;脱模机构;铰链
摘要:以双向顶出脱模机构为特色,对铰链式塑料瓶盖的注射成型模具进行了设计.
检索九
题目:免抽芯饮料瓶塑料防盗瓶盖注塑模具设计
作者:罗达
关键词:防盗瓶盖连接桥部分模具结构
摘要:本研究介绍一种免抽芯强制脱模生成连接桥的注塑模具,这种模具具有体积小、生产效率高、故障少、使用寿命长的优点。
检索十
题目:多头螺杆驱动的瓶盖注射模设计
作者:田利民
关键词:旋转脱螺纹机床脱模力多头螺杆驱动
摘要:为了保证瓶盖的密封性和外观的美观,瓶盖的密封环和螺纹不允许有变形,故塑件只能采用旋转脱模,而不能采用强制脱模。
检索十一
题目:瓶盖注射模螺纹型芯的螺纹制造工艺
作者:王军
关键词:凹螺纹成型螺纹脱模瓶盖螺纹
摘要:瓶盖内螺纹由螺纹型芯的凹螺纹成型,瓶盖螺纹脱模可采用旋转退芯法,拼合螺纹型芯脱模法和强脱法。
检索十二
题目:一种专用瓶盖的注塑模设计
作者:尹健
关键词:专用瓶盖;注塑模;强制脱模;顺序开模;延时顶
摘要:介绍了一种专用瓶盖的注塑模设计,其存在的问题及解决方案。
模具结构中采用了定模强制脱模,顺序开模,滑动型芯延时顶出等机构。
该注塑模设计改进方案,对于油瓶、酱油瓶等有翻盖结构的
塑料制品模具设计有一定的参考价值
检索十三
题目:强脱式瓶盖注射模关键结构设计和零件制造
作者:李风
关键词:强脱式注射模一模多腔三板式模
摘要:瓶盖外圆表面有防滑竖纹,瓶盖内有内螺纹及挡水圈,瓶盖主体与防伪圈沿圆周以数点相连,其余部分被截断。
检索十四
题目:防伪瓶盖注射模设计
作者:付正华
关键词:强制脱模分级限位装置2次顶出
摘要:该模具采用4次分型,2次顶出,定模刮板,分级限位,点浇口进料结构。
检索十五
题目:基于UG的内螺纹瓶盖注塑模设计
作者:钟燕辉;刘军辉;邱志文;
关键词:三段螺内侧抽镶块凹模直接成型
摘要:塑件外表面结构简单,无特殊部分,由凹模直接成型即可。
瓶盖内有三段内螺纹,若采用传统螺纹脱模方式,增加了模具复杂程度或劳动强度,故在设计中考虑对三段内嵌螺纹采用内侧抽滑块的结构,内侧镶块为设计的关键。
检索十六
题目:瓶盖类注塑模的设计
作者:张九强;王小鹏
关键词:一模二腔浇口痕迹组合型腔结构
摘要:产品为大批量生产,因此模具采用一模二腔、组合型腔结构和采用侧浇口,以利于充满型腔。
检索十七
题目:斜滑块脱内螺纹瓶盖注塑模设计
作者:赵永涛田福祥
关键词:高压注射控制模温一模两腔式
摘要:本文根据塑件的特点和以上各种螺纹脱模方式优缺点的对比分析,采用了拼块式螺纹脱模机构,利用斜滑块脱内螺纹的方法来实现塑件的脱模。
检索十八
题目:基于CAE分析的铰链式塑料瓶盖注射模设计
作者:朱计张增张杰类彦威
关键词:CAE分析Moldflow软件组合式型芯
摘要:该塑件结构复杂,瓶盖内部带有螺纹,需要自动脱螺纹,模具结构比较复杂,为防止瓶盖在脱螺纹时跟随螺纹型芯转动,在瓶盖的内壁设有止转结构,因此模具必须采用组合式型芯,。
检索十九
题目:基于两步法的饮料塑料防盗瓶盖切割机设计
作者:罗达
关键词:瓶盖主体密封内塞螺纹旋盖齿线连接桥
摘要:为了解决瓶盖主体与防盗环产生的粘连及模具结构庞大的问题,本研究采用机械切割的方法生成防盗环以取代一次注塑成型工艺。
检索二十
题目:塑料防盗瓶盖的成形技术
作者:印雄飞
关键词:密封内塞螺纹旋盖齿线连接桥防盗圈
摘要:在饮料的包装中,PET瓶已占绝对主导地位,随着市场需求不断扩大,与之相应的瓶盖需求数量
庞大。
为了防止假冒伪劣产品充斥市场,保证内容物的质量不被恶意破坏,目前的瓶盖都采用了防盗结构[1]。
饮料产品成本中包装成本占了很大的比重,故如何提高饮料包装的质量,降低成本,愈来愈受到大家的重视。
而饮料瓶塑料防盗瓶盖的产量和质量主要取决于生产设备和模具。
因此,国内主要的饮料包装材料供应商都加大了对制盖设备的投资,使得国内市场的瓶盖质量有了很大的提高,达到了世界先进水平。
与此同时,在塑料瓶盖生产领域,注塑和压塑工艺之争也拉开了大幕。
在这种形势下,技术创新无疑是塑料防盗盖快速发展的动力。