m440与PLC通讯
Starter_for_M440

会出现0541的报警代码,给上变频器使能,电机开始参数自动识别与优化! 能够听到电机的励磁声音。直到报警代码消失,电机的自识别结束。
装置快速调试
利用starter软件控制MM440变频器“启动”、“停止”、“速度设定”。
装置快速调试
装置快速调试
装置快速调试
装置快速调试
装置快速调试
装置快速调试
装置快速调试
装置快速调试
装置快速调试
MM440调试软件STARTER
STARTER 的适用对象 Starter PC 软件用于西门子部分传动装置的现场调试。能够实现在线 监控、修改装置参数,故障检测和复位,以及跟踪记录等强大调试功 能。最新版本为Starter V4.1 SP1 适用于以下西门子传动装置:
MM4 系列 Systems MICROMASTER 420 MICROMASTER 430 MICROMASTER 440 SIMATIC 系列 SIMATIC ET200S FC SIMATIC ET200pro FC SINAMICS 系列 SINAMICS G110 SINAMICS G120 SINAMICS G120D SINAMICS G130 SINAMICS G150 SINAMICS S120 SINAMICS S150 SINAMICS GM150 SINAMICS SM150 SINAMICS GL150
新建工程组态
打开STARTER软件》新建》New with wizard,出现下面对话框:
可以根据自己的需要选择离线组态工程或者在线寻找装置
新建工程组态
离线组态工程如下:
输入项目名称,选择保存路径; 点击“Continue”进行下一步。
新建工程组态
根据自己连接的方式,选择相应的设置;如需改变,按如下步骤更改设置: 点击“Change and test…”,出现下面对话框,根据实际通讯配置选择相应的设 置,如端口、波特率等;
M440变频器说明书3

例3:ADC值为—10V至+10V(—50至+50Hz):这一例子中将得到—10V至+10V的模拟输入(—50至+50Hz),带有中心为“0”且有0.2V宽度的“支撑点”(死区)下标:P0761[0]:模拟输入1 (ADC 1)P0761[1]:模拟输入2(ADC 2)———————————————————————————————————————————说明:P0761[x] =0:无死区提示:如果P0758和P0760(ADC标定的Y1和Y2座标)的值都是正的或都是负的,那么,从0V开始到P0761的值为死区。
但是,如果P0758和P0760的符号相反,那么,死区在交点(x轴与ADC标定曲线的交点)的两侧。
当设定中心为“0”时,Fmin(P1080)应该是0。
在死区的末端没有回线。
下标:P0762[0]:模拟输入1(ADC 1)P0762[1]:模拟输入2(ADC 2)—————————————————————————————————————————说明:设定值:21 CO :实际频率 (按P2000标定)24 CO :实际输出频率 (按P2000标定)25 CO :实际输出电压 (按P2001标定)26 CO :实际直流回路电压 (按P2001标定)27 CO :实际输出电流 (按P2002标定)下标:P0771[0]:模拟输出1 (DAC1)定义对模拟输出信号的平滑时间[ms]。
这一参数允许采用PTI 滤波器对DAC 输出信号起平滑作用。
下标:P0773[0]:模拟输出1(DAC1)P0773[1]:模拟输出2(DAC2)关联:下标:r0774[0]:模拟输出1(DAC1)可能的设定值:0 电流输出1 电压输出下标:P0776[0]:模拟输出1(DAC1)P0776[1]:模拟输出2(DAC2)说明:模拟输出是按0-20mA 的电流输出来设计的。
在模拟输出电压为0至10V 的情况下,端子(12/13或26/27)上接有一个500Ohm 的电阻。
基于PLC的全自动洗衣机控制系统设计毕业设计

本科生毕业设计说明书(毕业论文)题目:基于PLC的全自动洗衣机控制系统设计学生姓名:学号:20专业:电气工程及其自动化班级:电气1班指导教师:李授基于PLC 的全自动洗衣机控制系统摘要本文是利用可编程控制器PLC实现了对洗衣机的全自动控制,且说明了PLC控制的原理方法,优点和特点及控制洗衣机的特色。
本文在介绍了洗衣机结构的同时,又对全自动洗衣机的控制系统进行了非常全面分析,并在此基础上提出基于PLC的全自动洗衣机控制方案,且对实施方案进行了论证,根据洗衣机的工作原理从而对程序及其流程进行了设计,该系统具有智能化程度高、安全可靠和运行稳定等特点。
对电磁阀,按钮,开关等其它一些输入/输出点进行控制,从而实现了洗衣过程的自动化,并实现了多台控制。
由于每遍的洗涤、排水、脱水的时间由PLC内定时器控制,所以只要改变定时器参数就可以改变相应的控制时间。
关键词:可编程序控制器(PLC);自动控制; 变频器; 洗衣机PLC in the application of full-automatic washing machineAbstractThis paper is the use of programmable controller PLC realizes the automatic control of the washing machine, but you ask clear the principle of PLC control method, the advantages and characteristics and the control characteristic of the washing machine. This article introduces the structure of the washing machine at the same time, and fully automatic washing machine control system for the very comprehensive analysis, and on the basis of fully automatic washing machine control scheme based on PLC is put forward, and the implementation plan, according to the washing machine working principle and application and its process of design, the system has a high intelligent degree, safe and reliable and stable operation, etc. Some of solenoid valves, buttons, switches and other input/output point to control, so as to realize the automation of the washing process, and many sets of control could be achieved. Because every time wash, drainage and dehydration time timer control by PLC, so just change the timer parameters can control time accordingly.Key words: programmable controller (PLC); The automatic control; The inverter; The washing machine目录摘要 (I)Abstract (II)第一章绪论 (5)1.1 课题背景与意义 (5)1.2 全自动洗衣机简介 (6)1.3 全自动洗衣机控制技术的现状与发展 (8)1.4 本文主要的工作 (9)第二章概述 (10)2.1 PLC的控制特点 (10)2.2 控制系统框图 (11)2.3 控制系统对应设备及功能 (12)第三章硬件的设计 (13)3.1 外部设备的选择 (13)3.2 变频器 (14)3.3 电动机 (16)3.4 可编程控制器的选择 (18)3.5 PLC外部接线图 (19)第四章软件的设计 (25)4.1 I/O 分配表 (25)4.1.1 输入地址分配表 (25)4.1.2 输出地址分配表 (26)4.1.3 内部元件地址分配表 (27)4.2 系统流程图 (28)4.2.1 强制停止流程图 (28)4.2.2 正常运行流程图 (28)4.2.3 去抖动程序流程图 (30)4.3 程序设计 (30)4.3.1 PLC控制顺序功能图 (30)4.3.2 系统梯形图 (31)4.3.3 系统指令语句表 (39)第五章程序运行过程分析 (45)第六章总结与展望 (46)6.1 总结 (46)6.2 全自动洗衣机的展望 (47)参考文献 (49)课程设计体会 (50)第一章绪论1.1课题背景与意义自19 世纪中叶,美国人史密斯研制出世界上首台洗衣机至今,洗衣机的发展已经历了一个多世纪。
m440与300PLC通讯
0
0
12 1 0
没有使用
0
0
13 1 电动电位计(MOP)升速 0-
0
0
14 1 电动电位计(MOP)降速 0-
0
0
15 1 0
没有使用
0
0
控制字、状态字由本人整理,错误难免,请批评指正,仅供各位参 考,使用时建议按说明书设置,谢谢!(特别指出MM440控制字、状态字 的与其他变频器不同,甚至MM420、MM430都不一定相同)
组态步骤如下: ①、打开硬件组态,在右侧”Profi(standard)” Profibus-DP
双击MICROMASTER 440; ②、弹出 profibus interface Properties: 输入从站地址:4
3
SIMOVERT
MM440 与 PLC 的通讯
②
③
Loden29@
例2: 地址 = 88 = 8 + 16 + 64
OFF OFF OFF ON ON OFF ON
DIP开关设定优先于P918;
地址
含义
0 1……125 126, 127
PROFIBUS 地址由参数 P0918 来决定 有效的 PROFIBUS 地址 无效的 PROFIBUS 地址
4.2 通讯板参数
变频器在 ON 状态(ON 命令激活),没有故障。 在“操作使能”时,变频器可以启动。 原因:ON 命令未激活,故障存在,OFF2 或 OFF3 激活,启动禁止。 参考控制字,位 3
10
MM440 与 PLC 的通讯
附录 2:MM440 变频器 PROFIBUS-DP 通讯状态字定义
位
值
含义
0
第四章S7300系列PLC和MM440在变频调速系统中的应用-42X

S7-300 PLC数字量输入约定
操作按钮 SF1 SF2 SF3 控制功能 电机正转 电机停止 电机反转 输入地址 I124.1 I124.2 I124.3
中原工学院电子信息学院
变频器及其应用
S7-300 PLC与MM440变频器连接图
中原工学院电子信息学院
变频器及其应用
3.
PLC控制程序设计/下载
入和PLC数字输出约定
输出地址 Q124.1 Q124.2 Q124.3 控制功能 固定频率 固定频率 固定频率 连接MM440端子 5 6 7
S7-300 PLC数字量/模拟量输入约定
操作按钮 SF1 SF2 控制功能 电机正向启动 电机停止 输入地址 I124.1 I124.2
中原工学院电子信息学院
S7-300 PLC数字量/模拟量输入约定
操作按钮 SF1 SF2 控制功能 电机正向启动 电机停止 输入地址 I124.1 I124.2
中原工学院电子信息学院
变频器及其应用
3、S7-300PLC和 MM44O联机实现3段固定 频率控制的电路图
中原工学院电子信息学院
变频器及其应用
用“二进制编码+ON” 方式实现 3 段 固定频率控制状态表
中原工学院电子信息学院
变频器及其应用
4.5
S7-300系列 PLC和 MM440变频器 联机,实现3段固定频率控制
1.电动机控制要求
按启动按钮,电动机依次运行在:
◎ 频率f1=10Hz,转速 n1=280r/min;
◎ 延时10s后,运行频率 f2=25Hz,
转速 n2=700r/min;
◎ 再延时10s后, 运行频率 f3=50Hz,
4、 PLC控制程序设计/下载/调试
S40系统PLC你说明书(V1.1)
3.8 NOP 与 END 指令 NOP:空操作指令。 END:结束指令,表示程序结束。
4 元件说明 元件是用来识别在PLC 中处理的信号的地址符号。元件编号是分配给元件的系列号。在本
系统PLC中的元件X 、Y 和M等的元件编号以十进制符号表示的。
4.1 元件列表
下表为 PLC 系统所有元件列表
元件
说明
X 系统输入信号
Y 系统输出信号
10ms 通用定时器;10ms 积算定时器;100ms 通用定时 T 器;100ms 积算定时器;1s 通用定时器;1s 积算定时
器。
C 系统计数器
M 系统辅助继电器
4.2 元件详细说明 4.2.1 输入继电器(X)
-3-
Your needs ,We have
成都卡诺普自动化控制技术有限公司 CRP Automation Control Technology Co.ltd
作用:I/O 接口 Y00 到 Y15 输出
引脚
名称
定义
说明
1
Y00
通用输出口
2
Y01
通用输出口
3
Y02
通用输出口
4
Y03
通用输出口
5
Y04
通用输出口
6
Y05
通用输出口
7
Y06
通用输出口
8
Y07
通用输出口
9
Y08
通用输出口
10
Y09
通用输出口
11
Y10
通用输出口
12
Y11
通用输出口
13
Y12
通用输出口
作用:I/O 接口 X00 到 X15 输入
引脚
西门子m440变频器和s7-300plc在钢水定氧一次加铝系统中的应用

隘熊勉.西门子M440变频器和S7—300PL C在钢水定氧一次加铝系统中的应用窦瑜(山西长治钢铁集团有限公司设计规划院,山西长治040631)睛要】本文介绍了在炼钢过程中定氧加铝系统的工艺及控制要求,基于S7-300PL C和M M440变频器设计了定氧加铅自动控嗣系统,PL C M M440之间采用pr06bl】s D p现场总线技术进行通信。
该系统投产后远行稳定,具有良好的准确性、快迦l生和及时隆等。
鹾毒害阐定氧加铝系统;S7-300PL C;M440变频器;现场总线1项目简介定氧加铝工艺是冶炼过程的重要工序之一。
对减少钢中的杂质、改善钢的品质、减少钢水在吹氩站的滞留时间、提高转炉作业率起着重要的作用。
我炼钢厂原有定氧加铝控制系统一套,控制一台双流铝线机和一台单流铝线机。
在运行过程中,该系统存在以下问题:1)原有双流铝线机采用A B公司1769系列PLC进行控制,由于该控制设备年久失修,故障频繁,严重影响生产的正常运行。
2)原有单流铝线机完全靠工人手动进行控制,增加了工人的劳动强度,同时存在工人误操作的潜在危险,对人的生命也构成威胁。
3)原有双流铝线机由于现场环境比较恶劣,机械设备经常卡线、铝线重量不够等,使得铝线机不能正常工作,耽误钢水加铝脱氧时间,影响钢水质量,甚至使钢水回炉,造成巨大的经济损失。
因此对控制系统有必要进行改造。
新改造方案采用Si e m ens公司M M440变频器驱动双流铝线机,PL C选用S7—300系列产品,C P U为315—2D P o M M440变频器和PL C之间采用P r ofi bus—D P i蓟讦k本文阐述改进后的定氧加铝控制系统的结构、原理以及相关技术。
2定氧加铝控制系统的构成21系统工艺原理定氧加铝控制系统如图1所示。
定氧加铝的工艺过程如下:钢水出炉到达加铝站后,首先通过定氧仪测出钢水中的含氧量,与系统设定的氧量初始值相比较。
由PL C依据氧量没定值与检;卿值相比较判断后,发出—个加铝启动信号:立即伸出支撑杆,准确定位到钢水上方:延时2秒后P LC再发出压下轮工作信号,驱动电机牵引铝线运动。
M440变频器参数设定知识

M440变频器参数设定知识MM440变频器为例介绍设置方法 :1、基本操作面板BOP进行设置在缺省设置时,用BOP 控制电动机的功能是被禁止的。
如果要用BOP 进行控制,参数P0700 ,1,参数P1000 ,1。
第一步:设置将电机铭牌数据输入变频器内进行优化:为了能够查看变频器所有参数,我们先设置P0003,3 P0004,0P0010,1 (进行快速调试)P0300设置电动机的类型含义 1为异步电动机 2为同步电动机 P0304设置电动机的额定电压 , VP0305设置电动机的额定电流 , AP0307设置电动机的额定功率 , KWP0310设置电动机的额定频率 ? HzP0311设置电动机的额定转速 ? r/min P3900=1 含义结束快速调试其它参数按工厂设置使参数复位此时P0003可能恢复到默认的1级(标准级) 如还需要更改参数重新将P0003,3 手动转车设置方法P1000=1)(AOP面板P0700 , 按第一步设置完成后 ( BOP面板P0700 ,14 P1000=1)按电动机点动,按运行电动机,按停止电动机。
按改变电动机的转动方向,增加输出频率,按减少输出频率。
按变频器默认输出频率为5Hz,要想改变初始输出频率,只须改变P1040的值,即可改变初始输出频率,按你设定的初始频率运行。
如果您想要能够正?反或反?正方向进行增加或减小输出频率,应设定P1032,0。
使电机只有单方向增加或减小输出频率应将P1032=1。
**** 通过PROFIBUS模板的通讯设置方法按第一步设置完成后设置站号P0918 必须与PLC组态配置的站号一致P1000=6 P0927=15(二进制数显示为1111) P0700=6说明: 1、变频器接收PLC的字第一个字为控制字,第二个字为主设定值。
(说明:变频器接收的字第一个PZD 字中位10 必须置1,这样,变频器才能将把它作为合法的过程数据来接收。
为此,必须在第一个PZD 字中把控制字1传送给变频器。
MB40系列PLC连接
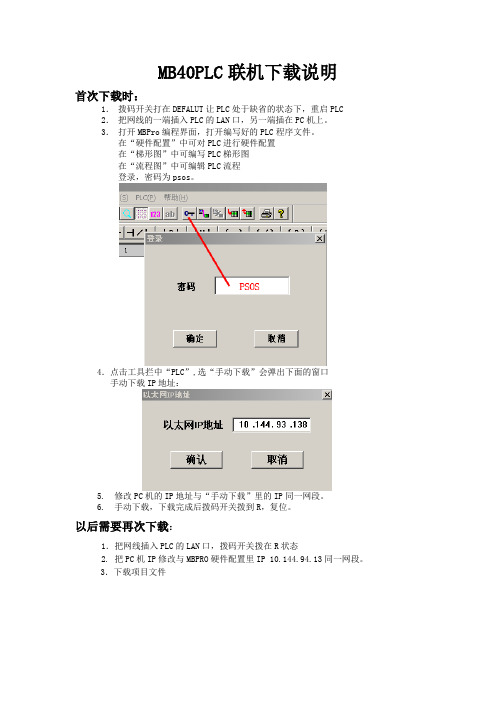
MB40PLC联机下载说明首次下载时:1.拨码开关打在DEFALUT让PLC处于缺省的状态下,重启PLC2.把网线的一端插入PLC的LAN口,另一端插在PC机上。
3.打开MBPro编程界面,打开编写好的PLC程序文件。
在“硬件配置”中可对PLC进行硬件配置在“梯形图”中可编写PLC梯形图在“流程图”中可编辑PLC流程登录,密码为psos。
4.点击工具拦中“PLC”,选“手动下载”会弹出下面的窗口手动下载IP地址:5. 修改PC机的IP地址与“手动下载”里的IP同一网段。
6. 手动下载,下载完成后拨码开关拨到R,复位。
以后需要再次下载:1.把网线插入PLC的LAN口,拨码开关拨在R状态2. 把PC机IP修改与MBPRO硬件配置里IP 10.144.94.13同一网段。
3.下载项目文件3.下载全部流程4.联机点击MBPro中工具栏里“PLC”,选择“联机”。
联机前:联机后:拨码开关的定义:模件上有一个5位置的钥匙开关,用于设置模件的状态。
RUN 运行状态RSTOP 停止态,系统停止对梯形图和流程图进行扫描DEBUG 调试态,模件的WatchDog被禁止,模件在故障情况下不会自动复位DEFALUT 模件按缺省方式启动运行,缺省方式下模件不扫描梯形图但支持网络工具,可以通过FTP等网络传输命令进行文件的传送,或是通过组态软件手动下载梯形程序。
对于单机单网系统的CPU模件,缺省方式下模件的IP地址为10.144.93.138 SWICTH 切换,单CPU模件未使用另外,CPU模件有一个复位按钮K1,按下复位按钮后,CPU模件重新启动,相当于对模件重新上电。
MB40程序上传:1.修改PC机IP与PLC硬件配置里IP同一网段2.打开MB40PRO,登录3.点击菜单栏里PLC(P)—>上传项目文件,弹出窗口修改上面IP地址与PLC硬件配置里一样。
点击确定。
4.项目文件开始上传点击确定后会弹出下面的窗口重新保存上传的项目文件为u。
西门子MM440与PLC通讯
5.2 对PKW (参数区)读写 5.2.1 数据传送规则
对 PKW 区数据的访问是同步通讯,即发一条信息,得到返回值后才能发第二条信 息。
PKW 一般为 4 个字,定义如下:
PKE
IND
PWE
PWE
PNU
A
PKE:参数表示符
C
B
IND:索引
PWE:参数值
第7页
Loden29@
MM440 与 PLC 的通讯
第8页
Loden29@
MM440 与 PLC 的通讯
③ .将DB1.DBX12.0 开始的8 个字节写入从站(P#DB1.DBX20.0 BYTE 8)
DB1.DBW12 -> PKE DB1.DBW14 -> IND 参数值的高字位 DB1.DBW16 -> PWE1 参数值的低字位 DB1.DBW18 -> PWE2
第9页
Loden29@
MM440 与 PLC 的通讯
附录 1: MM440 变频器 PROFIBUS-DP 通讯控制字定义
位值
含义
注释
举例设置 停止 启动
0 1 ON
设定变频器到“准备运行”状态,方
0 OFF1
向由第 11 位来决定,当 f<fmin 时, 0
1
沿 RFG 的加速度失效。
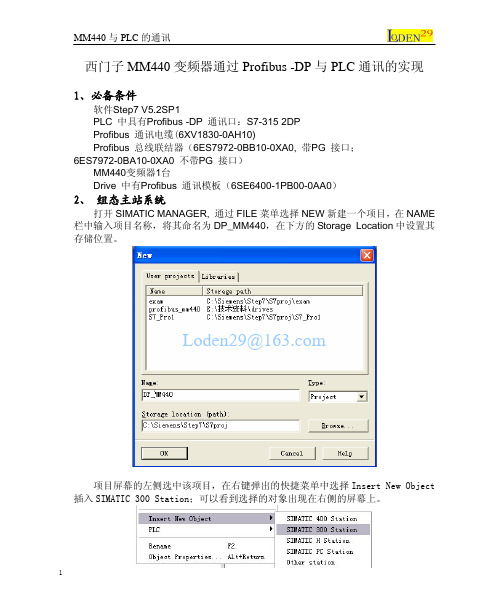
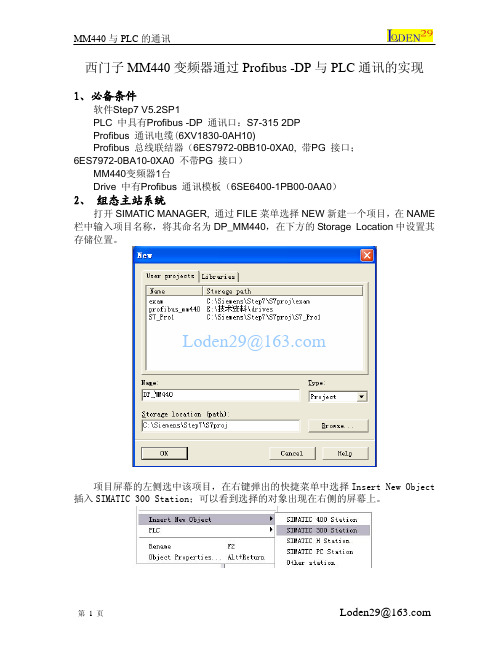
2、 组态主站系统
打开 SIMATIC MANAGER, 通过 FILE 菜单选择 NEW 新建一个项目,在 NAME 栏中输入项目名称,将其命名为 DP_MM440,在下方的 Storage Location 中设置其 存储位置。
Loden29@
项目屏幕的左侧选中该项目,在右键弹出的快捷菜单中选择 Insert New Object 插入 SIMATIC 300 Station;可以看到选择的对象出现在右侧的屏幕上。
SIEMENS+S7300+PLC和MM440变频器+在超五类电线生产线中的应用
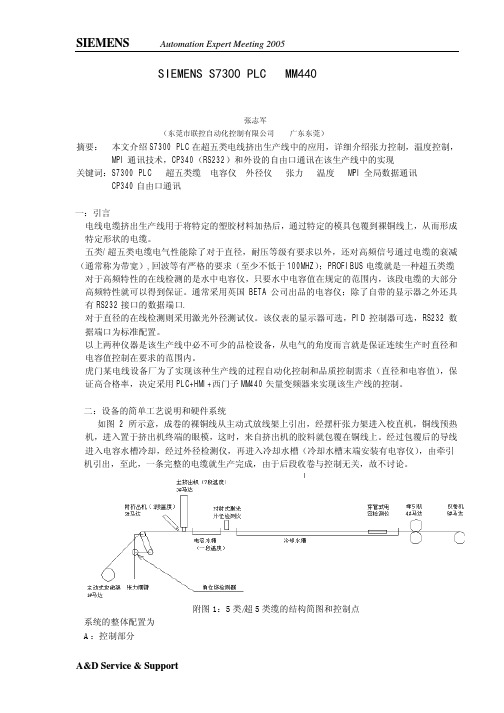
SIEMENS S7300 PLC和MM440变频器在超五类电线生产线中的应用张志军(东莞市联控自动化控制有限公司广东东莞)摘要:本文介绍S7300 PLC在超五类电线挤出生产线中的应用,详细介绍张力控制,温度控制,MPI通讯技术,CP340(RS232)和外设的自由口通讯在该生产线中的实现关键词:S7300 PLC 超五类缆电容仪外径仪张力温度 MPI全局数据通讯CP340自由口通讯一:引言电线电缆挤出生产线用于将特定的塑胶材料加热后,通过特定的模具包覆到裸铜线上,从而形成特定形状的电缆。
五类/超五类电缆电气性能除了对于直径,耐压等级有要求以外,还对高频信号通过电缆的衰减(通常称为带宽),回波等有严格的要求(至少不低于100MHZ);PROFIBUS电缆就是一种超五类缆对于高频特性的在线检测的是水中电容仪,只要水中电容值在规定的范围内,该段电缆的大部分高频特性就可以得到保证。
通常采用英国BETA公司出品的电容仪;除了自带的显示器之外还具有RS232接口的数据端口.对于直径的在线检测则采用激光外径测试仪。
该仪表的显示器可选,PID控制器可选,RS232数据端口为标准配置。
以上两种仪器是该生产线中必不可少的品检设备,从电气的角度而言就是保证连续生产时直径和电容值控制在要求的范围内。
虎门某电线设备厂为了实现该种生产线的过程自动化控制和品质控制需求(直径和电容值),保证高合格率,决定采用PLC+HMI+西门子MM440矢量变频器来实现该生产线的控制。
二:设备的简单工艺说明和硬件系统如图2所示意,成卷的裸铜线从主动式放线架上引出,经摆杆张力架进入校直机,铜线预热机,进入置于挤出机终端的眼模,这时,来自挤出机的胶料就包覆在铜线上。
经过包覆后的导线进入电容水槽冷却,经过外径检测仪,再进入冷却水槽(冷却水槽末端安装有电容仪),由牵引机引出,至此,一条完整的电缆就生产完成,由于后段收卷与控制无关,故不讨论。
附图1:5类/超5类缆的结构简图和控制点系统的整体配置为A:控制部分CPU312C 2 PCSSM331 8AI 1 PCSSM331 2AI 1 PCSSM334 4AI/2AO 1 PCSCP340 RS232 2 PCSTP270-10 1 PCSB:动力部分MM440 5.5KW(放卷) 1PCSMM440 11KW(主螺杆) 1PCSMM440 2.2KW(附机和收卷) 2PCSMM440 3.7KW(牵引机) 1PCS三:控制系统的构成和程序编写控制系统的硬件架构框图如图3所示,附图2:控制系统的架构框图四:控制系统的功能和编程实现1:放线(卷)装置的张力控制整条线需要均衡的张力才不至于电缆被拉伸导致物理性能和电气性能发生变化。
M440、6SE70变频器和西门子PLC DP通讯的实现

M440、6SE70变频器和西门子PLC DP通讯的实现【摘要】西门子变频器在钢铁行业中有着广泛的运用,它们具有良好的矢量控制功能、具有灵活的设置参数能力、同时它们和西门子PROFIBUS总线同时在工业环境中使用,为工业自动化带来了极大的便利。
【关键词】矢量控制;PROFIBUS-DP;M440;6SE70变频器1.M440参数访问和修改方式(操作面板和STARTER 软件)1.1通过直接点对点模式访问修改参数设置在我们的传统模式下,访问变频器的参数通过AOP/BOP面板来访问参数,图(1)显示。
其中■启动电机■停止电机■改变电机的转动方向■功能键■访问参展■增加数值■ 减小数值■点动。
通过以上功能键可以访问相关的参数,但是现在的工业环境中,同一网络下挂了几十个同一类型的变频器,修改访问参数,如果还是按照使用操作面板的话,这是不现实,为此从而诞生了通过以太网口快速访问修改变频器。
1.2通过MPI/IP 访问s7网络中所有的440、6SE70变频器参数为了能够方便快速的设置参数的访问,现在使用STARTER 软件来访,所有的变频器必须在STEP7中组态完成后,选取STEP7中的s7 subnet号码,DP地址号,所在线使用的以太网网络地址。
然后在starter 中设置一下参数。
图图(2)所示,TYPE 为Profibus地址为21,s7 subnet ID为’0044-02F9’(同一s7网段下)IP Adress 为192.158.0.160(CPU以太网通讯地址),通过在一级系统的PC机上你可以通过以太网可以任意访问为DP 地址为21的变频器的数据了。
同理只要在同一个STEP7组态中你所需要的变频器,当然必须设定好DP 地址,也同样的访问另一个变频器了。
这样的好处速度快,很容易排除故障。
省了很多麻烦。
矢量控制就是把三相异步电动机模仿直流电动机的原理,进行模型优化。
具有在0.5赫兹的情况下,输出150%的转矩。
西门子S7-300与MM440间DP通讯(WinccFlexible).doc
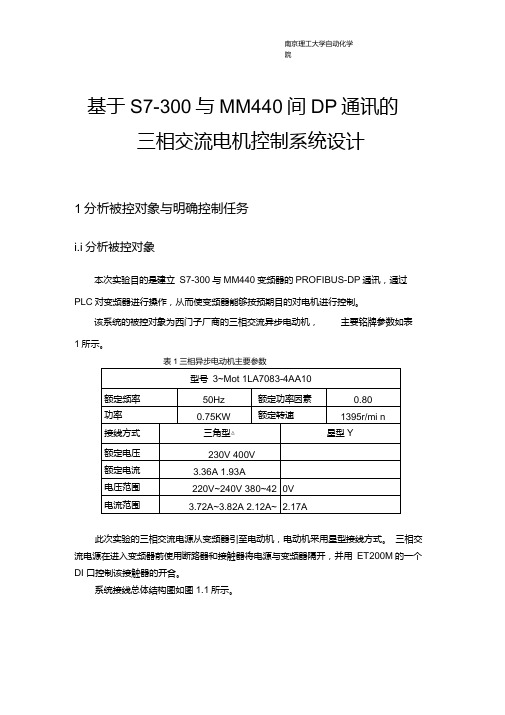
基于S7-300与MM440间DP通讯的三相交流电机控制系统设计1分析被控对象与明确控制任务i.i分析被控对象本次实验目的是建立S7-300与MM440变频器的PROFIBUS-DP通讯,通过PLC对变频器进行操作,从而使变频器能够按预期目的对电机进行控制。
该系统的被控对象为西门子厂商的三相交流异步电动机,主要铭牌参数如表1所示。
表1三相异步电动机主要参数此次实验的三相交流电源从变频器引至电动机,电动机采用星型接线方式。
三相交流电源在进入变频器前使用断路器和接触器将电源与变频器隔开,并用ET200M的一个DI 口控制该接触器的开合。
系统接线总体结构图如图1.1所示。
图1.1系统接线总体结构图1.2明确控制任务控制任务是S7-300通过DP 通讯口,操作MM440,实现电机的启动、停机、 正转、反转、变速和正反向点动,并读取电机当前电压、电流及频率值。
2控制任务的分解与被控对象的描述2.1控制任务的分解可以按通讯的性质将控制任务划分为两大部分。
第一部分是S7-300通过DP 控制MM440参数,以实现电机的启动、停机、 正转、反转、变速和正反向点动。
第二部分是S7-300通过DP 读取MM440参数,读取控制电压、电流及频率1 *Ill ■ ■UL 1 —1―*2.2被控对象的描述对电动机的操作工艺流程图如图2.1所示,可以完成启动、停机、正转、反转、变速及正反向点动功能,操作面板使用触摸屏实现。
南京理工大学自动化学院3系统硬件设计3.1操作面板设计操作面板使用触摸屏实现,主要由操作部件和显示部件组成。
使用Flexible 实现的控制面板如图3.1、图3.2以及图3.3所示。
启动停止 点动「基牙摄实时参数 频率时间图 退出系统图3.1基本操作面板图2.1操作工艺流程图Wince电机操件电机转速0 r/min也柑转电匸0*0 V电机频率0, Q0 HZ 电也电耳0,00 A实时卷数频率时间图退出系统h基痔祚图3.2实时参数面板图3.3频率时间图面板1. 操作部件z 断路器开关闭合时断路器闭合,断开时断路器断开;z 复位按钮对系统进行一次初始化,并建立通讯;z 转向设置开关闭合时电机转向为正向,断开时点击转向为反向; z 预设速度框用来填入希望达到的速度;z 设置速度按钮使预设速度生效;z 启动按钮使电机按设置速度启动;使电机停转;z 点动按钮按下时,电机按设定方向以变频器中设置的固定速度转动,放开即停机;2. 显示部件z 断路器状态灯反映断路器当前状态,闭合亮,断开灭;z 电机运行指示灯反映电机运行状态,运行时亮,停止时灭;z 电机转速表显示电机当前速度;z 电机电压表显示电机当前电压;z 电机电流表显示电机当前电流;z 变频器频率表显示变频器当前输出频率;z 频率时间图(f-t图)纵轴为频率,横轴为时间,用来绘制频率历史曲线,频率与速度成正比。
M440、6SE70变频器和西门子PLC DP通讯的实现
M440、6SE70变频器和西门子PLC DP通讯的实现【摘要】西门子变频器在钢铁行业中有着广泛的运用,它们具有良好的矢量控制功能、具有灵活的设置参数能力、同时它们和西门子PROFIBUS总线同时在工业环境中使用,为工业自动化带来了极大的便利。
【关键词】矢量控制;PROFIBUS-DP;M440;6SE70变频器1.M440参数访问和修改方式(操作面板和STARTER 软件)1.1通过直接点对点模式访问修改参数设置在我们的传统模式下,访问变频器的参数通过AOP/BOP面板来访问参数,图(1)显示。
其中■启动电机■停止电机■改变电机的转动方向■功能键■访问参展■增加数值■ 减小数值■点动。
通过以上功能键可以访问相关的参数,但是现在的工业环境中,同一网络下挂了几十个同一类型的变频器,修改访问参数,如果还是按照使用操作面板的话,这是不现实,为此从而诞生了通过以太网口快速访问修改变频器。
1.2通过MPI/IP 访问s7网络中所有的440、6SE70变频器参数为了能够方便快速的设置参数的访问,现在使用STARTER 软件来访,所有的变频器必须在STEP7中组态完成后,选取STEP7中的s7 subnet号码,DP地址号,所在线使用的以太网网络地址。
然后在starter 中设置一下参数。
图图(2)所示,TYPE 为Profibus地址为21,s7 subnet ID为’0044-02F9’(同一s7网段下)IP Adress 为192.158.0.160(CPU以太网通讯地址),通过在一级系统的PC机上你可以通过以太网可以任意访问为DP 地址为21的变频器的数据了。
同理只要在同一个STEP7组态中你所需要的变频器,当然必须设定好DP 地址,也同样的访问另一个变频器了。
这样的好处速度快,很容易排除故障。
省了很多麻烦。
矢量控制就是把三相异步电动机模仿直流电动机的原理,进行模型优化。
具有在0.5赫兹的情况下,输出150%的转矩。
基于PLCFX2N-48对Z3040钻床的电气改造
基于PLCFX2N-48对Z3040钻床的电气改造
PLCFX2N-48是一种可编程逻辑控制器,用于控制自动化生产过
程中的各种电气设备。
针对Z3040钻床的电气改造,可以采取如下
步骤:
1.安装PLCFX2N-48控制器的电气部件,如输入输出模块、电源
模块等。
在安装时应注意PLCFX2N-48控制器的额定电源和通信需要
以及线路的正确连接。
2.编写PLCFX2N-48控制器的程序来控制Z3040钻床的各个动作,如钻头升降、旋转等。
同时,根据实际情况添加各种报警功能和故
障诊断。
3.将PLCFX2N-48控制器与现有的控制电路和设备相连接,如传
感器、按键、状态指示灯等,使其与PLCFX2N-48控制器实现数据交互。
4.测试改造后的控制系统,包括PLCFX2N-48控制器和其他控制
设备之间的通信和数据传输,以确定系统的性能是否符合预期,是
否存在故障。
5.优化控制系统的性能,通过调整程序和参数等手段,以提高
系统的运行效率和稳定性。
通过以上步骤,可以实现对Z3040钻床控制系统的电气改造,
使其更加智能化、自动化和高效化。
第三章MM440变频器的PLC控制
参数。如果只做通信实验默认就可。 (4)修改命令源和给定源,设定P700=5和P1000=5。 (5)设置与通信相关参数,见表3-1。 3. PLC程序编制 (1)在Micro/Win中调用USS初始化程序块USS_ INIT,参考
(2)电动机反转延时运行。 当按下反转按钮SB2时,PLC输入继电器I0. 1得电,其常
开触点闭合,位辅助继电器M0. 1得电,M0. 1常开触点闭合 自锁,同时接通定时器T37延时。当时间达到10s,定时器 T37位触点闭合,输出继电器Q0. 2得电,变频器MM440的数 字输入端口DIN3为“ON”状态。电动机在发出反转信号延时 10s后,按P1121所设置的6s斜坡上升时间反向启动,经6*后, 电动机反向运转在由P1040所设置的40 Hz频率对应的转速上。 为了保证运行安全,在PLC程序设计时,利用辅助继电器 M0. 0和M0. 1的常闭触点实现互锁。
第3章变频器的PLC控制
3. 1PLC与变频器的连接 3. 2变频器正反转的PLC控制 3. 3变频器多段速运行的PLC控制 3. 4变频器的PLC模拟量控制
3. 1PLC与变频器的连接
任务目标 (1)掌握PLC和变频器联机方法。 (2)熟悉变频器与PLC连接的触点和接口等。 (3)熟悉PLC通过85485接口控制变频器的方法。 任务引入 PLC具有体积小、组装灵活、编程简单、抗干扰能力强及
上一页 下一页 返回
3. 1PLC与变频器的连接
2.利用PLC的开关量输出控制变频器 PLC的开关输出量一般可以与变频器的开关量输入端直接
相连,如图3-2所示。这种控制方式的接线简单,抗干扰能力 强。利用PLC的开关量输出可以控制变频器的启动/停止、正/ 反转、点动、转速和加减时间等,能实现较为复杂的控制要 求,但只能有级调速。 使用继电器触点进行连接时,有时存在因接触不良而误操作 现象;使用晶体管进行连接时,则需要考虑晶体管自身的电压、 电流容量等因素,保证系统的可靠性。另外,在设计变频器 的输入信号电路时还应该注意到,输入信号电路连接不当, 有时也会造成变频器的误动作。例如,当输入信号电路采用 继电器等感性负载,继电器开闭时,产生的浪涌电流带来的 噪声有可能引起变频器的误动作,应尽量避免。
实时自动化460PSSC-N2EW PROFINET控制器与西门子S7 PLC之间的数据连接解决方案
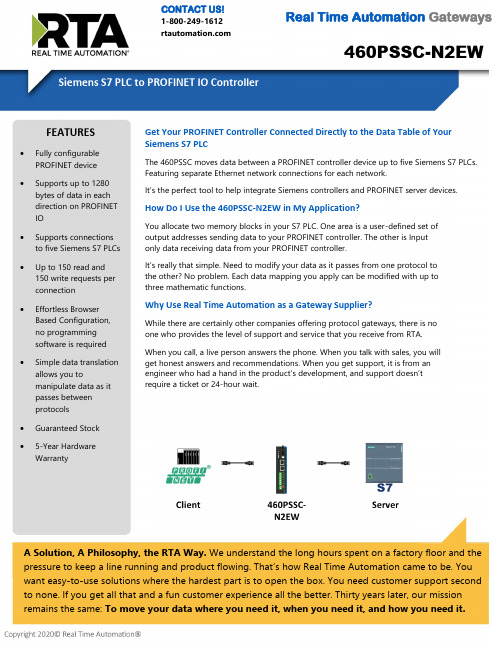
460PSSC-N2EWCONTACT US!1-800-249-1612 Real Time Automation GatewaysA Solution, A Philosophy, the RTA Way. We understand the long hours spent on a factory floor and thepressure to keep a line running and product flowing. That’s how Real Time Automation came to be. Youwant easy-to-use solutions where the hardest part is to open the box. You need customer support secondto none. If you get all that and a fun customer experience all the better. Thirty years later, our mission remains the same: To move your data where you need it, when you need it, and how you need it.Get Your PROFINET Controller Connected Directly to the Data Table of Your Siemens S7 PLCThe 460PSSC moves data between a PROFINET controller device up to five Siemens S7 PLCs. Featuring separate Ethernet network connections for each network.It’s the perfect tool to help integrate Siemens controllers and PROFINET server devices.How Do I Use the 460PSSC-N2EW in My Application?You allocate two memory blocks in your S7 PLC. One area is a user-defined set of output addresses sending data to your PROFINET controller. The other is Input only data receiving data from your PROFINET controller.It’s rea lly that simple. Need to modify your data as it passes from one protocol to the other? No problem. Each data mapping you apply can be modified with up to three mathematic functions.Why Use Real Time Automation as a Gateway Supplier?While there are certainly other companies offering protocol gateways, there is no one who provides the level of support and service that you receive from RTA. When you call, a live person answers the phone. When you talk with sales, you will get honest answers and recommendations. When you get support, it is from an engineer who had a hand in the product’s development, and support doesn’t require a ticket or 24-hour wait.FEATURES •Fully configurable PROFINET device •Supports up to 1280bytes of data in each direction on PROFINETIO•Supports connections to five Siemens S7 PLCs •Up to 150 read and 150 write requests perconnection•Effortless Browser Based Configuration, no programmingsoftware is required • Simple data translationallows you to manipulate data as itpasses between protocols• Guaranteed Stock •5-Year Hardware WarrantyReal Time Automation, Inc.************************** - 1-800-249-1612Made in theU.S.A.Always InStockReady toShipExpertSupportProfinet IO ServerMaximum Number of Slots 10 Slots in, 10 Slots out Slot Data Segment Sizes8, 16, 32, 64 or 128 BytesEach Slot Can be Defined for a Single Data Type of Int8, int16, int32, int64, UInt8, Uint16, Uint32, Uint64, float, double, binary8, binary16 or binary32,Short String Total Data Supported in Each Direction1280 Bytes Maximum Profinet IO Controller Connections 1String Support 1 string per slotS7 Client PLC SupportS7 300/400/1200/1500 Maximum Number of PLCs Supported5 Maximum Number of Inputs/Outputs per PLC 150 Maximum Number of Bytes per Scan Line 400Memory Area Access Input (I), Output (Q), and Data Block( DB)Supported Data Types8 Bit Int, 16 Bit Int, 32 Bit Int, 32 Bit Float, Bool and Char Array INCLUDED WITH GATEWAY 3’ power cable with flying leads5-year hardware warrantyIPSetup software – automatically locates RTA gateway on the networkUnlimited firmware feature upgrades for lifeCAT5 crossover cable for direct connection to PC during programming Complete, unlimited access to our industry leading support staff ManualELECTRICAL / ENVIRONMENTALDC Input Voltage 12-24 VDC .Maximum Baud Rate 115K baud Operating Temperature -40 C to 85 CCertificationRoHS-Compliant, UL, CUL, CE Approvals, Class I Div 2ENCLOSURE / HARDWARE Size 5.40" x 3.83" x 1.19" Weight 7.6 oz Enclosure Type Anodized Aluminum Mounting Din rail or panel mount LEDs Power LED & 2 general purpose LEDs on side GATEWAY FEATURES & FUNCTIONSAlarming Set <, <=, >, >=, ==, !=, and change-of-state ruleson any data moving through the gateway. If alarmrule is triggered an email notification can be sent. Gateway SecurityYou can configure up to 9 different users access todiagnostic and configuration screens. Translation TableAllows for data manipulation during protocol translation. Scaling and other data format changes can occur in the gateway.Status and CountersProtocol specific status, counters, and error messages are accessible within the gateway’s diagnostics page. They can also be delivered to a connected device.NOT EXACTLY WHAT YOU WERE LOOKING FOR? Real Time Automation offers a full line of gateway products. Give us a call at 1-800-249-1612. Or, check out a listing at/products . We also offercustomizations for unique applications.Diagnostic Logging PageAllows users to see and log start up sequences, protocol specific messages & error messages.CATALOG # DESCRIPTION460PSSC-N2EWConnects up to five Siemen S7 PLCs with a PROFINET IO controller。
西门子MM440变频器与PC通讯

西门子MM440变频器与PC通讯王志彬;郭利中;张朕军【摘要】介绍了RS232/485的通讯原理,以及西门子MM440变频器与PC的几种通讯方式,同时通过实例的形式详细介绍了RS485串行通讯与MM440变频器通讯.【期刊名称】《内蒙古科技与经济》【年(卷),期】2016(000)005【总页数】2页(P75-76)【关键词】RS232/485;串行通讯;MM440;PC;Drive Monitor【作者】王志彬;郭利中;张朕军【作者单位】包钢钢联无缝钢管厂,内蒙古包头 014010;包钢钢联无缝钢管厂,内蒙古包头 014010;包钢钢联无缝钢管厂,内蒙古包头 014010【正文语种】中文【中图分类】TM921.51随着科技信息水平的不断进步,变频器调速已经普别应用于各行各业的工业控制中。
包钢无缝厂管加工作业区多处使用了西门子MM440变频器,在日常生产维护中变频器与PC的通讯已经发展到缺不可少。
通过变频器与PC的通讯可以实现故障在线诊断、参数备份及回装,变频器与PC通讯在故障处理中可以达到便捷、快速的效果。
MM440变频器与PC的通讯有3种途径。
第一种PROFIBUS-DP总线形式,在S7中进行,要通过PROFIBUS接口卡,也就是通讯模块,订货号6SE6400-1PB00-0AAO。
连接电缆用PROFIBUS电缆或MPI电缆。
PC机上面需要配备5611卡或5512以及适配器等。
第二种485串行通讯,此时与上位机的RS232串口转接通讯,这种通讯的前提条件是,不使用总线通讯,需要一个RS232∕485转换器,在Drive Monitor软件中进行。
PROFIBUS-DP总线通讯和485串行通讯是共用一个RS485物理接口,并且以PROFIBUS-DP总线形式优先。
当MM440使用DP通讯时,就不能再用RS485口走USS协议了。
作为485串口就会自动被阻断了。
连接电缆普通9针串口电缆。
第三种PC专用接口,这种通讯直接使用RS232串口,与PC的RS232串口对接,不需要任何转换。