BRC1802-150管道坡口加工、组对记录
管道安装组对施工记录2

管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46
46
管道安装组对施工记录
46。
管道组对焊接记录

0.3
0.5
合格
2018.2.1
YG-2018-JD005
JD005-10
2.0
33
2.1
0.2
0.5
0.3
0.4
合格
2018.2.1
YG-2018-JD005
JD005-11
1.8
30
2.4
0.3
0.2
0.5
0.4
合格
2018.2.1
YG-2018-JD005
JD005-12
1.8
32
2.2
0.3
合格
施工单位
建设单位
监理单位
质检员:
检验责任师:
焊接责任师:
日期: 2018年 2 月1日
代表:
代表:
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-16
1.6
35
2
0.5
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-17
1.9
35
2
0.5
0.5YG-2018-JD005
JD005-18
1.6
35
2.4
0.5
0.5
胜利油田金岛工程安装有限责任公司
管道焊口组对记录表
JL/TS-0701-39
工程名称:采油七区天然气管线改造工程
本
清
单
一
式
三
联
第
一
联
工
艺
留
存
;
第
二
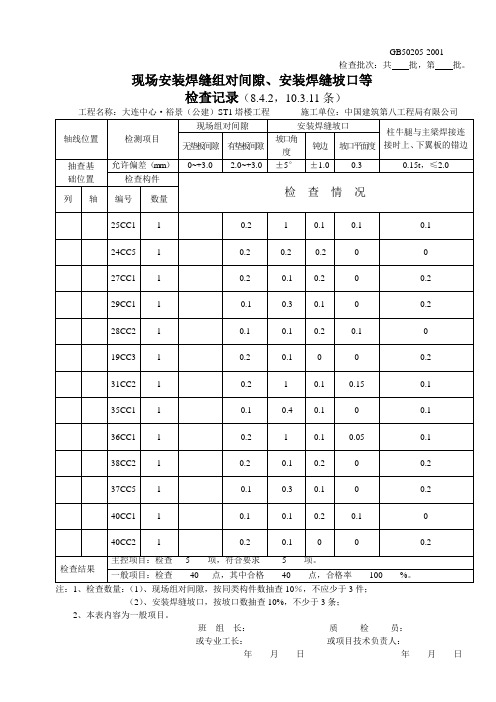
(参考)现场安装焊缝组对间隙、安装焊缝坡口等检查记录

现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)注:1、检查数量:(1)、现场组对间隙,按同类构件数抽查10%,不应少于3件;(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录

现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)注:1、检查数量:(1)、现场组对间隙,按同类构件数抽查10%,不应少于3件;(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司年月日年月日GB50205-2001检查批次:共批,第批。
管道坡口加工、组对、焊接作业指导书

1.适用范围本施工作业指导书适用于**************工程现场坡口加工、清管、组对、焊接作业施工。
2.主要编制依据2.5、《水平定向钻法管道穿越工程技术规程》CECS382:2014;2.6、《埋地钢质管道聚乙烯防腐层》GB/T23257-2009;2.7、《管道干线标记设置技术规范》SY/T6064-2011;2.8、《石油天然气工业管线输送系统用钢管》GB/T9711-2011;2.9、国家和水利及相关行业有关规程、规范及标准等。
3.工作流程4. 工作内容与要求 4.1 一般要求4.1.1根据焊接工艺评定书的要求,将到达施工现场的防腐管坡口进行修整,以达到焊接工艺要求的形式和几何尺寸,同时清理管口附近25㎜内的油垢、铁锈和污垢等,露出金属本色。
4.1.2组对前对管体防腐层、管材进行检查,如果有损伤应进行修补,损伤无法修补的防腐管,不得用于工程中。
对管口周长尺寸、壁厚进行复检,确保按设计要求正确使用。
采用清管器或其他使用的工具将管内杂物清理干净,以确保防腐管内部清洁,无任何杂物。
4.1.3 一般地段管口组对必须使用内对口器,连头处及安装弯头(管)时可采用外对口器。
管口组对比必须使用吊管机配合进行,吊管机数量定为两台,并采取适当的稳固措施,使管子在同一水平线上,支撑高度应大于0.5m 。
4.1.4组对时,管道坡口、钝边、对口间隙、错边量等尺寸必须符合施工规范和焊接规程的有关规定。
两管口的直焊缝或螺旋缝在圆周上必须错开100㎜以上,两环向焊缝间的长度不小于管外径。
4.1.5确认组对质量符合要求后进行焊前预热,预热必须严格按规范和焊接工艺规程要求进行,管口预热采用环形火焰加热器或火焰加热烤把进行加热,使用火焰加热烤把必须是焊口两侧同时均匀加热。
层间温度不应低于《焊接工艺规程》的要求,当达不到要求时,需进行加热后方可进行后续焊接施工。
4.1.6焊接材料在到达施工现场时必须具有质量证书、合格证、复检报告。
管道焊接组对检查记录
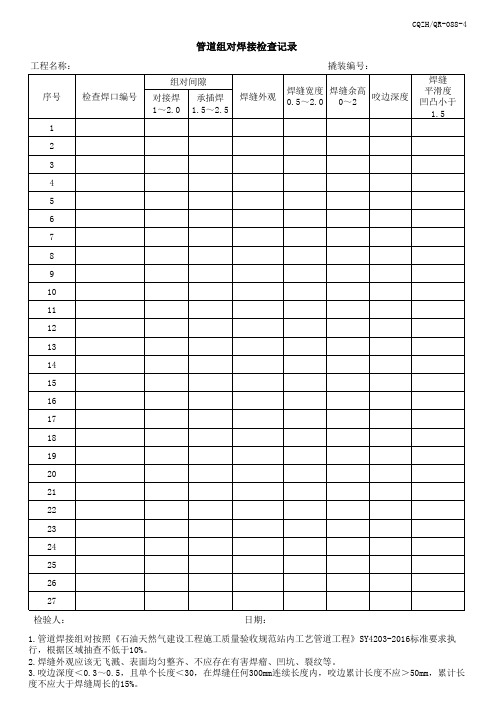
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道坡口加工检查记录

1.5
机械加工
0.9
6
V形
10
34
1.4
机械加工
0.9
7
V形
10
38
1.4
机械加工
0.4
8
V形
10
36
1.5
机械加工0.99ຫໍສະໝຸດ V形1036
1.5
机械加工
0.9
示意图
检查结果
坡口处母材无裂纹、重皮、破口损伤及毛刺等,坡口加工尺寸符合标准要求,15mm范围内已清除油漆、油污、锈斑、熔渣、氧化皮等,坡口表面已光泽并呈金属光泽。
项目负责人:项目质检员:班组长:
管道坡口加工检查记录
建设单位
施工单位
工程名称
检验日期
管线名称
检验部位
材质
规格
序号
坡口形式
接头结构尺寸
坡口加工方法
切口端面倾斜
偏差
δ(mm)
α(°)
P(mm)
1
V形
10
36
1.2
机械加工
0.7
2
V形
10
35
1.3
机械加工
0.5
3
V形
10
37
1.2
机械加工
0.6
4
V形
10
38
1.4
机械加工
0.4
5
V形
10
管道坡口加工、组对及检查记录
管道坡口加工、组对及检查记录日期:[记录日期]管道坡口加工和组对人员:[姓名1]、[姓名2]、[姓名3]检查记录员:[姓名4]1. 坡口加工情况:-管道编号:[管道编号]-加工人员:[姓名1]-加工工艺:[具体的加工工艺描述]-加工设备:[列出使用的加工设备]-加工结果:-坡口类型:[单V 坡口/双V 坡口/其他]-坡口尺寸:[具体的坡口尺寸,如深度、角度等]-加工质量评估:[优/良/合格/不合格]-备注:[任何额外的加工说明或发现的问题]2. 管道组对情况:-管道编号:[管道编号]-组对人员:[姓名2]-使用工具和设备:[列出使用的组对工具和设备]-组对过程:-组对方法:[具体的组对方法,如手动或使用工具]-组对结果:-对位准确性:[满足要求/需要调整/调整后满足要求]-度量数据:[测量数据,如偏差、间隙等]-备注:[任何额外的组对说明或发现的问题]3. 检查记录:-管道编号:[管道编号]-检查记录员:[姓名4]-检查内容:-检查项1:[具体的检查项描述,如坡口完整性、坡口尺寸、焊缝质量等]-结果:[合格/不合格]-建议或修复措施:[需要采取的进一步行动或建议] -检查项2:[同上]-结果:[合格/不合格]-建议或修复措施:[同上]- ...4. 结论和签字:经过加工、组对和检查的管道符合要求,并且可以进行下一步的操作。
-加工人员(签名):___________________-组对人员(签名):___________________-检查记录员(签名):___________________以上记录反映了管道坡口加工、组对和检查的关键信息和结果。
这些记录是为了确保管道质量和安全性,以及提供准确的数据和依据。
(整理)压力管道安装焊口组对记录卡

(1)规划实施后实际产生的环境影响与环境影响评价文件预测可能产生的环境影响之间的比较分析和评估;工程项目:
序号
(3)安全现状评价。(1)结合评价对象的特点,阐述编制安全预评价报告的目的。管线号
2.环境影响评价工作等级的划分依据
C.可能造成较大环境影响的建设项目,应当编制环境影响报告书焊工
编号
管道
规格
焊接接头组对检查项目
组对
时间
焊接位置
(水平\清理
错边量
组对间隙
技术负责人:
质检员:
班(组)长:
8.编制安全预评价报告2)预防或者减轻不良环境影响的对策和措施。主要包括预防或者减轻不良环境影响的政策、管理或者技术等措施。焊缝
(5)为保障评价对象建成或实施后能安全运行,应从评价对象的总图布置、功能分布、工艺流程、设施、设备、装置等方面提出安全技术对策措施;从评价对象的组织机构设置、人员管理、物料管理、应急救援管理等方面提出安全管理对策措施;从保证评价对象安全运行的需要提出其他安全对策措施。对策措施的建议应有针对性、技术可行性和经济合理性,可分为应采纳和宜采纳两种类型。编号
(5)为保障评价对象建成或实施后能安全运行,应从评价对象的总图布置、功能分布、工艺流程、设施、设备、装置等方面提出安全技术对策措施;从评价对象的组织机构设置、人员管理、物料管理、应急救援管理等方面提出安全管理对策措施;从保证评价对象安全运行的需要提出其他安全对策措施。对策措施的建议应有针对性、技术可行性和经济合理性,可分为应采纳和宜采纳两种类型。
坡口加工、清理、焊接作业指导书
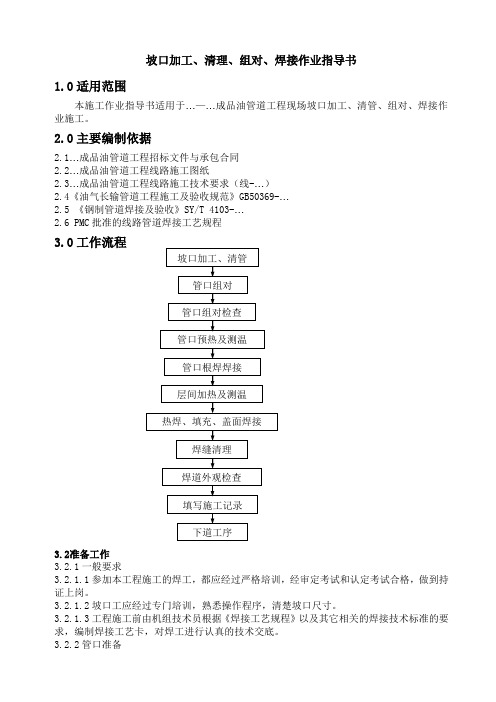
坡口加工、清理、组对、焊接作业指导书1.0适用范围本施工作业指导书适用于…—…成品油管道工程现场坡口加工、清管、组对、焊接作业施工。
2.0主要编制依据2.1…成品油管道工程招标文件与承包合同2.2…成品油管道工程线路施工图纸2.3…成品油管道工程线路施工技术要求(线-…)2.4《油气长输管道工程施工及验收规范》GB50369-…2.5 《钢制管道焊接及验收》SY/T 4103-…2.6 PMC批准的线路管道焊接工艺规程3.0工作流程Array3.2准备工作3.2.1一般要求3.2.1.1参加本工程施工的焊工,都应经过严格培训,经审定考试和认定考试合格,做到持证上岗。
3.2.1.2坡口工应经过专门培训,熟悉操作程序,清楚坡口尺寸。
3.2.1.3工程施工前由机组技术员根据《焊接工艺规程》以及其它相关的焊接技术标准的要求,编制焊接工艺卡,对焊工进行认真的技术交底。
3.2.2管口准备3.2.2.1在施工现场,连头处采用机械或氧乙炔切割加工,但必须用动力砂轮机将坡口修磨均匀、光滑。
管端坡口如有机械加工形成的内卷边,用锉刀或电动砂轮机清除整平。
3.2.2.2管口的坡口形式、坡口角度、钝边应符合焊接工艺规程中的规定;外径相等壁厚不3.2.2.3采用角向砂轮机和电动钢丝刷将管口内外表面坡口两侧20mm范围内清理至显出金属光泽,被焊表面应均匀、光滑,不得有起鳞、磨损、铁锈、渣垢、油脂、油漆和其它影响焊接质量的有害物质。
3.2.2.4检查钢管端部附近(10mm)原有的直缝余高是否打磨,是否平缓过渡。
当有问题时,将影响超声探伤的质量,应经监理同意后予以修理。
3.2.3焊接设备的准备3.2.3.1工程所用的焊接设备能满足焊接工艺要求,具有良好的工作状态,准确的量值显示和安全性。
本工程采用林肯直流弧焊机,型号为DC-400,配LN-23P自动送丝机。
3.2.3.2正式焊接前,应在试板上调整焊机的焊接参数,焊接参数包括:电压、电流、焊速、电源极性、送丝速度、干伸长度、电弧的摆幅、摆频和良好的停留时间等。
新编现场安装焊缝组对间隙、安装焊缝坡口等检查记录
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)注:1、检查数量:(1)、现场组对间隙,按同类构件数抽查10%,不应少于3件;(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司年月日年月日GB50205-2001检查批次:共批,第批。
(整理)xf[精品]现场安装焊缝组对间隙、安装焊缝坡口等检查记录
![(整理)xf[精品]现场安装焊缝组对间隙、安装焊缝坡口等检查记录](https://img.taocdn.com/s3/m/13cb55ffaa00b52acfc7ca38.png)
GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)注:1、检查数量:(1)、现场组对间隙,按同类构件数抽查10%,不应少于3件;(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
xf[精品]现场安装焊缝组对间隙、安装焊缝坡口等检查记录
![xf[精品]现场安装焊缝组对间隙、安装焊缝坡口等检查记录](https://img.taocdn.com/s3/m/adc6c8e75022aaea998f0fb4.png)
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
班组长:质检员:现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)注:1、检查数量:(1)、现场组对间隙,按同类构件数抽查10%,不应少于3件;(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;2、本表内容为一般项目。
年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司(2)、安装焊缝坡口,按坡口数抽查10%,不少于3条;或专业工长:或项目技术负责人:年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)年月日年月日GB50205-2001检查批次:共批,第批。
现场安装焊缝组对间隙、安装焊缝坡口等检查记录(8.4.2,10.3.11条)工程名称:大连中心·裕景(公建)ST1塔楼工程施工单位:中国建筑第八工程局有限公司年月日年月日GB50205-2001检查批次:共批,第批。
组对、焊接、外观

焊口号
焊接层次
电流极性
电流(A)
电压(V)
焊接速度(cm/min)
施焊人
施焊日期
记录人
YGBG-35
管道焊缝外观检查记录
工程名称:
施工单位:
序
号
焊口号
有无表面缺陷
咬边情况
焊缝余高(mm)
焊缝宽度(mm)
外观质量
情况
检查人
检查日期
备注
咬边深度(mm)
咬边长度(mm)
焊口号有无表面缺陷咬边情况焊缝余高mm焊缝宽度mm外观质量情况检查人检查日期备注咬边深度mm咬边长度mm
YGBG-33
管道组对记录
工程名称:
施工单位:
序号
焊口号
焊口上游钢管出厂编号
管子
规格
钝边(mm)
间隙(mm)
坡口角度(°)
错边量(mm)
检查日期
检Hale Waihona Puke 人YGBG-34管道焊接记录
工程名称:
施工单位:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16
V
30º
1.3
0
合格
17
V
30º
1.5
1.5
合格
18
V
30º
1
1
合格
19
V
30º
1.5
0.1
合格
20
V
30º
1
0.3
合格
21
V
30º
2
0.2
合格
质量检查员:赵奉会施工人员:卜祥兵
2013年9月1日
材料种类
内壁错边量
碳素钢、合金钢
≤壁厚的10%,且不应大于2
铝及铝合金
壁厚≤5
≤0.5
壁厚>5
≤壁厚的10%,且不应大于2
铜及铜合金
≤壁厚的10%,且不应大于1
钛及钛合金
≤壁厚的10%,且不应大于1
镍及镍合金
≤0.5
锆及锆合金
≤壁厚的10%,且不应大于1
2.每个组对焊口全部检查。
合格
4
V
30º
2.2
0
合格
5
V
30º
1.5
1.5
合格
6V30º1源自41合格7
V
30º
1.3
0.1
合格
8
V
30º
1.5
0.3
合格
9
V
30º
1
0.2
合格
10
V
30º
1.5
0.11
合格
11
V
30º
1
0
合格
12
V
30º
2
1.5
合格
13
V
30º
2.2
1
合格
14
V
30º
1.5
0.1
合格
15
V
30º
1.4
0.11
管道坡口加工、组对记录
编号:LXZB-GDAZ03.12-04
工程编号:
工程名称:氯水脱氯
分项工程名称/编号:
管线编号
BRL1703-125
管道材质
TA2
管道规格
133*4
焊口编号
坡口加工
焊口组对
检查结果
坡口形式
坡口角度
组对间隙
错边量
1
V
30º
1.5
0.2
合格
2
V
30º
1
0.11
合格
3
V
30º
2
0.11