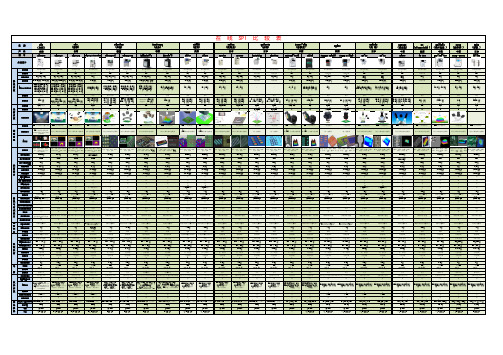
3D锡膏测试机SPI比较表(2019)
锡膏厚度测量&过程能力评价表

Cpk < 1.00 判定
B (一般)
备注:如CPK值判定为“C 差”, 需工程提出改善对策。 工程对策:
审核: 审核:
提出: 制表:罗娟娟
数据分析 刮刀从右往左刮 规格公差(T)= U6
0.141
刮刀从左往右刮 U2 R16
0.144
D1
0.142
C16
0.142
Q5
0.150
U1
0.141
D3
0.138
P1
0.136
R27
0.143
0.035 0.138 0.140 0.004 0.163 1.323
白班
0.151
夜班
白班
0.141 0.138 0.148 0.140 0.136 0.129 0.139 0.138 0.142 0.140
CPK 特性 等级
25 LSL 20
Frequency
USL
Cpk范围 Cpk≥1.67
1.67 > Cpk ≥ 1.33
过程 特性 优 良好 一般 差
A+ A B
15 10
1.33 > Cpk ≥ 1.0
5 C 0
0.121 0.125 0.130 0.135 0.141 0.146 0.151 0.157 0.162 0.167 0.173
锡膏厚度测量&过程能力评价表
产品型号: 钢网编号: 设备校验日期: 生产日期 钢网制作日期: 线别: 钢网厚度 (单位:MM) 锡膏厚度上限值 锡膏厚度下限值 0.12 0.155 0.120
测量数据(单位:MM) 位置 时间
7:30-9:30 (19:30-21:30) 9:30-11:30 (21:30-23:30) 11:30-13:30 (23:30-1:30) 13:30-15:30 (1:30-3:30) 15:30-17:30 (3:30-5:30) 17:30-19:30 (5:30-7:30)
SPI锡膏检查直通率提升验证报告
Dongguan Rayking Electronics Co., Ltd
SPI印刷锡膏检测基准设定范围评估报告
报告人:伍 明 日 期:2018/05/18
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
目录:
• SPI验证目的. • 现状SPI参数设定及直通率97%. • 印刷多锡SPI检测验证. • 印刷少锡SPI检测验证. • SPI实际检测锡膏高度、体积、面积参数. • 改善后SPI参数设定及直通率99%.
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
印刷破坏性验证:结合印刷后SPI检查结果及回流焊后效果,依据IPC-A-610E二级标准进行综合判定!
TYPE-C料少锡检测实际参数
3D图
AOI测试良品图像
说明:
1.按照黄色TYPE-C料设定参数制作少锡实物验证SPI检测出实际超出预警下限,跟踪回流炉后AOI检测为良 品.故 评估黄色CHIP料体积下限参数值设定过高.影响误报.参数适当放低.
3D图
AOI测试良品图像
说明:
1.按照黄色CHIP料设定参数制作多锡实物验证SPI检测出实际超出预警上限,跟踪回流炉后AOI检测为良品. 故 评估黄色CHIP料体积上限参数值设定偏低.面积、高度参数值也偏上限.
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
SPI验证目的:’印刷锡膏检查机‘简称SPI
锡膏评估报告

产品信息
已在我们公司使用, 效果较好。市场应用 广,有良好的使用基 础。
有焊平应一剂且用定方在广知面我。名处公度于司,领有在先使阻水用。有市很一场多定调锡知查珠名时问度,题,有。但反在馈
从锡膏起步,在国内 有一定知名度,市场 调查中反馈较好。
图片
二 粘度测试
测试目的:测试锡膏粘度以及触变系数(TI),确保锡膏的印刷品质及保持良 好的下锡性
回流曲线:厂商建议(SAC105,SAC107锡膏可采用SAC305相同的制程界限)
本次实验实测 曲线
锡膏类型
M40-LS720HF
GMF-M105-D-885
六 印刷性验证
DFA-SAC105
不擦拭连续印刷,检查 出现连锡时的片数
20
17
贴片完成后,45°斜放 2小时
大MOS管没有位移
MOS管有位移
3. 选取较优的锡膏{及时雨DFA(SAC105)}进行小批量的可焊 性实验,气泡验证等更多的验证,并与M40做比对。整体状况 良好,符合要求。可推行DFA105锡膏使用。
倾斜45度,放置5S
无移位,掉件等异常
实板检验显示,M40&DFA(SAC105)的有效贴装时间均能满足生产需求
测试内容:回流焊后焊点外观检查
五 焊点外观检测
测试标准:IPC-A-610D,IPC-7095
测试仪器:40X放大镜、Y.Cougar 高解析度X光机
检查内容:使用40X放大镜检查过回流焊炉后焊接状况,是否符合IPC标准
测试标准:JIS-Z-3197,厂内粘度标准(190+-20PA.S) 测试仪器:Malcom PCU-205 型粘度计,刮刀,超声波清洗器 实验结果:
锡膏类型
【干货】SMT精益生产关键设备之3D-SPI,一文看懂什么是SPI、为什么要使用SPI!

SPI 检测原理及检测方法的介绍
锡膏检测机的检测能力的介绍
SPC 在锡膏检测中的应用
以上其实只是SPC功能中的一部分,总是SPC得倒入对SPI的使用可以起到很大的作用。
SPI只是能够检测出生产中的不良,但却不能改善制程。
而SPC的作用就在于通过收集整理SPI 测试出的资料进行分析,而是制成的能力得到提升,因为在SPI检测出了不良或制程能了不好的时候,就必须要改良,否则就没办法真正做到提升产品的品质,甚至反而会增加成本。
所以SPC功能的导入可以让SPI发挥更大的作用。
由于现在元器件越来越向小型化发展,如01005,芯片规模封装(CSP),球栅列阵(BGA),圆柱栅格阵列(CCGA)等对锡膏数量有很高要求,所以要想成功制造这些装置,流程控制已经成为其中的关键环节。
封装厂严格控制每一个组装流程以确保高成品率的能力使得它在市场上占据了有利位置。
在世界各地的生产线上可以找到无数类似的实例,体现了对三维锡膏检测技术的需要程度。
即使只减少了终端用户手中产品的一个缺陷,在短期内也可以说明对三维锡膏检测设备进行的投资是合理的。
另外,生产出质量一流,可靠性能高的产品带来的声誉也是不可估量的。
总而言之,三维在线检测对于避免在生产下游出现劣质的印刷装置,确保装置的可靠性至关重要。
现在的三维锡膏检测系统可以使用户改善流程,识别和排除缺陷,从而减少成本,赢得利润,创造出具有竞争力的高效组装流程。
因此,自动SPI 检测在未来越来越小型化的SMT装配中是必不可少的检测装置。
3D锡膏测试机SPI比较表(2019)
外观图片
JET (台湾)
台湾
JET6500
TR7007D
TRI (德律)
台湾
TR7007Q
TR7007_SII_Plus
PEMTRON (奔创)
韩国
TROI7700E
TROI7700H
KOHYOUNG (高永)
韩国
KYaSPlre-L
KY8030-3
CYBER (速博)
美国
SE350
系 统
FOV大小/扫描宽度
6.5M 15um38.4x38.4mm 12M 5um20.3x15.4mm 12M 10um40.7x30.7mm
4M 15um30.5 x 30.5mm 12M 6um24.4 x 18.4mm 12M 10um40.8 x 30.7mm
4M 15um30.5 x 30.5mm 12M 6um24.4 x 18.4mm 12M 10um40.8 x 30.7mm
15 x 15mm
黑白 50cm²/sec(15um) 80cm²/sec(30um)
HID 1
彩色面阵相机 FOV
15um/25um 2M Pixels
23 x 31mm
彩色 26cm²/sec(15um) 80cm²/sec(25um)
R+G+B LED 1
彩色面阵相机 FOV
15um/25um 2M Pixels
取像方式
FOV
FOV
FOV
线性扫描
相机解析度
5um/10um/15um
6um/10um/15um
6um/10um/15um
10um
影
相机像素
6.5M Pixels/12M Pixels 4M Pixels/12M Pixels 4M Pixels/12M Pixels
2014最新SPI对比资料
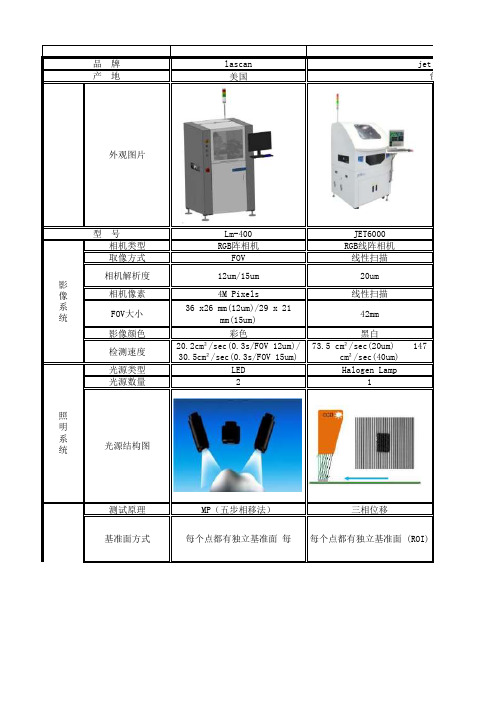
lascan 美国外观图片Lm-400JET6000相机类型RGB阵相机RGB线阵相机取像方式FOV 线性扫描相机解析度12um/15um20um 相机像素4M Pixels线性扫描FOV大小36 x26 mm(12um)/29 x 21mm(15um)42mm影像颜色彩色黑白检测速度20.2cm²/sec(0.3s/FOV 12um)/30.5cm²/sec(0.3s/FOV 15um)73.5 cm²/sec(20um) 147cm²/sec(40um)光源类型LED Halogen Lamp光源数量21光源结构图测试原理MP(五步相移法)三相位移基准面方式每个点都有独立基准面 每每个点都有独立基准面 (ROI)jet(捷影像系统台湾照明系统测试原理型 号产 地品 牌3D画面检测项目漏印,少锡,多锡,连锡,偏位,形状不良。
高度、面积、体积、偏移、拉尖、连锡及形状,金金手指锡膏高度范围50-550um35-450um最小可检测元件01005(12um)/0201(15um)01005(20um)/0201(40um)最小可检测Pitch(um)120um100um高度解析度0.37um 1.2um 高度重现性<3%(3Sigma)<1%(3Sigma)体积重现性<3%(3Sigma)<1%(3Sigma)BAD MARK功能无有BAD MARK数据输出无无PCB颜色影响可以,珠海优特电子8种PC板子都可以测试。
并得到客户认可。
有 红色和黑色基板有检测缺陷板弯补偿方式无有(LASER测距)板弯补偿范围±3mm±3mm编程时间资料齐全15分以内(细节没有做好)资料齐全10分内编程所需资料GERBER,CAD(SPC数据追踪)GERBER,CAD,PIN(可选)无GEB资料编程能力可以(需要识别时间过于长需要30分钟)有程式中增加或删除PAD 可以可以程式的旋转或镜射可以可以资料库2013年12月份新版本已可以使用有调试误判方式调整参数门槛值调整参数门槛值,OK板反馈学习功能离线编程与调试有有运动马达类型伺服马达+丝杆磁悬浮线性马达+光学尺X/Y定位精度±1um 0.5um平台架构钢架/方筒花岗岩(易于散热)停板方式机械挡板感应器停板轨道宽度调整手动/自动手动PCB检测最大尺寸300×400 mm 510 × 450 mm PCB检测最小尺寸50 × 50 mm 45 × 45 mm PCB厚度0.3-6mm 0.5-7mm 进出板方向任意切换任意切换夹板方式气动夹板气动夹板轨道段数13段(内部可待3片板)轨道模块测试原理检测能力编程调试运动模块模块JET6300TR7006彩色面阵相机黑白面阵相机FOV FOV10um20um4M Pixels线性扫描22 x 22mm20mm真彩黑白80 cm²/sec(10um)32 cm²/sec(20um)HID Lamp+White LED LASER21MP(五步相移法)+彩色滤波三角量测检测法每个点都有独立基准面(ROI),通过彩色滤波功能,能消除绿油层,丝印层,铜铂层的影响.统一基准面TRI(德率台湾et(捷智)台湾能消除绿油层,丝印层,铜铂层的影响.高度、面积、体积、偏移、拉尖、连锡及形状,金金手指高度、面积、体积、偏移、拉尖、连锡40-1250um100520180um150um0.15um 1.5um<1%(3Sigma)<5%(3Sigma) <1%(3Sigma)<5%(3Sigma)有无有无黑色检测有问题有(对深色颜色基板有问题,如foxconn生产的iphone4s黑色基板)有(LASER测距)有±10mm±3mm 资料齐全10分内资料齐全15分内GERBER,CAD,PIN(可选)GERBER,CAD有无可以不可以可以不可以有有调整参数门槛值,色彩滤波,抽色.平面切换.调整参数门槛值有无磁悬浮线性马达+光学尺其中X轴为双驱.伺服马达+丝杆0.5um1um钢架钢架双机械挡板+感应器停板感应器停板手动(自动选配)手动/自动500 × 540 mm510 × 460 mm45 × 45 mm45 × 45 mm0.5-5mm0.5-5mm任意切换出厂设定好气动夹板电动夹板11TR7007SII TROI3300TROI5500彩色面阵相机黑白面阵相机黑白面阵相机FOVFOV FOV 10um 12um/18um 12um/18um 4M Pixels 4M Pixels 4M Pixels 23.2 x 17.2mm28 x 21mm 47 x 35mm 真彩黑白(伪彩)黑白(伪彩)80 cm²/sec(10um)19 cm²/sec(12um)/43 cm²/sec(18um)19 cm²/sec(12um)/43 cm²/sec(18um)HID LampLED LED 211PMP(四步相移法)PMP(四步相移法)PMP(四步相移法)每个点都有独立基准面每个点都有独立基准面每个点都有独立基准面(德率)台湾PEMTRON(奔创)韩国高度、面积、体积、偏移、拉尖、连锡高度、面积、体积、偏移、拉尖、连锡高度、面积、体积、偏移、拉尖、连锡0-600um0-450um0-450um1005201201100um1001000.4um0.4um0.4um<1%(3Sigma)<1%(3Sigma)<1%(3Sigma)<1%(3Sigma)<1%(3Sigma)<1%(3Sigma)有无无无无无已有改进,没有问题无无无无无±3.5mm(真实为0.6mm)±3mm±5mm 资料齐全15分内资料齐全15分内资料齐全15分内GERBER,CAD GERBER,CAD GERBER,CAD有,复杂.无无可以可以可以可以可以可以有无2013-10月份之后的有新增。
Sinic-TEK SPI SOP

锡膏厚
度标准:设备/治具名称型号规格SPI 锡膏检测机Sinic-TEK 操作步骤
1.生产时依据左图不良类型,按照follow chart对应步骤作业.参考JHR-7.5-122 SPI锡膏检查参数表
设备/治具注意事项 1.本岗位必须戴静电手环或静电手套作业,并做好ESD防
护;2.检验合格的产品放入静电托盘;
3.检验不合格的产品放入指定的不良区域。
设定条件NA 复判标准
适用产品名称ALL 产品型号ALL 文件编号JH-WI-GC-
069
工序名称SPI 作业类型锡膏检测 上海晶合光电科技有限公司作 业 指 导 书审核制作日期
刘静2017/1/5
锡膏检测通知随线/设备工程师根据设备异常现象检查印刷设备状况改善制程Pas s 正常生产Pas s Fail 印刷Fail
继续印刷连续追踪5个点
依据复
判标准复判1.点击确认Pass 继续生产 1.点击确认FAIL 1.打开接驳台BYPASS 按钮
2.不良板放置在不良品
区域
3.洗板,填写“PCB 清洗
记录”
4.板边标注“W ”字样QC 确认正常生产
Pas s
Fail Pas s
3D 检测
Fail
Fail
焊膏与焊盘对齐且尺寸及形状相符;焊膏表面光滑不带过量的焊膏延伸出焊盘且未与相邻焊盘接触;焊焊膏量较少,但焊膏覆盖住焊盘75%焊膏未和焊盘对齐,但
焊盘75%以焊膏与焊盘对齐且尺寸及形状相符;焊膏
焊膏溢出连接在一凹形,焊膏量太焊膏边缘不清,有
焊膏有粘连焊膏错位
OK OK OK OK NG NG NG NG NG NG
使用部门:生产版本:V1.1。
在线离线3D锡膏测厚仪,3D SPI与激光锡膏测厚仪的区别

New TechnologyNew Development3D Solder Paste Inspection新技术引领新发展三维锡膏视觉检查系统中国3D SPI 白光技术第一品牌主题大纲3D SPI的发展和应用思泰克公司介绍思泰克的SPI产品思泰克SPI产品的特点3D SPI的发展和应用3D SPI是3D Solder Paste Inspection的简称:三维锡膏检测仪•系全自动非接触式测量,用于锡膏印刷机之后,贴片机之前,在过去的十年里,从最初的焊膏测厚仪到今天的三维检测,经历了不断发展和变革的过程。
所有目前SPI所采用的数学模型的核心都是三角测高法,通过一侧成一定角度的投射光在焊膏表面形成畸变,由设置在顶部的垂直相机捕捉畸变,根据三角测高法测出高度,乘以焊膏面积,从而得到被测焊膏的体积。
3D SPI 的发展和应用为什么要使用3D SPI 2D 观测(从正上方)2D 观测(从斜侧)3D 检测OK OK NG为了在检测中不遗漏印刷不良,就必须使用3D SPI 检测用SPI 检测出的不良・体积*・面积・高度*・偏移・缺失・破损・高度偏差(拉尖)**只有3D SPI 才能检测出3D SPI的发展和应用为什么要使用3D SPISMT的发展趋势:元器件小型化和引脚间距密集化SMT的缺陷分析:•众所周知锡膏印刷流程会产生很多缺陷已经是一个不争的事实.一些刊物和公司甚至指出这类缺陷的数量已占总缺陷数量的74%。
•另外一个不争的事实是锡膏体积是判断焊点质量及其可靠性的一个重要指标。
100%的采用锡膏检测(SPI)将有助于减少印刷流程中产生的焊点缺陷,而且可通过最低的返工(如清洗电路板)成本来减少废品带来的损失,另外一个好处是焊点的可靠性将得到保证。
3D SPI的发展和应用为什么要使用3D SPI为什么要使用3D SPI印刷质量控制的影响因素3D SPI 的发展和应用为什么要使用3D SPI 3D SPI的发展和应用为什么要使用3D SPI 3D SPI的发展和应用3D SPI 的应用3D SPI的发展和应用3D SPI 的应用3D SPI的发展和应用l 3D SPI 锡膏检测设备是提高产品良率和品质的最佳工具。
三维SPI的原理与检测方式
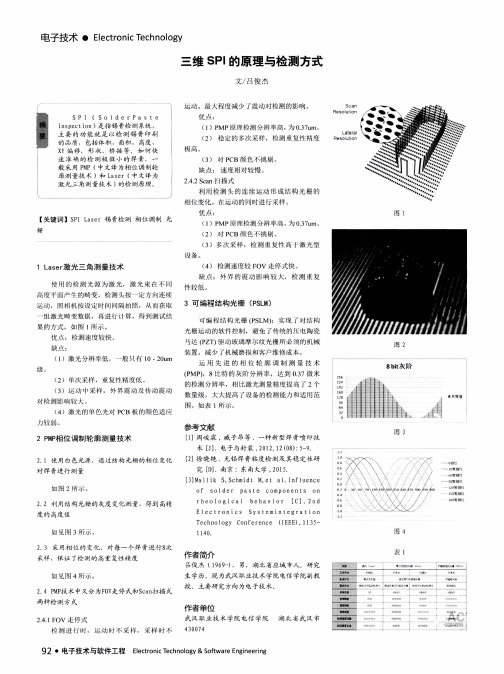
图 2
( 1 )激 光 分 辨 半 低 , 一 般 仃 1 0— 2 0 u n r
级
8b i t 灰 阶
( P MP ) ,8比 特 的 荻 阶 分 辨 率 , 达 到 O . 3 7微 米 ( 2 ) 单次 采 样 ,重 复 性 精 度 低 。 ( 3 )运 动 t t t 采样 , 外 界 震 动 及 传 动 震 动 的检 测 分 辨 率 ,相 比激 光 测 量 精 度 提 高 了 2个
E1 e ct r0ni C S S Y st eI l l i nt e g r at i on
s 0 楫 乜
T e c h no1 o gY Co n f er e n c e
1 J 4 0 .
( I EE E ). 1 1 3 5 — 图 4
0
0 t 一
{ l
I l x
i. / / /
/ 一 ///
6
橱曩
90 柑恕 J 2 0 相
5 0 整 } H
2 . 2 利 用 结 构 光 栅 的 灰 度 变化 测 量 度 的 高度 值
r h e 01 0 gi C a 1 b e h a v i 0 r [ C] . 2 n d
0f S 01 d e r Pa st e C 0mP01 1 C nt s o 1 1
图 3
2 P M P 相 位 调 制 轮 廓测 量 技 术
2 . 1 使 用 白 色光 源 、 通 过 结 构 光 栅 的 相位 变化
对 焊 膏进 行 测 量
电子技术 ・ E l e c t r o n i c T e c h n o l o g y
测试锡膏板设置参考
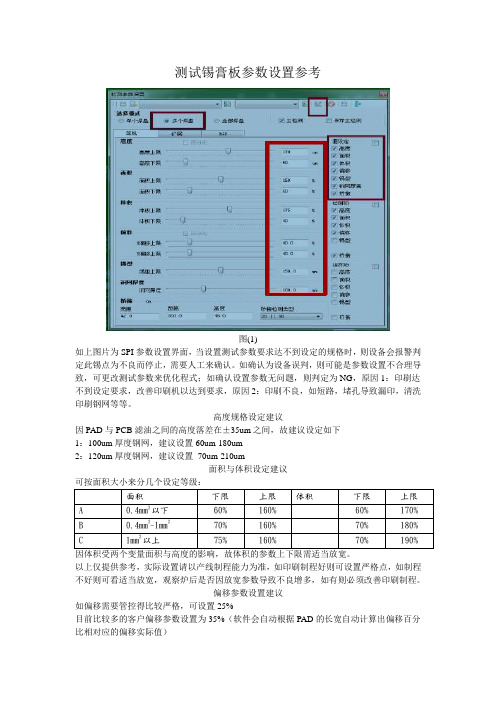
测试锡膏板参数设置参考
图(1)
如上图片为SPI参数设置界面,当设置测试参数要求达不到设定的规格时,则设备会报警判定此锡点为不良而停止,需要人工来确认。
如确认为设备误判,则可能是参数设置不合理导致,可更改测试参数来优化程式;如确认设置参数无问题,则判定为NG,原因1:印刷达不到设定要求,改善印刷机以达到要求,原因2:印刷不良,如短路,堵孔导致漏印,清洗印刷钢网等等。
高度规格设定建议
因PAD与PCB滤油之间的高度落差在±35um之间,故建议设定如下
1:100um厚度钢网,建议设置60um-180um
2:120um厚度钢网,建议设置70um-210um
面积与体积设定建议
可按面积大小来分几个设定等级:
面积下限上限体积下限上限
A 0.4mm2以下60% 160% 60% 170%
B 0.4mm2-1mm270% 160% 70% 180%
C 1mm2以上75% 160% 70% 190% 因体积受两个变量面积与高度的影响,故体积的参数上下限需适当放宽。
以上仅提供参考,实际设置请以产线制程能力为准,如印刷制程好则可设置严格点,如制程不好则可看适当放宽,观察炉后是否因放宽参数导致不良增多,如有则必须改善印刷制程。
偏移参数设置建议
如偏移需要管控得比较严格,可设置25%
目前比较多的客户偏移参数设置为35%(软件会自动根据PAD的长宽自动计算出偏移百分比相对应的偏移实际值)。
SPI锡膏检查机的作用和检测原理

SPI锡膏检查机的作⽤和检测原理
检测原理
原理
SPI锡膏检查机的作⽤和
锡膏检查机的作⽤和检测
SPI是英⽂Solder Paste Inspection的简称,⾏业内⼀般⼈直接称呼为SPI,SPI的作⽤和检测原理是什么?下⾯给⼤家介绍
SPI锡膏检查机的作⽤
⼀般,SMT贴⽚中80-90%的不良是来⾃于锡膏印刷,那么在锡膏印刷后设置⼀个SPI锡膏检查机是不是很有必要,将锡膏印刷不良的PCB在贴⽚前就刷选下来,这样就可以提⾼接后的PASS率。
现在越来越多的0201⼩元件需要贴⽚焊接,因此锡膏印刷的品质需求就越⾼,在锡膏印刷后检查出来的不良⽐回流焊接后检查出来的维修成本要低很多,节省成本,并且更容易返修。
SPI锡膏检查机的检测原理
SPI的检测原理与AOI(延伸阅读:)基本类似,都是利⽤光学影像来检查品质,锡膏检查的是锡膏的平整度、厚度以及偏移量,因此需要先将⼀块OK板检测出来作为样板,后⾯批量印刷的PCB板就依据OK板来进⾏判断,也许刚开始还有很多不良率,但是这是正常,因为机器需要不断的学习和修改参数以及⼯程师维护。
SPI锡膏检查机测量的项⽬
锡膏的厚度(⾼度偏差,拉尖)
锡膏的平整度(是否偏移)
锡膏的印刷量/⾯积
江西英特丽成⽴于2016年,位于江西抚州,总投资10个亿,有24条ASM(西门⼦)⾼端⾼速贴⽚线,8条插件线、4条线,8条组装包装线,公司每台设备均可接⼊MES系统,对产品⽣产过程进⾏追踪。
价格优、交期快、服务好。
PCBA加⼯,就选江西英特丽。
使用SPI找到无铅制造缺陷的根本原因

使用SPI找到无铅制造缺陷的根本原因锡膏印刷在无铅制造质量中发挥着关键作用,为印刷过程SMT 组装流程的后续环节部分提供了关键的基础。
为使制造商能够处理回流焊后焊点的相关问题,根据锡膏沉积特定的根本原因,对无铅对生产线最终质量的影响是至关重要的。
首先,可以通过结构化实现的三维锡膏印刷检测(3D SPI)识别这些根本原因,并且利用3D SPI 更好的实现过程控制以及识别变化。
此外,在电路板组装后认真的检查SPI 数据可以找到问题的根本原因,这种智能可以输入到检测指标中,通过为错误和变化确定更有效的工艺参数从而来预防问题。
为了有效的分析根本原因,制造商必须首先了解怎样把回流焊后发现的特定问题与锡膏印刷流程联系起来。
根据试验研究和实施无铅化过程的初步经验,目前已经确定了多个关注领域。
回流焊中无铅锡膏的润湿力较低,导致了锡桥缺陷在回流焊后更加普遍。
由于这种回流焊的现象,锡膏检测系统可以通过编程接受普通共晶上的最小锡桥量。
在拥有更多限制的无铅过程中,不得不重新考虑下限的设置。
此外,由于下游流程能够使用更加强健的回流焊特点来校正印刷的不一致性,因此体积和面积的容限比传统意义更宽广。
研究表明,小型芯片器件的印刷注册问题与元器件偏移相比,其缺陷数量翻了一倍。
偏移锡膏上缺少润湿力会导致更高的墓碑现象发生率。
这表明了更多的重视和查看锡膏印刷注册所具有的一个优势。
因此,通过利用从SPI 工具中获得的注册数据,可以分析出根本原因。
然后通过利用从这一试验获得的知识,制造商可以更有效地采取预防措施。
为了在锡膏印刷过程中进行这种级别的根本原因分析,这要求来自3D SPI 检测系统数据的正确分辨率。
属性数据或通过-未通过测试数据可能并不能有效的。
锡膏类检验报表
核准
√
判退 审核
检验者
日期:
编 号:
供应商 物料编 物号料名
称
订单号码 规格型号 来料日期
来料数量 检验数量 不良数量
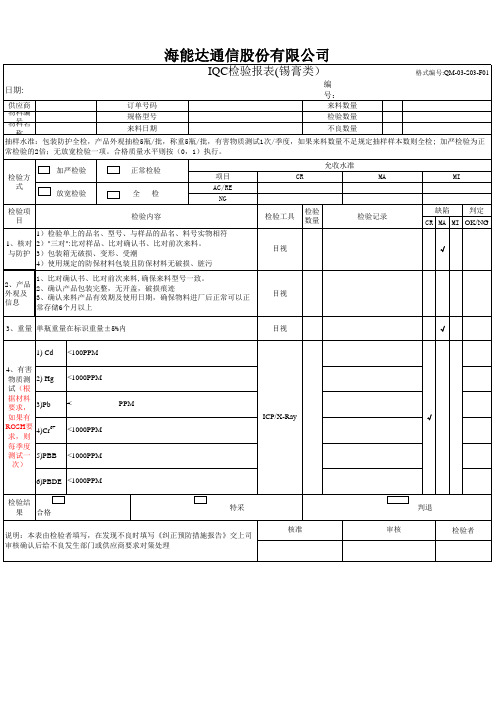
抽样水准:包装防护全检,产品外观抽检5瓶/批,称重5瓶/批,有害物质测试1次/季度,如果来料数量不足规定抽样样本数则全检; 加严检验为正
常检验的2倍;无放宽检验一项。合格质量水平则按(0,1)执行。
检验方 式
本表由检验者填写在发现不良时填写纠正预防措施报告交上司审核确认后给不良发生部门或供应商要求对策处理核准审核检验者4有害物质测试根据材料要求如果有rosh要求则每季度测试一次1核对与防护1检验单上的品名型号与样品的品名料号实物相符2三对
海能达通信股份有限公司
IQC检验报表(锡膏类)
格式编号:QM-03-S03-F01
加严检验 放宽检验
正常检验 全检
项目 AC/RE
NG
检验项 目
检验内容
1)检验单上的品名、型号、与样品的品名、料号实物相符 1、核对 2)"三对":比对样品、比对确认书、比对前次来料。 与防护 3)包装箱无破损、变形、受潮
4)使用规定的防保材料包装且防保材料无破损、脏污
允收水准
CR
MA
检验工具
检验 数量
目视
检验记录
MI
缺陷
判定
CR MA MI OK/NG
√
2、产品 外观及 信息
1、比对确认书、比对前次来料,确保来料型号一致。 2、确认产品包装完整,无开盖,破损痕迹 3、确认来料产品有效期及使用日期,确保物料进厂后正常可以正 常存储6个月以上
目视
3、重量 单瓶重量在标识重量±5%内
在线离线3D锡膏测厚仪,3D SPI与激光锡膏测厚仪的区别
New TechnologyNew Development3D Solder Paste Inspection新技术引领新发展三维锡膏视觉检查系统中国3D SPI 白光技术第一品牌主题大纲3D SPI的发展和应用思泰克公司介绍思泰克的SPI产品思泰克SPI产品的特点3D SPI的发展和应用3D SPI是3D Solder Paste Inspection的简称:三维锡膏检测仪•系全自动非接触式测量,用于锡膏印刷机之后,贴片机之前,在过去的十年里,从最初的焊膏测厚仪到今天的三维检测,经历了不断发展和变革的过程。
所有目前SPI所采用的数学模型的核心都是三角测高法,通过一侧成一定角度的投射光在焊膏表面形成畸变,由设置在顶部的垂直相机捕捉畸变,根据三角测高法测出高度,乘以焊膏面积,从而得到被测焊膏的体积。
3D SPI 的发展和应用为什么要使用3D SPI 2D 观测(从正上方)2D 观测(从斜侧)3D 检测OK OK NG为了在检测中不遗漏印刷不良,就必须使用3D SPI 检测用SPI 检测出的不良・体积*・面积・高度*・偏移・缺失・破损・高度偏差(拉尖)**只有3D SPI 才能检测出3D SPI的发展和应用为什么要使用3D SPISMT的发展趋势:元器件小型化和引脚间距密集化SMT的缺陷分析:•众所周知锡膏印刷流程会产生很多缺陷已经是一个不争的事实.一些刊物和公司甚至指出这类缺陷的数量已占总缺陷数量的74%。
•另外一个不争的事实是锡膏体积是判断焊点质量及其可靠性的一个重要指标。
100%的采用锡膏检测(SPI)将有助于减少印刷流程中产生的焊点缺陷,而且可通过最低的返工(如清洗电路板)成本来减少废品带来的损失,另外一个好处是焊点的可靠性将得到保证。
3D SPI的发展和应用为什么要使用3D SPI为什么要使用3D SPI印刷质量控制的影响因素3D SPI 的发展和应用为什么要使用3D SPI 3D SPI的发展和应用为什么要使用3D SPI 3D SPI的发展和应用3D SPI 的应用3D SPI的发展和应用3D SPI 的应用3D SPI的发展和应用l 3D SPI 锡膏检测设备是提高产品良率和品质的最佳工具。
在线SPI锡膏检查机在SMT生产线所起的作用
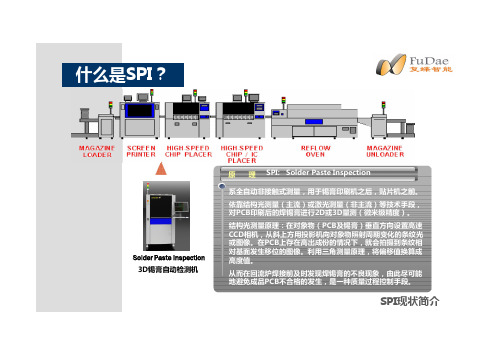
Solder Paste Inspection 3D锡膏自动检测机
原 理 SPI: Solder Paste Inspection
系全自动非接触式测量,用于锡膏印刷机之后,贴片机之前。 依靠结构光测量(主流)或激光测量(非主流)等技术手段, 对PCB印刷后的焊锡膏进行2D或3D量测(微米级精度)。 结构光测量原理:在对象物(PCB及锡膏)垂直方向设置高速 CCD相机,从斜上方用投影机向对象物照射周期变化的条纹光 或图像。在PCB上存在高出成份的情况下,就会拍摄到条纹相 对基面发生移位的图像。利用三角测量原理,将偏移值换算成 高度值。 从而在回流炉焊接前及时发现焊锡膏的不良现象,由此尽可能 地避免成品PCB不合格的发生,是一种质量过程控制手段。
SPI现状简介
SPI现状简介
为什么要使用 SPI?
引用统计数据:SMTA – SMT工艺中的74%的不良来自锡膏印刷
3
SPI现状简介
为什么要使用3DSPI
2D观测 OK (从正上方)
2D观测 OK (从斜侧)
3D检测 NG
为了在检测中不遗漏印刷不良,就必须使用3D SPI检测
设计值 焊锡
面积和设计值相近, 但体积较设计值大幅下降。
焊锡的判断结果
面积 体积 ICT
2D 检测机 OK 3D 检测机 OK
- NG
NG
用SPI检测出的不良 ・体积* ・面积 ・高度* ・位置错位 ・扩散 ・缺失 ・破损 ・高度偏差(拉尖)*
*只有3D SPI才能检测出
SPI现状简介
尽早在印刷环节发现不良,降低维修成本——实现过程控制
SPI
印刷
检测
NG SPI检查出的不良 → 只需重新印刷
3D SPI概论

有关Sinic-Tek 3D SPI的技术信息:1.3D SPI的应用从最初的焊膏测厚仪到目前全自动的三维焊膏检测仪,焊膏检测系统已经发展了超过十年的时间,目前越来越多的SMT用户开始关注焊膏检测系统的应用了。
如何看待SPI 的应用?下面简单的谈谈感想;*元器件小型化*引脚间距密集化*无铅锡膏的广泛使用*人力成本的上升*一次性通过率的管控越早发现问题就能越早解决问题,元器件成本,加工成本,返修成本,一次性通过率,客户满意度等等无时无刻不在困扰着SMT管理者。
有太多的原因造成目前的SMT用户将检测的手段不断的前移,从ICT往前到炉后AOI,再往前到炉前的AOI,再往前到贴片前的SPI。
SPI有两个基本的功能;1)及时发现印刷品质的缺限SPI可以直观的告诉使用者,哪些焊膏的印刷是好的,哪些是不良的,并且提供缺限种类提示。
2)通过对一系列的焊点检测,发现品质变化的趋势。
所有的趋势变化是由一种或一种以上的潜在因素所造成的。
我们看不到潜在因素,但可以看到趋势变化。
从而通过趋势变化去分析潜在因素。
SPI就是通过对一系列的焊膏检测,发现品质趋势,在品质未超出范围之前就找出造成这种趋势的潜在因素,例如印刷机的调控参数,人为因素,焊膏变化因素等。
然后及时的调整,控制趋势的继续蔓延。
SPI针对具体的检测项目,完全可以做到对体积,面积,高度,XY偏移,形状,桥接的全自动检测。
主流的PMP(相位调制轮廓测量技术)已经达到微米级的检测精度。
而激光扫描的检测方式已经在逐步的推出焊膏检测的市场。
SPI作为一台硬件设备,它可以及时发现印刷品质的缺限。
但要去发现趋势变化,就需要有强大的SPC(过程控制软件)加以辅助。
SPC可以通过对一系列焊膏的检测结果进行统计分析及对比,图形化的提供趋势分布。
焊膏的检测结果进行统计分析及对比,图形化的提供趋势分布。
一般的XBar-S,XBar-R,Histogram,Single View, Multi View, CP, CPK, G&GR等报表都是不可缺少的工具。
常规在线SPI锡膏检测机要求

一、设备整体需求 在线3D SPI检测设备 PCB尺寸最大400*300mm 需判定锡膏的形态(是否坍塌)、印刷面积、印刷厚度(包含对单个焊盘两边厚度差的 测量) 有生成SPC报表,含整体合格率、单个零件的合格率、日、周、月报表
二、目前PCBA产品参数 PCB材质,FR-4,板厚度0.8-2mm,铜箔基准厚度0.035mm 锡膏牌号,4#粉,20-38um 印刷钢网厚度,锡膏0.1-0.15mm,红胶0.18-0.25mm 最小零件,目前0402,设备需兼容0201封装 最大密集度元件,QFP、QFN封装,设备需兼容BGA封装
三、其他要求 有坏板识别功能,需提出对坏板识别标记的要求 支持MAS系统 对板曲翘具有一定的软件或光学硬件矫正,避免偏移误判 支持条码或二维码扫描
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外观图片
JET (台湾)
台湾
JET6500
TR7007D
TRI (德律)
台湾
TR7007Q
TR7007_SII_Plus
PEMTRON (奔创)
韩国
TROI7700E
TROI7700H
KOHYOUNG (高永)
韩国
KYaSPlre-L
KY8030-3
CYBER (速博)
美国
SE350
彩色
26cm²/sec(15um) 80cm²/sec(25um)
R+G+B LED 1
黑白
黑白
43.4cm²/sec(20um) 19 秒(330 × 250 mm)
33cm²/sec(20um) 25 秒(330 × 250 mm)
LASER MA LASER
LASER MA LASER
彩色 23 cm²/sec(10um)
取像方式
FOV
FOV
FOV
线性扫描
相机解析度
5um/10um/15um
6um/10um/15um
6um/10um/15um
10um
影
相机像素
6.5M Pixels/12M Pixels 4M Pixels/12M Pixels 4M Pixels/12M Pixels
4M Pixels
像
6.5M 10um25.6x25.6mm 4M 10um20.3 x 20.3mm 4M 10um20.3 x 20.3mm
W+RGB LED 1
彩色 0.35s/FOV
RGB 2
黑白面阵相机 线性扫描 10um(RSC7) 4M Pixels
32mm
黑白 100cm2/sec
LASER 2 LASER
黑白面阵相机 线性扫描
10um(RSC7) 4M Pixels
黑白面阵相机
FOV 10um 20um 4M Pixels
系 统
FOV大小/扫描宽度
6.5M 15um38.4x38.4mm 12M 5um20.3x15.4mm 12M 10um40.7x30.7mm
4M 15um30.5 x 30.5mm 12M 6um24.4 x 18.4mm 12M 10um40.8 x 30.7mm
4M 15um30.5 x 30.5mm 12M 6um24.4 x 18.4mm 12M 10um40.8 x 30.7mm
4M 18um36 x 36mm
4M 10um24.5 x 24.5mm 4M 15um30.7 x 30.7mm
4M 18um36 x 36mm
黑白(伪彩)
12.8 cm²/sec(10um) 30.7 cm²/sec(15um) 42.8 cm²/sec(18um)
LED
1
彩色 25.2 cm²/sec(12um) 38.4 cm²/sec(15um) 53.5.4 cm²/sec(18um)
35.3 x 25.9mm(15um) 47 x 34.6mm(20um)
黑白
3FOV/sec LED 2
黑白面阵相机 FOV
15um/30um 4M Pixels
32 x 32mm
黑白 50cm²/sec(15um) 80cm²/sec(30um)
HID 1
黑白面阵相机 FOV
15um/30um 4M Pixels
黑白面阵相机
FOV 10um 20um 15M Pixels
黑白面阵相机
FOV 12um 15um 4M Pixels
32mm
35.3 x25.9 mm(15um) 23.5.5 x 17.3 mm(10um)
38.8 x38.8 mm(10um) 77.7 x 77.7 mm(20um)
MS-11
MS-15
LASCAN (南杰星)
中国
L3000
VI (Technology )
法国
3D SPI
ALeader (神州视觉 )
中国
ALD-ST3-450
VCTA (振华兴 )
中国
VCTA-V850L
SAKI (赛凯 )
日本
BF-3Si
相机类型
黑白面阵相机
黑白面阵相机
黑白面阵相机
黑白面阵相机
RGB
2
黑白面阵相机 FOV
10/15um/20um 4M Pixels High speed
23.5 x 17.3mm(10um) 35.3 x 25.9mm(15um)
47 x 34.6mm(20um)
黑白
高精度模式:3FOV/sec 高速模式:4FOV/sec
LED 4
黑白面阵相机 FOV
15um/20um 4M Pixels
4M 10um20 x 20mm 4M 15um30 x 30mm
12M 15um61.1x46.1mm 12M 15um61.2 x 46.1mm 12M 15um61.2 x 46.1mm
影像颜色 检测速度
彩色 3FOV/sec
彩色
彩色
3FOV/sec Camera Link 2FOV/sec
3FOV/sec Camera Link 2FOV/sec
黑白面阵相机 线性扫描 10um/20um 线性扫描
黑白面阵相机 线性扫描 10um/20um 线性扫描
黑白面阵相机 FOV 10um
4M Pixels
黑白面阵相机 FOV
5um/1Oum 12M Pixels
23 x 31mm
/
/
48 x 34 mm
12M 5um20.3x15.4mm
12M 10um40.7x30.7mm
彩色
10um 90cm2/sec 15um 200cm2/sec
光源类型
RGB+同轴光
RGB
光
光源数量
2
2
源
系
统
光源结构图
RGB
RGB+W
4
2
黑白面阵相机 FOV
10um/15um/18um 4M Pixels
黑白面阵相机 FOV
12um/15um/18um 4M Pixels
4M 10um20.5 x 20.5mm 4M 15um30.7 x 30.7mm
15 x 15mm
黑白 50cm²/sec(15um) 80cm²/sec(30um)
HID 1
彩色面阵相机 FOV
15um/25um 2M Pixels
23 x 31mm
彩色 26cm²/sec(15um) 80cm²/sec(25um)
R+G+B LED 1
彩色面阵相机 FOV
15um/25um 2M Pixels
SE500
在 线 SPI
OMRON (欧姆龙)
日本
VP5200
VP6000
比较表
ANRITSU (安利)
日本
KLS5421A
MK5440L
Sinic-Tek (思泰克)
中国
InSPIre-510a
Ultra
PARMI
韩国 SIGMAX Orange SIGMA X Blue
MIRTEC (美 陆)
日本