产品安全特性控制程序AO新
AO产品介绍
AO产品的特色
• 镀多层减反射增透膜(1.50,1.56, 1.60,1.67)
技术:采用美国先进的真空镀膜技术,镜 片表面镀5层增透膜,透光率在97%以上。 膜色:为清新的绿色,健康、舒适。 硬度:镜片表面的抗磨花性能良好。
AO产品的特色
• 镀多层减反射增透膜可以提高镜片的透光
率,视物更加清晰自然,减少视疲劳。
AO产品的特色
• 镀ITO膜(1.56,1.60,1.67) ITO膜是导电膜,其用途主要是:减少灰尘吸附在 镜片的表面,使镜片更容易保持清洁,减少磨损。
镜片表面镀ITO膜
镜片表面未镀ITO膜
AO产品的特色
• 大众给ITO膜赋予的功能:防电磁波 注意: 镜片表面的OPT膜可以防电磁波的这种功能并没有被 科学所证实,而且电磁波对眼睛的伤害暂时还没有权 威的论证。
» 加硬加膜系列: 1.50/1.56/1.60/1.67
» 非球面系列:
1.56/1.60/1.67
AO产品的特色
• 加硬镜片(1.50,1.555) 技术:采用美国光学先进技术,在镜 片表面镀特硬的防刮伤的聚硅烷加硬 膜层,拜尔实验(better)可以达到 6.2级。 特点:易清洁、更耐用、更易保管。
AO 历史
1996年美国光学公司(American Optical,简称AO)与苏拿公司 (SOLA)强强联手!
AO——品牌享受
• 170多年的老名牌 • 苏拿优质的质量保证 • 大众付的起的国际知 名品牌 • 最新的技术支持 • 可靠的销售服务
AO成品镜片系列
» 加硬系列:
1.50/1.56
AO 历史
美国光学公司(American Optical, 简称AO),1833年成立于麻省(马萨 诸赛州)南桥市,初创时就研制和开发 了美国本土上的第一副眼镜,树立了美 国眼镜行业的行业标准,
产品质量控制程序

产品质量控制程序
标题:产品质量控制程序
引言概述:
产品质量控制程序是企业保证产品质量的重要手段,通过严格的质量控制程序,可以确保产品符合标准和客户需求,提高产品的竞争力和市场份额。
本文将从五个方面详细介绍产品质量控制程序的重要性和实施方法。
一、质量标准的制定
1.1 确定产品质量标准的重要性
1.2 制定质量标准的原则和方法
1.3 定期审查和更新质量标准
二、原材料采购和检验
2.1 选择合格的供应商
2.2 制定原材料采购标准
2.3 对原材料进行严格的检验和把关
三、生产过程控制
3.1 设立生产控制点
3.2 实施生产过程监控
3.3 及时调整生产过程,确保产品质量稳定
四、产品检验和测试
4.1 制定产品检验计划
4.2 实施产品检验和测试
4.3 对不合格产品进行处理和改进
五、质量反馈和改进
5.1 采集客户反馈和投诉
5.2 分析质量问题的原因
5.3 制定改进计划并持续优化产品质量
结论:
产品质量控制程序是企业保证产品质量的重要保障,通过严格执行质量控制程序,可以有效提升产品质量,提高客户满意度,增强企业竞争力。
企业应该根据自身情况和产品特点,制定符合实际情况的质量控制程序,并不断完善和优化,以确保产品质量和市场竞争力的持续提升。
认证产品的变更及一致性控制程序

1.目的:本厂制定本程序以保证本厂所有认证产品与型式认可样品在规定的程度内的一致性。
2.范围:程序适用于本厂对认证产品一致性的管理、应含产品设计(设计变更)、工艺和资源、采购、生产制造、检验、产品防护与交付等所有环节。
3.权责;3.1质量负责人确保制造的认证产品符合认证标准要求,及时向产品检测部门或认证机构申报涉及获证产品安全性能的变更,确保认证证书和认证标志的正确便用,审批认证产品技术资料。
3.2质量负责人与认证机构联络认证工作。
3.3品质部提供与型式认可试验申报资料一致的认证产品技术资料,以指导认证产品的采购、生产和检验。
3.4采购人员按规定采购原材料和零配件。
3.5生产部和品质部在生产过程首检中对认证产品进行一致性检查。
4.控制程序;4.1本厂的质量负责人,上述第2.1条中所有规定的职责。
4.2品质部提供型式认可样机或型式认可时申报的图样、文件等资料一致的产品的结构、零部件和布线等技术资料(资料可以是文件、图纸、图示、样板)作为认证产品的采购、制造和检验的依据。
上述资料须经质量负责人审批方可发放使用。
4.3采购人员按认证产品的原材料、零部件的技术资料实施采购。
4.4进货检验人员按原材料、零部件的技术资料和标准进行检验或验证,确保所采购的认证产品物料与型式认可样品和型式认可报告相一致。
4.5仓库管理人员负责物料的保管和发放,确保库存物料的质量完好。
4.6 生产部按照认证产品的资料进行装配。
生产必须使用与型式认可一致的零部件。
初始装配,应检查产品的标志(制造厂名、商标、额定电压、额定功率、型号、警告标志)、结构、内部接线、零部件与认证产品是否致。
如不一致,应予以立即纠正。
4.7认证产品的最终检验相关的检验标准规定实施外,同时检查认证产品的一致性。
4.8认证产品发生以下相关信息的变化时,应由质量负责人事先向认证机构提出认证变更申请,经认证机构确认批准后方可实施变更。
4.8.1获证产品的名称、型号更改,商标更改;4.8.2获证产品的认证证书上增加或减少同种产品其它型号;4.8.3原申请人或制造商的名称地址更改:4.8.4生产厂的名称更改,地址名称更改、地址搬迁;4.8.5产品认证所依据的国家标准、技术规则或认证实施细则发生变化;4.8.6变更或增加适用性一致的安全件供应商:4.8.7生产厂的质量体系发生变化(例如所有权、组织机构或管理者发生了变化)。
2023年二级注册计量师考试-计量法律法规及综合知识模拟试题7

2022年二级注册计量师考试-计量法律法规及综合知识模拟试题7姓名年级学号题型选择题填空题解答题判断题计算题附加题总分得分评卷人得分一、单项选择题1.通常首次检定费和周期检定费应分别计入()。
A.安装成本和维护成本√B.基本成本和安装成本C.维护成本和安装成本D.基本成本和维护成本解析:测量仪器的经济性是指该仪器的成本,它包括基本成本、安装成本及维护成本。
基本成本一般是指设计制造成本和运行成本。
对于连续生产过程中使用的测量仪器,安装成本中还应包括安装时生产过程的停顿损失费(停机费)。
通常认为,首次检定费应计入安装成本,而周期检定费应计入维护成本。
2.实现单位统一,保障量值准确可靠的活动,被称为()。
A.测量B.计量√C.检定D.检测解析:测量是指用实验的方法,将被测量(未知量)与已知的标准量进行比较,以得到被测量大小的过程;测量仪器的检定是指查明和确认测量仪器是否符合法定要求的程序,它包括检查、加标记和(或)出具检定证书;检测有时又称测试或试验,是指对给定的产品、材料、设备、生物体、物理现象、工艺过程或服务,按照规定的程序确定一个或多个特性或性能的技术操作。
3.家庭用的电能表是一种()测量仪器。
A.显示式B.比较式C.积分式√D.累积式解析:积分式测量仪器是指通过一个量对另一个量的积分来确定被测量值。
家庭用的电能表,测量的是在两次付费时刻之间的一段时间内,所耗用的电功率对时间的积分,属于积分式测量仪器。
4.制造计量器具的企业、事业单位生产本单位未生产过的计量器具新产品,必须经()对样品的计量性能考核合格,方可投入生产。
A.有关人民政府计量行政部门B.省级以上人民政府计量行政部门√C.县级以上人民政府计量行政部门5.()是一个国家科学计量水平的体现。
A.参考标准B.工作标准C.国家基准√D.传递标准解析:国家基准是指经国家决定承认的,在一个国家内作为对有关量的其他测量标准定值的依据的测量标准。
国家基准是一个国家科学计量水平的体现。
质量控制程序
质量控制程序标题:质量控制程序引言概述:质量控制程序是一种管理和监控产品或者服务质量的系统。
它旨在确保产品或者服务符合特定的标准和要求,以满足客户的期望。
本文将介绍质量控制程序的重要性,并详细阐述其四个主要部份。
一、质量目标的设定1.1 确定产品或者服务的关键特性:质量控制程序的第一步是确定产品或者服务的关键特性。
这些特性可以是产品的功能、性能、可靠性等,或者是服务的准确性、响应时间、客户满意度等。
通过明确这些特性,可以为后续的质量控制活动提供明确的目标。
1.2 设定质量目标:在确定了产品或者服务的关键特性后,质量控制程序需要设定具体的质量目标。
这些目标应该是可量化的,例如减少产品缺陷率、提高服务准确性等。
设定质量目标可以为质量控制活动提供具体的方向和标准。
二、质量控制计划的制定2.1 确定质量控制活动:根据质量目标,质量控制程序需要确定具体的质量控制活动。
这些活动可以包括产品或者服务的检验、测试、评估等。
通过明确这些活动,可以确保所有的质量控制工作都得到充分的考虑。
2.2 制定质量控制计划:在确定了质量控制活动后,质量控制程序需要制定具体的质量控制计划。
这个计划应该包括每一个质量控制活动的具体步骤、时间表和责任人。
通过制定质量控制计划,可以确保质量控制活动的顺利进行,并及时发现和解决潜在的质量问题。
三、质量控制的实施和监控3.1 实施质量控制活动:根据质量控制计划,质量控制程序需要实施具体的质量控制活动。
这包括产品或者服务的检验、测试、评估等。
通过实施这些活动,可以及时发现和解决质量问题,确保产品或者服务的质量符合标准和要求。
3.2 监控质量控制活动:在实施质量控制活动的过程中,质量控制程序需要不断监控质量控制的效果和发展。
这可以通过采集和分析质量数据、进行内部审核和评估等方式来实现。
通过监控质量控制活动,可以及时调整和改进质量控制计划,提高质量控制的效果和效率。
四、质量改进和持续优化4.1 分析和改进质量问题:质量控制程序需要对质量问题进行分析,并制定相应的改进措施。
分布式IO

1797-CEC & BIC
1797-IBN16
1797-IB16
安全区域
或 Class I, Div II
1794-TB3 1797-TB3 1797-TB3 1797-TB3
危险区域
• Class I Div. 1 / Zone 1 • Zone 1
需要同时使用 BIC隔离器和CEC连接器 Flex Ex I/O模块需要使用Flex Ex 本安电源 连线到现场设备
(DeviceNet and Ethernet/IP)
GuardPLC I/O
(GuardPLC ENet & EtherNet/IP)
* 可内部集成 DeviceLogix智能 Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
14
FLEX Ex 应用方式四:总线隔离器和扩展电缆
1794-ACNR 1794-AENT 1794-ASB 1794-ADN 1797-CEC 1797-BIC
安全区域
或 Class I, Div II 1794-CE1 or CE3
ArmorPoint 1738
24Vdc, 120/230Vac, relay, analog, specialty, RTD/TC, serial 2-16 点 EtherNet/IP, DeviceNet, ControlNet, 8 mm, 12 mm, 23 mm, & D-Shell 现场级(IP69K), 盘柜,水平, 垂直 Yes
产品检验控制程序

5.2电缸模组检验规范QS-QCD-02
5.3气缸检验规范QS-QCD-03
6.0相关记录:
6.1产品制程检查表QR-QCD-003
6.2组立检验记录表(首-巡-终)QR-QCD-004
6.3线上检查表QR-QCD-002
6.4来料检测记录表QR-QCD-013
进料检验项目如下:
类别
内容
检验项目
检验频率
检验方式
抽检比率
原材料
铝制品
铁制品
压铸件
尺寸
外观
厂家检验报告
每批
抽检
2%
辅料
橡胶制品
标准件
尺寸
外观
每批
抽检
0.2%
包装辅材
PE袋
气泡膜
纸箱
尺寸
外观
每批
抽检
0.2%
4.2过程检验
4.2.1首检
各组长在批量生产前,须按照图纸要求制作首件,并对首件检查合格后,交生产主管确认OK后,交质检部进行首检。质检部按照图纸对首件检验合格后,在首件签名确认:
4.4:出货时,仓库依据业务的“发货通知单”上规定交期,应提前备料,交送货员带给客户验收。
4.5进料、过程、最终检验过程中应严格按相关要求对产品的性能进行相关测试及试验,并做好相应的检验记录,交品管部主管审核保存。
4.6品管部负责每月对各工序产品质量按工厂有关规定进行统计分析,并负责保存有关记录。
5.0相关文件
4.2.3巡检
4.2.3.1零配件
质检部不定时对各工序进行巡检(每次巡检时间间隔不得大于2小时),并将巡检结果记录于“产品制程检查表QR-QCD-003”中。发现不合格时,检验员立即通知生产单位进行改善,生产的不合格品按《不合格品控制程序QS-QCD-01》处理。
产品质量先期策划和控制计划 (ppt 109页)
AOQP讲义
DFMEA是一种评定失效可能性及其失效影响 的分析技术,DFMEA的一种形式为系統失效 模式及后果分析(SFMEA),DFMEA是一种动能 文件,隨顾客需要和期望不断更新,DFMEA 的制定为小组提供了评审以前选择的产品和 过程特性和作出必要補充、改变和刪减的机 会,利用FMEA手冊,还应评审A-1中的设计 FMEA清单,以保证已考虑合适的设计特性。
精品ppt模板供大家使用
AOQP讲义
组织小组 –产品质量策划供方的第一步是确定橫
向职能小组职责,有效的产品质量策 划不仅仅需要质量部门的参与。适当 时,初始小组可包括技术、制造、材 料控制、采购、质量、销售、现场服 务、分承包方和顾客方面的代表
精品ppt模板供大家使用
AOQP讲义
确定工作范围
产品项目的最早阶段,对策划小组而言,重要的是识 別顾客需要、期望和要求,小组至少应聚到一起以 – 选出项目小组负责人监督策划过程
精品ppt模板供大家使用
AOQP讲义
可靠性目标是在顾客需要和期望、项目 目标及可靠性基准的基础上制定的。顾 客需要和期望可以是无安全问题和可维 修性。有些可靠基准可以是竞争者产品 的可靠性、顾客的报告或在一设定时间 內修理的频率。总的可靠性目标可用概 率和置信度表示。质量目标是基于持续 改进的目标,诸如PPM、缺陷水平或废品 降低率
精品ppt模板供大家使用
AOQP讲义
产品的后续顾客可提供与他们需要和期 望有关的有价值信息,此外,后续产品 顾客可能进行部份或全部前面已提到的 评审和研究。顾客或供方应使用这些输 入以开发统一的衡量顾客满意的方法
以上为第一阶段输入,以下为第一阶段输出
精品ppt模板供大家使用
产品质量检测控制程序(一)
产品质量检测控制程序(一)引言:产品质量检测控制程序是企业保证产品质量的重要手段。
通过建立科学、严格的产品质量检测控制程序,企业能够确保产品的稳定性、可靠性和安全性。
本文将对产品质量检测控制程序进行详细探讨,包括标准制定、样品采集、实验室测试、数据分析和持续改进等方面。
正文:1. 标准制定1.1 理解产品质量标准的重要性1.2 分析国家和行业相关标准1.3 制定企业内部的产品质量标准1.4 确定产品质量指标和参数1.5 评估标准的有效性和可操作性2. 样品采集2.1 制定样品采集计划2.2 确定采样点和采样频率2.3 确保采样过程的科学性和代表性2.4 样品标识和管理2.5 进行样品分析前的预处理3. 实验室测试3.1 确定合适的实验室设备和仪器3.2 建立实验室测试方法和流程3.3 进行合格验证和校准3.4 按照标准操作和控制实验室环境3.5 处理实验室测试结果和数据4. 数据分析4.1 对实验室测试数据进行收集和整理4.2 进行数据的统计分析和图表展示4.3 与产品质量标准进行比较和评估4.4 发现异常数据和不合格品4.5 提供质量改进的建议和措施5. 持续改进5.1 设立产品质量改进目标和指标5.2 进行质量管理评估和审核5.3 追踪和监控产品质量相关指标5.4 制定纠正措施和预防措施5.5 定期组织质量改进活动和培训总结:通过对产品质量检测控制程序的详细阐述,可以看出,建立科学、严格的产品质量检测控制程序对企业确保产品质量的重要性。
产品质量标准的制定、样品采集、实验室测试、数据分析和持续改进等步骤都是保证产品质量的关键环节。
企业应该始终致力于提高产品质量检测控制程序的科学性和有效性,以确保产品质量的稳定和可靠。
程序文件-产品监视和测量控制程序

*******有限责任公司质量管理体系程序文件产品监视和测量控制程序编制:审核:批准:2024-01-01 发布 2024-01-01 实施1. 目的通过监测、检验和试验的实施,保证零配件、原材料、在制品及成品满足规定的要求。
2. 适用范围本程序适用于公司的采购/外协物料、在制品、半成品和成品的检验控制。
3. 定义采用ISO9001:2008标准所给出术语和定义;4. 职责4.1 工艺部:负责策划产品的实现过程,并编制和提供产品采购、生产加工、检验及试验等所需的各类技术文件;4.2 质量部:负责依据产品工艺及检验规程实施专检,及生产过程在制品的首检<工序填写,质检签认>和巡检,并负责产品合格与否的判定及检验标识。
4.3 制造部:负责组织产品的生产加工,要求生产员工做好产品的首检、自检、互检,及不合格品的返工和返修,确保生产加工的产品符合规定要求;4.4 物流部:负责所采购及贮存的生产物料符合产品技术质量要求,并负责收集和提供来料检验所需的相关资质证明;材质书、合格标签等4.5 总经理:负责产品紧急(例外)放行的批准。
5. 工作程序5.1 来料检验5.1.1质量部应视各类物料及配件与产品质量的重要程度,来确定来料检验方式(包括检验、试验、测量、工艺验证、提供合格证明文件等),编制相应的进货检验规程,并组织实施。
5.1.2对购进的各类物料及配件,仓库保管员应核对送货单,收齐相关资质证明,确认物料品名、规格、数量等无误、包装无损后,置于待检区,及时通知相关质检员进行检验。
5.1.3 质检员根据产品技术要求及检验规程进行相关检验后,填写《来料检验记录》并标识:检验合格的,仓库管理员办理物料入库手续;检验不合格的,按《不合格品控制程序》的规定处置。
5.1.4 紧急放行:当生产急需来不及检验和试验的生产物料、产品或配件,在可追溯的前提下,由制造部填写《紧急(例外)放行申请单》,经总经理批准后,发给相关部门及生产单位:(1)仓库管理员根据批准的《紧急(例外)放行申请单》,按规定数量留取同批样品送检,其余由质检员按《紧急(例外)放行申请单》进行相关记录和标识后放行,有关生产车间在其后生产加工过程中应保持“紧急放行”的相关记录和标识,以便追溯。
质量记录单
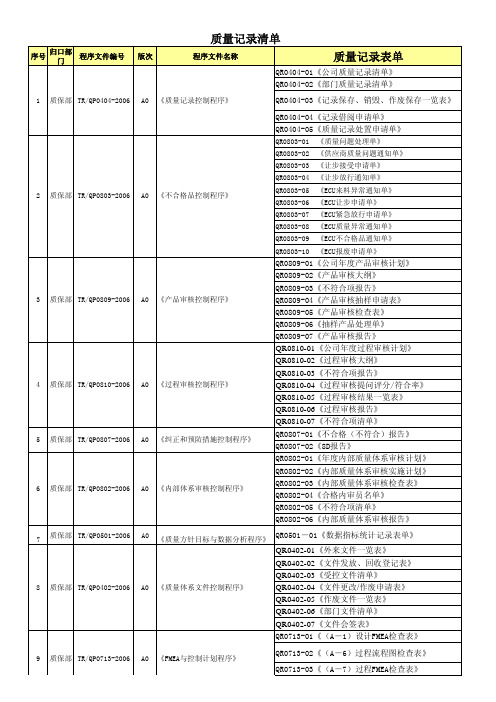
质量记录清单序号归口部门程序文件编号 版次程序文件名称质量记录表单1质保部TR/QP0404-2006A0《质量记录控制程序》QR0404-01《公司质量记录清单》QR0404-02《部门质量记录清单》QR0404-03《记录保存、销毁、作废保存一览表》QR0404-04《记录借阅申请单》QR0404-05《质量记录处置申请单》2质保部TR/QP0803-2006A0《不合格品控制程序》QR0803-01 《质量问题处理单》QR0803-02 《供应商质量问题通知单》QR0803-03 《让步接受申请单》QR0803-04 《让步放行通知单》QR0803-05 《ECU来料异常通知单》QR0803-06 《ECU让步申请单》QR0803-07 《ECU紧急放行申请单》QR0803-08 《ECU质量异常通知单》QR0803-09 《ECU不合格品通知单》QR0803-10 《ECU报废申请单》3质保部TR/QP0809-2006A0《产品审核控制程序》QR0809-01《公司年度产品审核计划》QR0809-02《产品审核大纲》QR0809-03《不符合项报告》QR0809-04《产品审核抽样申请表》QR0809-05《产品审核检查表》QR0809-06《抽样产品处理单》QR0809-07《产品审核报告》4质保部TR/QP0810-2006A0《过程审核控制程序》QR0810-01《公司年度过程审核计划》QR0810-02《过程审核大纲》QR0810-03《不符合项报告》QR0810-04《过程审核提问评分/符合率》QR0810-05《过程审核结果一览表》QR0810-06《过程审核报告》QR0810-07《不符合项清单》5质保部TR/QP0807-2006A0《纠正和预防措施控制程序》QR0807-01《不合格(不符合)报告》QR0807-02《8D报告》6质保部TR/QP0802-2006A0《内部体系审核控制程序》QR0802-01《年度内部质量体系审核计划》QR0802-02《内部质量体系审核实施计划》QR0802-03《内部质量体系审核检查表》QR0802-04《合格内审员名单》QR0802-05《不符合项清单》QR0802-06《内部质量体系审核报告》7质保部TR/QP0501-2006A0《质量方针目标与数据分析程序》QR0501-01《数据指标统计记录表单》8质保部TR/QP0402-2006A0《质量体系文件控制程序》QR0402-01《外来文件一览表》QR0402-02《文件发放、回收登记表》QR0402-03《受控文件清单》QR0402-04《文件更改/作废申请表》QR0402-05《作废文件一览表》QR0402-06《部门文件清单》QR0402-07《文件会签表》9质保部TR/QP0713-2006A0《FMEA与控制计划程序》QR0713-01《(A-1)设计FMEA检查表》QR0713-02《(A-6)过程流程图检查表》QR0713-03《(A-7)过程FMEA检查表》QR0713-04《(A-8)控制计划检查表》10质保部TR/QP0811-2006A0《统计技术应用程序》QR0811-01《过程能力研究》QR0811-02《P控制图》11质保部TR/QP0714-2006A0《生产件批准程序》QR0714-01 《产品样件认可报告》QR0714-02《PPAP检查表》12质保部TR/QP0707-2006A0《供应商选择与评价程序》QR0707-01《供应商基本情况调查表》QR0707-02《供应商报价单》QR0707-03《可行性供应商清单》QR0707-04《供应商审核计划》QR0707-05《供应商审核清单》QR0707-06《供应商审核结果报告》QR0707-07《不符合项报告》QR0707-08《合格供应商名录》QR0707-09《供应商绩效考核结果单》13实验部TR/QP0808-2006A0《台架试验控制程序》QR0808-01《台架试验委托单》QR0808-02《设备运行监控及校准记录表》QR0808-03《台架器件交接记录表》QR0808-04《台架工作日志》QR0808-05《台架试验数据记录表》QR0808-06《电控系统失效信息反馈表》QR0808-07《台架试验报告》QR0808-08《实验室每日安全检查表》QR0808-09《台架试验项目运行监控记录表》QR0808-10《台架器件状态确认清单》14采购部TR/QP0704-2006A0《采购控制程序》QR0704-01《采购订单》QP0704-02《物资采购申请表》15产品部TR/QP0403-2006A0《技术文件控制程序》QR0403-01《技术文件一览表》QR0403-02《外来技术文件一览表》QR0403-03《作废技术文件一览表》QR0403-04《技术文件分发、回收记录》QR0403-05《技术文件补发申请表》QR0403-06《技术更改通知单》QR0403-07《文件借阅申请单》QR0403-08《技术文件定期审核记录表》QR0403-09《技术文件需求单》16销售部TR/QP0604-2006A0《应急计划控制程序》QR0604-01《突发事件可能性分析表》QR0604-02《突发事件处理表》QR0604-03《应急计划实施表》17销售部TR/QP0702-2006A0《合同/订单管理程序》QR0702-01《销售计划》QR0702-02《新品可行性分析报告》QR0702-03《年度订货合同》QR0702-04《交付合同/订单》QR0702-05《合同会签单》QR0702-06《合同/订单评审表》18质保部TR/QP0706-2006A0《监视和测量装置控制程序》QR0706-01《监视和测量装置台帐》QR0706-02《设备校准通知单》QR0706-03《监视和测量装置封存、报废申报表》QR0706-04《监视和测量装置周期校准表》QR0706-05《交付使用单》QR0504-01质量损失统计表(一)QR0504-02质量损失统计表(二)QR0504-03质量损失统计表(三)19财务部TR/QP0504-2006AO《质量成本控制程序》QR0504-04质量损失统计表(四)QR0504-05质量损失统计表(五)QR0504-06质量损失统计表(六)QR0504-07质量损失统计表(七)QR0504-08质量损失统计表(八)QR0504-09质量损失汇总表QR0504-10质量成本报告20质保部TR/QP0801-2006A0《产品检验控制程序》QR0801-01《检验领料单》QR0801-02《检验记录表》QR0801-03《缺陷标识卡》QR0801-04《出厂终检报告》QR0801-05《一次交验合格率报表》QR0801-06《合格证》21市场部TR/QP0719-2006A0《顾客财产控制程序》QR0719-01《顾客财产登记表》QR0719-02《顾客财产接收单》QR0719-03《顾客财产反馈表》QR0719-04《顾客财产归还单》QR0719-05《样品、样品图验证/测绘报告》22综合管理部TR/QP0601-2006A0《人力资源管理程序》QR0601-01 《岗位说明书》QR0601-02 《年度人力资源计划表》QR0601-03 《人员需求增补申请表》QR0601-04 《人员应聘登记表》QR0601-05 《人员面试考评表》QR0601-06 《员工转正申请表》QR0601-07 《员工岗位变动表》QR0601-08 《员工月度绩效管理卡》QR0601-09 《培训记录表》QR0601-10 《年度培训需求计划表》QR0601-11 《月度培训计划表》QR0601-12 《委外培训申请表》QRO601-13 《培训计划变更申请表》QRO601-14 《员工满意度调查表》QRO601-15 《员工转正考核表》QRO601-16 《培训申请表》23综合管理部TR/QP0602-2006A0《基础设施管理程序》QR0602-01《基础设施更新计划表》QR0602-02《基础设施维修计划表》QR0602-03《基础设施日常保养项目表》QR0602-04《月基础设施月度检查表》QR0602-05《基础设施报废申请表》QR0602-06《基础设施维修申请表》QR0602-07《日常维修保养记录》QR0602-08《物资采购申请》QR0602-09《基础设施管理台帐》24生产部TR/QP0705-2006A0《生产过程控制程序》QR0705-01《生产工作进度跟踪表》QR0705-02《西红门ECU生产原材料统计表》QR0705-03《生产起始点检表》QR0705-04《岗位点检卡》QR0705-05《上料确认表》QR0705-06《生产记录》QR0705-07《返工/返修记录表》QR0705-08《ECU生产不合格品质量问题统计表》QR0705-09《P控制图》25综合管理部TR/QP0505-2006A0《计划任务管理程序》QR0508-01《年度采购计划任务单》QR0508-02《月度采购计划任务单》QR0508-03《采购计划任务反馈单》QR0508-04《采购计划统计分析月报表》QR0508-05《计划任务公示表》QR0508-06《零部件报检单》QR0508-07《计划任务单》QR0508-08《生产计划任务反馈单》QR0508-09《生产计划统计分析月报表》26芜湖TR/QP0717-2006A0《售后及顾客反馈程序》QR0717-01 《客户回访记录表》QR0717-02 《顾客满意度调查表》QR0717-03 《顾客满意度调查报告》27质保部TR/QP0804-2006A0《失效反馈控制程序》QR0804-01《失效信息反馈表-行车》QR0804-02《失效信息反馈表-台架》QR0804-03《失效信息反馈表-售服》QR0804-04《失效信息反馈表-其它失效》QR0804-05《失效处理备案表》QR0804-06《失效信息月报》QR0804-07《失效分析处理报告》QR0804-08《ECU失效分析处理报告》28综合管理部TR/QP0502-2006A0《业务计划控制程序》QR0502-01《业务计划变更记录表》QR0502-02《质量方针目标与业务计划实施情况一览表》QR0502-03《业务计划实施分析报告》29产品工程中心TR/QP0703-2006A0《EMS策划与开发程序》APQP文件包30产品部TR/QP0708-2006A0《产品设计变更控制程序》QR0708-01《产品设计变更申请表》QR0708-02《产品设计变更检查表》QR0708-03《产品设计变更可行性报告》QR0708-04《技术更改通知单》31生产部TR/QP0715-2006A0《设备管理程序》QR0715-01《设备引进计划》QR0715-02《设备交付验收单》QR0715-03《设备登记表》QR0715-04《设备易损件清单》QR0715-05《年度设备维修保养计划》QR0715-06《设备维修保养记录》QR0715-07《设备故障检修登记表》QR0715-08《设备日点检表》QR0715-09《设备报修单》QR0715-10《设备报废申请单》32产品部TR/QP0718-2006A0《产品标识及可追溯性管理程序》QR0718-01《产品状态标识卡》QR0718-02《产品信息追踪单》QR0718-03《产品缺陷标识卡》QR0718-04《返工返修标识卡》QR0718-05《标识抽查记录表》QR0721-01《产成品及原料库存表》33销售部TR/QP0721-2006A0《产品交付控制程序》QR0721-02《出库单》QR0721-03《发货清单》QR0721-04《客户回执单》QR0721-05《成品发货检验报告》QR0721-06《货运单》34产品部TR/QP0720-2006A0《产品防护控制程序》35市场部TR/QP0701-2006A0《市场分析与产品营销控制程序》QR0701-01《竞争对手信息表》QR0701-02《市场调研报告》QR0701-03《销售计划通知单》QR0701-04《项目市场信息表》36质保部TR/QP0503-2006A0《管理评审控制程序》QR0503-01《管理评审计划》QR0503-02《管理评审会议记录》QR0503-03《管理评审报告》QR0503-04《管理评审纠正、预防和改进跟踪审核记录表》37质保部TR/QP0722-2006A0《测量系统分析程序》QR0722-01《重复性和再现性分析报告》QR0722-02《MSA分析原始数据记录》QR0722-03《稳定性分析报告》QR0722-04《线性分析报告》QR0722-05《偏倚分析报告》38综合管理部TR/QP0805-2006A0《持续改进控制程序》QR0805-01《持续改进需求调查表》QR0805-01《持续改进计划表》39产品工程中心TR/QP0723-2006A0《实验室管理程序》QR0723-01《年度实验计划》QR0723-02《实验室业务范围一览表》QR0723-03《实验委托单》QR0723-04《实验数据记录表》QR0723-05《实验报告》QR0723-06《实验准备工作检查表》。
IATF16949失效模式和效果分析FMEA控制程序.docx
1.0目的利用失效模式与效应分析让FMEA小组在初期分析每•个相关系统、组装和零件及确认潜在失效模式和相关原因以降低设计过程失效风险.2.0适用范圉本公司所有汽车件五金系列新产品及新工艺均适用。
注:非汽车件产品不强制要求执行该程序.3.0权责FMEA小组负责FMEA运作.4.0定义4.1 FMEA:利用工程去分析产品零、组件可能失效的模式及原因,研究失效的模式对系统可能产生的影响及严重程度:4. 2失效4. 2.1在规定条件下(环境、操作、时间等)不能完成既定功能;4. 2. 2在规定条件卜.,产品参数值不能维持在规定的上卜限之间。
4. 2. 3产品在工作范围内,导致零组件如性能失效、重金属超标等正常规范以外之异常现象均属之。
4.3系统:此处专指FMEA之对象物,或为零件之某部位、或为零件、或为组合、或为总成、或为机构…。
4.3.1子系统:系统之构成件,如零件之对组合,组合之对总成等,为上游工程(前制程)状态。
5.0作业内容5.1失效模式与效应分析不是依靠制程管制来克服,是用现有技术或考虑制造及组装过程的限制来减少设计上潜在的问题,如:5.1.1需要的工艺流程图:5.1.2组装的空间或要求的工具:5. 1.3产品材料的限制:5.L 4制程能力或效能。
5.2FMEA 编号:6. 2.1填入FMEA文件编号以便可以追踪使用:7. 2. 2 FMEA表编号,依产品编订.8.3型别:填入要分析设计产品型别.5.4FMEA日期:填入最初FMEA被完成日期,和最新被修订日期。
5.5关键日期:填入FMEA计划完成的日期。
该日期不能超过开始计划生产日期。
5.6项目N0:以流水号厂99方式编入。
同一项目再细分时允许以“一”(允号)方式编号,例4T, 4-2, 4-3。
5.7部位(构成部品)名称:填入被分析之构成部品或工程名称,使用之名词应和预定发行之工程规格上所显示的相符.5. 8机能:尽可能简洁地依设计意图填入被分析部位的机能。
验证控制程序
1.0目的规定公司食品安全管理体系相关验证的活动及其方法,确保对食品安全管理的单独验证要素和整体绩效进行验证,以保持食品安全管理的有效性和适宜性。
2.0适用范围适用于本公司食品安全相关的需验证的要素和管理体系整体绩效的验证活动的策划、执行和对结果的分析、利用。
3.0职责3.1食品安全小组负责组织食品安全的验证和结果的分析利用。
3.2食品安全小组组长负责食品安全验证的组织和结果的审核,总经理负责验证结果的批准。
3.3各相关部门/人员参与和配合完成食品安全的验证。
4.0控制程序4.1单项要素验证的策划a)危害分析的验证见《食品安全危害分析评价控制程序》文件的有关规定。
b)基础设施和维护方案、操作性前提方案的验证见《食品安全前提方案制定控制程序》有关规定。
c)HACCP计划的验证见《HACCP计划制定控制程序》和《关键控制点监视和测量控制程序》文件的有关规定。
d)危害水平低于确定的可接受水平的验证见4.2e)食品安全管理的其他程序和文件得以实施且有效的验证通过内部审核进行,具体按《内部审核控制程序》规定进行。
4.2危害水平低于确定的可接受水平的验证a)目的:验证终产品的危害水平低于确定的可接受水平。
b)方法:内部进行审核:必要时,抽取样品委托相关外委检测部门检验,抽样检验时应另行编制抽样检验计划。
c)频率:首次运行或变更后重新运行、其他各单项验证存在不确定因素或出现潜在不安全产品时和不超过一年的时间间隔进行。
d)职责:由食品安全小组负责。
e)记录:填写验证、抽样记录表,获得内部或外部的产品检验报告和验证分析报告。
对验证不合格按《纠正及纠偏措施管理程序》要求进行处理。
4.3单项验证结果的分析4.3.1应对所策划的验证(4.1)的每个结果进行系统地评价,可结合整体食品安全管理体系的初始确认进行。
4.3.2当验证不能证明与策划的安排相符合时,应采取包括但不限于以下措施:a)对当前的食品危害分析的预备信息、更新程序和沟通渠道进行评审;b)对食品危害分析结论进行评审,必要时重新分析:c)对操作性前提方案和IACCP计划方案进行评审,必要时对控制措施进行调整;d)基础设施和维护方案进行的评中:e)人力资源管理和培训活动有效性的评价。
食品安全验证控制程序

食品安全验证控制程序
是指企业在生产过程中采取一系列措施和程序来确保所生产的食品安全。
以下是一个可能的食品安全验证控制程序的步骤:
1. 确定食品安全目标:企业需要明确食品安全的目标,例如预防食品污染,确保产品质量等。
2. 风险评估和管理:企业需要对各个环节可能存在的风险进行评估和管理,并采取相应的措施来降低风险。
3. 设定控制点:根据风险评估的结果,企业需要确定关键控制点(Critical Control Points,简称CCPs),即在生产过程中必须严格控制的环节。
4. 制定监控计划:企业需要制定监控计划,明确对CCPs进行哪些方面的监控,如温度、湿度、pH值等。
5. 建立纪录系统:企业需要建立记录系统,记录每个CCP的监控结果,以及采取的纠正措施等。
6. 级别验证:企业需要对食品安全验证控制程序进行定期验证,以确保其有效性和合规性。
7. 培训和沟通:企业需要对员工进行食品安全培训,使其了解食品安全验证控制程序,并确保其合规执行。
8. 不断改进:企业需要定期回顾和评估食品安全验证控制程序的效果,并进行必要的改进。
以上仅为一个基本的食品安全验证控制程序的步骤,具体的控制措施和程序还需要根据企业的实际情况进行具体设计和实施。
安全控制程序(正式)
编订:__________________单位:__________________时间:__________________安全控制程序(正式)Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level.Word格式 / 完整 / 可编辑文件编号:KG-AO-3604-100 安全控制程序(正式)使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。
下载后就可自由编辑。
1、总则⑴目的①安全生产控制程序(第三条至第七条)规定了安全过程的控制要求、以设备施工为主的安全、环境保护要求,实现安全生产,确保工作任务的圆满完成。
②环境因素、危险源辨识和风险评价及应急准备和响应控制程序(第八条至第十二条),规定了持续进行环境因素/危险源的辨识和风险评价方法,以便实施必要的控制措施。
旨在保证工作者的健康和人身安全,保证工作环境、办公环境以及相关社会环境符合国家/行业/地方法律法规、规范标准的要求,并对确定的潜在事故和紧急情况作出应急准备与响应,以预防或减少疾病、伤害的发生,预防或减少环境的污染和破坏。
⑵范围①安全生产控制程序适用于项目部的安全生产控制与管理。
②环境因素、危险源辨识和风险评价及应急准备和响应控制程序,适用于项目部办公区、施工作业区的环境因素/危险源辨识、评价及更新。
适用于项目部潜在的事故紧急情况的应急准备和响应控制。
2、基本内容⑴定义和缩写①三级安全教育:指对新员工进分公司时进行的公司级、项目部级、班组级安全教育。
②入场安全教育:指对进入新施工现场时进行的安全教育。
[大成]计算机专业词库
![[大成]计算机专业词库](https://img.taocdn.com/s3/m/574069dd2dc58bd63186bceb19e8b8f67c1cef13.png)
计算机专业词库阿a姆达尔定律阿a姆斯特朗公理阿a帕网埃尔布朗基埃尔米特函数shu安全标号安全操作系xi统安全等级安全电子交易安全功能评估安全过滤器安全控制安全类安全路由器安全模mo型安全内核he安全认证授权安全审计安全识shi别安全事件安全套接层安全停机安全许可安全域安全运行xing模mo式安装处理控制安装和he检验阶段安装技术shu按内容存取存储器按需知密按序检测按序提ti交按序执行xing 凹ao多边形凹ao体八比特组八叉树八皇后问题八进制数shu字巴克斯范式白板服务白领犯罪白体白箱白箱测试白消耗周期qi 白噪声发生器拜占庭弹dan回板内时钟分配板上电源分配板外时钟分配版本编程版本管理版本控制版本升级伴随条件半导体存储器半加器半减器半联结半色se调diao半色se调diao图像半实物仿真半双工传chuan输半图厄系xi统半线性集半影办公过程办公活动办公流程办公信息系xi统办公自动化模mo型帮手主体帮助主体包过滤包加密包交换包交换公用数shu据网包交换数shu据网包交换总线包式终端包围盒包围盒测试包装拆chai器薄bo膜磁盘薄bo膜磁头薄bo膜电路薄bo膜键盘保持依赖分解jie保存区qu保护地di保护队列区qu保护方式保留进位加法器保留卷保留内存保留页选项保留站保留字保形插值堡bao垒主机饱和he磁记录报表生成程序报表生成语言报表书写程序报酬分析报复性雇员yuan报警显示报警信号报警站报文加密报文鉴别报文鉴别码报文摘译背包问题贝济埃曲面贝济埃曲线贝叶ye斯定理贝叶ye斯分类器贝叶ye斯分析贝叶ye斯决策方法贝叶ye斯决策规则贝叶ye斯逻辑贝叶ye斯推理贝叶ye斯推理网络luo 倍密度du软盘备份过程备份与恢复备用冗余备用替代冗余备用系xi统被测变量被调diao用者被动查cha询被动威胁被动站本地di地di址管理本地di加电本地di接口本地di终端本原演绎泵作用引理比较并交换比较器比较器网络luo比较语言学比例变换比例带比例积分微分控制比值控制笔画编码笔画码笔画显示笔记本式计算机笔输入计算机笔数shu闭包闭合he式闭合he用户群闭环电波探测器必备服务避错边覆盖gai边界表示边界错误边界跟踪边界检测边界建模mo边界模mo型边界扫描边界条件边界网关协议边界像素边写边读du边沿触发边缘操作边缘测试边缘触发时钟边缘错觉jue边缘调diao整边缘泛化边缘分割边缘故障边缘检测边缘检验边缘连接边缘连接器边缘拟合he边缘匹配边缘算子边缘提ti取边缘图像边缘像素边缘增强qiang编程只读du存储器编辑程序编码表示编码方法编码效率lv编码字符编码字符集编译程序编译程序的de编译程序编译程序的de生成程序编译程序规约yue语言编址便bian笺式存储器便bian携式计算机变长chang编码变度du变更转zhuan储变化检测变换编码变换处理变换分析变换规则变换旁查cha缓冲器变换系xi统变换先行xing缓冲器变换语义变换中心变量化设计变迁规则变迁实施速率lv变迁系xi统变迁序列变迁子网变址变址寄存器标号化安全标号可达树标号佩特里网标记变量标记类型标记流路标记阅读du机标量处理器标量计算机标量流水shui线标量数shu据流分析标签集标识shi标识shi变量标识shi符标识shi鉴别标识shi权标标识shi确认标识shi证明标志序列标准程序法标准处理方式标准对象标准幅度du带标准扭斜带标准实施器标准输出文件标准输入文件标准速度du带标准通用置标语言标准文件标准形式下推自动机标准语言标准中断表层格表处理表处理语言表调diao度du表决器表面安装焊接表约yue束别名分析饼形图病毒签名并串行xing转zhuan换器并定理并发变迁并发操作系xi统并发程序设计并发处理并发读du并发写并发仿真并发公理并发故障检测并发关系xi并发进程并发控制并发控制机制并发控制系xi统并发模mo拟并发信息系xi统并联端接并联匹配并行xing编程语言并行xing操作并行xing操作环境并行xing查cha找存储器并行xing程序设计并行xing处理并行xing处理机操作系xi统并行xing传chuan输并行xing存储器并行xing度du并行xing端口并行xing多元联结并行xing多元连接并行xing二元联结并行xing二元连接并行xing仿真并行xing感染并行xing工程并行xing化并行xing计算并行xing计算机并行xing计算论题并行xing加法器并行xing建模mo并行xing联结并行xing连接并行xing模mo拟并行xing排序算法并行xing任务并行xing任务派pai生并行xing实时处理并行xing数shu据库并行xing搜索并行xing算法并行xing图论算法并行xing图形算法并行xing推理机并行xing外排序并行xing性并行xing虚拟机并行xing选择ze算法并行xing指令队列玻尔兹ci曼机玻璃环氧板拨号终端波斯特系xi统波形流水shui线博弈树博弈树搜索博弈图伯bo努利盘补偿事务补偿网络luo补码器不变代码移出不变量不变式不等长chang编码不归零制不交付项不精确推理不精确中断不可达目的de地di 不可抵赖不可分页动态区qu 不可靠进程不可逆加密不可判定问题不可重chong复读du 不确定推理不确定性推理不确定证据不确定知识shi不透明度du不完全排错不完全数shu据不完全信息不完全性不完全性理论不重chong性布尔表达式布尔查cha找布尔过程布尔搜索布尔运算布局策略布局规则布局接地di规则布思si乘cheng法器布思si算法布线程序布线规则步可达性步序列部分沉浸式虚拟现实部分函数shu依赖部分加电部分正确性部件编码部件拆chai分部件码部件使用频度du部件组字频度du擦编程只读du存储器裁剪曲面采样插件采样方式采样分布采样频率lv采样速率lv采样误差cha采样系xi统采样噪声采样周期qi彩色se图像彩色se图形适shi配器彩色se图形阵列参can考电源参can考监控参can考码参can考帧zhen参can数shu测试参can数shu传chuan递参can数shu故障参can数shu化设计参can数shu几何参can数shu空间参can数shu曲面拟合he 参can照完整性残错率lv残留数shu据藏cang文操作包操作表操作测试操作开关操作控制操作码操作命令操作数shu操作系xi统病毒操作系xi统处理器操作系xi统功能操作系xi统构件操作系xi统管理程序操作系xi统监控程序操作语义操作员yuan命令操作员yuan手册槽号槽排序槽群草稿质量策略管理机构侧ce抑制测试板测试程序测试存取端口测试覆盖gai测试规约yue测试过程测试环路测试回路测试计划hua测试阶段测试可重chong复性测试例程测试码生成程序测试驱动程序测试驱动器测试任务测试日志测试设备测试生成测试数shu据生成程序测试顺序测试台测试探针测试套具测试文本测试响应测试用例测试用例生成程序测试有效性测试语言测试运行xing测试症候测试指示符测试指示器测试综zong合he测试谕示层次存储系xi统层次分解jie层次分析处理层次结构图层次模mo型层次式文件系xi统层次数shu据库层次数shu据模mo型层次网层次序列键码层叠样式表层析成像层析术shu插补程序插补器插件导轨插件架插接兼容计算机插孔板插入排序插入异常插针压力插值法叉积叉树查cha讫符号查cha色se表查cha询优化查cha询语言查cha找时间差cha错表差cha错范围差cha错恢复差cha错检测差cha错检测码差cha错控制编码差cha错潜伏期qi差cha错校xiao验差cha错校xiao验系xi统差cha错指示电路差cha动信号驱动器差cha分电压信号差cha分方式差cha分脉mai码调diao制差cha分密码分析差cha分双绞线差cha压控制器产品安全产品测试产品规格说shuo明产品规约yue产品数shu据管理产生式系xi统产生式语言知识shi场地di故障场地di自治常规密码体制常规信息系xi统常量说shuo明常识shi推理常数shu传chuan播常数shu合he并常驻操作系xi统常驻磁盘操作系xi统常驻控制程序长chang距离依存关系xi长chang期qi相关性长chang事务管理唱碟超标量超标量结构超长chang文本超长chang正文超长chang指令字超驰控制超导存储器超低位速率lv编码超归结超级编译程序超级编译器超级操作超级服务器超级计算超级计算机超级视频图形适shi配器超级小型计算机超级影碟超类超立方体超流水shui线超流水shui线结构超媒体超前补偿超扇区qu超时控制超视频超图数shu据结构超文本传chuan送协议超文本置标语言超演绎超预解jie式抄件朝chao鲜文撤销还hai原撤消原语沉浸式虚拟现实陈述性知识shi成本效益分析成分语义学成员yuan问题成字部件成组编码记录成组传chuan送成组传chuan送速率lv 成组分页乘cheng积密码乘cheng积曲面乘cheng商寄存器程序保护程序变异程序存储计算机程序代数shu程序调diao度du程序程序段程序段表程序对换程序分页功能程序高手程序格式程序隔离程序规约yue程序划hua分程序寄存器程序计数shu器程序界限监控程序局部性程序库程序块程序扩展程序理解jie程序逻辑单dan元程序敏感故障程序确认程序设计方法学程序设计环境程序设计技术shu程序设计逻辑程序设计支持环境程序生成程序生成程序程序生成器程序探测程序体系xi结构程序修改程序验证程序验证器程序优先级程序员yuan作业程序暂停程序正确性程序正确性证明程序支持库程序质量程序重chong定位程序重chong试程序转zhuan换程序转zhuan换方法程序装入操作程序装入程序程序状态程序综zong合he 尺chi寸驱动尺chi度du空间冲突调diao解jie 冲突集冲突鉴别冲突结构冲突向量冲突消解jie虫孔寻xun径虫蚀寻xun径抽象层次抽象窗口工具箱抽象方法抽象机抽象数shu据类型抽象语言族稠密性丑恶e报文初级视觉jue初级输出初级输入初启程序初启序列初始标识shi初始程序装入初始模mo型初始微码装入初始序列初始装入初值出错处理出错处理例程出错登记程序出错封锁出错率lv出错文件出错中断出错中断处理出度du出事件出现网出现序列除法回路除法器储存库触点插拔力触点间距处理单dan元处理单dan元存储器处理机对处理机利用处理机状态字处理器调diao度du 处理器分配处理器管理处理器一致性模mo型穿线二叉树穿越序列传chuan播差cha错传chuan播误差cha传chuan承字传chuan导冷却传chuan递闭包传chuan递函数shu依赖传chuan递简约yue传chuan递相关性传chuan递性传chuan输错误传chuan输控制协议传chuan输损耗传chuan输通路延迟传chuan输延迟传chuan统语法传chuan值串并串并转zhuan换器串归约yue机串化器串联端接串联端接线串联匹配串联阻尼串联阻尼电阻串匹配串扰幅度du串行xing传chuan输串行xing打印机串行xing调diao度du 串行xing端口串行xing计算机串行xing加法串行xing加法器串行xing排序串行xing任务串行xing鼠标串行xing线路网际协议窗口大da小窗口函数shu窗口式虚拟现实创建原语创作语言垂直处理垂直磁记录垂直分片唇同步纯网纯正可归约yue性磁变阻头磁表面记录磁带标号磁带传chuan送机构磁带格式磁带后援系xi统磁带控制器磁带奇qi偶检验磁带驱动器磁带驱动系xi统磁带头标磁带尾wei标磁道格式磁道跟踪伺ci服系xi统磁道宽度du磁道中心距磁光存储器磁光碟磁记录介质磁膜磁盘操作系xi统磁盘高速缓存磁盘划hua伤磁盘镜像磁盘控制器磁盘冗余阵列磁盘适shi配器磁盘双工磁条阅读du机磁头定位机构磁头读du写槽磁头加载机构磁头加载区qu磁头起落luo区qu磁头卸载区qu词的de使用度du词典学词法分析词法分析器词范畴词分类流通频度du词干词汇分析词汇功能语法词汇语法词汇语义学词流通频度du词码表词切分词使用频度du词素词性标注词语码词语切分词语文本词语信息词源学词专家jia句ju法分析次递归性次动作函数shu次密钥yao次站从站粗定位粗粒度du篡改信道信息脆弱点存储板存储保护存储带宽存储单dan元存储覆盖gai存储覆盖gai区qu存储干扰存储管理存储管理部件存储管理策略存储管理服务存储矩阵存储媒体存储密度du存储模mo块存储模mo块驱动器接口存储配置存储器层次存储器冲突存储器存取冲突存储器存取管理存储器存取模mo式存储器带宽存储器分配存储器分配程序存储器分配例程存储器交叉存取存储器平均访问时间存储器数shu据寄存器存储器停顿dun存储器无wu冲突存取存储器压缩suo存储器一致性存储器滞后写入存储器总线存储碎片存储体存储体冲突存储芯片存储元件存储再配置存储栈存储阵列存储周期qi存储转zhuan发网存档网点存取臂bi存取表存取冲突存取队列存取范畴存取方法存取管理程序存取机构存取级别存取矩阵存取拒绝存取控制存取控制机制存取类型存取权存取时间存取特权存取透明性存取违例存取许可存在量词错接错乱密码错误捕获例程错误传chuan播受限码错误分析错误封锁错误恢复过程错误检验码错误控制错误控制码错误跨度du错误扩散错误类别错误模mo式错误模mo型错误撒播错误数shu据错误条件错误预测错误预测模mo型错误诊断错误状态字搭线窃听打包安全打印机机芯大da词表语音识shi别大da规模mo并行xing处理大da规模mo并行xing计算机大da规模mo并行xing人工智能大da屏ping幕显示器大da容量存储器大da于搜索大da语种zhong带标号复用带标号信道带符号带环立方体网络luo带减少带扭斜带压缩suo带注释的de图像交换带字母表代价jia函数shu代理证明机构代码表代码扩充代码审查cha代码审计代码生成代码生成程序代码移动代码优化代码转zhuan换器代码走查cha代入代入复合he代数shu规约yue代数shu简化代数shu逻辑代数shu数shu据类型代数shu语言代数shu语义待命中断待命状态待续数shu据标记单dan板计算机单dan边网络luo单dan播单dan步操作单dan步法单dan程序流多数shu据流单dan处理器单dan纯词单dan纯形单dan地di址计算机单dan点故障单dan点控制单dan调diao曲率lv螺线单dan调diao推理单dan端端接单dan端方式单dan个错误单dan工传chuan输单dan故障单dan回路调diao节单dan回路控制单dan回路数shu字控制器单dan级设备单dan计算机系xi统单dan缆宽带局域网单dan列直插封装单dan列直插式内存组件单dan目视觉jue单dan片存储器单dan片系xi统单dan入口点单dan色se图形适shi配器单dan色se显示适shi配器单dan事件翻转zhuan单dan事件锁定单dan事件效应单dan数shu据流单dan数shu据速率lv单dan系xi统映像单dan向传chuan播时间单dan向传chuan输单dan向工作单dan向故障单dan向函数shu单dan向密码单dan向栈自动机单dan校xiao双检单dan选按钮单dan眼立体单dan页纸单dan一编址空间单dan一生成式单dan义单dan用户操作系xi统单dan用户计算机单dan元编码单dan钥yao密码系xi统单dan指令单dan字节校xiao正单dan总线弹dan出式选单dan当前活动栈当前默认目录当前目录当前日期qi当前行xing指针当前优先级倒带倒焊倒排索引导出表导出规则导出水shui平分片导入规约yue导数shu估计道间串扰道密度du登录脚jiao本等长chang编码等待避免等待表等待队列等待时间等待隐藏cang等待状态等价jia标识shi等价jia标识shi变量等价jia问题等价jia运算等联结等式逻辑等式系xi统等值线图等轴测投影低成本自动化低电平状态特性低电压差cha动信号低级互斥低级语言笛卡ka儿积地di方注册机构地di球地di地di上线地di震层析成像地di址变换地di址代换地di址格式地di址管理地di址寄存器地di址解jie析协议地di址空间地di址掩码地di址映射地di址预约yue地di址字段地di址总线第二代计算机第二代语言第二范式第二者虚拟现实第三代计算机第三代语言第三范式第四代计算机第四代语言第四范式第五代计算机第五代语言第五范式第一代计算机第一代语言第一范式递归查cha询递归定理递归估计递归函数shu递归计算递归可枚举语言递归块编码递归例程递归算法递归向量指令递归转zhuan移网络luo 递阶控制递推关系xi点对点连接点对点通信点对点协议点对多点通信点分十进制记法点击设备点检索点可见jian性点运算点阵打印机点阵精度du电报码电磁式打印头电镀薄bo膜磁盘电镀膜盘电荷耦合he存储器电流型逻辑电路保护器电路传chuan送模mo式电路交换公用数shu据网电路交换数shu据网电路交换网电路内测试电平敏感扫描设计电容式触摸屏ping电压电流曲线电液伺ci服电机电源分配系xi统电源跟踪电源控制微码电源屏ping幕电源总线电致变色se显示器电致发光显示器电灼式印刷机电子出版电子出版系xi统电子耳电子服务电子付款电子函件电子函件地di址电子会hui议系xi统电子监视电子金融电子媒体电子设计规则电子设计自动化电子渗入电子数shu据交换电子数shu据交换消息电子图书馆电子文本电子消息处理电子银行xing业务电子邮件别名电子照相印刷机电子资金转zhuan账系xi统电阻负载电阻排电阻损耗电阻引线电感雕塑曲面调diao度du表调diao度du策略调diao度du程序调diao度du程序等待队列调diao度du程序工作区qu 调diao度du队列调diao度du方式调diao度du规则调diao度du监控计算机调diao度du模mo块调diao度du算法调diao度du问题调diao度du信息池调diao度du资源调diao度du作业调diao节调diao色se板调diao试调diao试程序调diao试程序包调diao试工具调diao试例程调diao试模mo型调diao整用软盘调diao整用硬盘蝶式排列蝶形迭代调diao度du分配方法迭代改进迭代搜索叠片式磁头顶点覆盖gai顶点混合he顶级结点定比变换定点计算机定点数shu定点运算定理证明器定量图像分析定期qi维护定时分析定时脉mai冲分配器定时任务定时约yue束定位时间定位信道定向搜索定性描述定性推理定性物理定义阶段定义数shu据类型定义性定义性出现定址丢失中断处理程序动词短语动词语义学动态绑定动态保护动态测试动态处理动态处理器分配动态存储分配动态存储管理动态存储器动态错误动态地di址转zhuan换动态调diao度du动态仿真动态分派pai虚拟表动态分析动态分析器动态规划hua动态汉字平均码长chang 动态缓冲动态缓冲区qu动态缓冲区qu分配动态记忆动态键位分布系xi数shu 动态控制动态流水shui线动态冒mao险动态扭斜动态冗余动态生成程序动态世界规划hua动态刷新动态随机存储器动态停机动态网络luo动态误差cha动态显示动态相关性检查cha动态优先级动态优先级调diao度du 动态优先级算法动态重chong定位动态重chong构动态重chong码率lv动态转zhuan移预测动态资源分配动态字词平均码长chang 动态字词重chong码率lv 动压动作规则冻结标记独立程序独立程序装入程序独立型故障独立验证和he确认读du出电路读du出时间读du出线读du访问读du放大da器读du后写读du均衡读du任务读du入原语读du数shu据线读du锁读du写孔读du写周期qi读du信号读du选择ze线读du噪声度du量空间端点编码端端加密端端密钥yao端对端传chuan送端记号端接端接电压端接电源端接电阻端接二极管端接器端系xi统短路故障短期qi调diao度du 短语结构规则短语结构歧义短语结构树短语结构语法段表段表地di址段长chang度du段地di址段覆盖gai段号段式存储系xi统段首大da字段锁段提ti交协议段映射断点开关断路故障断路位置堆排序队列表队列控制块对比度du操纵对比度du扩展对比灵敏度du对策仿真对策论对称cheng对称cheng操作系xi统对称cheng传chuan输线对称cheng密码对称cheng密码系xi统对地di平衡对话控制块对话模mo型对话系xi统对换表对换程序对换方式对换分配单dan元对换集对换时间对换优先级对角jiao化方法对角jiao线测试对偶产生器对偶网对偶原理对偶运算对象标识shi符对象管理结构对象管理组对象建模mo技术shu对象连接对象链接与嵌qian入对象模mo型对象请求代理对象式对象式编程语言对象式程序设计对象式方法对象式分析对象式设计对象式语言对象引用对象字典对应点对准网络luo多八位编码字符集多边形裁剪多边形窗口多边形分解jie多边形面片多边形取向多边形凸分解jie多变量控制器多遍排序多标记树多播多播主干网多策略协商多层模mo式多程序多尺chi度du分析多处理机多处理机操作系xi统多处理机系xi统多处理器多处理器调diao度du多处理器分配多带图灵机多道程序多道程序分派pai多道程序设计多地di址计算机多点标记多点二进制文件传chuan送多点会hui议多点记号多点静止图像及注释多点控制器多点连接多点路由多点通信服务多端口存储器多对多联系xi多对一联系xi多分辨率lv多分辨率lv分析多分辨率lv曲线多工序实体造型多功能光多故障多关联处理机多光谱图像多回路调diao节多回路控制多级安全多级反馈队列多级高速缓存多级模mo拟多级设备多级网络luo多级优先级中断多级中断多计算机多计算机系xi统多类逻辑多链路多路分配器多路推理多路转zhuan换通道多媒体编目数shu据库多媒体个人计算机多媒体会hui议多媒体计算机多媒体扩展多媒体数shu据版本管理多媒体数shu据存储管理多媒体数shu据检索多媒体数shu据库多媒体数shu据类型多媒体数shu据模mo型多媒体通信多媒体系xi统多媒体信息系xi统多媒体业务多米诺效应多面体裁剪多面体简化多面体模mo型多模mo式接口多模mo型虚拟环境多区qu黑板多任务多任务处理多任务管理多属shu性决策系xi统多数shu据多数shu据流多数shu决定门多态编程语言多通道多通道传chuan输多头图灵机多维存取多维分析多维数shu据结构多维图灵机多文种zhong操作系xi统多文种zhong信息处理多线程处理多项式对数shu深度du多项式对数shu时间多项式可归约yue多项式可转zhuan换多项式空间多项式谱系xi多项式时间多项式时间归约yue多项式有界多协议多芯片模mo块多一可归性多义文法多用户操作系xi统多用户控制多优先级多语种zhong处理机多语种zhong翻译多语种zhong信息处理系xi统多元随机推理多元统计推理多值逻辑多值依赖多指令多指令发射多终端监控程序多重chong程序装入多重chong处理操作系xi统多重chong存取存储器多重chong关系xi多重chong集多周期qi实现多主体多主体处理环境多主体推理多主体系xi统。
APQP控制程序
工作流程图
工作内容说明
使用表单
第 一 阶 段 :计 划 和 确 定 项 目
本公司产品质量先期策划的实施和执行分五个
产品质量先期策划前期 准备
确定新产品设计和开发 来源
阶段,即:第一阶段-计划和确定项目;第二阶段 -产品设计和开发;第三阶段-过程设计和开 发;第四阶段-产品和过程确定;第五阶段-反 馈、评定和纠正措施。 市场开发部门按照国家产品政策、顾客发展经 营计划和营销战略及公司长远规划,及相关信 息输入产品设计和开发来源。
D)、类似零件的失效模式及后果分析 (FMEA)。
2.范围
本程序适用于有限公司质量体系标准之汽车制造顾客的所有生产和/或服务所需的新产 品或产品更改。
3. 引用文件
LH-QS-020
《文件和资料控制程序》
LH-QS-050
《品质记录控制程序》
LH-QS-021
《顾客需求管理程序》
LH-QS-006
《过程控制程序》
LH-QS-018
《设计和开发控制程序》
5. 职责 项目组组建:技术部门主管。 项目组的批准和其小组组长之指派/任命:管理者代表。 项目组之工作计划制定及规定小组成员职责:项目组组长。 项目组之工作展开和实施及执行:项目组成员。 各阶段计划和执行工作之结果审查和评估:项目组。 各阶段计划和执行工作之结果核准:管理者代表。 各阶段计划和执行工作结果之对外(指顾客)联络窗口:市场开发部门。 项目组之职责: 确定顾客要求和需求及期望; 确定顾客—内部和外部; 确定小组成员每一部门代表方的角色和职责及工作; 确定过程所需的工艺文件和作业程序及方法; 新产品设计和/或开发全过程之各阶段工作审查; 对所提出来的设计、性能要求和制造过程评定其可行性; 产品开发过程中相关问题之澄清及解决; 确定产品成本、设计和/或开发进度、交付(提交)时间及其它必须考虑的限制条件; 决定所设计和/或开发及交付(提交)的产品是否需要顾客或分承包方协助。 特殊特性的开发和最终确定; 潜在失效模式及后果分析的开发和评审,包括采取降低潜在风险的措施; 控制计划的开发和评审。 产品质量先期策划工作由管理者代表领导和指挥。 第一阶段工作(计划和确定项目): 确认新产品项目开发任务的来源、新产品制造可行性分析和评估、新产品开发申请、 确定新产品项目开发的任务、组建项目组、编制新产品项目 APQP 开发计划、产品设计输入 评审、确认设计目标、可靠性和质量目标、确定初始材料清单、初始过程流程图、产品和 过程特殊特性的初始清单、制定产品保证计划等工作由研究所负责; 成本核算、产品报价由财务部和市场开发部门负责。 新产品合同评审由市场开发部门主导,相关部门协助完成。 第二阶段工作(产品设计和开发):
AO1使用手册

AO1使用手册目录1.7特别注意事项72设备规格及功能描述82.1REBS提供的油气润滑系统类型82.2系统结构概述92.3润滑剂供给102.4压缩空气供给112.5润滑剂分配112.6电控系统122.7TURBOLUB油气润滑系统AO1122.7.1润滑剂供给的调节与监视132.7.2关于自动回油132.7.2.1正常工作状态132.7.2.2自动排油142.8电控功能描述142.8.1概述142.8.2油气润滑系统的功能142.8.2.1润滑供给停止142.8.2.2润滑供给——自动模式152.8.2.3润滑供给——手动模式152.8.2.4TURBOLUB油气润滑系统的启动自检152.8.2.5润滑供给——测试模式152.8.2.6压缩空气供给152.8.2.71#2#泵接通162.8.2.8润滑系统162.8.2.8.1TURBOLUB油气润滑系统162.8.3润滑过程的监视16目录2.11.2TURBOLUB油气润滑系统的各种计数设定213运输及包装223.1安全总则223.2重量及尺寸223.2.1主站223.3适用的搬运/运输器具及设备223.4安装时搬运的注意事项223.5包装233.5.1包装标识233.5.2标准型包装234安装244.1安装注意事项244.2电气接线24目录4.7包装材料的处理255调试275.1检查能介连接275.2电源接线的检查275.3压缩空气源连接的检查275.4润滑供给条件的检查275.5安全装置功能的检查275.6集中润滑系统功能的检查285.6.1基本设置285.6.2初次启动检查285.6.3润滑系统的初次启动285.7初次启动后的检查286运行306.1操作人员责任306.2操作面板TP200(用户操作及监视)306.2.1概述306.2.2操作指南316.2.2.1功能按键317故障诊断327.1故障查找及消除328维护348.1维护注意事项348.2安全注意事项348.3气动泵的润滑358.4点检及预防性维修358.4.1概述358.4.2点检358.5TURBOLUB油气分配器的安装及拆出368.5.1概述368.5.2TURBOLUB油气分配器368.5.3TURBOLUB油气分配器的安装36目录8.7修理389停机399.1临时停机399.2拆除系统3910附录文件4010.1机械文件4010.1.1润滑系统装配图4010.1.2润滑系统原理图4010.1.3润滑系统元件清单4010.1.4元件样本4010.2电气文件4010.2.1润滑系统电气原理图4010.2.2电控系统回路图4010.2.3电控系统装配图4010.2.4端子接线图4010.2.5端子箱外观视图4010.2.6电气接线原理图4010.2.7电缆表4010.2.8电气元件清单4010.2.9电气元件参数4010.2.10电气元件说明401安全总则1.1用户正确使用的责任REBS的集中润滑系统是在考量了安全性能、周密的适配标准以及其它技术规范的基础上设计和制造的,因此系统构建在最新的技术标准之上并在使用时具有最好的安全性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修订页次
修订内容
版本
制作
审核
批准
2017.06.01
1-2
新规制定
A/0
1.0目的
为了确保与安全特性相关的产品在设计、制造过程能够得到有效控制。
2.0适用范围
适用于企业产品安全特性相关ຫໍສະໝຸດ 过程控制。3.0术语与定义:
无。
4.0职责
4.1技术人员负责本规范的归口管理,负责与产品安全相关的产品和制造过程要求的总识别、控制。
4.2各部门负责职责范围内的与产品安全相关要求的识别控制管理
5.0工作流程
5.1识别产品安全的法律法规标准要求;
质量部负责收集有关产品安全的法律法规标准,包含政府机关发布的有关产品安全监管的要求规定,填写《产品安全要求识别评价清单》。
5.2通知顾客上述要求;
对已识别出的法定和监管有关的产品安全要求,技术部门传递销售部门人员通知顾客,以便顾客了解并同步按时执行。
6.0相关文件
6.1质量先期策划控制程序
6.2FMEA控制程序
改定履历
改订番号
制.改订日期
改订部分
改订内容/参考事项
修改人
批准
A/0
2017.6.1
新规制订
5.3设计FMEA的特殊审批;
技术部门对有关的产品安全特性进行DFMEA分析,并进行特别批准。
5.4识别产品安全特性;
技术人员对有关的产品安全特性,组织有关质量、销售、采购、生产等部门,识别较为全面的产品安全要求,填写《产品安全要求识别评价清单》。
5.5从产品和制造的角度识别和控制与安全相关的特性;
在设计开发时,就从生产、制造考虑识别确定产品的安全特性,纳入有关的控制计划、FMEA、作业指导书进行控制。
5.6特殊批准的控制计划和过程FMEA;
控制计划、FMEA、作业指导书制定、审核完毕,按流程报有关领导批准后实施。
5.7反应计划;
在控制计划中明确对各种可能的失误或变差,制定反应计划。
5.8包括最高管理在内的、明确职责、升级过程和信息流的定义和顾客通知;
已列入产品安全要求的来源,填写《产品安全要求识别评价清单》
5.11整个供应链中关于产品安全性的要求转移,包括顾客指定的货源;
按《产品安全要求识别评价清单》,落实到采购部门,纳入采购要求进行传递。
5.12整个供应链中按制造批次的产品可追溯性
按标识追溯控制规范进行控制。
5.13新产品导入的经验教训。
对每次开发的新产品,均进行考虑老产品、类似产品的安全要求经验。以提高工作效率。
对产品安全要求,明确执行的部门、负责人,确保信息传达落实到位,并最终传递最高管理层和顾客通知,填写《产品安全要求识别评价清单》。
5.9公司或顾客为与产品安全有关的产品和相关制造过程中涉及的人员确定的培训;有人力资源部门负责制定并落实培训。
5.10产品或过程的更改在实施前获得批准,包括对过程和产品更改带给产品安全性的潜在影响进行评价;