1.1.8EXCEL版五金手册
五金手册完整版

表格名称马口铁板
薄钢板习用号数的厚度冷拔(轧)无缝钢管'
常用高压无缝钢管
锅炉用无缝钢管
过热蒸汽管用无缝钢管热轧无缝钢管
热轧无缝钢管
冷弯卷边角钢
冷弯焊接I型管
冷弯吊顶轻钢龙骨
普通薄钢板
酸洗薄钢板和镀锌薄钢板中、厚钢板
花纹钢板
槽钢非标
圆钢
六角钢
热轧等边角钢
热轧不等边角
热轧普通工字钢
热轧轻型工字钢
热轧普通槽钢
热轧轻型槽钢
热轧钢筋
冷弯内卷边槽钢
冷弯Z形钢
冷弯外卷边槽钢
冷弯方形焊接管。
筑业-1.1.8EXCEL版五金手册

不带螺纹两种;按壁厚可分为普通钢管,加厚钢管和薄壁钢管。
(2)钢管的长度规定为:无螺纹的黑管4~12m;带螺纹的黑管和镀锌管4~9m。
每批允许有10%的(按根数计算) 2~4m长的短尺钢管或4~9m米长的接管(即用一个管接头将两根钢管连接而成)。
(3)经供需双方协议,可供应定尺长度或倍尺长度的钢管。
其最大长度可到8m。
按倍尺交货的钢管,每个单倍尺应留切口5~10mm。
(4)钢管用易焊接的软钢制造,钢号和制造方法(炉焊或电焊)均由制造厂选择。
(5)钢管应能承受下列规定压力的水压试验:普通钢管和薄壁钢管:20kg/cm2;加厚钢管30kg/cm2。
excel五金材料明细表录入汇总表

Excel五金材料明细表录入汇总表1. 引言本文档旨在介绍如何使用Excel创建一个五金材料明细表录入汇总表。
五金材料明细表是用于记录五金材料的详细信息的,而汇总表则是将多个明细表的数据进行汇总和统计的工具。
通过本文档,您将学习到如何创建五金材料明细表及其录入汇总表,以便更好地管理和分析五金材料的数据。
2. Excel五金材料明细表的创建为了方便管理和查询五金材料的信息,我们可以使用Excel来创建五金材料明细表。
以下是创建五金材料明细表的步骤:2.1 创建工作表首先,打开Excel并创建一个新的工作表。
在新工作表中,我们将记录五金材料的详细信息。
2.2 定义列标题在工作表的第一行,定义列标题。
可以根据实际情况定义以下列标题:•编号:用于唯一标识每个五金材料的编号。
•名称:五金材料的名称。
•类型:五金材料的类型,如螺丝、螺母、铰链等。
•品牌:五金材料的品牌信息。
•规格:五金材料的规格,如尺寸、形状等。
•数量:五金材料的数量。
•单价:五金材料的单价。
•总价:五金材料的总价,即数量乘以单价。
2.3 录入数据在列标题下方的行中,录入每个五金材料的详细信息。
根据需要,可以录入任意数量的五金材料信息。
2.4 格式设置对于数字类型的列,如数量、单价和总价,可以对其进行格式设置,以便显示为合适的数字格式,如保留两位小数。
2.5 公式计算在“总价”列的下方空白单元格中,输入公式“=数量*单价”,即可自动计算每个五金材料的总价。
至此,我们已经完成了五金材料明细表的创建。
3. Excel五金材料明细表录入汇总表的创建在创建了五金材料明细表后,我们希望能够将多个明细表的数据汇总到一个汇总表中,以便进行更全面的统计和分析。
以下是创建五金材料明细表录入汇总表的步骤:3.1 创建新工作表在Excel中,创建一个新的工作表,用于记录五金材料明细表的录入汇总数据。
3.2 复制列标题在五金材料明细表的工作表中,选中列标题所在的行,使用复制命令复制这些列标题。
(完整版)五金手册查询表

金属材料理论重量表
黑色金属材料理论重量计算公式
表1
注:由于型材在制造过程中有允许偏差值,因此用公式计算的理论重量,与实际重量有一定的出入(误差一般约为0.2~0.7%之间),只能作为估算时的参考。
槽钢理论重量表
圆钢直径和方钢边长及理论重量表表1-1
2、表中带*者不推荐使用。
3、螺纹钢6、7、8、9、10、12、1
4、16、18、20、22、2
5、28、32、3
6、40的理论重量同
圆钢的理论重量。
工字钢理论重量
无缝钢管理论重量
D 为钢管的公称外径(㎜);S 为钢管的公称壁厚(㎜)。
花纹钢板理论重量
钢丝绳理论重量
等边角钢理论重量
不等边角钢理论重量。
五金手册查询表【范本模板】
金属材料理论重量表JINSHU CAILIAO LILUN
ZHONGLIANGBIAO
2006年1月编制
黑色金属材料理论重量计算公式
注:由于型材在制造过程中有允许偏差值,因此用公式计算的理论重量,与实际重量有一定的出入(误差一般约为0.2~0。
7%之间),只能作为估算时的参考。
槽钢理论重量表
圆钢直径和方钢边长及理论重量表
表1—1
2、表中带*者不推荐使用。
3、螺纹钢6、7、8、9、10、12、1
4、16、18、20、22、2
5、28、32、3
6、40的理论重量同
圆钢的理论重量。
工字钢理论重量
无缝钢管理论重量
中:D 为钢管的公称外径(㎜);S 为钢管的公称壁厚(㎜)。
花纹钢板理论重量
钢丝绳理论重量
等边角钢理论重量
不等边角钢理论重量。
五金手册电子版
五金手册电子版:内容简介:《五金手册(2014新版)》内容包括基础资料,金属材料,通用零配件,焊接材料和设备,润滑器、密封件、起重器材附件及机床附件,工具和量具,泵、阀、管及管路附件,消防器材,建筑五金等。
图书目录:第一章基础资料1.1常用字母及符号1.2国内外标准的代号1.3常用计量单位及其换算1.4钢铁强度及硬度换算第二章金属材料2.1金属材料的基本知识2.2金属材料的化学成分及力学性能2.3金属材料的尺寸及质量第三章通用零件及配件3.1紧固件3.2传动件第四章焊接材料与设备4.1焊接基础4.2焊接材料4.3焊接设备第五章润滑器、密封件、起重器材附件及机床附件5.1润滑器5.2密封件5.3千斤顶5.4起重器材附件5.5机床附件第六章工具和量具6.1土木工具6.2常用手工具6.3钳工工具6.4切削工具6.5量具6.6电动工具6.7气动工具第七章泵、阀、管及管路附件7.1泵7.2管道元件的公称尺寸7.3管路附件7.4水暖工具第八章消防器材8.1灭火器8.2其他消防器材第九章建筑五金9.1金属网、窗纱及玻璃9.2门窗及家具配件9.3实腹钢门窗五金配件五金:五金:传统的五金制品,也称“小五金”。
指金、银、铜、铁、锡五种金属。
经人工加工可以制成刀、剑等艺术品或金属器件。
现代社会的五金更为广泛,例如五金工具、五金零部件、日用五金、建筑五金以及安防用品等。
小五金产品大都不是最终消费品。
历史走进现代工业社会,金属-五金制品行业更是迅猛发展,五金行业在国民经济发展中起到了不可估量的作用,五金制品也成为工业制造不可缺少的一个产业环节。
而是作为工业制造的配套产品、半成品以及生产过程所用工具等等。
只有一小部分日用五金产品是人们生活必须的工具类消费品。
在国家统计局国民经济行业分类中,制造业是位列第三大类的行业。
其中包括:生活资料的生产制造,例如:农副产品、食品饮料、烟草、纺织服装皮革、木材家具、印刷及文体用品以及医药制造等;生产资料的制造,例如:石油化工、化学纤维、橡胶塑料、非金属制品制造、金属冶炼及加工、金属制品制造、通用设备制造、行业专用设备制造、以及交通运输设备制造、电气器材、通信电子等等。
EXCEL版的五金手册-很方便

注(1)表中括号内的外径或重量的钢管应经过冷拔;外径不大于63.5mm、壁厚不大于2.5mm的没有括号的钢管经过冷拔或不经过冷(2)钢管的长度: A.通常长度(不定尺):外径≤30mm 长2~6m;外径>30~70mm 长3~8m;外径大于70mm 长4~10m。
B.定尺长度:外径≤30mm 长度在2.5~6m范围内;外径>30mm 长度在4~10m范围内。
C.倍尺长度:倍尺长度在通常长度范围内,每个倍尺长度应留5mm的切口;每批通常长度的钢管允许交5%(按重量
D.短尺钢管:外径≤70mm 的,长度不大于1m;外径>70mm的,长度不小于1.5m。
(3)钢管应用“YB-63”中的08,10,15和20号钢和“YB151-63”中的2~4号甲类钢和乙类钢制造。
(4)经需方要求并在合同中注明,凡用作承受流体压力的钢管,按下列规定进行水压试验:钢管外径≥102mm,60千克/cm2;钢
号的钢管经过冷拔或不经过冷拔方法制造。
其余的钢管均不经过冷拔方法制造大于70mm 长4~10m。
长度的钢管允许交5%(按重量)的短尺钢管。
径≥102mm,60千克/cm2;钢管外径≤102mm,30千克/cm2。
五金手册-常用金属参数表
第46页 第47页 第48页 第49页 第50页 第51页 第52页 第53页 第54页 第55页 第56页 第57页 第58页 第59页 第60页 第61页 第62页 第63页 第64页 第65页 第66页 第67页 第68页
普通薄钢板 酸洗薄钢板和镀锌薄钢板( 中、厚钢板 花纹钢板 槽钢非标 圆钢 六角钢 热轧等边角钢 热轧不等边角 热轧普通工字钢 热轧轻型工字钢 热轧普通槽钢 热轧轻型槽钢 热轧钢筋 冷弯内卷边槽钢 冷弯Z形钢 冷弯外卷边槽钢 冷弯方形焊接管 冷弯矩形焊接钢管 方钢 热轧黄铜板 钢轨-轻轨、重轨 锚栓规格
备注
般英寸(inch),在文章、图纸等用 in (或 in.)表示。 1 in = 25.4 mm
Байду номын сангаас
目录 详情 厚度mm+(宽度mm和长度mm)=理论重量(kg/㎡) 厚度mm+宽度mm+长度mm=理论重量(kg/㎡) :
五金手册电子版
五金手册、电子版、无缝管、不等低压热轧管、镀锌管,等角钢接头5钢接头4钢接头3钢接头2钢接头1钢带基本密度H钢轨轻轨槽钢普通槽钢轻型工字钢方格网C型钢方管方钢B边长mm横截面积cm2理论重量kg/M基本尺寸截面面积f/cm2理论质量g/kg/M Ab s mm cm2 kg/M理论重量表方钢每米理论重量kg C 80×50×20×2.25 C 80×50×20×2.50 C 80×50×20×2.00 C 100×50×20×2.00 C 100×50×20×2.25 C 100×50×20×2.50 C 100×50×20×2.50 C 100×50×20×2.75 C 100×50×20×2.50 C 220×50×20×2.5 C220×60×20×20×2.5×120×50×20×2.50 C 220×70×20×20×2.5 C 120×50×20×20×2.75 C 220×80×20×20×2.5 C 120×50×20×3.00 C 220×50×20×3.00 C 220×50×20×20×3.0 C 220×50×20×20×2.50 C 220×60×20×3.0 C 140×50×20×20×3.00 C 220×80×20×20×3.0 C 140×60×60×20×20×3.00 C 240×50×20×20×2.00 C 240×50×20×2.5 C 160×50×50×20×20×2.50 C 240×60×60×20×20×20×2.5 240×70×20×2.5摄氏度160×70×20×2.50摄氏度240×80×20×20×2.5 C 160×50×20×3.00 C 240×50×20×20×3.0 C 160×60×20×3.00 C 240×60×20×20×3.0 C 160×70×20×3.00 C 240×70×20×3.00 C 240×70×20×20×3.0 C180×50×20×20×2.50 C 240×80×20×3.0 C 180×60×20×2.50 C 180×60×20×20×2.50 C 180×80×80×20×20×2.50 C 180×50×20×20×20×2.50 C 180×50×20×20×3.00 C 180×60×60×20×20×3.00 C 240×60×60×20×20×20×20×20 140×60×20×2.50摄氏度160×60×20×2.50摄氏度180×70×70×20×3.00 C 180×80×20×20×3.00 C 200×50×20×20×2.50 C 200×50×20×20×3.00 C 200×60×20×20×3.0×200×70×20×2.5 0 0 C 200×70×20×3.00 C 200×80×20×20×2.50 C 220×70×20×3.0 C 200×70×20×3.0 C 200×70×20×20×2.00 C 250×75×20×2×2×250×250×250×50×20×20×2.00 C 140×50×20×20×2.00 C 140×50×20×2.00 C 160×60×20×20×2.00 C 160×60×60×20×20×20×20×20 20摄氏度180×70×20×2.20摄氏度220×75×20×2.20摄氏度220×75×20×3.00 C 25 0×75×20×2.20 C型钢理论重量表C 180×70×20×2.00 C 200×80×20×3.00 C 200×70×20×2.20 C 200×60×20×2.50 C 220×75×20×2.00 C 220×75×20×2.50基本厚度晶粒高度(mm)(mm)金刚石花纹钢板和透镜透镜板理论重量(kg/m2)热轧普通工字钢尺寸及重量规格型号尺寸理论值重量高度腿宽腰围厚度20A 20b 22a 22b 25A 25B 28a 28b 32A 32B 32c 36a 36B 36C 40A40B 40C 40A 45B 45C 45A 50A 50B 50c 56a 56B 56C 63A 63b 63c热轧轻型工字钢尺寸及重量18a 24a 27a 30A 70A热轧8ᦇ轻工字钢尺寸及重量70A 70B热轧8ᦇ(按Yb t 65-87)普通槽钢理论重量表理论重量表模型理论重量(kg/M 14a 14b 16A 16b 18B 24B 24C 25C 27b 27c 28c 30b 30C 33A 33b 33c轻轨理论重量表每米钢轨类型尺寸(mm)横截面积FCM 2kg/ha Gree B宽头C宽腰D深轻钢轨重轨挂轨qu70 QU80 qu100 qu120理论重量kg/M 截面尺寸Mm理论重量kg/MH×br HW 100×100125×125175×175150×150200×200200×204250×250250×255300×300294×302300×305350×350344×348400×400388×402394×398414×405400×4084428×407宽HM150×100148×100200×150194×150250250×175244×175300×200294×200350×25034 0×250400×300390×300450×300440×300500×300482×300488488×300600×300582×300588×300594×302电话175×90200×100198×99250×125248×124300×150298×149350×175346×174400×150400×200396×199450×150450×200446×199500×200496×199506×201600×200596×199606×201700×300692×300800×300729×300HP 244×252338×351344×354350×357394×405注:1。
《五金手册》常用表格
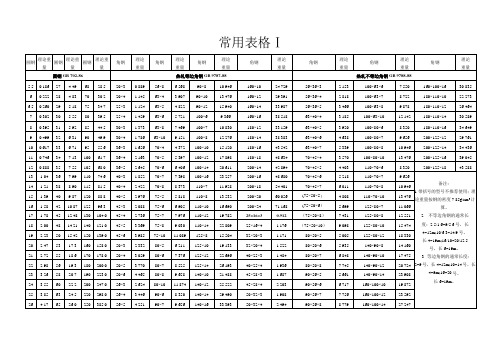
常用表格Ⅰ圆钢理论重量圆钢理论重量圆钢理论重量角钢理论 重量角钢理论 重量角钢理论 重量角钢理论 重量角钢理论 重量角钢理论 重量角钢理论 重量圆钢GB 702-86热轧等边角钢GB 9787-88 热轧不等边角钢GB 9788-885.5 0.186 27 4.49 68 28.5 20×3 0.889 56×86.568 90×8 10.946 160×10 24.729 56×36×3 2.153 100×63×67.550 160×100×16 30.835 60.22228 4.83 70 30.2 20×4 1.145 63×4 3.907 90×10 13.476 160×12 29.391 56×36×4 2.818 100×63×7 8.722 180×110×10 22.273 6.5 0.260 29 5.18 75 34.7 25×3 1.124 63×5 4.822 90×12 15.940 160×14 33.987 56×36×5 3.466 100×63×8 9.878 180×110×12 26.464 7 0.302 30 5.55 80 39.5 25×4 1.459 63×6 5.721 100×6 9.366 160×16 38.518 63×40×4 3.185 100×63×10 12.142 180×110×14 30.589 8 0.395 31 5.92 85 44.5 30×3 1.373 63×8 7.469 100×7 10.830 180×12 33.159 63×40×5 3.920 100×80×6 8.350 180×110×16 34.649 9 0.499 32 6.31 90 49.9 30×4 1.786 63×10 9.151 100×8 12.276 180×14 38.383 63×40×6 4.638 100×80×7 9.656 200×125×12 29.761 10 0.617 33 6.71 95 55.6 36×3 1.656 70×4 4.372 100×10 15.120 180×16 43.542 63×40×7 5.339 100×80×8 10.946 200×125×14 34.436 11 0.746 34 7.13 100 61.7 36×4 2.163 70×5 5.397 100×12 17.898 180×18 48.634 70×45×4 3.570 100×80×10 13.476 200×125×16 39.045 12 0.888 35 7.55 105 68.0 36×5 2.645 70×6 6.406 100×14 20.611 200×14 42.894 70×45×5 4.403 110×70×6 8.350 200×125×1843.58813 1.04 36 7.99 110 74.6 40×3 1.852 70×7 7.398 100×16 23.257 200×16 48.680 70×45×6 5.218 110×70×7 9.656 备注:1.带括号的型号不推荐使用;理论重量按钢的密度7.85g/cm 3计算。
小五金手册
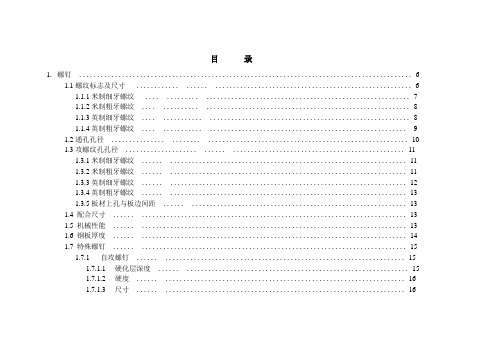
目录1.螺钉.............................................................................................61.1螺纹标志及尺寸.........................................................................61.1.1米制细牙螺纹......................................................................71.1.2米制粗牙螺纹.......................................................................81.1.3英制细牙螺纹.......................................................................81.1.4英制粗牙螺纹......................................................................91.2通孔孔径...............................................................................101.3攻螺纹孔孔径..........................................................................111.3.1米制细牙螺纹........................................................................111.3.2米制粗牙螺纹........................................................................111.3.3英制细牙螺纹........................................................................121.3.4英制粗牙螺纹........................................................................131.3.5板材上孔与板边间距..................................................................131.4配合尺寸................................................................................131.5机械性能................................................................................131.6钢板厚度................................................................................141.7特殊螺钉................................................................................151.7.1自攻螺钉.........................................................................151.7.1.1硬化层深度....................................................................151.7.1.2硬度.........................................................................161.7.1.3尺寸.........................................................................16第1页共57 页1.7.1.4工作扭力...........................................................171.7.1.5结合比与预冲孔呎寸关系................................................181.7.1.6钢板孔径及抽牙高.........................................................191.7.2 塑料螺钉....................................................................201.7.2.1 螺纹形状...............................................................201.7.2.2 硬度..................................................................211.7.2.3 螺纹呎寸................................................................211.7.3 浮动螺钉....................................................................211.7.3.1 浮动螺钉形状................................................................211.7.3.2 基本要求..................................................................211.8 螺钉验证方法....................................................................22资料:.......................................................................23A.螺钉常见穴型简介...............................................................23B.常用板材硬度................................................................23C.电镀层..................................................................232.螺母............................................................................242.1制造材料......................................................................242.1.1材料牌号...................................................................242.1.2材质化学成份................................................................242.1.3 机械性能.....................................................................242.1.4 螺母材料的选取..................................................................242.2尺寸及公差......................................................................252.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.............................25菲菱科思标准化第2页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸..........................282.2.3型号为H, HN, HNL之易削钢制自锁和防锁螺母的尺寸.........................302.2.4型号为F的自铆螺母尺寸..................................................302.2.5尺寸公差...................................................................322.3 压铆要求.......................................................................322.4配合呎寸.......................................................................352.5螺母验证方法...................................................................353.螺柱............................................................................363.1制造螺柱材料.....................................................................363.1.1材料牌号.....................................................................363.1.2化学成份.....................................................................363.1.3 机械性能.....................................................................363.1.4 螺柱材料的选取.....................................................373.2尺寸....................................................................373.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱..............................373.2.1.1一般尺寸.........................................................383.2.1.2螺纹规格和螺柱长度...............................................393.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱.............................403.2.2.1一般尺寸.........................................................403.2.2.2螺纹规格和螺柱长度.................................................413.3 公差.........................................................................433.4压铆要求.......................................................................433.5螺柱验证方法.....................................................................44菲菱科思标准化第3页共57 页4.支柱.......................................................................454.1型号为“SO.SON. SOA.SOS”的通孔支柱........................................454.1.1材料牌号...........................................................454.1.2材质化学成份......................................................454.1.3机械性能...........................................................454.1.4 螺柱材料的选取.......................................................464.1.5一般尺寸............................................................464.1.6支柱规格和支柱长度..................................................474.1.7公差..................................................................494.2 其它异型支柱...............................................................494.2.1 制造材料..............................................................494.2.2尺寸...................................................................494.2.3 板材厚度及孔径........................................................514.3压铆要求...................................................................514.4 支柱验证方法...............................................................525.拉钉...........................................................................535.1 拉钉制造材料..............................................................545.2 尺寸.......................................................................545.3 拉钉验证方法...............................................................556.弹簧............................................................................566.1 弹簧制造材料...............................................................566.2弹簧钢丝呎寸..............................................................566.2.1制造弹簧用不锈钢钢丝标准直径............................................56菲菱科思标准化第4页共57 页6.2.2标准钢丝尺寸偏差.............................................................576.3 弹簧自由长度.....................................................................576.4 弹簧外径D ......................................................................576.5弹簧的总圈数....................................................................576.6 弹簧的方向......................................................................576.7弹簧验证方法....................................................................57菲菱科思标准化第 5 页 共 57 页菲菱科思标准化1. 螺钉定义:由头部和螺杆两部份构成的一类紧固件.本手册中包括的螺钉主要有机械螺钉、自攻螺钉、塑料螺钉和浮动螺钉等.机械螺钉:由头部和螺杆两部份构成的一类金属紧固件﹒主要用于一个带有内螺纹孔的零件与带有通孔的零件之间的紧固联接,不需要螺母配合;也用于带有通孔的零件之间的紧固联接,但要与螺母配合﹒属可拆卸连接.自攻螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的自攻螺钉用螺纹﹒用于紧固联接两个薄的金属构件,使之成为一体,构件上需事先制出小孔﹒这种螺钉具有较高的硬度,可直接旋入构件的孔中,使构件孔中形成相应的内螺纹﹒塑料螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的塑料螺钉用螺纹﹒可直接旋入塑料件中,用于把一个带通孔的金属(或非金属)零件与一个塑料件紧固联接在一起﹒浮动螺钉:压铆于冲件预制孔内, 用于经常拆装之冲压件的把手螺钉, 其结构特点是螺钉本体内包含弹性体. 1.1 螺纹标志及尺寸(除非特别指明,适用于所有的螺钉、螺母和螺柱)螺纹分为外螺纹和内螺纹两种,一般螺钉为外螺纹形式,螺母或螺柱为内螺纹形式,常用的螺纹如图标.第6页共57 页H:原始三角形高度P:螺距D:内螺纹公称直径d:外螺纹公称直径H1:螺纹牙高D2:内螺纹中径D1:内螺纹小径d2:外螺纹中径d1:外螺纹小径n为每英寸牙数.1.1.1米制细牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm菲菱科思标准化第7页共57 页1.1.2米制粗牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm1.1.3英制细牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4 D1=d1菲菱科思标准化第 8 页 共 57 页菲菱科思标准化单位mm1.1.4英制粗牙螺纹P =25.4÷n H =0.866025P d=(d ) ×25.4 D =d H 1=0.541266Pd 2=(d -0.649519/n) ×25.4 D 2=d 2 d 1=(d -1.082532/n) ×25.4 D 1=d 1单位mm第 9 页 共 57 页菲菱科思标准化1.2通孔孔径螺钉连接零件上预制之通孔如图标:通孔孔径之尺寸如下表(单位mm):第10页共57 页1.3攻螺纹孔孔径与螺钉相配的螺纹攻丝孔孔径取决于外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2×螺纹结合高度)]×100(%)1.3.1米制细牙螺纹(单位mm)菲菱科思标准化第11页共57 页菲菱科思标准化第12页共57 页菲菱科思标准化1.3.5板材上孔与板边间距(对所有螺钉适用)板材上螺纹孔与板边间距如图要求b≧2t (b为孔与板边的距离,t为板材厚度)1.4 配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔的钢板配合.如对M3的螺钉需与M3的螺母相配合,或者与在钢板上攻出M3的螺纹孔相配合.1.5 机械性能(包括材质与热处理)第13页共57 页一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330MPa;硬度不小于95HV(90HB或52HRB);屈服强度不小于190MPa;延伸率不小于25%.部分螺钉拉力如下表:1.6 钢板厚度(取决于螺钉与内螺纹的结合长度,钢板厚度应大于实际螺纹要求之旋合长度,单位mm)菲菱科思标准化第14页共57 页注:对薄材,钢板厚度至少应大于2~3个螺距.1.7 特殊螺钉1.7.1 自攻螺钉1.7.1.1 硬化层深度一般应进行表面硬化处理.表面渗碳或碳氮共渗层深度如下表(单位mm):菲菱科思标准化第15页共57 页1.7.1.2 硬度表面渗碳或碳氮共渗处理后硬度之一般要求:表面硬度不小于45HRC [或450 HV]芯部硬度26~40HRC [270~390 HV]1.7.1.3 尺寸自攻螺钉截面应为弧形三角形,如图(L为导引长度,a为收尾长度).C、D值如下表.(单位inch)菲菱科思标准化第16页共57 页.对螺纹长度大于1/6inch,L应为2~3个螺距;对螺纹长度小于1/6inch,L应为1~2个螺距..对螺纹收尾长度应小于1个螺距.1.7.1.4 工作扭力对不同厚度钢板及预制孔,自攻螺钉之工作扭力如下表(单位lbf.inch):菲菱科思标准化第17页共57 页菲菱科思标准化第18页共57 页对不同的金属材料应选用不同的旋合比,建议选用范围如下:1.7.1.6钢板孔径及抽牙高不同规格自攻螺钉所需钢板预制孔孔径及抽牙孔高呎寸如下(单位inch):菲菱科思标准化第19页共57 页1.7.2 塑料螺钉1.7.2.1 螺纹形状菲菱科思标准化第 20 页 共 57 页菲菱科思标准化1.7.2.2 硬度一般要求硬度范围在33~39HRC[310~370HV](必要时可采用表面渗碳或碳氮共渗处理)1.7.2.31.7.3 浮动螺钉1.7.3.1 浮动螺钉形状1.7.3.2 基本要求第21页共57 页浮动螺钉铆合后与板材之间隙应在0~0.35mm.1.8 螺钉验证方法*注:对自攻螺钉用环规测量螺纹有困难时,可仅测试其C值,此时应采用特殊之三棱千分尺,且避过引导区进行.菲菱科思标准化第22页共57 页资料AB.常用板材硬度GI料:牌号C1 55~67 HRB;C2 50~65 HRB;C3 40~53 HRBEG料:45~58 HRBCRS料:45~56 HRBC.电镀层C.1在工作环境湿度低于70%的室内条件使用的小五金,镀锌层不小于0.005mm,镀镍层不小于0.010mm.C.2在城市的室外条件或可产生冷凝作用的室内条件使用的小五金,对镀锌层不小于0.008mm,对镀镍层应不小于菲菱科思标准化第23页共57 页0.020mm.2.螺母定义:螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹连接形式,作紧固连接两个被连接件之用.本手册所讨论的是自铆螺母,亦即压铆于冲件预冲孔内, 用于固定或连接其它零件的一类螺母.2.1制造材料2.1.1材料牌号一般只用到下列两种材料JIS SUS 303不锈钢和JIS SUM22易削钢.2.1.22.1.32.1.4 螺母材料的选取菲菱科思标准化第24页共57 页应根据冲压板材硬度的不同选取不同材质的自铆螺母.如下表:2.2尺寸及公差2.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.第25页共57 页单位mm菲菱科思标准化第26页共57 页单位inch菲菱科思标准化第27页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸(米制单位为mm,英制单位为inch).第28页共57 页菲菱科思标准化第 29 页 共 57 页菲菱科思标准化2.2.4型号为F. 的自铆螺母尺寸单位mm菲菱科思标准化第31页共57 页菲菱科思标准化2.2.5一般未注公差:米制尺寸为整数的公差为±0.30mm;尺寸之小数点后面一位的公差为±0.2mm;小数点有二位的公差为±0.13mm.英制尺寸小数点后面二位的公差为±0.01inch;小数点有三位的公差为±0.005inch.2.3 压铆要求(压铆力为参考项目)螺母定位准确、压入深度A应与下模面平齐,上下模铆合高度应为一个板厚.压合后自铆螺母铆合部位应完全深入母材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第32页共57 页菲菱科思标准化第33页共57 页菲菱科思标准化第34页共57 页2.4 配合呎寸同种规格的螺母需与同种规格的螺钉相配合.如对M4的螺母需与M4的螺钉相配合.2.5菲菱科思标准化第35页共57 页3.螺柱定义:压铆于冲件预冲孔内,带有螺纹,用于固定或连接其它零件的一类紧固件.3.1制造螺柱材料3.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.3.1.2化学成份3.1.3 机械性能菲菱科思标准化第36页共57 页3.1.4 螺柱材料的选取根据冲压板材硬度的不同选取不同材质的螺柱.如下表:*注:SO—StandOff A—Aluminum S—Stainless Steel B—Blind N—Non-Heat Treated3.2尺寸3.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱菲菱科思标准化第 37 页 共 57 页菲菱科思标准化3.2.1.1一般尺寸 单位 mm注: 3.5M3是在原有M3基础上将壁厚加厚、螺纹尺寸保持不变. 单位 inch第38页共57 页3.2.1.2螺纹规格和螺柱长度单位mm菲菱科思标准化第 39 页 共 57 页菲菱科思标准化单位 inch3.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱3.2.2.1一般尺寸第40页共57 页菲菱科思标准化单位mm单位inch3.2.2.2螺纹规格和螺柱长度第41页共57 页菲菱科思标准化单位mm单位inch第42页共57 页菲菱科思标准化3.3 公差一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.3.4 压铆要求螺柱定位准确、上模平面与下模螺柱孔底面之间的距离A应等于螺柱高度L.压合后螺柱铆合部位应深入板材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第43页共57 页注: 如果螺柱安装在板厚小于1.5mm之片材上, 则推力、扭力、拉出力规格数据为原规格之80%, 安装力规格保持不变. 3.5 螺柱验证方法菲菱科思标准化第44页共57 页4.支柱定义:压铆于冲件预冲孔内, 用于安装其它零件时起导向或定位之柱体零件.4.1型号为“SO.SON. SOA.SOS”的通孔支柱4.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.4.1.24.1.3 机械性能菲菱科思标准化第 45 页 共 57 页菲菱科思标准化4.1.4 支柱材料的选取根据冲压板材硬度的不同选取不同材质的支柱.如下表:*注: SO —StandOff A —Aluminum S —Stainless Steel N —Non-Heat Treated4.1.5一般尺寸第46页共57 页菲菱科思标准化单位mm单位inch4.1.6支柱规格和支柱长度第47页共57 页菲菱科思标准化单位mm单位inch4.1.7公差第48页共57 页一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.4.2 其它异型支柱4.2.1 制造材料4.2.2尺寸常用异型支柱尺寸分列如图(单位mm):菲菱科思标准化第 49 页 共 57 页菲菱科思标准化支柱1 支柱2支柱 3 支柱4。
五金工具手册目录
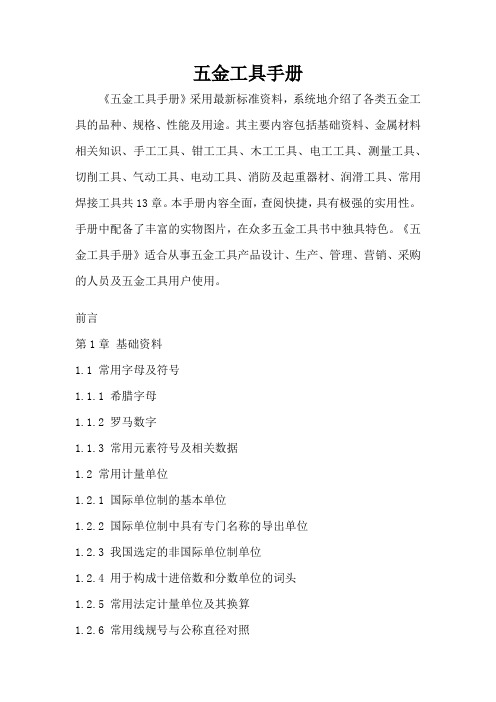
五金工具手册《五金工具手册》采用最新标准资料,系统地介绍了各类五金工具的品种、规格、性能及用途。
其主要内容包括基础资料、金属材料相关知识、手工工具、钳工工具、木工工具、电工工具、测量工具、切削工具、气动工具、电动工具、消防及起重器材、润滑工具、常用焊接工具共13章。
本手册内容全面,查阅快捷,具有极强的实用性。
手册中配备了丰富的实物图片,在众多五金工具书中独具特色。
《五金工具手册》适合从事五金工具产品设计、生产、管理、营销、采购的人员及五金工具用户使用。
前言第1章基础资料1.1 常用字母及符号1.1.1 希腊字母1.1.2 罗马数字1.1.3 常用元素符号及相关数据1.2 常用计量单位1.2.1 国际单位制的基本单位1.2.2 国际单位制中具有专门名称的导出单位1.2.3 我国选定的非国际单位制单位1.2.4 用于构成十进倍数和分数单位的词头1.2.5 常用法定计量单位及其换算1.2.6 常用线规号与公称直径对照1.2.7 标准筛常用网号及目数对照1.2.8 粒度代号及尺寸范围1.3 常用物理量名称及符号1.4 极限与配合1.4.1 基本偏差系列1.4.2 公称尺寸的分段1.4.3 标准公差计算公式1.4.4 标准公差数值1.4.5 轴和孔的基本偏差计算公式1.4.6 轴的基本偏差数值1.4.7 孔的基本偏差数值1.5 表面粗糙度1.5. 1表面粗糙度的特征及加工方法1.5.2 表面粗糙度的符号及意义1.5.3 不同加工方法可能达到的表面粗糙度1.5.4 表面光洁度与表面粗糙度数值换算1.6 普通螺纹1.6.1 普通螺纹的基本牙型1.6.2 普通螺纹的标记1.6.3 普通螺纹的直径与螺距系列1.6.4 普通螺纹的基本尺寸1.6.5 小螺纹的直径与螺距系列1.7 紧固件标记方法1.8 有关标准的相关知识第2章金属材料相关知识2.1 金属材料的分类2.1.1 钢铁材料的分类2.1.2 有色金属材料的分类2.2 金属材料牌号表示方法2.2.1 钢铁材料牌号表示方法2.2.2 有色金属材料牌号表示方法2.3 常用金属材料的主要性能2.3.1 常用金属材料力学性能术语2.3.2 新旧标准拉伸性能指标名称和符号对照2.3.3 各种硬度间的换算关系2.3.4 钢铁材料硬度与强度的换算关系2.3.5 有色金属硬度与强度的换算关系2.3.6 常用钢铁材料的主要性能2.3.7 常用有色金属材料的主要性能2.4 金属材料的交货状态及标记2.4.1 钢铁材料的交货状态及标记2.4.2 有色金属材料的交货状态及标记2.5 金属材料的理论重量计算公式2.5.1 钢铁材料的理论重量计算公式2.5.2 有色金属材料的理论重量计算公式第3章手工工具3.1 手钳3.1.1 手钳通用技术条件3.1.2 钢丝钳3.1.3 扁嘴钳3.1.4 圆嘴钳3.1.5 尖嘴钳3.1.6 带刃尖嘴钳3.1.7 薄管扩口用钳口3.1.8 链条管子钳3.1.9 防爆用管子钳3.1.10 起重用夹钳3.1.11 轴用弹性挡圈安装钳3.1.12 孔用弹性挡圈安装钳3.1.13 开箱钳3.1.14 铅印钳3.1.15 大力钳3.1.16 胡桃钳3.1.17 羊角起钉钳3.1.18 断线钳3.1.19 鹰嘴断线钳3.1.20 剥线钳3.1.21 紧线钳3.1.22 压线钳3.1.23 线缆钳3.1.24 鸭嘴钳3.1.25 水泵钳3.2 扳手3.2.1 活扳手3.2.2 呆扳手3.2.3 敲击呆扳手和敲击梅花扳手3.2.4 双头呆扳手和双头梅花扳手3.2.5 两用扳手3.2.6 内四方扳手3.2.7 内六角扳手3.2.8 内六角花形扳手3.2.9 丁字形内六角扳手3.2.10 端面孔活扳手3.2.11 侧面孔钩扳手3.2.12 装双头螺柱扳手3.2.13 端铣刀杆螺钉扳手3.2.14 圆柱柄拉刀夹头用扳手3.2.15 液压转矩扳手3.2.16 手动套筒扳手套筒3.2.17 手动套筒扳手传动方榫和方孔3.2.18 手动套筒扳手传动附件3.2.19 手动套筒扳手连接附件3.2.20 十字柄套筒扳手3.2.21 组合夹具组装用六角套筒扳手3.2.22 组合夹具组装用丁字形四爪扳手3.2.23 组合夹具组装用四爪扳手3.2.24 防爆用桶盖扳手3.2.25 防爆用梅花扳手3.2.26 防爆用活扳手3.2.27 防爆用F扳手3.2.28 管活两用扳手3.2.29 快速管子扳手3.2.30 阀门扳手3.2.31 棘轮扳手3.2.32 扭力扳手3.2.33 双向棘轮扭力扳手3.2.34 丝锥扳手3.2.35 增力扳手3.2.36 消火栓扳手3.3 旋具3.3.1 螺钉旋具通用技术条件3.3.2 螺旋棘轮螺钉旋具3.3.3 内六角花形螺钉旋具3.3.4 十字槽螺钉旋具3.3.5 十字槽螺钉旋具头3.3.6 十字槽螺钉旋具旋杆3.3.7 一字槽螺钉旋具3.3.8 一字槽螺钉旋具旋杆3.3.9 夹柄螺钉旋具3.3.10 带孔梅花形螺钉旋具3.3.11 多用螺钉旋具3.4 锤3.4.1 锤头3.4.2 铜锤头3.4.3 什锦锤3.4.4 道钉锤3.4.5 防爆用检查锤3.4.6 防爆用八角锤3.4.7 防爆用圆头锤3.4.8 八角锤3.4.9 木工锤3.4.10 钳工锤3.4.11 羊角锤3.4.12 圆头锤3.4.13 斩口锤3.4.14 石工锤3.4.15 电工锤3.5 剪3.5.1 纺织手用剪3.5.2 民用剪3.5.3 稀果剪3.5.4 桑剪3.5.5 高枝剪3.5.6 剪枝剪3.5.7 整篱剪3.6 刀3.6.1 平口式油灰刀3.6.2 金刚石玻璃刀3.6.3 切苇刀3.6.4 切纸上下圆刀3.6.5 管子割刀3.6.6 菜刀3.6.7 金刚石圆规刀3.6.8 电工刀3.6.9 滚花刀3.6.10 竹刀3.6.11 砂轮整形刀3.6.1 金刚石砂轮整形刀3.7 斧3.7.1 采伐斧3.7.2 劈柴斧3.7.3 厨房斧3.7.4 木工斧3.7.5 多用斧3.7.6 石工斧3.8 锹与镐3.8.1 钢锹3.8.2 钢镐3.8.3 耙镐3.9 凿3.9.1 木凿3.9.2 石工凿3.9.3 无柄斜边平口凿3.9.4 有柄斜边平口凿3.9.5 无柄半圆平口凿3.9.6 有柄半圆平口凿3.9.7 无柄平边平口凿3.9.8 有柄平边平口凿3.10 手工建筑工具3.10.1 建筑工具通用技术条件3.10.2 尖头形平抹子3.10.3 长方形平抹子3.10.4 梯形平抹子3.10.5 阳角抹子3.10.6 阴角抹子3.10.7 尖头形压子3.10.8 长方形压子3.10.9 梯形压子3.10.10 尖头形砌铲3.10.11 梯形砌铲3.10.12 菱形砌铲3.10.13 叶形砌铲3.10.14 圆头形砌铲3.10.15 椭圆形砌铲3.10.16 单刃砌铲3.10.17 双刃砌铲3.10.18 打砖刀3.10.19 打砖斧3.10.20 分格器3.10.21 缝溜子3.10.22 缝扎子第4章钳工工具4.1 锉4.1.1 钢锉通用技术条件4.1.2 什锦锉4.1.3 钳工锉4.1.4 锯锉4.1.5 异形锉4.1.6 普通钟表锉4.1.7 特殊钟表锉4.1.8 整形锉4.1.9 电镀金刚石整形锉4.1.10 硬质合金旋转锉通用技术条件4.1.11 硬质合金圆柱形旋转锉4.1.12 硬质合金圆柱形球头旋转锉4.1.13 硬质合金圆球形旋转锉4.1.14 硬质合金椭圆形旋转锉4.1.15 硬质合金弧形圆头旋转锉4.1.16 硬质合金弧形尖头旋转锉4.1.17 硬质合金火炬形旋转锉4.1.18 硬质合金60°和90°圆锥形旋转锉4.1.19 硬质合金锥形圆头旋转锉4.1.20 硬质合金锥形尖头旋转锉4.1.21 硬质合金倒锥形旋转锉4.2 锯4.2.1 机用锯条技术条件4.2.2 手用钢锯条4.2.3 钢锯架4.2.4 手板锯4.2.5 鸡尾锯4.2.6 夹背锯4.2.7 镶片圆锯4.2.8 金属热切圆锯片4.2.9 金刚石圆锯焊接锯片4.2.10 金刚石圆锯烧结锯片4.3 划线工具4.3. 1划规4.3.2 长划规4.3.3 钩头划规4.3.4 划针4.3.5 划线盘4.3.6 大划线盘4.3.7 划线尺架4.3.8 划线用V形铁4.3.9 带夹紧两面V形铁4.3.10 方箱4.3.11 尖冲子4.3.12 圆冲子4.3.13 半圆头铆钉冲子4.3.14 四方冲子4.3.15 六方冲子4.4 台虎钳和桌虎钳4.4.1 台虎钳通用技术条件4.4.2 普通台虎钳4.4.3 多用台虎钳4.4.4 管子台虎钳4.4.5 桌虎钳通用技术条件4.4.6 燕尾桌虎钳4.4.7 方孔桌虎钳4.5 其他钳工工具4.5.1 刮刀4.5.2 滚花刀4.5.3 砂轮整形刀4.5.4 金刚石砂轮整形刀第5章木工工具5.1 木工锯5.1.1 木工圆锯片5.1.2 木工硬质合金圆锯片5.1.3 木工锯条5.1.4 木工绕锯条5.1.5 细木工带锯条5.1.6 伐木锯条5.2 木工钻5.2.1 木工钻通用技术条件5.2.2 木工机用长麻花钻5.2.3 木工方凿钻5.2.4 木工销孔钻5.2.5 木工硬质合金销孔钻5.3 木工刀5.3.1 刨刀5.3.2 木工手用刨刀5.3.3 木工手用刨刀盖铁5.3.4 木工刨刀轴5.3.5 木工机用异型刨刀5.3.6 木工机用直刃刨刀5.3.7 木工硬质合金单片指接铣刀5.3.8 木工硬质合金圆柱铣刀5.3.9 木工硬质合金直刃镂铣刀5.3.10 木工硬质合金圆弧铣刀5.3.11 木工硬质合金封边刀5.4 其他木工工具5.4.1 木工锤5.4.2 木工斧5.4.3 木锉第6章电工工具6.1 电工刀及电工钳6.1.1 电工刀6.1.2 电工钳6.1.3 剥线钳6.1.4 断线钳6.1.5 导缆钳6.1.6 电讯夹扭钳6.1.7 电讯剪切钳6.1.8 熔断器手钳6.2 电工指示仪表6.2.1 电工指示仪表的分类及标志6.2.2 电流表及电压表6.2.3 电阻表6.2.4 功率表和电能表6.2.5 多功能电能表6.2.6 万用电表第7章测量工具7.1 卡尺7.1.1 卡尺通用技术条件7.1.2 游标、带表和数显卡尺7.1.3 游标、带表和数显高度卡尺7.1.4 游标、带表和数显深度卡尺7.2 千分尺7.2.1 千分尺通用技术条件7.2.2 内测千分尺7.2.3 两点内径千分尺7.2.4 三爪内径千分尺7.2.5 外径千分尺7.2.6 大外径千分尺7.2.7 电子数显外径千分尺7.2.8 深度千分尺7.2.9 板厚千分尺7.2.10 壁厚千分尺7.2.11 电子数显测微头和深度千分尺7.2.12 杠杆千分尺7.2.13 公法线千分尺7.2.14 尖头千分尺7.2.15 螺纹千分尺7.2.16 微米千分尺7.2.18 小测头千分尺7.3 量尺7.3.1 直尺7.3.2 金属直尺7.3.3 刀口形直尺7.3.4 圆柱直角尺7.3.5 矩形直角尺7.3.6 三角形直角尺7.3.7 刀口形直角尺7.3.8 平面形直角尺7.3.9 宽座直角尺7.3.10 三角尺7.3.11 游标、带表和数显万能角度尺7.3.12 钢卷尺7.3.13 纤维卷尺7.3.14 塞尺7.3.15 对刀平塞尺7.3.16 对刀圆柱塞尺7.3.17 钢平尺和岩石平尺7.3.18 建筑用电子水平尺7.3.19 铸铁平尺7.4 量规7.4.1 普通螺纹量规7.4.2 统一螺纹量规7.4.3 梯形螺纹量规7.4.4 气瓶专用螺纹量规7.4.5 用螺纹密封的管螺纹量规7.4.6 莫氏与米制圆锥量规7.4.7 内六角量规7.4.8 钻夹圆锥量规7.4.9 杠杆卡规7.4.10 带表卡规7.4.11 点焊设备圆锥塞规和圆锥环规7.5 样板7.5.1 齿轮渐开线样板7.5.2 齿轮螺旋线样板7.6 指示表7.6.1 电子数显指示表7.6.2 杠杆指示表7.6.3 内径指示表7.6.4 深度指示表7.6.5 涨簧式内径百分表7.6.6 钢球式内径百分表7.6.7 精密压力表7.7 样块及量块7.7.1 木制件表面粗糙度比较样块7.7.2 铸造表面粗糙度比较样块7.7.3 磨、车、镗、铣、插及刨加工表面粗糙度比较样块7.7.4 角度量块7.7.5 长度量块7.7.6 量块附件7.8 常用仪器7.8.1 垂准仪7.8.2 罗盘仪7.8.3 平板仪7.8.4 水准仪7.8.5 电子水平仪7.8.6 测斜仪7.8.7 光电测距仪7.8.8 万能测齿仪7.8.9 齿轮齿距测量仪7.8.10 万能齿轮测量仪7.8.11 齿轮螺旋线测量仪7.8.12 卧式滚刀测量仪7.8.13 土工贯入仪7.8.14 土工击实仪7.9 其他测量工具7.9.1 电子天平7.9.2 电子称重仪表7.9.3 弹簧度盘秤7.9.4 电子台案秤7.9.5 非自行指示秤7.9.6 线锤第8章切削工具8.1 钻8.1.1 成套麻花钻8.1.2 硬质合金锥柄麻花钻8.1.3 1∶50锥孔锥柄麻花钻8.1.4 带整体导柱的直柄平底锪钻8.1.5 带可换导柱的莫氏锥柄平底锪钻8.1.6 带整体导柱的直柄90°锥面锪钻8.1.7 带可换导柱的莫氏锥柄90°锥面锪钻8.1.8 60°、90°、120°直柄锥面锪钻8.1.9 60°、90°、120°莫氏锥柄锥面锪钻8.1.10 不带护锥的中心钻8.1.11 带护锥的中心钻8.1.12 弧形中心钻8.1.13 定心钻8.1.14 弓摇钻8.1.15 手摇钻8.2 丝锥8.2.1 长柄螺母丝锥8.2.2 统一螺纹丝锥8.2.3 统一螺纹螺母丝锥8.2.4 惠氏螺纹丝锥8.2.5 梯形螺纹丝锥8.2.6 螺尖丝锥8.2.7 挤压丝锥8.2.8 短柄机用和手用丝锥8.2.9 高精度梯形螺纹拉削丝锥8.2.10 螺旋槽丝锥8.2.11 丝锥夹套8.2.12 丝锥用弹性夹紧套8.2.13 丝锥用快换套8.2.14 丝锥用莫氏锥柄接杆8.3 铰刀8.3.1 手用铰刀8.3.2 可调节手用铰刀8.3.3 套式手铰刀刀杆8.3.4 莫氏圆锥和米制圆锥铰刀8.3.5 丁字形活铰杠8.4 车刀8.4.1 高速钢车刀8.4.2 硬质合金车刀8.4.3 天然金刚石车刀8.5 铣刀8.5.1 圆柱形铣刀8.5.2 T型槽铣刀8.5.3 尖齿槽铣刀8.5.4 直柄硬质合金螺旋齿立铣刀8.5.5 7/24锥柄硬质合金螺旋齿立铣刀8.5.6 莫氏锥柄硬质合金螺旋齿立铣刀8.5.7 直柄粗加工立铣刀8.5.8 削平型直柄粗加工立铣刀8.5.9 莫氏锥柄粗加工立铣刀8.5.10 直柄立铣刀8.5.11 莫氏锥柄立铣刀8.5.12 7/24锥柄立铣刀8.5.13 套式立铣刀8.5.14 削平直柄可转位螺旋立铣刀8.5.15 莫氏锥柄可转位螺旋立铣刀8.5.16 圆角铣刀8.5.17 三面刃铣刀8.5.18 直柄圆柱型球头立铣刀8.5.19 莫氏锥柄圆柱形球头立铣刀8.5.20 直柄圆锥形铣刀8.5.21 莫氏锥柄圆锥形立铣刀8.6 板牙8.6.1 圆板牙架8.6.2 惠氏螺纹圆板牙8.6.3 板牙夹套8.7 搓丝及滚丝工具8.7.1 惠氏螺纹搓丝板8.7.2 55°圆锥管螺纹搓丝板8.7.3 滚丝轮8.7.4 统一螺纹滚丝轮8.8 砂磨器具8.8.1 磨钢球砂轮8.8.2 菱苦土砂轮8.8.3 工具磨和工具室用砂轮8.8.4 树脂重负荷磨削砂轮8.8.5 树脂和橡胶薄片砂轮8.8.6 螺栓紧固平形砂轮8.8.7 珩磨和超精磨磨石8.8.8 手持抛光磨石第9章气动工具9.1 气动工具型号编制方法9.2 气枪9.2.1 T形钉射钉枪9.2.2 码钉射钉枪9.2.3 气动充气枪9.2.4 气动吹尘枪9.2.5 气动打钉枪9.2.6 气动拉铆枪9.2.7 气动喷砂枪9.2.8气动洗涤枪9.2.9 气动圆盘射钉枪9.3 气动磨具9.3.1 气砂轮机9.3.2 直柄式气砂轮机9.3.3 立式端面气动砂轮机9.3.4 角式端面气动砂轮机9.3.5 气动抛光机9.3.6 气动磨光机9.3.7 气动气门研磨机9.3.8 气动水冷抛光机9.4 气动切削工具9.4.1 气冲剪9.4.2 气动攻丝机9.4.3 气动式管子坡口机9.4.4 气动手持式切割机9.4.5 气动往复式切割机9.4.6 气剪刀9.4.7 气铣9.4.8 气钻9.5 气动工程工具9.5.1 气动扳手9.5.2 气动棘轮扳手9.5.3 冲击式气扳机9.5.4 定转矩气扳机9.5.5 气铲9.5.6 气铲用铲头9.5.7 气镐9.5.8 气镐用镐钎9.5.9 气锹9.5.10 气动破碎机9.5.11 气动捣固机9.5.12 气动捣固机用捣头9.5.13 气流除尘机9.5.14 气压磨粉机9.5.15 蒸压加气混凝土切割机9.5.16 气动混凝土振动器9.5.17 气腿式凿岩机9.5.18 气动手持式凿岩机9.5.19 煤矿用气动凿岩机9.5.20 矿用手持式气动钻机9.6 其他气动工具9.6.1 气动夯管锤9.6.2 气动铆钉机9.6.3 气动铆钉机用窝头9.6.4 气动式管子坡口机9.6.5 手持式气动捆扎拉紧机9.6.6 手持式气动捆扎锁紧机9.6.7 气动油雾器9.6.8 打气筒9.6.9 空气锤9.6.10 气动螺丝刀9.6.11 气动打钉机9.6.12 气动指针式测量仪第10章电动工具10.1 电动工具型号编制方法10.1.1 电动工具产品型号编制方法10.1.2 电动工具组件型号编制方法10.2 常用电动工具10.2.1 电钻10.2.2 电动冲击扳手10.2.3 电动刀锯10.2.4 电动螺丝刀10.2.5 电动自攻螺丝刀10.2.6 电剪刀10.2.7 双刃电剪刀10.2.8 电推剪10.2.9 电圆锯10.2.10 电刨10.2.11 电动开门机10.2.12 电力金具10.3 工程用电动工具10.3.1 冲击电钻10.3.2 电锤10.3.3 电锤钻10.3.4 套式电锤钻10.3.5 石材切割机10.3.6 蛙式夯实机10.3.7 电动捣固镐10.3.8 路面铣刨机10.3.9 天然饰面石材连续磨机10.3.10 矿用隔爆电动岩石钻10.3.11 煤矿用岩石电钻10.4 电动磨光抛光机10.4.1 抛光机10.4.2 超声抛光机10.4.3 陶瓷瓷质砖抛光机10.4.4 地板磨光机10.4.5 角向磨光机10.4.6 电动湿式磨光机10.4.7 地面抹光机10.4.8 辊式砂光机10.4.9 立式万能砂光机10.4.10 落地砂轮机10.4.11 平板砂光机10.4.12 台式砂轮机10.4.13 轻型台式砂轮机10.4.14 直向砂轮机10.5 木工用电动工具10.5.1 带移动工作台木工锯板机10.5.2 单锯片手动进给木工圆锯机10.5.3 多锯片木工圆锯机10.5.4 横截木工圆锯机10.5.5 纵剖木工圆锯机10.5.6 万能木工圆锯机10.5.7 摇臂式万能木工圆锯机10.5.8 木工自动万能磨锯机10.5.9 卧式木工带锯机10.5.10 细木工带锯机10.5.11 锯片往复式木工锯板机10.5.12 环式木材剥皮机10.5.13 双圆锯裁边机10.5.14 刀辊切竹机10.5.15 立式裁断机10.5.16 立式单轴木工钻床10.5.17 数控雕铣机10.5.18 单轴木工铣床10.5.19 木工刨刀刃磨机10.5.20 电动雕刻机10.5.21 电动木工开槽机10.5.22 电动木工修边机10.5.23 电动木工凿眼机10.5.24 木材斜断机10.5.25 台式木工多用机床10.6 割草电动工具10.6.1 刀辊切草机10.6.2 电动草坪割草机10.6.3 往复式割草机10.6.4 旋转割草机10.6.5 旋转搂草机10.7 其他电动工具10.7.1 电动套丝机10.7.2 钢筋切断机10.7.3 钢筋弯曲机10.7.4 钥匙铣槽机10.7.5 钥匙压印机10.7.6 型材切割机10.7.7 胶带封箱机10.7.8 电钉枪10.7.9 电动拉铆枪10.7.10 电喷枪10.7.11 热风枪10.7.12 热熔胶枪10.7.13 打蜡机10.7.14 电动管道清理机10.7.15 电动坡口机第11章消防及起重器材11.1 消防器材11.1.1 灭火器相关术语11.1.2 手提式灭火器11.1.3 推车式灭火器11.1.4 无衬里消防水带11.1.5 消防湿水带11.1.6 消防水枪11.1.7 消防梯11.1.8 消防腰斧11.1.9 消防应急灯具11.1.10 消火栓连接器11.1.11 消火栓箱11.1.12 室内消火栓11.1.13 室外消火栓11.2 起重器材11.2.1 千斤顶11.2.2 活头千斤顶11.2.3 油压千斤顶11.2.4 手拉葫芦11.2.5 环链手扳葫芦11.2.6 防爆钢丝绳电动葫芦11.2.7 索具螺旋扣11.2.8 索具套环第12章润滑工具12.1 油杯通用技术条件12.2 旋套式注油油杯12.3 直通式压注油杯12.4 接头式压注油杯12.5 旋盖式油杯12.6 压配式压注油杯12.7 弹簧盖油杯12.8 针阀式注油杯12.9 旋入式圆形油标第13章常用焊接工具13.1 等离子喷焊枪13.2 等压式焊炬及割炬13.3 电焊钳13.4 焊接用钨铈电极13.5 焊接绝热气瓶13.6 钢质焊接气瓶13.7 焊接及切割用气瓶减压器13.8 气体焊接及切割用橡胶软管13.9 气焊及切割用软管接头13.10 电焊条保温筒参考文献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
1/8''1020.89 2.500.46
81/4''13.5 2.250.62 2.750.73
103/8''17 2.250.82 2.750.97
151/2''21.25 2.75 1.25 3.25 1.44
203/4''26.75 2.75 1.63 3.5 2.01
251''33.5 3.25 2.424 2.91
32 1 1''/442.25 3.25 3.134 3.77
40 1 1''/248 3.5 3.84 4.25 4.58
502''60 3.5 4.88 4.5 6.16
70 2 1''/275.5 3.75 6.64 4.57.88
803''88.548.34 4.759.81
1004''114410.85513.44
1255''140 4.515.04 5.518.24
1506''165 4.517.81 5.521.63
(5)钢管应能承受下列规定压力的水压试验:普通钢管和薄壁钢管:20kg/cm 2;加厚钢管30kg/cm 2。
mm (in.)外径(mm)壁厚(mm )理论重量(不计管接头)(kg/m)壁厚(mm )理论重量(不计管接头)
(kg/m)
公称内径 不带螺纹两种;按壁厚可分为普通钢管,加厚钢管和薄壁钢管。
(2)钢管的长度规定为:无螺纹的黑管4~12m ;带螺纹的黑管和镀锌管4~9m 。
每批允许有10%的(按根数计算) 2~4m 长的短尺钢管或4~9m 米长的接管(即用一个管接头将两根钢管连接而成)。
(3)经供需双方协议,可供应定尺长度或倍尺长度的钢管。
其最大长度可到8m 。
按倍尺交货的钢管,每个单 倍尺应留切口5~10mm 。
(4)钢管用易焊接的软钢制造,钢号和制造方法(炉焊或电焊)均由制造厂选择。
/page-register.html?tm=186********
钢 管 螺 纹普通管加厚管。