QC工程表-MI
QC工程表

报告流程/周期 异常处置 担当 组长 工程师 部长 周期 领料 时 日 联络仓库管 理员、制造 部一课 联络制造技 术部、品质 技术部
1
1 领料
移动式货架
/
制造
物料员
全数
目视
与标准相符
《领料单》
2 前加工
专用剪脚治 具、斜嘴剪 钳、钢尺、 前加工作业指导书 剪脚托盘、 剪脚罩
1、部品确认 2、部品脚长确认 3、加工前点检
QC管理工程表 QC管理工程表
客 户 机 型 工 程 名 生产流程图 KOO1-0035 组装QC工程表 No 工程名称 设备/治具 工具/检具 文件编号 总页数 最新版本 作业文件
RoHS
1 A 管理项目
变 更 履 历
版本 A 新规作成
变更内容
日期
作成 核对
审批
实施方法 检查项目 实施责任 实施部门 1、确认部品规格与数量 2、SMT完成品确认 1、按照领料单领取物料,确认物料规格与数量 2、SMT完成品数量、规格与QA标签一致 担当 频度 检查 方法 判定 记录
1、核对部品编码、部品规格与要求一致 2、用专用加工治具加工部品并用钢尺进行测 量,确认部品脚长为3.0±0.2mm 3、批量加工前,先用治具加工6PCS直插式传感 制造 器,进行生产前试装,确认部品露出基板引脚长 制造技术 度在0.8~2.0mm范围内
作业员 技术员
1、2全数 4、点检1次/4H
目视
联络品质技 术部
联络制造部 制造 作业员 全数 目视 与标准相符 《生产日报表》 日
9
9 包装
封箱胶纸、 包装作业指导书 透明胶纸
1、包装数量与方法 2、包装方法
10
NG
注塑件QC工程表(模板)

目视 目视
作业员 巡检员
不合格品处 理流程
仓管员
物料标识卡 入库单 发货单
《AQL抽样计划 》抽样
目视
OQC 业务员
成品记录检验表
不合格品处 理流程
③包装盒
√√
①产品标识
产品规格型号数量状态标识
14
入库 出入仓库管理程序
②库位
按照指定库位放置
√
③产品防护
搬运及存储时防止产品受损/受潮而引起品质变异
பைடு நூலகம்
①产品检验与不合格品管
①产品外观、型号
15
出货检验 理程序 OQC ②抽样计划
②标识
符合工程规格要求(参照样品)
③检验要领书
③包装
件QC工程表
类物料
生效日期: 首自 检检
IQC抽检
√ √
√√
①外观尺寸
符合工程规格尺寸和外观要求(参照样品)
①工艺卡片
5
抛光
抛光机 ②作业方法
按照操作要领书规定作业步骤进行作业
√√
②作业要领书(SOP)
③作业技能
能够熟练掌握生产合格品的作业方法
①样品
①外观尺寸
符合工程规格尺寸和外观要求(参照样品)
6
外观检验 ②检验要领书(SOP)
①外观 ②性能
符合工程规格尺寸、性能、外观要求
③尺寸
12
试水
试水机
√√
④数量
生产数量,不良数量,不良项目记录
②产品工艺卡片
⑤设备参数
符合产品要求的参数(水压)
⑥检验技能
能够熟练掌握对良品与不良品的判定方法
①样品
①产品外观
13
包装 ②作业要领书(SOP)
QC工程表

称重
称重作业指导书 精确度
重量
电子称
电子称
10pcs/30min
5pcs/次/h
IPQC巡检日报表
制程检验标准 工艺技术标准
极片烘烤 烘烤作业指导书 温度真空度
正极压片
压正极片作业指 导书
辊轮间隙
正极耳焊接
点焊正极耳作业 指导书
电流、电压
刷正极片 刷片作业指导书 海绵纯净度
5pcs/次/h/人 IPQC巡检日报表
制程检验标准 工艺技术标准
抽样计划
产品转交检验报告
检验标签
MIL-STD-105E
标准文件 标准文件 文 件 名 称 锂电QC工程图
文件编号
版别:A/2
页码
2 of 11
流程路径 工程名称
作业指导书
来料检验
/
负极配料 配料作业指导书
负极拉浆 涂布作业指导书
负极裁大片
制程检验标准 工艺技术标准
极片烘烤 烘烤作业指导书 温度真空度
负极压片
压负极片作业指 导书
辊轮间隙
负极耳焊接
点焊负极耳作业 指导书
电流、电压
负极耳铆接 铆接作业指导书
/
负极片全检 负极片全检
/
刷负极片 刷片作业指导书 海绵纯净度
负极耳贴胶纸
负极耳贴胶纸作 业指导书
/
转序
半成品转序检验 电子称准确度
标准
1次/桶
/
配料原始记录
1大片/次/时 1次/5min
1次/h/台
首件记录表 拉浆原始记录表 IPQC巡检日报表
10pcs/次 /30min
5pcs/次/h/台
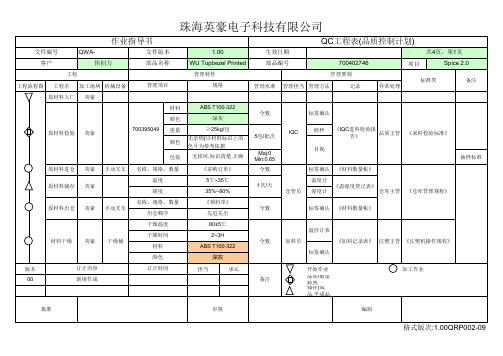
QC工程表(品质控制计划)
《仓库管理规程》
《仓库管理规程》
喷涂
英豪
全数
《调油作业指导书》 《干燥炉操作规程》 装配主管
H1 TPV&000-247 不能少油,多油,重影,颜色 不符,拖油,手印等 抗磨损性测试后油墨不磨 损,印刷字体清晰可见 羊毛脂测试后油墨无剥 落,缺口无明显颜色变化 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱 不能少油,多油,重影,颜色 不符,拖油,手印等 抗磨损性测试后油墨不磨 损,印刷字体清晰可见 羊毛脂测试后油墨无剥 落,缺口无明显颜色变化 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱
1次/2H 机头5啤 箱内10啤 1啤/2H QC
巡检
英豪
700395049
尺寸
卡尺
《尺寸测量报告》 品质主管 《注塑检验指导书》 纠正预防措施
要求表》
包装
1次/2H 1次/4H Maj:0 Min:0.65 10pcs/批 QC
目视
《注塑部巡检日报 表》 《QA检验日报 表》 《尺寸测量报告》 品质主管 《注塑检验指导书》 《注塑部巡检日报 表》 《产品进仓单》 仓库主管 《仓库管理规程》
外观
无模痕,起泡,裂纹,流痕,缺 胶等 A: 157.95± 0.2mm B: 200.73± 0.2mm 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱 无模痕,起泡,裂纹,流痕,缺 胶等 A: 157.95± 0.2mm B: 200.73± 0.2mm 1pc/袋,2袋/格(8*3刀 卡),36pcs/箱 《生产计划通知单》
QC工程表(品质控制计划)
1.00 WU Topbezel Printed
管理特性 规格 管理水准 管理担当 管理方法
QWA伟创力
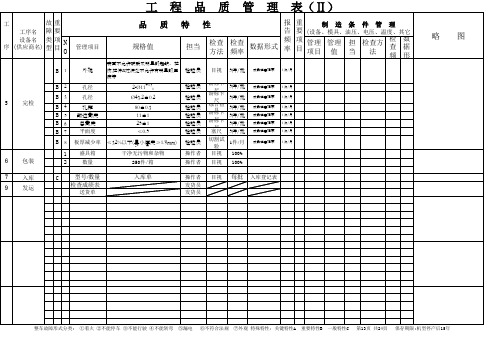
工程品质管理表(QC表)
5
完检
2-Ø11 0 Ø43.2±0.2 80±0.3 11±1 25±1 ≤0.5 ≤32%以下(最小厚度≥1.9mm) 干净无污物和杂物 250件/箱
+0.5
成品检查记录 成品检查记录 成品检查记录 成品检查记录 成品检查记录 成品检查记录 成品检查记录
9mm检验员切割试验1件月成品检查记录1次月1盛具箱干净无污物和杂物操作者目视1002数量250件箱操作者目视1007入库c型号数量检查成绩表送货单入库单操作者发货员发货员目视每批入库登记表工程品质管理表故障类型重要项目品质特性报告频率重要项目制造条件管理设备模具油压电压温度其它略图no检查频率数据形式检查频率数据形式管理项目管理值5完检6包装担当检查方法管理项目规格值担当检查方法整车故障形式分类
⑤漏电
⑥不符合法规
⑦外观 特殊特性:关键特性A
重要特性B
一般特性C
第13页 共24页
保存期限:机型停产后15年
1次/月 1次/月 1次/月 1次/月 1次/月 1次/月 1次/月
检验员 切割试验 1件/月 操作者 操作者 操作者 发货员 发货员 目视 目视 目视 100% 100%
6 7 9
包装 入库 发运 C
1 2
型号/数量 检查成绩表
送货单
入库单
每批
入库登记表
整车故障形式分类:
①着火 ②不能停车 ③不能行驶 ④不能转弯
担当
检验员 检验员 检验员 检验员 检验员 检验员 检验员
检查方法 检查频率
报 告 频 数据形式 率
成品检查记录 1次/月
略
图
B B B B B B B B
1 2 3 4 5 6 7 8
QC工程图模板

记录种类
制/修订日期 页码 矫正措施
处理方案
仓管员
IQC
MA=0.40 MI=0.65
1.目视 2.电测 3.抽样
仓管员
电子帐
IQC
显微镜 度信测试架 电脑 卡尺
采购IQC检验报告 来料检验记录表 进料异常通知单
检验OK贴上PASS标签,检验NG贴不合格品标签 同时开出【进料检验异常报告】,并知会供应 商。
作业员
回流炉保养记录表 IPQC稽核记录表
作业员 1.游标卡尺
IPQC例行抽检记录 表IPQC稽核记录表源自核准审核制订
(盖章)
每款机型 1.目检 10PCS 2.抽样
IPQC
模组首件检验记录
表
异
常联络单
首件检验不合格重缺失时,IPQC立即开出【品 质异常联络单】,要求责任单位改善。
6
↓ 作业规范/防静电 装镜头 措施/不良记录/ 清洁芯片 不良标识/人为因 素/
制程检验规范 装镜头SOP作业指导书 模组各工序检验标准
制程检验作业规 范
MA=0.40 1.目检 MI=0.65 2.抽样
IPQC
IPQC例行抽检记录表 IPQC稽核记录表 调焦测试报表(自由 记录)
训检中发现分板不合格并超出比率,立马开发 《品质异常联络单》 知会要求改善并要求立马 隔离不良品。
首件确认
镜头规格型号
首件作业指引 BOM 样品承认书 模组装配检验规范
IPQC
物料收发卡
4
发料
数量/品名/规格
生产计划表 物料发放作业指引
仓管员
发(退)料单
5
领料
数量/品名/规格
生产计划表 BOM
物料员
QC工程表
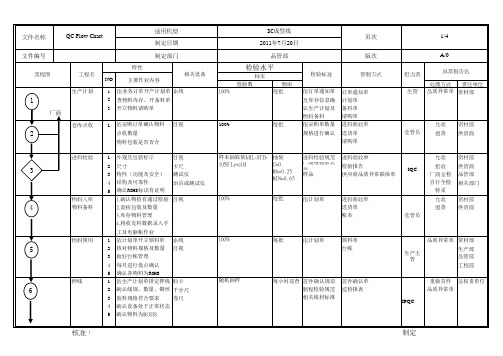
特性 流程图 工程名 NO 生产计划 1 2 3 1 主要作业内容 依业务订单开产计划单 系统 查物料库存,开备料单 开立物料请购单 依采购订单确认物料 点收数量 物料包装是否否合 进料检验 1 2 3 4 5 物料入库 外观及包装标示 尺寸 目视 卡尺 目视 100% 相关设备 100%
相关设备
2011年7月20日 品管部
样本抽取依MIL-STD- 每批 105E LevelⅡ 检验规范 客户需求 检验报告 QA
版次
7
裁线
8
分叉
9
裁刀 随机抽样 *注意戴工作手套 *裁刀锋利,小心 伤手 治具 随机抽样 `
每小时巡查 作业指导书 检验规范 工程图面 每小时巡查 作业指导书 检验规范 工程图面
确认线材外观符合规格 目视 各尺寸符格规格 镀锡尾OD符合规格 DC头、及线材上不可 出现脏污的情形 客户有特殊需求依客规 NA 范作业 未有客户要求依我司标 准规范作业 确认包材符合ROHS 外观检查 功能测试 安全检查 包装检查 结构检查 核对订单规格及数量 核对入库数量 核对外箱标识要求 确认出货数量 确认外箱标识 客户特殊要求 测试仪 卡尺
品质异常单 IPQC 各权责单位
QC Flow Chart 制定日期 制定部门
正负极性符全规格 烙铁 随机抽样 焊点光滑,不可出现 短路、少锡、异物等 确认DC头符合ROHS 检查线材焊接极性 目视 各焊点光滑、牢固 不可出现短路、少锡、 异物等不良 确认模具需符合规格 各成型尺寸检查 成型机 卡尺
品质异常单 各权责单位 QC IPQC
QC Flow Chart 制定日期 制定部门
依规格测试产品高压 及绝缘等安全项目 正确对设备进行操作 综合测试仪 随机抽样
什么是QC工程表

什麼是QC工程表?QC工程表的目的是依據客戶的各種需求來製造滿足其需求產品的一種輔助工具。
QC工程表之所以能達成這個目的,是因為它對設計及篩選提供了一種結構性的方法,同時對整個系統實施能增加附加價值的管制方法。
QC工程表提供了整個系統,如何減少製程與產品變異的書面化的說明。
QC工程表不是用來取代作業標準書的。
QC工程表的方法被廣泛地應用到各種的製程與技術上。
QC工程表所扮演的是整體品質程序裡的一個整合的部分。
應該被當作活生生的文件來使用。
在品質計劃中的一個很重要的部分,就是QC工程表的製作。
QC工程表是一份敘述如何管制各種零件與製程的系統書面說明。
一份單一的QC工程表,如果是同一個製造廠商用同一個製程來進行生產,就可以應用到一群產品或產品家族上。
必要時,各種圖面可以附加在QC工程表上以作說明之用。
為了讓QC工程表發揮作用,各種製程監控的指示應明確第加以定義並持續的執行。
事實上,QC工程表說明了,將整個製程包括進料、製程、出貨以及定期性檢驗的各個階段所需採取的措施,加以詳細地說明,以確保製程所有各階段的產出均在控制中。
在正式量產中,QC工程表對需要進行管制的特性值,提供了製程進行各種監控及管制的方法說明。
由於製程會不斷地被更新及改善,所以QC工程表也隨之不斷地更新。
QC工程表在整個產品壽命週期裡,都應加以維持並被使用。
在產品壽命週期中的初期,它主要的目的是將製程管制的初步方案加以書面化與進行溝通之用。
然後,它引導我們告訴我們在製造中如何進行製程的管制及確保產品品質。
最後階段,它仍是一份活生生的書面文件,反映出現行的管制方法以及所使用的量測系統。
當量測方法及管制方法有所改善後,QC工程表也應隨之更新。
為了要讓製程管制與改善能有效的進行,必須對製程要有基本的認識。
為了對製程有充分的了解,應該組成一支具備多種學問的小組並運用各種所能取得的資訊來製作QC工程表。
這些資訊包括了:◎製造流程圖◎系統/ 設計/ 製程用的FMEA◎特定的品質特性質◎相同零件或組件◎過去的教訓◎製程的知識◎設計審查◎最佳化的方法[D.O.E 、田口品質工程]<[ 1]試作、量試、量產等以指出適當的分類◎試作-在建立試作品時,所進行各種尺寸材質及績效的測試說明。
工程MI的设计思维QCC.

客户原始资料的解读由INPUT组负责,内容分为两部分: 1.将客户GERBER文件通过GENESIS转换成CAM和MI可以编 辑的图形。 2.将客户的SPEC进行解读打印并放至对应PT文件夹中。
三、MI的基本工作流程
资料审查
客户资料的审核内容: A:审核客户的制板信息,客户的制板信息主要包含板厚、 铜厚、叠构、阻抗要求、表面处理、材料等重要信息。 B:GERBER分析:包含检查GERBER文件是否有异常,是否 有超出公司制程能力。
二、MI设计常用术语介绍
1. ECN: Engineering Change Notice(工程更改通知)
2. SPEC : Specification (客户规格书) 3. ISO : International Standards Organization(国际标准 化组织) 4. ENIG : Electroless Nickel / Immersion Gold(沉镍金)
本周主题:
工程MI的设计思维
主讲:徐志明(工程部MI课) 时间:2011-4-7 19:00
课题主旨:
本周课题的主要目的: 让公司相关人员对于工程前期制作及前期 防呆的设计思维有一定的了解,并在今后的 工作中可加以运用与配合。 把工程设计之思维贯穿于公司每一位员工的 意识之中做到认真、谨慎、负责。
一、MI的定义与MI的工作性质与职责
3、MI工作职责:
3.1 - 接收、分析及审核由MKT/CSD送来的客户资料(包括各种制造图纸和 数据文件),同时根据公司的生产能力与客户澄清不明确的制作要求,最 终与客户达成一致要求,进行生产.
3.2 - 根据公司生产要求编写和制作符合客户要求及满足公司生产能力的 各种指示和工具,确保生产的顺利进行. 3.3 - 对物料的使用不断的进行审查和控制,以不断降低生产成本为目标, 保证生产设计的高质量及低成本. 3.4 - 配合公司相关部门完成样板的生产,协同相关部门解决样板生产中出 现的问题,确保能将反映公司最高品质的样板准时的交给客户. 3.5 - 将客户的全部资料(文档及数据文件)及生产制作指示、工具和数据 进行管控与存档. 3.6 - 及时的发放各类符合客户要求同时满足生产能力的指示和工具给生 产部门,并做出有效的控制. 3.7 - 依照IPC标准并结合本工厂能力进行资料处理,执行及维护ISO9000 及ISO14000系统的各项要求.
QC工程表
QC工程表文件編號版本版次頁次文件類別 QC 工程表工作指導書檢驗方法頻率記錄順序工程名管制項目管制標準表單計測器方法作業員品质員1.規格:核對電子元1.頇符合BOM(注意核對各項規格是否巡檢巡迴抽1 件、線材、標籤、包裝、符合) 。
材料使用目視全檢樣檢查 1次/4H 特別是規格的核對: 重點 n?5 記錄表巡檢 1(各物料加工要求扭力校1.依作业指导書、實配(特別是電子元件); 巡迴抽2 散熱片加工; 目視 2〃扭力對1次物料加工遊標卡尺全檢樣檢查 3(元件剪脚,成型机實配 /4H 2〃鎖電子元件之扭力為5.5Kg?20% –cm; 重點記錄表n?5 3. 元件加工须注意极性不得加工反。
1.元件規格及位置 1.依作业指导書、BOM,各件頇定位且平巡檢巡迴抽32.方向貼PCB板。
插件目視全檢樣檢查 1次/4H 重点 2.有極性之元件不可插反。
n?5 記錄表PQC檢驗 1.有極性之元件不可插反,有字元件字面 1.方向巡檢朝外,方便识别報告插件檢查目視全檢 2.位置 1次/4H 4 2.頇正確定位巡迴抽n?5 3.表面樣檢查 3.不可有破損,變形,漏插,插錯零件等記錄表1.各件頇平貼PCB板, 不可有傾斜、超出巡檢巡迴抽浴錫前 PCB板或浮高現象:特別是板上最高之元1.外觀目視全檢 1次/4H 樣檢查 5 壓件件:變壓器、電容等: 記錄表 n?51. ?助焊劑比重:0.820?0.025;?預熱區溫度: 115?10?;?锡炉温度260?5?,焊點1.浴錫條件巡檢巡迴抽吃錫時間3-5S 6 浴錫 2.錫爐表面目視全檢 1次/4H 樣檢查 2.零件须定位且贴板,各PAD吃锡须良:第一次: 重點記錄表 n?5 3.PCB板好,PCB板底/板面不可有锡珠、锡渣,明显的助焊剂残留。
1. 变压器等件不可浮高巡檢巡迴抽1. PCB板2. 焊点吃锡需良好,一块板上假焊,漏捡板检查目視全檢樣檢查 1次/4H 7 2. 焊点焊,包焊,短路等超过3处要分开放n?5 記錄表置并反映给锡炉工处理1.零件腳高度為2.5mm(MAX)且不可剪到巡檢巡迴抽錫丘,不得高于最高贴片元件,不可有倒遊標卡尺目視全檢樣檢查剪(切)腳 1.外觀腳及剪傷貼片零件、翹銅皮、錫裂, PCB1次/4H 8板上不可殘留零件腳,手工剪腳時需防n?5 記錄表護,以防元件腳飛入其他PCB板中。
QC工程表

机种: 品番: GY3081-03 工程 加工区 工程责 任者 P01 机 加 工 课 机 加 工 课 外 协 品 质 主 管 组 立 课 长 仓 库 内容 使用机械/加工条件 管理 项目 外观 外观 磨床 维护 外观 磨床 维护 外观 维护 外观 维护 外观 维护 外观 维护 品质规格
工 程 表
品质主管 来料检查 机 加 长 工 课 机 加 长 工 课 粗 磨
P02
P03
Байду номын сангаас精 磨
检验组件的外观,尺寸, 目测/手 产品抽检记 1次/H 表面有无无毛刺、披锋等 感 录表 目测/手 产品抽检记 表面光滑,无毛刺 1次/H 感 录表 保证外径尺寸Φ 外径千分 产品抽检记 1次/H 6h6(+0.03/+0.01) 尺 录表 目测/手 产品抽检记 表面光滑,无毛刺 1次/批 感 录表 保证外径尺寸Φ 6h6(0/- 外径千分 产品抽检记 1次/批 0.008) 尺 录表 外观无变形,表面光滑 表面渗氮处理 无披锋,毛刺 参照《检测基准书》 外观无压伤/脏污/毛边/ 碰伤/缺料、欠品等不可 发往组立课组装成品 无披锋,毛刺 参照《包装式样书》 目测/手 感 目测 目测/手 感 卡尺/千 分尺 目测/手 感 目测 1次/H 1次/H 1次/H 1次/H 1次/H 1次/H 产品抽检记 录表 产品抽检记 录表 产品抽检记 录表 产品抽检记 录表 产品抽检记 录表 产品抽检记 录表 产品抽检记 录表 产品抽检记 录表
测定方法 频率 记录表 担当 作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员 检查担当 责任主管 QC QC QC QC QC QC QC QC QC QC QC QC QC QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 QC课长 整理NO: 版本/状态:A 备注说明与 作业指导书
QC工程表

▼开始▲停止◆检查●生产制造
备注:1. 检验频率为一般要求,具体状况由品保依据客户要求和检测需要决定,适当时可增加抽样,但不推荐减少抽样;
2. 检验结果必须按规定记录其不良状况、分析原因并作出改善对策,追踪改善结果及结案;
3. 以上QC工程表未明订的进料管制和成品管制参照的检验规范和作业指导书制定和操作;
4.本QC工程表的工程各设定漏完整的系列产品,若客户有要求仅需部分工位时,可适当删减,另委外加工的过程未纳入其中,可相关规定执
▼开始▲停止◆检查●生产制造。
QC工程表
QC工程表一.前言:QC工程表是日式品質管理中的一項重要的管理工具,美國品管界尤其是汽車產業因為仿效日式品管而在QS9000的標準中,增加了一項名為管制計劃(Control Plan)的要求。
遂逐漸為各產業所接受,而成為一項品質管理活動中必備的工具。
但這項工具原本應該被視為如同品管方面的憲法層級的工具,卻在一般產業裡被忽視,大多數至少我們所見到的廠商(即便已經是某類世界第一大的ODM廠商)也是虛應一番,簡單到不行!窺諸其品質水準仍深陷於運用返工方式來降低不良的窠臼之中。
鴻海郭台銘之《郭語錄》中有:『魔鬼就藏在細節裡,如果經理人員不重視細節,就一定會失敗』。
二.QC工程表是什麼?QC工程表是依據客戶的各種需求,來製造滿足其需求產品的一種輔助工具。
它之所以能達成這個目的,是因為它對設計與篩選提供了一種結構性的方法,同時對整個系統實施能增加附加價值的管制方法。
它提供了關於整個系統,如何減少製程與產品變異的書面化的說明。
目前品管方面潮流趨勢正是如何減少製程&產品變異的挑戰。
而QC工程表正是一份敘述如何管制各種零件與製程的系統書面說明。
QC工程表乃是將整個製程包括進料、製程、出貨以及定期性檢驗的各個階段所需採取的措施,加以詳細地說明,以確保製程所有各階段的產出均在控制之中。
在正式量產中,QC工程表對需要進行管制的特性值,提供了製程進行各種監控及管制的方法說明。
三.QC工程表製作之準備為了要讓製程管制與改善能有效的進行,必須對製程要有基本的認識。
而為了要對製程能有充分的了解,企業應該組成一支具備多種學問的小組,並運用各種所能取得的資訊來製作QC工程表。
這些資訊包括了:1. 製造流程圖2. 設計/製程用的FMEA3. 特定的品質特性值4. 相同零件或組件過去的教訓5. 製程的知識6. 設計審查7. 最佳化方法(D.O.E、田口品質工程)一份完善的QC工程表,基本上需要具備至少事上述七項工具手法,才可能寫出一份好的QC 工程表。
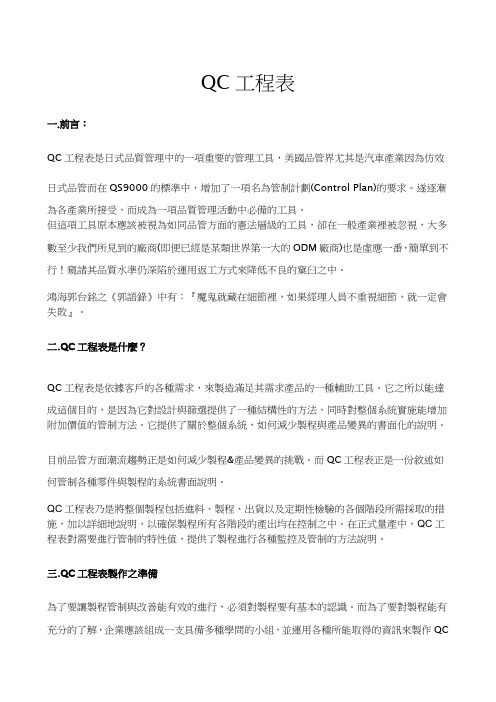
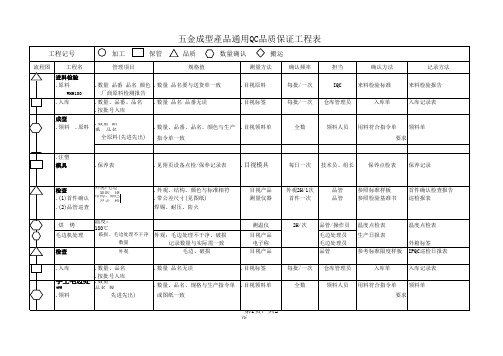
五金成型产品通用QC品质保证工程表(生产控制计划) 范本
参照标准样品
来料检验报告 供应商出货检验报告
目视产品
全数
品检员
参照不良图片
目视
1批/次 包装员
参照客户特殊要求
/
目视标签
每批/一次
入库员 入库单
入库记录表
目视/测量仪器
抽检
目视送货单 每批/一次
OQC
参照标准及图纸 出货检验报告
仓管员
送货单
出货记录
表单编号:
全原料(先进先出)
.数量、品番、品名、颜色与生产 指令单一致
.目视原料 .目视标签
.目视领料单
确认频率
担当
确认方法
每批/一次
IQC
来料检验标准
每批/一次 仓库管理员
入库单
记录方法 来料检验报告 入库记录表
全数
领料人员
用料符合指令单 领料单 要求
.注塑 模具
.保养表
.见附页设备点检/保养记录表 .目视模具
外观
外观
包装 .包装方式确 认
.数量确认
数量、包材、规格、包 包装方式符合客户要求 装方法、标签标识
.标签确认
入库
OQC抽检 .出货
.数量、品番、品名 .数量 品名 品番无误
按批号入库
外观.结构、颜色、尺 寸、性能、包装
.无混装 无短装
.数量、品番、品名 .数量 品名 品番无误
测量方法
目视产品 测量仪器 测试仪器
确认频率 外观2H/1次
首件一次
担当 品管 品管
确认方法 参照标准样板 参照检验基准书
记录方法 首件确认检查报告 巡检报表
目视产品 自检
作业员
参照首件样品
生产日报表
SMT标准QC工程表

烤箱 炉温温度测 试仪
1次
批
测试
生产/品 首件检查表 COB 稽核日报表 保
O
SOP
邦机 拉力计
100%
首件 生产/品 测试/目检 日 保
邦机参数对照表 拉力记录表 X-R管制图 COB稽核日报表
B
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
检查日报表
望线
打线品质
SOP
显微镜
100%
日
生产线/ 检查日报表COB 稽核日报表 品保
文件编号 产品名称 工程名称 制程内容 管制项目
QC工程表 管制标准
制定 审核 工程规范 仪器 设备 工/治具
制定日期 修改日期 抽样设定 样本 频率 检查 方法
版本 页别 权责 单位
试用版 1/6 品质记录 异常处理
网板张力:30~50牛顿/CM 网板张力 网板寿命:依张力测试结果定 网板寿命 网板清洁管理 清洁:1次/25片
日 首件
测试
生产/品 保
首件检查表 X-R管制图
外观检验
封胶高度 、范围
SOP
100%
日
目检
检查日报表 品保 生产线 COB稽核日报表
COB成品测 测试程序 试
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
检查日报表 首件检查表 稽核日报表 抽检履历表
IPQC
巡检/抽检
针对所有工站稽核相关品质 检验规范 SOP 依COB的SOP/检验步骤、AQL抽样水准进 AQL 行抽检 剥FILM:FILM不能有破损折皱现象 擦LCD:LCD不能有缺角,破损,刮伤 擦PCB:金手指不能断裂,污垢,刮伤 SOP
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法 樣 責任者
IQC
管制方法/記錄 客供BOM&領料單
反應/矯正 計劃
隔離 / 連絡客戶
1 進料檢驗輔助材料
19 WI-20-01
○廠牌外觀標識
IQC進料檢驗作業規範
C 規格正確,有效期限內 核對供應商品質 證明文件
n=1,1次/每批 IQC FP-18-03訂購單
隔離 / 通知供 應商換貨
2 整腳作業零件整腳
8 修補作業
生產
設備/治工具
編 號
特 作業條件/標準
溫控烙鐵 28 DIP修補線作業規範 客供作業SOP
性 品質特性 ○產品 / ◎製程
◎手插零件極性方向確認 ◎焊錫面確認
防呆
特
性 等
產品/製程/
級
規格/公差
C 不可有短路、錫渣、錫洞
方 量測技術/儀器
烙鐵測溫器 目視檢驗
抽 頻率 每片
法
樣 責任者
管制方法/記錄
首中末/始業 組長 DIP首(末)件檢查表 停止作業/扭力 設定再確認
4 插件作業PCB放置
插件線 22 客供作業SOP 波焊載具
◎平整放入固定治具中
C 確實平整放入,並使用 目視檢查 固定夾固定PCBA
每次 作業員 波焊前檢驗
停止作業/PCB 放置方式再確認
4 插件作業所有零件
插件線 23 客供作業SOP
波焊載具
工程資料BOM
◎零件位置極性方向確認
C 不可有錯件、漏件及反向 目視檢查
每片 作業員 波焊前檢驗
停線/物料或作業 方式再確認
5 波焊前檢驗與 修正
24 客供作業SOP
◎手插零件極性方向確認 ◎裝載具固定PCB確認
C 不可有錯件、漏件及反向 目視檢查 PCB需平整置於治具上
每片
技術員 DIP首(末)件檢查表 停線/物料或作業 方式再確認
5 首件確認 QC目視確認
放大鏡
25 客供作業SOP 工程資料BOM
◎手插零件極性方向確認
B 不可有錯件、漏件及反向 目視檢查
每批
檢驗員 DIP首(末)件檢查表 停線/找出原因 修正後再確認
6 波焊製程 7 剪腳作業
波焊錫爐 26 波焊製程作業規範 ◎溫度/時間 ◎焊接狀態
斜口鉗
27 剪腳作業標準規範 ◎剪腳高度 客供作業SOP
放大鏡 32 OQC成品抽驗SOP
◎外觀及錫面狀態抽驗 ◎零件極性方向確認
C 不可有錯件、漏件 目視檢驗 位移及反向
每批 依AQL
OQC 抽驗記錄表
隔離.記錄/提列報表並 回饋給檢驗人員改善
13 包裝出貨
產品搬運貯存包裝與 ◎包裝的可靠度 防護作業指導書
C 包裝必需符合客戶要求 目視檢驗 產品保護確實且有作用
B 不可有錯件、漏件及反向 目視檢驗 短路、錫渣、錫洞
每批
組長 DIP首(末)件檢查表 隔離並維修/提列 報表月會檢討改善
11 ICT測試
ICT
31 量測設備作業指導書 ◎確認ICT測試程式版本
與治具
C 程式版本與測試治具必需 ICT 符合產品測試要求
每片 測試員 ICT作業檢查表
修正/再檢驗
12 OQC抽驗
IQC進料檢驗作業規範 ○客戶進料檢驗OK
特 性
防呆 等
級
產品/製程/ 規格/公差
C 規格與數量正確
QC工程表
(CONTROL PLAN)
制訂日期
客(如需要)
其他核准/日期(如需要)
修訂日期
方 量測技術/儀器
核對BOM及領料單 目視檢驗
抽 頻率
n=1,1次/每批
□ 試作(原型)
█ 量試
管制計畫編號
機種名稱/最後設變版次
供方/工廠
□ 量產 供方代碼
主要聯絡人/電話: 核心小組 產品名稱/描述
供方工廠核准/日期
工 工程名稱 序 (作業描述)
1 進料檢驗所有零件物料
生產
設備/治工具
編 號
特 作業條件/標準
性 品質特性 ○產品 / ◎製程
18 WI-20-01
○廠牌外觀標識
作業員 DIP生產報表
反應/矯正 計劃
隔離/烙鐵溫度 及作業方式確認
9 銅箔面錫點檢查 放大鏡 29 客供作業SOP
◎銅箔面焊錫點確認
C 不可空焊、假焊、短路 目視檢驗
每片 檢驗員 DIP生產報表
通知停線/要求立 即改善並再確認
10 首件覆核
放大鏡
30 客供作業SOP 工程資料BOM
◎外觀及錫面狀態抽驗 ◎零件極性方向確認
溫度 自動 偵測
B 預熱區及錫爐溫度正確 測溫棒
C 不可有過長、太短、 100%目視檢驗
錫裂現象
游標卡尺
每批
作業員 波焊錫爐管理週報表 重測/爐溫再確認 組長
每片
作業員 FP-24-04DIP生產報表 隔離/比對Sample 及SOP作業
版本:A2
第1頁/共2頁
表單編號:FP-22-01
QC工程表
(CONTROL PLAN)
□ 試作(原型)
█ 量試
管制計畫編號
機種名稱/最後設變版次
供方/工廠
□ 量產 供方代碼
主要聯絡人/電話: 核心小組 產品名稱/描述
供方工廠核准/日期
制訂日期
客戶工程核准/日期(如需要) 客戶品質核准/日期(如需要)
其他核准/日期(如需要)
修訂日期
工 工程名稱 序 (作業描述)
整腳設備 20 客供作業SOP
◎插件零件腳高度確認
C 板下高度1.5~2mm 游標卡尺
n=1,1次/每批 整料員 DIP生產聯絡單
停止作業/整腳 條件再確認
3 鎖付螺絲端子座
電動起子 21 客供作業SOP
◎端子座焊腳平整插入確認 ◎銅箔面螺絲處點上可撥膠
C 電動起子鎖付扭力2±0.5㎏ 扭力計
不可漏鎖.鬆脫.歪斜.滑牙
每箱
OQC 出貨檢驗報告
重工/再檢驗 及重新包裝
版本:A2
第2頁/共2頁
表單編號:FP-22-01