4.1.1奶制品生产
乳品生产与质量监控作业指导书

乳品生产与质量监控作业指导书第1章乳品生产概述 (4)1.1 乳品的生产流程 (4)1.1.1 原料乳的采集 (4)1.1.2 预处理 (4)1.1.3 加工 (4)1.1.4 包装 (5)1.1.5 储存 (5)1.1.6 运输 (5)1.2 乳品的质量要求 (5)1.2.1 感官指标 (5)1.2.2 理化指标 (5)1.2.3 微生物指标 (5)1.2.4 食品添加剂 (5)1.3 乳品生产中的危害分析 (5)1.3.1 生物性危害 (5)1.3.2 化学性危害 (5)1.3.3 物理性危害 (6)1.3.4 生产过程危害 (6)1.3.5 储存和运输危害 (6)第2章原料乳的质量监控 (6)2.1 原料乳的验收标准 (6)2.2 原料乳的检验方法 (6)2.3 原料乳的质量控制 (6)第3章乳品加工设备与工艺 (7)3.1 乳品加工设备的选择与维护 (7)3.1.1 设备选择原则 (7)3.1.2 常用乳品加工设备 (7)3.1.3 设备维护与保养 (7)3.2 常见乳品加工工艺流程 (7)3.2.1 巴氏杀菌乳加工工艺 (7)3.2.2 灭菌乳加工工艺 (8)3.2.3 酸奶加工工艺 (8)3.2.4 奶粉加工工艺 (8)3.3 加工过程中的质量监控要点 (8)3.3.1 原料奶质量监控 (8)3.3.2 加工过程质量监控 (8)3.3.3 成品质量监控 (8)第4章乳品生产环境卫生管理 (8)4.1 生产环境卫生要求 (8)4.1.1 厂房与设施 (8)4.1.2 环境空气质量 (8)4.1.3 温湿度控制 (9)4.1.4 人员卫生管理 (9)4.2 清洁与消毒方法 (9)4.2.1 清洁方法 (9)4.2.2 消毒方法 (9)4.3 环境卫生监控 (9)4.3.1 监控指标 (9)4.3.2 监控方法 (9)4.3.3 持续改进 (9)第5章巴氏杀菌乳生产与质量监控 (9)5.1 巴氏杀菌乳的生产工艺 (9)5.1.1 原料乳验收 (10)5.1.2 预处理 (10)5.1.3 标准化 (10)5.1.4 均质 (10)5.1.5 杀菌 (10)5.1.6 冷却 (10)5.1.7 灌装 (10)5.1.8 封口 (10)5.1.9 标签 (10)5.2 杀菌参数的确定与控制 (10)5.2.1 杀菌温度 (10)5.2.2 杀菌时间 (10)5.2.3 杀菌设备 (10)5.2.4 温度控制 (11)5.3 巴氏杀菌乳的质量检验 (11)5.3.1 感官检验 (11)5.3.2 理化检验 (11)5.3.3 微生物检验 (11)5.3.4 保质期检验 (11)第6章硬质乳制品生产与质量监控 (11)6.1 硬质乳制品的生产流程 (11)6.1.1 原料验收 (11)6.1.2 原料处理 (11)6.1.3 发酵 (11)6.1.4 凝固 (11)6.1.5 切割与排放 (11)6.1.6 成型与压制 (12)6.1.7 沸煮 (12)6.1.8 冷却与包装 (12)6.2 发酵剂的选择与使用 (12)6.2.1 发酵剂的种类 (12)6.2.2 发酵剂的使用 (12)6.2.3 发酵剂的保存 (12)6.3 硬质乳制品的质量检验 (12)6.3.1 感官指标 (12)6.3.2 理化指标 (12)6.3.3 微生物指标 (12)6.3.4 检验方法 (12)6.3.5 检验频次 (12)6.3.6 异常处理 (13)第7章软质乳制品生产与质量监控 (13)7.1 软质乳制品的生产工艺 (13)7.1.1 原料选择与处理 (13)7.1.2 配料 (13)7.1.3 均质 (13)7.1.4 发酵 (13)7.1.5 冷却与老化 (13)7.1.6 成型与包装 (13)7.2 稳定剂的选择与应用 (13)7.2.1 稳定剂种类 (13)7.2.2 稳定剂的选择 (13)7.2.3 稳定剂的应用 (14)7.3 软质乳制品的质量检验 (14)7.3.1 感官检验 (14)7.3.2 理化指标检验 (14)7.3.3 微生物指标检验 (14)7.3.4 食品添加剂检验 (14)7.3.5 包装及标签检验 (14)第8章乳粉生产与质量监控 (14)8.1 乳粉的生产方法 (14)8.1.1 原料处理 (14)8.1.2 标准化 (14)8.1.3 均质 (15)8.1.4 浓缩 (15)8.1.5 干燥 (15)8.2 乳粉的喷雾干燥工艺 (15)8.2.1 原理 (15)8.2.2 工艺流程 (15)8.2.3 影响因素 (15)8.3 乳粉的质量检验 (15)8.3.1 感官指标 (15)8.3.2 理化指标 (15)8.3.3 微生物指标 (15)8.3.4 检验方法 (15)第9章乳品包装与储运 (16)9.1 乳品包装材料的选择 (16)9.1.1 包装材料要求 (16)9.1.2 常用包装材料 (16)9.2 乳品包装工艺 (16)9.2.1 清洁与消毒 (16)9.2.2 包装过程 (16)9.2.3 检验与标识 (16)9.3 乳品的储存与运输 (16)9.3.1 储存 (16)9.3.2 运输 (17)第10章乳品质量监控与召回制度 (17)10.1 乳品质量监控体系的建立 (17)10.1.1 监控目标与原则 (17)10.1.2 监控体系构建 (17)10.1.3 质量监控人员培训与管理 (17)10.2 乳品质量检验方法 (17)10.2.1 检验项目 (17)10.2.2 检验方法 (17)10.2.3 检验设备与试剂 (17)10.3 乳品召回制度与实施要点 (18)10.3.1 召回制度的建立 (18)10.3.2 召回流程 (18)10.3.3 实施要点 (18)第1章乳品生产概述1.1 乳品的生产流程乳品生产流程主要包括原料乳的采集、预处理、加工、包装、储存和运输等环节。
全国奶制品行业纯牛奶加工奶制品行业规范

全国奶制品行业纯牛奶加工奶制品行业规范1.引言本文档旨在规范全国奶制品行业中纯牛奶加工和奶制品生产过程中的相关操作和要求。
通过遵守这些规范,可以提高产品的质量和安全性,增加消费者的信任度,并促进奶制品行业的可持续发展。
2.生产环境要求2.1 卫生条件为了保证产品的质量和安全性,生产车间和设备应保持清洁卫生,并经常进行彻底清洁和消毒。
生产过程中需要定期检查,确保设备正常运行且符合卫生标准。
2.2 空气质量生产车间应保持良好的通风和空气质量,以防止微生物和异味的污染。
必要时,应安装适当的过滤设备来净化空气。
2.3 温度控制生产车间应设置适宜的温度控制系统,以确保牛奶的储存、加工和制品生产过程中的温度稳定性。
应该定期检查温控设备,并记录温度数据以进行监控和追溯。
3.原料选择和采购3.1 牛奶原料选择新鲜、高品质、无添加剂的新鲜牛奶作为加工原料。
牛奶应来自经过认证的牧场,并经过适当的检测,以确保不含有害物质和微生物。
3.2 辅助原料使用经过检测和认证的辅助原料,如乳化剂、稳定剂和营养添加剂。
确保这些原料符合国家和行业标准,并保证质量稳定。
4.生产流程控制4.1 加工过程牛奶的加工过程应符合规范,包括牛奶的杀菌、过滤、冷却和储存等环节。
必须注意对每一步操作的时间、温度和压力等参数的控制,以确保产品的质量和安全性。
4.2 检测和分析生产过程中应定期进行各项指标的检测和分析,包括原料、中间产品和成品。
通过检测结果,及时调整生产参数和工艺,以保证产品的一致性和符合标准要求。
5.产品质量和安全控制5.1 质量控制建立严格的质量控制体系,包括生产过程中的自检、互检和专业检验。
设置产品质量标准,并确保产品符合国家和行业相关标准。
5.2 安全控制加强食品安全意识和培训,确保生产操作符合食品安全要求。
加强原料和成品的追溯管理,确保产品的召回和追溯能力。
6.员工培训为了提高员工的技术水平和意识,定期组织培训和考核。
培训内容应包括卫生要求、操作规范、安全意识和质量控制等方面。
液态奶、乳品厂设计_食品科学毕业设计

日产液态奶 200 吨、年产奶粉 1 万吨乳品厂设计
09 年 6 月
论文定稿
4
日产液态奶 200 吨、年产奶粉 1 万吨乳品厂设计
日产液态奶200吨、年产奶粉1万吨乳品厂设计说明书 戴奇成 (甘肃农业大学食品科学与工程学院,兰州,730070) 摘要:本设计结合兰州市榆中县及周边地区的具体情况,设计规模为日产 液态奶200吨、年产奶粉1万吨的乳品厂。设计中对乳品行业的发展现状、 厂址的选择、工厂的总平面设计做了介绍,然后对产品生产的班产量、工 艺流程、 所需物料做了详细的说明和工艺计算, 并据此进行了设备的选型, 最终确定了 BP07
1.0 —30型板式换热器和喷雾干燥器等设备的技术参数, 120
另外对工厂辅助部门和公用系统进行了设计和相关计算,同时对污水处理 工艺做了论述。 关键词:乳品厂设计 UHT灭菌乳 全脂乳粉 说明书
The Dairy Plant Design of 200t/day Production Capacity of Fresh Milk and 10000t/year Production Capacity of Milk Powder Dai qicheng (College of Food Science and Engineering, Gansu Agricultural University 730070) Abstract: This design based on the investigation to the local condition of Yuzhong county, Lanzhou city and the surrounding area, decideing to design a dairy plant which could produce 200 tons fresh milk per day and 10000 tons milk powder per year. This design briefly
酸奶工厂设计
中文摘要随着人们生活水平的提高,膳食结构的不断完善,乳制品逐渐成为人们日常生活中必不可少的一种食品,而酸奶由鲜牛乳发酵成的酸乳由于其丰富的营养、特殊的风味、爽滑的质构和良好的生理功能,从而备受人们青睐。
本设计为年产6000t乳制品厂设计,主要产品为搅拌型酸奶4200t,有纯酸奶1200t、草莓酸奶1800t、菠萝酸奶600t、芒果酸奶600t。
工厂占地为30000㎡,厂址选择在广州郊区我,面向广州与珠三角地区,市场广阔。
本设计采用先进的工艺与自动化生产,力求技术的先进性与经济上的合理性。
原料均采用生鲜奶,辅以优良的配方,生产奶香明显、风味浓郁、细腻滑爽的酸奶。
工厂总投资1000万。
尽可能地采用新工艺、新设备、新技术,并节约设备投资,美化环境,搞好生活设施建设,对各方面进行综合考虑,使设计准确合理。
设计一个高品质酸奶的全自动化、节能、环保型工厂。
关键词:酸奶果味酸奶节能自动化工厂设计目录1.1酸奶简介................................................................1.1.1实施背景..............................................................1.1.2酸奶的主要消费群体....................................................1.1.3发酵乳的营养价值及保健作用............................................ 2设计总论..................................................................2.1设计依据、原则、范围....................................................2.1.1设计依据..............................................................2.1.2设计原则..............................................................2.1.3设计范围..............................................................2.2厂址选择................................................................2.2.1厂址选择的原则........................................................2.2.2厂址选择的要求........................................................2.2.3全厂平面布置图........................................................ 3原辅材料及产品的标准......................................................3.1原辅料的特性及标准......................................................3.1.1原料乳特性及标准......................................................3.1.2发酵剂特性............................................................3.1.3香精特性及标准........................................................3.1.4稳定剂特性及标准......................................................3.2产品标准................................................................3.2.1酸乳..................................................................3.2.2乳酸菌饮料............................................................ 3产品方案..................................................................3.1产品方案设计原则........................................................3.1.1产品方案制定依据......................................................3.1.2产品方案.............................................................. 4产品工艺流程及工艺要点....................................................4.1搅拌型酸奶生产工艺......................................................4.1.1搅拌型酸奶生产工艺....................................................4.1.2搅拌型酸奶工艺要点....................................................4.2活性乳酸菌饮料生产工艺..................................................4.2.1活性乳酸菌饮料工艺流程................................................4.2.2活性乳酸菌饮料工艺要点................................................ 5物料衡算..................................................................5.1搅拌型酸奶..............................................................5.1.1搅拌型酸奶配方........................................................5.1.2产量..................................................................5.1.3原料乳消耗量..........................................................5.1.4配料消耗量............................................................5.1.5包装消耗量............................................................5.1.6包装箱用量............................................................5.2活性乳酸菌饮料..........................................................5.2.1乳酸菌饮料配方........................................................5.2.2产量..................................................................5.2.3原料乳消耗量..........................................................5.2.4配料消耗量............................................................5.2.5包装消耗量............................................................5.2.6包装箱用量............................................................5.3物料衡算总表............................................................ 6车间设备选型..............................................................6.1设备选型的原则要求......................................................6.2设备规格型号............................................................ 7主生产车间平面布置........................................................7.1设备布置................................................................7.1.1车间平面布置原则......................................................7.1.2车间平面布置说明......................................................7.1.3生产车间建筑要求......................................................7.2.1更衣室................................................................7.2.1洗手间................................................................7.3车间平面布置图.......................................................... 8工厂组织与劳动力平衡......................................................8.1企业组织................................................................8.2生产制度................................................................8.3全厂人员编制............................................................8.3.1工厂组织形式..........................................................8.3.2全厂劳动力平衡........................................................ 9车间用水、汽、电估算......................................................9.1车间用水、汽估算........................................................9.2车间用电估算............................................................ 10全厂辅助部门以生活设施...................................................10.1生产性辅助设施.........................................................10.1.1中心实验室...........................................................10.1.2化验室...............................................................10.1.3仓库.................................................................10.1.4机修间...............................................................10.2生活性辅助设施.........................................................10.2.1办公楼...............................................................10.2.2食堂.................................................................10.2.3更衣室...............................................................10.2.4浴室.................................................................10.2.5厕所.................................................................10.2.6职工宿舍.............................................................10.2.7门卫室...............................................................10.2.8其他.................................................................10.2.9辅助部门统计表....................................................... 11公用系统.................................................................11.1.1水质要求.............................................................11.1.2水源.................................................................11.1.3全厂用水量计算.......................................................11.1.4给水系统.............................................................11.1.5排水系统.............................................................11.2供电系统...............................................................11.2.1供电要求和供电设备及相应措施.........................................11.2.2变压器...............................................................11.2.3配电室尺寸...........................................................11.3.1锅炉选型.............................................................11.3.2锅炉用水要求......................................................... 12建筑物平面布置与卫生要求.................................................12.1全厂平面设计的基本原则.................................................12.2环境卫生要求........................................................... 13技术经济分析.............................................................13.1成本核算...............................................................13.2回收期估算.............................................................13.2.1建厂规模.............................................................13.2.2产品规格.............................................................13.2.3产品价格设计.........................................................13.2.4年生产总成本预测.....................................................13.2.5经济效益分析.........................................................13.2.6回收期限估算......................................................... 结论....................................................................... 参考文献................................................................... Abstract ................................................................... 附录....................................................................... 致谢.......................................................................1前言1.1酸奶简介牛乳的组成最为接近人体的母乳,含有人体所需要的全部营养成分,营养最为均衡,在人们的膳食结构中具有其他食品无法替代的地位和作用。
食品级干酪素1(食品安全企业标准)
食品级干酪素1范围本标准规定了食品级干酪素的技术要求、试验方法、检验规则、包装、标志标签、贮藏及运输。
本标准适用于以鲜奶或曲拉为原料,添加食品添加剂(氢氧化钠、盐酸),经溶解、脱脂、杀菌、凝乳、洗涤、脱水、造粒、干燥、包装等工艺制成的食品原料干酪素。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本标准。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB 1886.9 食品安全国家标准食品添加剂盐酸GB 1886.20 食品安全国家标准食品添加剂氢氧化钠GB 2760 食品安全国家标准食品添加剂使用标准GB 2761 食品安全国家标准食品中真菌毒素限量GB 2762 食品安全国家标准食品中污染物限量GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB 4789.2 食品安全国家标准食品微生物学检验菌落总数测定GB 4789.3 食品安全国家标准食品微生物学检验大肠菌群计数GB 4789.4 食品安全国家标准食品微生物学检验沙门氏菌检验GB 4789.10 食品安全国家标准食品微生物学检验金黄色葡萄球菌检验GB 5009.3 食品安全国家标准食品中水分的测定GB 5009.5 食品安全国家标准食品中蛋白质的测定GB 5009.6 食品安全国家标准食品中脂肪的测定GB 5009.12 食品安全国家标准食品中铅的测定GB 5009.24 食品安全国家标准食品中黄曲霉毒素M族的测定GB 5009.239 食品安全国家标准食品酸度的测定GB 7718 食品安全国家标准预包装食品标签通则GB 12693 食品安全国家标准乳制品良好生产规范GB 19301 食品安全国家标准生乳JJF 1070 定量包装商品净含量计量检验规则国家质量监督检验检疫总局令第75号《定量包装商品计量监督管理办法》国家质量监督检验检疫总局令第123号《食品标识管理规定》3 定义和术语以下定义和术语仅适用于本标准。
奶及奶制品在生产加工中的食品安全问题

L u n y u a n1、国内目前的乳制品质量安全概况我国乳制品的生产和销售取得了较好的业绩,并且液体乳生产大幅度增长,整个行业经济效益明显提高。
2004年完成产品销售收入663.3亿元,利润总额33.8亿元。
乳制品市场竞争激烈。
我国乳品行业尚属于幼稚型行业,其规模、技术、产品质量方面同发达国家存在较大差距。
而入世以后,许多外国的乳品品牌打人中国市场,如达能、帕玛拉特、雀巢等,给国内乳品企业造成很大冲击。
另外,国内各品牌也将进行着面对面的竞争与交锋。
大型企业发展迅速,奶制品企业兼并、整合的速度加快,集中度在提高。
一些乳品加工企业通过股份制改造和强强联合等整合方式形成了一批有实力的奶业集团,众多中小乳品企业与实力较强的企业联合或并人大型乳品企业、企业集团。
2.影响乳制品生产的安全因素生产一款乳制品,要经过奶牛饲养、安全挤奶及储存获得优质原料乳,再经过严格验收、标准化处理、正确的工艺流程、良好的设备保障、合格的产品形态、科学物流等一系列过程,最终才能获得合格的产品。
这个复杂过程中的任何环节出现问题,都有可能影响乳制品的质量。
因此,认真解决影响乳及乳制品安全的各项关键点,逐一加大管理力度,杜绝可能存在的质量隐患,积极探索安全优质乳制品全程质量控制管理的组织和技术措施,才能有效的解决无公害乳制品全程质量的控制问题。
2.1 原料乳的质量控制原料乳是控制乳制品质量的第一个环节,也是最重要的环节。
首先,在奶牛的饲养条件方面,存在着奶牛质量参差不齐、奶牛饲养分散、饲料搭配不完全、泌乳期管理松散等问题;在对奶牛疾病的预防和治疗上,还存在疾病预防不足,饲养管理人员混杂,环境卫生条件差,滥用药物特别是抗生素,导致原料乳抗生素问题屡禁不止。
其次,在挤奶过程中,使用器具不规范,卫生条件差,直接造成的微生物污染,导致原料乳质量下降。
最后,影响原料乳质量的重要原因还有恶意掺假及化学性污染等,而这些情况一旦发生,就很难通过现有技术全面监控。
乳制品行业智能乳品生产与管理方案

乳制品行业智能乳品生产与管理方案第一章智能乳品生产概述 (2)1.1 智能乳品生产发展背景 (3)1.2 智能乳品生产现状分析 (3)1.3 智能乳品生产发展趋势 (3)第二章乳品原料采集与处理 (4)2.1 原料奶采集自动化 (4)2.2 原料奶预处理技术 (4)2.3 原料奶质量检测与控制 (4)第三章乳品加工工艺智能化 (4)3.1 巴氏杀菌工艺智能化 (4)3.2 UHT工艺智能化 (5)3.3 乳品发酵工艺智能化 (5)第四章乳品包装与仓储智能化 (6)4.1 乳品包装自动化 (6)4.2 乳品包装材料与设备选择 (6)4.3 乳品仓储管理智能化 (6)第五章乳品生产过程监控与优化 (7)5.1 生产过程参数监控 (7)5.1.1 原料监控 (7)5.1.2 生产环境监控 (7)5.1.3 生产设备监控 (7)5.2 能源消耗监测与优化 (8)5.2.1 能源消耗数据分析 (8)5.2.2 能源消耗优化措施 (8)5.3 生产计划与调度优化 (8)5.3.1 生产计划优化 (8)5.3.2 生产调度优化 (8)第六章乳品质量检测与追溯 (8)6.1 质量检测技术 (8)6.1.1 概述 (8)6.1.2 现有检测技术 (9)6.1.3 发展趋势 (9)6.2 质量追溯体系建设 (9)6.2.1 概述 (9)6.2.2 建设原则 (9)6.2.3 追溯体系内容 (10)6.3 质量风险管理 (10)6.3.1 概述 (10)6.3.2 管理原则 (10)6.3.3 管理方法 (10)第七章乳品生产环境智能化 (10)7.1 生产环境监测 (10)7.2 生产环境净化与消毒 (11)7.3 生产环境安全管理 (11)第八章乳品企业信息化管理 (12)8.1 企业资源计划(ERP)系统 (12)8.2 生产执行系统(MES) (12)8.3 供应链管理系统(SCM) (13)第九章智能乳品生产人才培养与团队建设 (13)9.1 人才培养策略 (13)9.1.1 建立多元化人才培养体系 (13)9.1.2 制定个性化人才培养计划 (13)9.1.3 加强专业技能培训 (13)9.1.4 建立激励机制 (14)9.2 团队建设与管理 (14)9.2.1 明确团队目标 (14)9.2.2 优化团队结构 (14)9.2.3 建立有效的沟通机制 (14)9.2.4 强化团队精神 (14)9.3 员工培训与技能提升 (14)9.3.1 制定全面的培训计划 (14)9.3.2 创新培训方式 (14)9.3.3 加强内部交流与分享 (14)9.3.4 定期评估培训效果 (14)第十章智能乳品生产项目实施与评估 (14)10.1 项目实施策略 (15)10.1.1 明确项目目标与任务 (15)10.1.2 制定项目实施计划 (15)10.1.3 技术研发与设备选型 (15)10.1.4 人员培训与团队建设 (15)10.2 项目风险评估 (15)10.2.1 技术风险 (15)10.2.2 市场风险 (15)10.2.3 管理风险 (15)10.2.4 财务风险 (15)10.3 项目绩效评估与优化 (16)10.3.1 绩效评估指标体系 (16)10.3.2 绩效评估方法 (16)10.3.3 绩效评估结果分析 (16)10.3.4 项目优化措施 (16)第一章智能乳品生产概述1.1 智能乳品生产发展背景我国经济的快速发展,人民生活水平不断提高,对食品质量与安全的要求日益严格。
chap4-数学规划模型-思考题

问题:某公司有6个建筑工地要开工,工地的位置和水泥日用量用平面 坐标(a, b)(长度单位:km)和d(吨)表示,由表2给出。目前有两个 临时料场分别位于A(5, 1)和B(2, 7),日储量各有20吨。假设从料场到工 地之间均有直线道路相连,试制定每天的供应计划,即从A,B两料场分 别向各工地运送多少吨水泥,使总的吨公里数最小。为了进一步减少吨 公里数,打算舍弃两个临时料场,改建两个新的,日储量仍各为20吨, 问应建在何处?节省的吨公里数有多大?
问如何确定投资策略使第五年末本息总额最大。
问题(2013年试题):某游泳队拟选甲、乙、丙、丁四名游泳队员组
成一个4×100m混合泳接力队,参加今年的锦标赛。他们的100m自 由泳、蛙泳、蝶泳、仰泳的成绩如下表所示。问甲、乙、丙、丁四
名队员各自游什么姿势,才最有可能取得最好成绩。请建立数学模
型,并写出用LINGO软件的求解程序. 表:四名队员的百米成绩 成绩 甲 自由泳/s 56 蛙泳/s 74 蝶泳/s 61 仰泳/s 63
Hale Waihona Puke 问题(2013年试题):设某种规格的钢筋原材料每根长10m,
求解如下优化问题: 1)现需要该种钢筋长度为4m的28根,长度为1.8m的33根,问
至少需要购买原材料几根?如何切割?
2)如需要该种钢筋长度为4m的28根,长度为1.8m的33根,长 度为3.6m的79根,长度为2.4m的46根,问至少需要购买原材 料几根?如何切割(切割模式不超过3种)? 请建立数学模型,并写出用LINGO软件的求解程序。
乙
丙 丁
63
57 55
69
77 76
65
63 62
71
67 62
提示: 选择队员i参加泳姿j 的比赛,记 xij=1, 否则记 xij=0
乳业生产车间培训计划
乳业生产车间培训计划一、前言乳制品是我们日常生活中不可或缺的食品之一,其加工生产的过程需要严格的操作流程和质量控制。
为了确保乳制品生产企业的产品质量和安全性,需要对生产车间的员工进行全面的培训和培训。
本文将详细介绍乳业生产车间培训计划,以确保生产车间员工能够掌握相关知识和技能,提高生产效率和产品质量。
二、培训目标1.了解乳制品生产工艺和流程,并掌握相关操作技能;2.掌握乳制品生产设备的使用方法和维护保养知识;3.掌握食品安全和卫生知识,确保生产过程的卫生和安全;4.了解产品质量控制的相关知识和方法,提高产品质量和合格率;5.增强员工的团队意识和责任心,推动生产车间的发展和进步。
三、培训内容1.乳制品生产工艺和流程1.1 牛奶加工流程1.2 奶制品生产工艺1.3 乳品加工流程1.4 产品生产工艺2.乳制品生产设备的使用方法和维护保养2.1 乳制品生产设备的基本结构和原理2.2 生产设备的使用方法和操作规程2.3 乳制品生产设备的维护保养知识2.4 故障排除和常见问题处理3.食品安全和卫生知识3.1 食品卫生与安全法规3.2 生产车间卫生管理和操作规范3.3 食品安全知识和相关培训3.4 感染病原体防控和应急处理4.产品质量控制的相关知识和方法4.1 原料检验和质量控制4.2 生产过程的质量控制4.3 成品质量检验方法和流程4.4 合格率提高的方法和措施5.员工团队意识和责任心培养5.1 团队协作和沟通5.2 个人责任和职业操守5.3 员工参与生产管理和改进措施5.4 团队建设和纪律教育四、培训方法1.课堂讲授采用专业的教学人员进行课堂讲授,讲解乳业生产工艺、设备使用方法、食品安全知识等内容。
2.实操演练组织生产车间员工进行设备操作和生产工艺的实际操作演练,以加深对相关知识和技能的掌握。
3.案例分析通过分析生产中的实际案例,探讨问题产生的原因和解决方法,提高员工的问题解决能力。
4.培训考核组织培训考核,检测员工对培训内容的掌握程度,提供必要的辅导和指导。
乳制品生产作业指导书

乳制品生产作业指导书第1章乳制品生产概述 (4)1.1 乳品行业发展简述 (4)1.2 乳制品分类及标准 (4)1.3 乳制品生产流程及要求 (4)第2章原料乳的验收与处理 (5)2.1 原料乳的验收标准 (5)2.2 原料乳的预处理 (5)2.3 原料乳的冷藏与运输 (6)第3章乳制品生产设备与工艺 (6)3.1 常用乳制品生产设备 (6)3.1.1 收奶设备 (6)3.1.2 原料处理设备 (6)3.1.3 发酵设备 (6)3.1.4 凝固设备 (6)3.1.5 杀菌设备 (6)3.1.6 填充与包装设备 (6)3.1.7 冷藏设备 (7)3.2 乳制品生产工艺流程 (7)3.2.1 原料奶验收 (7)3.2.2 原料奶预处理 (7)3.2.3 发酵 (7)3.2.4 凝固 (7)3.2.5 杀菌 (7)3.2.6 填充与包装 (7)3.2.7 冷藏 (7)3.3 设备的清洗与消毒 (7)3.3.1 清洗 (7)3.3.2 消毒 (7)3.3.3 清洗与消毒程序 (7)第4章液态乳制品生产 (7)4.1 巴氏杀菌乳生产 (8)4.1.1 原料选择与处理 (8)4.1.2 杀菌 (8)4.1.3 均质处理 (8)4.1.4 冷却与包装 (8)4.2 灭菌乳生产 (8)4.2.1 原料选择与处理 (8)4.2.2 灭菌 (8)4.2.3 均质处理 (8)4.2.4 冷却与包装 (8)4.3 酸奶生产 (8)4.3.2 发酵剂制备 (8)4.3.3 发酵 (9)4.3.4 冷却与包装 (9)4.3.5 冷藏 (9)第5章硬质乳制品生产 (9)5.1 奶酪生产 (9)5.1.1 原料选择与处理 (9)5.1.2 发酵剂制备 (9)5.1.3 加工工艺 (9)5.1.4 质量控制 (9)5.2 奶油生产 (9)5.2.1 原料选择与处理 (9)5.2.2 分离 (9)5.2.3 奶油制备 (10)5.2.4 质量控制 (10)5.3 乳清蛋白粉生产 (10)5.3.1 原料选择与处理 (10)5.3.2 蛋白质浓缩 (10)5.3.3 干燥 (10)5.3.4 质量控制 (10)第6章乳粉生产 (10)6.1 乳粉的分类及生产工艺 (10)6.1.1 乳粉的分类 (10)6.1.2 乳粉的生产工艺 (10)6.2 乳粉的生产过程 (11)6.2.1 原料处理 (11)6.2.2 浓缩 (11)6.2.3 干燥 (11)6.2.4 冷却 (11)6.2.5 粉碎 (11)6.2.6 包装 (11)6.3 乳粉的质量控制与包装 (11)6.3.1 质量控制 (11)6.3.2 包装 (11)第7章发酵乳制品生产 (12)7.1 发酵乳的生产 (12)7.1.1 原料选择与处理 (12)7.1.2 发酵剂的选择与制备 (12)7.1.3 发酵过程 (12)7.1.4 冷却与后熟 (12)7.1.5 包装与储存 (12)7.2 酸奶饮料生产 (12)7.2.1 原料选择与处理 (12)7.2.3 发酵过程 (12)7.2.4 调配与均质 (12)7.2.5 灌装与灭菌 (13)7.2.6 冷却与储存 (13)7.3 奶酒生产 (13)7.3.1 原料选择与处理 (13)7.3.2 发酵剂的选择与制备 (13)7.3.3 发酵过程 (13)7.3.4 压榨与过滤 (13)7.3.5 调配与陈酿 (13)7.3.6 灭菌与包装 (13)7.3.7 储存与运输 (13)第8章乳制品的检验与质量控制 (13)8.1 乳制品检验方法 (13)8.1.1 物理检验 (14)8.1.2 化学检验 (14)8.1.3 微生物检验 (14)8.2 常见乳制品质量标准 (14)8.2.1 生乳 (14)8.2.2 巴氏杀菌乳 (14)8.2.3 硬质干酪 (14)8.2.4 其他乳制品 (14)8.3 乳制品质量控制措施 (14)8.3.1 原料质量控制 (14)8.3.2 生产过程控制 (14)8.3.3 成品质量控制 (14)8.3.4 仓储物流控制 (15)8.3.5 员工培训与管理 (15)8.3.6 质量追溯与召回制度 (15)第9章乳制品包装与储运 (15)9.1 乳制品包装材料与方式 (15)9.1.1 包装材料 (15)9.1.2 包装方式 (15)9.2 乳制品的储运要求 (16)9.2.1 储存要求 (16)9.2.2 运输要求 (16)9.3 乳制品的保质期与安全 (16)9.3.1 保质期 (16)9.3.2 安全 (16)第10章乳制品生产安全与环保 (16)10.1 乳制品生产过程中的安全问题 (16)10.1.1 原料乳的安全管理 (17)10.1.2 生产过程的安全控制 (17)10.2 乳制品生产环境保护措施 (17)10.2.1 清洁生产 (17)10.2.2 污染防治 (17)10.2.3 环境监测与管理 (17)10.3 乳制品生产废弃物的处理与利用 (17)10.3.1 废弃物处理 (18)10.3.2 资源利用 (18)第1章乳制品生产概述1.1 乳品行业发展简述乳品行业作为一个与人民生活密切相关的传统产业,在我国具有悠久的历史。
浓缩发酵乳标准征求意见稿-中国乳制品工业协会

RHB 中国乳制品工业行业标准RHB XXX—201X浓缩发酵乳(征求意见稿)201X-XX-XX发布201X-XX-XX实施RHB XXXX-201X前言本标准依据GB/T 1.1-2009的编写规则起草。
本标准由中国乳制品工业协会提出并归口。
本标准由XXX负责起草。
本标准主要起草人:XXX。
浓缩发酵乳1 范围本标准规定了浓缩发酵乳的术语和定义、技术要求等的要求。
本标准适用于全脂、脱脂和部分脱脂浓缩发酵乳产品。
2 规范性引用文件下列标准对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本标准。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
3 术语和定义3.1 浓缩发酵乳 Concentrated fermented milk以生乳和(或)乳粉和(或)浓缩乳为原料,经浓缩或不浓缩,杀菌、发酵后排或不排乳清制成的pH值降低的发酵乳类产品。
3.1.1 浓缩酸乳 Concentrated yoghurt以生乳和(或)乳粉和(或)浓缩乳为原料,经浓缩或不浓缩,杀菌、接种嗜热链球菌和保加利亚乳杆菌(德氏乳杆菌保加利亚亚种)发酵后排或不排乳清制成的pH值降低的酸乳类产品。
3.2 浓缩风味发酵乳 Concentrated flavored fermented milk以生乳和(或)乳粉和(或)浓缩乳为原料,经浓缩或不浓缩,添加其它原料,经杀菌、发酵后排或不排乳清,发酵前或后添加或不添加食品添加剂、营养强化剂、果蔬、谷物等制成的pH值降低的风味发酵乳类产品。
3.2.1 浓缩风味酸乳 Concentrated flavored yoghurt以生乳和(或)乳粉和(或)浓缩乳为原料,经浓缩或不浓缩,添加其它原料,经杀菌、接种嗜热链球菌和保加利亚乳杆菌(德氏乳杆菌保加利亚亚种)发酵后排或不排乳清,发酵前或后添加或不添加食品添加剂、营养强化剂、果蔬、谷物等制成的pH值降低的风味酸乳类产品。
数学建模实验报告
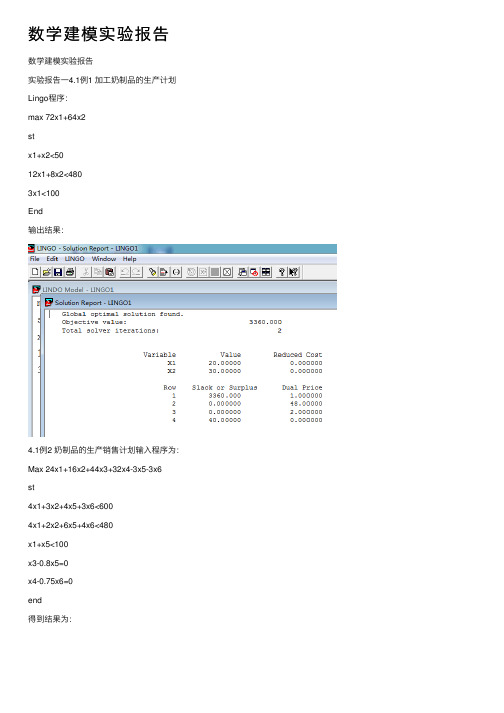
数学建模实验报告数学建模实验报告实验报告⼀4.1例1 加⼯奶制品的⽣产计划Lingo程序:max 72x1+64x2stx1+x2<5012x1+8x2<4803x1<100End输出结果:4.1例2 奶制品的⽣产销售计划输⼊程序为:Max 24x1+16x2+44x3+32x4-3x5-3x6st4x1+3x2+4x5+3x6<6004x1+2x2+6x5+4x6<480x1+x5<100x3-0.8x5=0x4-0.75x6=0end得到结果为:4.2例1 ⾃来⽔输送问题输⼊程序为:Min160x11+130x12+220x13+170x14+140x21+130x22+190x23+150x24+190x31+200x32 +230x33 stx11+x12+x13+x14=50x21+x22+x23+x24=60x31+x32+x33=50x11+x21+x31>30x11+x21+x31<80x12+x22+x32>70x12+x22+x32<140x13+x23+x33>10x13+x23+x33<30x14+x24>10x14+x24<50end输出结果:4.2例2 货运装机输⼊程序:Max3100x11+3100x22+3100x13+3800x21+3800x22+3800x23+3500x31+3500x32+3500x 33+2850x41+2850x42+2850x43stx11+x12+x13<18x21+x22+x23<15x31+x32+x33<23x41+x42+x43<12x11+x21+x31+x41<10x12+x22+x32+x42<16x13+x23+x366+x43<8480x11+650x21+580x31+390x41<6800 480x12+650x22+580x32+390x42<8700 480x13+650x23+580x33+390x43<5300 输出结果:4.3例1汽车⼚⽣产计划max 2x1+3x2+4x31.5x1+3x2+5x3<600280x1+250x2+400x3<60000 endgin 3输出结果:4.3例2 原油采购与加⼯max 4.8x11+4.8x21+5.6x12+5.6x22-10x1-8x2-6x3 st x-x1-x2-x3=0x11+x12-x<500x21+x22<10000.5x11-0.5x21>00.4x12-0.6x22>0x1-500y1<0x2-500y2<0x3-500y3<0x1-500y2>0x2-500y3>0int y1int y2int y3输出结果:4.4例1 混合泳接⼒队的选拔min 66.8x11+75.6x12+87x13+58.6x14 +57.2x21+66x22+66.4x23+53x24+78x31+67.8x32+84.6x33+59.4x34+70x41+74.2x42+69.4x43+57.1x44+67.4x51+71x52+83.8x53+62.4x54stx11+x12+x13+x14<=1x21+x22+x23+x24<=1x31+x32+x33+x34<=1x41+x42+x43+x44<=1x11+x21+x31+x41+x51=1x12+x22+x32+x42+x52=1x13+x23+x33+x43+x53=1x14+x24+x34+x44+x54=1endint 20输出结果:4.4例2 选课策略min x1+x2+x3+x4+x5+x6+x7+x8+x9 st x1+x2+x3+x4+x5>2x3+x5+x6+x8+x9>3 x4+x6+x7+x9>22x3-x1-x2<0x4-x7<02x5-x1-x2<0x6-x7<0x8-x5<02x9-x1-x2<0endint x1int x2int x3int x4int x5int x6int x7int x8int x9输出结果:实验报告⼆P236 例4.⼯作选择(1)对⼯作选择中的:贡献、收⼊、发展、声誉、关系、位置六个变量进⾏打分,分别为5,9,8,5,8,3。
4.1 数学规划

例2: (最优国民经济计划问题)假设国民经济分三个 部门,每个部门生产单位产值所消耗的各部门的 产值、占用的资金数量及消耗的劳动量如下表。 已知三个部门现有资金700个单位,劳动力200个 单位。 部门1 部门2 部门3
0.0109 0.1518 0.0038 0.1318 0.1822 0.0845 0.0550 0.0599 0.0647 2.0 2.5 1.8 资金占用量 0.2 0.3 0.2 劳动力消耗量 部门1 部门2 部门3
目标函数等值线:
(2)绘制目标函数等值线; (3)移动目标函数等值线, 求最优解。
x2
800 400
X ∗ = (15,10)T Z ∗ = 8500
(1 5 , 1 0 )
Z = 300x1 + 400x2
3 Z x2 = − x1 + 4 400
0
0
maxZ
x1
最优解唯一 例3 用图解法求解例1-1的最优解 max Z = 300 x1 + 400 x2 (1)求可行域;
s .t .
⎧ 2 x1 + x2 ≤ 40 ⎪ ⎨ x1 + 1.5 x2 ≤ 30 ⎪ x ,x ≥0 1 2 ⎩
注:图解法只能求解两个 变量的线性规划问题。
(2)绘制目标函数等值线; (3)移动目标函数等值线, 求最优解。
x2
800 400
X ∗ = (15,10)T Z ∗ = 8500
(1 5 , 1 0 )
第一章 线性规划
1.1 数学模型 1.2 1.3 1.4 1.5 图解法 线性规划的标准形 线性规划的有关概念 单纯形方法
例3 用图解法求解例1-1的最优解 max Z = 300 x1 + 400 x2 (1)求可行域;
乳清蛋白的特性及其在乳制品生产中的应用
T logy科技食品科技乳清蛋白在奶制品加工中具有十分重要的作用,营养价值极高,是生产高营养产品的主要原料。
乳清蛋白是乳清经过分离、沉淀、浓缩和干燥等加工工序后得到的产品。
伴随经济的发展,人们越来越注重食品的营养价值,因此乳清蛋白在乳制品生产中得到了越来越广泛的应用。
1 乳清及乳清蛋白的性质1.1 乳清乳清是在利用牛奶生产奶酪时分离出固体后剩余的液体副产品,其中含有大量的水以及少部分的乳清蛋白及其他微量元素。
刚生产出来的乳清具备较高的营养价值,在乳制品生产中的应用最广泛[1]。
1.2 乳清蛋白乳清蛋白是以乳清为原材料生产出的蛋白沉淀物质,其中所含的蛋白质具有较高的碱性,容易被人体吸收。
乳清蛋白根据其对热的稳定性可以分为两种,热稳定和热不稳定性乳清蛋白。
这两种乳清蛋白的加工方式不同,蛋白质的含量也不同。
2 乳清蛋白的营养价值乳清蛋白中含有大量的氨基酸,囊括了组成蛋白质的所有20种氨基酸。
乳清蛋白中蛋白质的含量高于其他食品,且更容易为人体所吸收。
乳清蛋白中能够帮助人体抗氧化的氨基酸,可以促进人体免疫系统的改善,抑制癌细胞形成。
乳清蛋白还包含了较少的脂肪和乳糖,可以减轻人体肠胃负担。
3 乳清蛋白的功能特性3.1 可凝结性乳清蛋白的可凝结性在乳制品生产中具有不可替代的作用,当温度达到65 ℃时乳清蛋白就会开始凝结。
凝结后的乳清蛋白以固态的形式应用于食品生产中,可以调节食品的口感,改变其粘稠度。
3.2 锁水性乳清蛋白在凝结成胶后会产生网状的分子结构,这种结构可以将水分子锁住,包含在网状结构的孔隙当中,因此乳清蛋白可以作为持水剂应用于食品生产中。
3.3 乳化性乳清蛋白分子结构中不仅包含疏水基团还包含亲水基团,且亲水基团分布在分子外侧,因此可以很好地溶解在水中,因此具有乳化性。
因此在制作食品时,可以将乳清蛋白与适量的其他乳化剂搭配使用,起到更好地乳化效果。
3.4 起泡性乳清蛋白的存在便于食品搅拌起泡,并且在形成泡沫后,增加泡沫的稳定性。
牛奶生产产品方案

牛奶生产产品方案1. 简介牛奶是人们日常饮品的重要组成部分。
传统的牛奶生产方式是将牛奶从奶牛中提取出来,然后进行初步处理、加工和包装。
随着人们生活水平的提高,牛奶行业市场需求越来越大,现代的牛奶生产方式已经发展出了多种新技术和新产品。
本文将分析牛奶生产行业的发展趋势,提出一种新的牛奶生产产品方案,以满足市场的需求。
2. 牛奶市场现状目前,全球牛奶市场主要由几家大型的生产商控制。
据统计,仅瑞典两家牛奶公司就掌控了当地牛奶市场的60%以上份额。
这些大型生产商在生产过程中使用先进的技术和高效的生产流程,以确保其产品能够在市场上具有竞争力。
同时,近年来越来越多的乳制品企业加入到牛奶生产的行列中。
这些企业拥有自己的专利技术和加工工艺,通过生产不同种类的奶制品来满足消费者的需求。
3. 牛奶行业的发展趋势随着人们对健康饮食的追求,越来越多的消费者开始选择有机牛奶,因为这种牛奶更加健康,更加安全。
此外,人们对绿色、环保等问题的关注也推动了有机牛奶的市场需求不断上升。
同时,越来越多的消费者对牛奶的品质也有了更高的要求。
在外形、口感、营养价值等方面都有了更高的要求,这就要求牛奶生产企业必须不断创新,开发出更加高品质的牛奶产品,才能适应市场的需求。
4. 牛奶生产产品方案为了满足市场的需求,本次提出的牛奶生产产品方案包括以下几点:4.1 有机牛奶有机牛奶是指采用无公害农业生产方式,使奶牛生产的牛奶不含有害物质,并且牛奶的品质更佳。
本产品采用的有机生产方式,能够消费者提供更加健康、更加安全的牛奶产品。
4.2 营养型牛奶营养型牛奶是指加入营养成分的牛奶产品,例如乳清蛋白、钙、维生素等。
这种牛奶具有更高的营养价值,能够给消费者更加健康的饮食选择。
4.3 在线定制牛奶在线定制牛奶是指消费者可以在网站上选择自己需要的配方,然后通过与牛奶生产企业合作,定制出自己的专属牛奶。
这种定制牛奶能够满足消费者个性化的需求,是未来牛奶生产行业的重要趋势。
基于全生命周期评价方法的鲜奶碳足迹分析---以华东某乳制品厂为例

基于全生命周期评价方法的鲜奶碳足迹分析---以华东某乳制品厂为例摘要:牛奶因为富含蛋白质、脂肪、维生素和矿物质等营养物质而成为当下大众消费品,在老百姓的日常生活中扮演着重要的角色,其碳足迹的披露与分析有助于碳标识在日常生活中的推广和应用。
本文以华东某乳制品厂为例,按照国际通用的生命周期评价方法,以“摇篮到大门”为系统边界对某款950ml鲜牛奶产品进行碳足迹计算,分析原奶生产、饲料生产、包装生产,能源生产,原材料运输,产品生产等各个环节对鲜奶产品碳足迹的贡献,并与欧洲排放水平进行横向比较,从而挖掘鲜奶生产全生命周期过程中具有减排潜力的环节,促进企业采取相应措施减少其碳足迹。
关键词:生命周期;碳足迹;减排一、产品碳足迹(PCF, Product Carbon Footprint)介绍近年来,“碳足迹”这个术语越来越广泛地为全世界所熟知。
碳足迹通常分为三个类型,即项目层面、组织层面、产品层面。
产品碳足迹(Product Carbon Footprint, PCF)是指某个产品在其整个生命周期内的各种温室气体(GHG, Greenhouse Gas)排放之和,即从原材料获得、一直到生产(或提供服务)、分销、使用和处置/再生利用等所有阶段的GHG [1]。
为积极应对气候变化,提高民众低碳消费意识,英国、日本、欧洲、中国台湾等多个国家或地区已开展了大量产品碳足迹计算和分析,产品多集中在如可乐、薯片、日用品等快速消费品。
近年来,国外不乏奶牛业温室气体排放相关的研究。
根据研究显示,牛奶在原奶生产阶段产生的碳排放最多,这主要是奶牛自身排放甲烷等温室气体造成的[2-4]。
本文以鲜牛奶为研究对象进行碳足迹分析意义重大。
二、研究方法1.2.3.1.2.3.1.2.1.2.3.4.5.2.1功能单位本研究对象功能单位定义为一盒950ml鲜奶被生产并运送至销售点。
2.2系统边界本文鲜奶的系统边界被界定为包括所有上游原材料和能源的生产过程、产品生产过程以及原材料和产品的运输。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、模型假设
A1,A2两种奶制品每公斤的获利与它们各自产量 无关的常数,每桶牛奶加工A1,A2的数量和所需 时间是与它们各自产量无关的常数 A1,A2每公斤的获利是与它们相互间产量无关的 常数,每桶牛奶加工出A1,A2的数量和所需的时 间是与它们相互间产量无关的常数 加工A1,A2的牛奶的桶数可以是任意实数(只要 不是负数)
max 72x1+64x2
Milk01.ltx
st 2)x1+x2<50 ) 3)12x1+8x2<480 ) 4)3x1<100 ) end DO RANGE (SENSITIVITY) ANALYSIS? No
REDUCED COST 0.000000 0.000000
ROW SLACK OR SURPLUS DUAL PRICES 2) 3) 4) 0.000000 0.000000 40.000000 2 48.000000 2.000000 0.000000
NO. ITERATIONS=
20桶牛奶生产 1, 30桶生产 2,利润 桶牛奶生产A 桶生产A 利润3360元。 桶牛奶生产 桶生产 元
模型求解
OBJECTIVE FUNCTION VALUE 1) VARIABLE X1 X2 3360.000 VALUE 20.000000 30.000000 REDUCED COST 0.000000 0.000000
2) 3) 4) 0.000000 0.000000 40.000000
REDUCED COST 0.000000 0.000000
ROW SLACK OR SURPLUS DUAL PRICES 48.000000 2.000000 0.000000
• 35元可买到 桶牛奶,要买吗? 35 <48, 应该买! 元可买到1桶牛奶 应该买! 元可买到 桶牛奶,要买吗? • 聘用临时工人付出的工资最多每小时几元? 2元! 聘用临时工人付出的工资最多每小时几元? 元
NO. ITERATIONS=
结果解释
max 72x1+64x2 st 2)x1+x2<50 ) 3)12x1+8x2<480 ) 4) 4)3x1<100 end
OBJECTIVE FUNCTION VALUE 1) VARIABLE X1 X2 3360.000 VALUE 20.000000 30.000000 REDUCED COST 0.000000 0.000000
LOGO
4.1.2奶制品的生产 4.1.2奶制品的生产
主讲:潘剑锋
线性规划模型
一奶制品 加工厂用牛奶生产A1,A2两种奶制品,1 加工厂用牛奶生产A1,A2两种奶制品, A1 两种奶制品 桶牛奶可以在设备上用12小时加工成3公斤A1 12小时加工成 A1, 桶牛奶可以在设备上用12小时加工成3公斤A1,或 者在设备乙上用8小时加工成4公斤A2. A2.根据市场需 者在设备乙上用8小时加工成4公斤A2.根据市场需 生产的A1 A2全部能售出 且每公斤A1获利24 A1, 全部能售出, A1获利 求,生产的A1,A2全部能售出,且每公斤A1获利24 每公斤A2获利16 A2获利16元 现在加工厂每天能得到50 元,每公斤A2获利16元。现在加工厂每天能得到50 桶牛奶的供应,每天正式工人总的劳动时间为480 桶牛奶的供应,每天正式工人总的劳动时间为480 小时,并且设备甲每天至多能加工100公斤A1 100公斤A1, 小时,并且设备甲每天至多能加工100公斤A1,设 备乙的加工能力没有限制。 备乙的加工能力没有限制。试为该厂制定一个生产 计划, 计划,使每天获利最大
例3 加工奶制品的生产计划
1桶 牛奶 或 12小时 8小时 每天: 每天: 50桶牛奶 桶牛奶 3公斤A1 4公斤A2 获利24元/公斤 获利16元/公斤
时间480小时 至多加工 小时 至多加工100公斤 1 公斤A 时间 公斤
制订生产计划, 制订生产计划,使每天获利最大 • 35元可买到 桶牛奶,买吗?若买,每天最多买多少 元可买到1桶牛奶 元可买到 桶牛奶,买吗?若买,每天最多买多少? • 可聘用临时工人,付出的工资最多是每小时几元 可聘用临时工人,付出的工资最多是每小时几元? • A1的获利增加到 30元/公斤,应否改变生产计划? 公斤, 元 公斤 应否改变生产计划?
结果解释
DO RANGE(SENSITIVITY) ANALYSIS? Yes RANGES IN WHICH THE BASIS IS UNCHANGED: OBJ COEFFICIENT RANGES VARIABLE CURRENT ALLOWABLE ALLOWABLE COEF INCREASE DECREASE X1 X2 ROW 72.000000 24.000000 8.000000
扩展
进一步讨论以下3个附加问题: 进一步讨论以下 个附加问题: 个附加问题
若用35元可以买到 桶牛奶 应否作这项投资, 若用 元可以买到1桶牛奶,应否作这项投资, 元可以买到 桶牛奶, 每天最多购买多少桶牛奶 若可以聘用临时工人以增加劳动时间, 若可以聘用临时工人以增加劳动时间,付给临 时工人的工资最多是每小时几元 由于市场需求变化,每公斤A1的获利增加到 的获利增加到30 由于市场需求变化,每公斤 的获利增加到 应否改变生产计划? 元,应否改变生产计划?
结果解释
OBJECTIVE FUNCTION VALUE 1) 3360.000
最优解下“资源”增 最优解下“资源” VARIABLE VALUE 单位时“ 加1单位时“效益”的 单位时 效益” X1 20.000000 增量 X2 30.000000 影子价格 原料增1单位, 利润增48 原料增1单位, 利润增48 能力增减不影响利润
64.000000 8.000000 16.000000 RIGHTHAND SIDE RANGES CURRENT ALLOWABLE ALLOWABLE RHS INCREASE DECREASE
x1系数范围 系数范围(64,96) x2系数范围 系数范围(48,72)
RANGES IN WHICH THE BASIS IS UNCHANGED: OBJ COEFFICIENT RANGES VARIABLE CURRENT ALLOWABLE ALLOWABLE COEF INCREASE DECREASE X1 72.000000 24.000000 8.000000 X2 64.000000 8.000000 16.000000 RIGHTHAND SIDE RANGES ROW CURRENT ALLOWABLE ALLOWABLE RHS INCREASE DECREASE 2 50.000000 10.000000 6.666667 3 480.000000 53.333332 80.000000 4 100.000000 INFINITY 40.000000
ROW SLACK OR SURPLUS DUAL PRICES
原料无剩余 三 2) 0.000000 48.000000 种 时间无剩余 3) 0.000000 2.000000 资 加工能力剩余 4) 40.000000 0.000000 加工能力剩余40 源 资源” 剩余为零的约束为紧约束(有效约束) “资源” 剩余为零的约束为紧约束(有效约束)
一、问题分析
这个优化问题的目标是使每天的获利最大,要作 这个优化问题的目标是使每天的获利最大, 的决策是生产计划,即每天用多少桶牛奶生产A1, 的决策是生产计划,即每天用多少桶牛奶生产 , 用多少桶牛奶生产A2,决策受到3个条件的限制 个条件的限制: 用多少桶牛奶生产 ,决策受到 个条件的限制: 原料(牛奶)供应、劳动时间、 原料(牛奶)供应、劳动时间、设备甲的加工能 力
三、模型建立
1桶 牛奶 或
12小时
3公斤A1 4公斤A2
获利24元/公斤 获利16元/公斤
8小时 公斤A 每天 50桶牛奶 时间 桶牛奶 时间480小时 至多加工 小时 至多加工100公斤 1 公斤 决策变量 目标函数 x1桶牛奶生产A1 桶牛奶生产 x2桶牛奶生产 2 桶牛奶生产A 获利 24×3x1 × 获利 16×4 x2 × 每天获利 Max z = 72 x1 + 64 x2 原料供应 劳动时间 加工能力 非负约束
ROW SLACK OR SURPLUS DUAL PRICES 2) 3) 4) 0.000000 0.000000 40.000000 2 48.000000 2.000000 0.000000
reduced cost 值表 示当该非基变量 增加一个单位时 (其他非基变量 保持不变)目标 函数减少的量(对 函数减少的量 对 max型问题 型问题) 型问题 也可理解为: 也可理解为: 为了使该非基变 量变成基变量, 目标函数中对应 系数应增加的量
x1 + x2 ≤ 50
12 x1 + 8 x 2 ≤ 480
约束条件
3x1 ≤ 100 x1 , x 2 ≥ 0
线性 规划 模型 (LP)
二、模型的 Lindo求解 Lindo求解
OBJECTIVE FUNCTION VALUE 1) VARIABLE X1 X2 3360.000 VALUE 20.000000 30.000000
最优解不变时目标 系数允许变化范围 (约束条件不变 约束条件不变) 约束条件不变
x1系数由 ×3= 系数由24× 72 增加为30×3= 增加为 × 2 50.000000 10.000000 6.666667 90,在允许范 , 3 480.000000 53.333332 80.000000 围内 4 100.000000 INFINITY 40.000000 不变! 不变! • A1获利增加到 30元/千克,应否改变生产计划 千克, 元 千克