尾灯底座产品设计说明书
贯穿尾灯结构设计方案
贯穿尾灯结构设计方案
尾灯作为汽车安全的重要组成部分,在车辆行驶时扮演着引导和警示的角色。
尾灯结构设计方案的关键是要保证灯光的亮度和稳定性,同时还要考虑耐用性和美观度。
以下是一个贯穿尾灯结构设计方案:
首先,灯泡的选择是关键。
灯泡的亮度和寿命直接影响到尾灯的使用效果。
现在市场上普遍采用的是LED灯泡,它具有节能、亮度高、寿命长等优点。
因此,贯穿尾灯结构设计方案中应该考虑采用LED灯泡。
其次,外壳材料的选择也非常重要。
外壳材料需要具有耐高温和抗冲击能力,同时要保证光线的透过性。
目前常用的材料有塑料和玻璃。
根据实际需要,可以选择使用耐高温塑料或者钢化玻璃来制作尾灯外壳。
接下来是尾灯的散热设计。
由于车辆行驶时尾灯会产生一定的热量,因此必须采取相应的散热设计来保证灯泡的使用寿命。
可以在外壳内部设置散热片或者风扇,通过空气对流来加快散热。
另外,为了提高灯光的亮度和稳定性,可以考虑添加反光材料来增加光线的反射效果。
可以在内部包裹反光膜或者增加反射镜等设计。
最后,尾灯的形状和布局也需要进行合理的设计。
现代车辆尾灯的设计越来越多样化,可以根据车辆的整体风格和个性来确
定。
同时,灯光布局也需要考虑到灯光的均匀度和范围,以确保驾驶者能够清晰地看到灯光。
总之,贯穿尾灯结构设计方案需要考虑灯泡的选择、外壳材料、散热设计、反光效果以及形状和布局等因素。
通过合理的设计和科学的制造,可以提高尾灯的亮度和稳定性,同时也可以满足车辆的安全需求和个性化需求。
汽车后尾灯LED模组设计

平。 “ 与”的含义是 只有决定某件事 的所有条件都具备时 ,这 个事件才会发生。逻辑 与也称逻辑乘 。与门表达式为 F = A・ B
4 . 2 环 境测 试
利 用该设计制作 的汽车后尾 灯 L E D模组在裸 板进行 了一 系列过载 、过流 、过压 、正反接等测试 ,其测
表 台,驾驶人则根据仪表台信号灯 的提示作出判断 ,这样就完
成 了整个 诊断功能 ,该 功能也是 与其他汽车 L E D灯 具不 同之 处 ,进一步提高了汽车 的安全系数 。汽车后尾灯 L E D模组实物
P C B顶层 丝 印 图如 图 4 所 示 ,底层 线 路 图如 图 5所示 。
0“ , l l : l _ i 篡 “ i 麓 j :
,
、
一
÷ 1 0 ll 。
一
2 . 1 汽车 后尾 灯 L E D模组 驱动 原理 设计 理论 依据
该产 品设 计是 以基尔霍 夫定律 为指 导 ,执行 逻辑 与运算 来辅 助完 成整个 设计理 论 。可见 ,在任 一 时刻 ,通 过任 何 1
4 样 品测试 报告
4 . 1 配 光测试
本样品配光 测试依据 国家相关标准进行 配光性能测试 ,在
L E D工作 电压下 ,点亮 2 0 m i n趋 于稳定后 ,将测试样件 放置
于 配光 设 备 上 ,按 照 标 准 、要 求 和 条件 进 行 配光 试 验 ,其 测试
运算 的电路 。任何复杂 的逻辑 电路都可 由这些逻 辑门组成 。
2 . 3 与 门
与 门又称 “ 与电路” 。执行 “ 与 ”运算的基本 门电路 。虽 然输入端可 以有几个 ,但 是只有 1 个输 出端 。当所有 的输入 同 时为 … 1 ’电平时 ,输 出才为 … 1 ’电平 ,否则输 出为 … 0’电
舷灯、尾灯产品使用和维护手册说明书

XIAMEN LONAKO INDUSTRY & TRADE CO., LTDTel: +86-592-5689172 Fax: +86-592-5689173 Web: Add: N307, Weiye Building, China Pioneering Park,Xiamen, Fujian361009, P.R.China 产品使用和维护手册产品名称:舷灯、尾灯产品型号:LNK-NS-RLNK-NS-GLNK-NS-RGLNK-NS-W文件编号:LNK-OM-NS现行版次:A1制订部门:技术部制订:李金莲修订:审核:批准:页数:共9页制定日期:2020年12月03日修订说明目录1.目的 (3)2.产品描述 (3)3. 使用说明 (5)4.贮存要求 (8)5.产品寿命及安全 (8)6.检查说明 (8)7.维护说明 (8)8.维修及处理说明 (9)9.包装信息 (9)10.制造商信息 (9)1.目的本手册描述了LNK-NS甲板安装系列LED舷灯、LED尾灯的构型,功能,性能指标等、贮存要求、检测和维修等,用于指导用户正确使用和维护该产品。
2.产品描述2.1 功能说明LNK-NS甲板安装系列LED舷灯、LED尾灯是满足COLREGS72标准要求的船用号灯。
产品通过DC 12 / 24V电源线供电并控制开关,开启后可发出可视距离不少于2海里的航行灯光信号。
各型号产品具体功能用途如表2-1所示。
该产品采用全新的LED光源技术和插接式的底座安装设计。
具有外观时尚精美、低底座、节能、防水等特点。
可适用于船长小于20米的各型船艇。
白光尾灯135°2.2 构型说明LNK-NS甲板安装系列LED舷灯、LED尾灯主要构型和配件包括环照灯主体\ 安装底座\电源线\ 固定螺丝和螺母,产品结构如图2-1所示。
图 2-1 产品构型和配件2.3 技术参数产品技术参数详见表2-2:航行灯主体 安装底座输入电源线(500mm外露长度)安装定位点 M4底座固定螺丝 M4内六角螺丝和螺母2.4标识2.4.1 LNK-NS 甲板安装系列LED 舷灯、LED 尾灯的标准产品标识如图2-2所示:图 2-21)标识通过激光雕刻于顶盖表面; 2)标识内容包含:①品牌logo, 网址; ②基本信息:产品名称,输入电压,可视距离,生产批次号; ③认证标识;④产品安装方向指示。
摩托车尾灯罩模具设计说明
摘要本文详细地阐述了盖注射模具的设计过程。
设计了注射模具中的各个系统,如浇注系统、导向与定位机构、侧向分型与抽芯机构,并对塑料材料性能进行了分析。
根据塑件的产品数量要求,以及结构要求,该模具采用一模一腔。
整个设计过程都是用CAD软件进行参数化设计,使整个模具设计过程简单明了。
利用MPA软件进行模流分析,为模具设计和成型工艺的指定提供参照依据。
使用CAD软件设计成型零件以及非标零件,从而进行全方面的参数化设计,即对模具进行分模、生成元件、装配、试模、开模等设计。
调用标准模架以及标准件,从而完成模具的整体设计。
直接指导生产。
针对塑件的特点,本模具设计了侧抽芯滑块机构,也构成了本次模具设计的主要容。
关键词:注射模;参数化设计;侧抽芯和滑块;灯罩AbstractThis paper describes the design process of the plastic injection mold. Design of the system in the injection mold, such as pourin g system, positioning mechanism for horizontal orientation, core-pulli ng mechanism, analysis and plastic material performance. According to the number of plastic products, and construction requirements, the use of the mold cavity. Parameterized design of CAD software of the whole design process, the design process of the mould is simpl e. Flow analysis using the MPA software module, providing references for mold design and molding process. CAD software design of moldi ng parts, non-standard parts, so the parametric design, in all aspe cts of that release, the generating element, assembly, test mode, m old design. Call the standard mould base and standard parts, so as to complete the whole design of the die. Direct production. Accor ding to the characteristics of the plastic parts, mold design core pumping mechanism on the side, and also the main contents of mol d design.Keywords: injection mold; parametric design; side core pulling the s lider; the lampshade.Keywords: injection mould; parametric design; side core pulling and sliding block; the lampshade目录摘要 (I)1 前言 (1)1.1模具行业发展的现状 (1)1.2我国模具发展的现状 (1)1.3参数化技术慨述 (2)1.4 选题目的以及意义 (3)2 塑件成型工艺性分析 (4)2.1摩托车尾灯罩二维图 (4)2.2结构特征分析及成型工艺性分析 (4)2.2.1结构特征分析 (4)2.2.2成型工艺性分析 (4)2.2.3 塑件材料的基本性能 (5)2.2.4 塑料的成型收缩率 (5)2.2.5 塑件材料的流动性 (5)3 塑件成型工艺与设备 (6)3.1注塑成型工艺条件 (6)3.1.1 温度 (6)3.1.2 压力 (6)3.1.3 时间 (6)3.2 注射机型号的确定 (8)3.2.1 由公称注射量选择注射机 (8)3.2.2 由锁模力选择注射机 (8)3.3 型腔数量以及注射机有关工艺参数的校核 (9)3.3.1型腔数量校核 (9)3.3.4 注射压力校核 (11)3.3.5 安装尺寸校核 (11)4 注射模具结构设计 (14)4.1型腔的确定 (14)4.2制品成型位置及分型面的选择 (14)4.3 浇注系统设计 (14)4.3.1 主流道设计 (15)4.3.2 冷料穴的设计 (17)4.3.3 分流道设计 (17)4.3.4 浇口的位置、数量的确定 (18)4.3.5剪切速率的校核 (19)(1)主流道剪切速率校核 (19)4.3.6 排气系统设计 (20)4.4 成型零部件设计 (21)4.4.1凹模结构设计与计算 (21)4.4.2 型芯结构设计与尺寸计算 (23)4.5模架的选用 (25)4.5.1 型腔侧壁以及底板厚度尺寸 (25)4.5.2模具高度尺寸的确定 (26)4.6导向与定位机构 (27)4.7脱模机构的设计 (27)4.7.1脱模力的计算 (28)4.7.2推件板脱模机构设计 (29)4.8侧向分型与抽芯机构设计 (29)4.8.1斜导柱的设计 (30)4.8.2滑块的设计 (32)4.8.3楔紧块的设计 (33)4.8.4斜导柱抽芯机构中的干涉现象 (34)4.9.2.冷却系统的设计原则 (37)4.10模具成型零部件材料的选择 (37)4.12模具的装配过程 (38)4.13 模具运动分析过程 (39)5 试模 (40)5.1试模过程 (40)5.2 试模过程中可能产生的缺陷、原因以及调整方法 (40)5.3 试模过程记录 (42)6 结论 (43)致 (44)参考文献 (44)附录一........................................... 错误!未定义书签。
TUTORIAL 5.28 TAIL LAMP INTERIOR 尾灯内部设计教程说明书

9.19 Fixing continuity - 4th Surface - Manually snapping end CVs
11.53 Fixing continuity - 5th Surface plus 6th, 7th, 8th first alignment
13.21 Fixing G2continuity between 6/7/8
6.02 Fixing continuity - First Surface
6.20 Aligning G0, but achieving G2 - using diagnostics in Align Control
汽车尾灯说明书范本(1)

课程设计成绩评定表
出勤
情况
出勤天数
缺勤天数
成
绩
评
定
出勤及设计过程表现(20分)
课设答辩(20分)
电路仿真(30分)
说明书(30分)
总成绩(100分)
提问
(答辩)
问题
情况
综
合
评
定
指导教师签名:
年月日
目录
1引言1
1.1设计目的1
1.2设计背景1
2设计原理2
3总体设计3
3.1设计方案3
⑶撰写设计说明书。
二、设计原始资料
Multisim仿真软件、课件、芯片资料。
三、要求的设计成果(课程设计说明书、设计实物、图纸等)
课程设计说明书、仿真电路图。
四、进程安排
周1讲解整个设计要实现的功能,查阅相关资料,画出整体电路;
周2、3进行仿真并调试;
周4撰写课程设计任务书;
周5课程设计答辩并提交设计说明书。
三要求的设计成果课程设计说明书设计实物图纸等课程设计说明书仿真电路图
唐山学院
《数字电子技术》课程设计
题目
系(部)信息工程系
班级
姓名
学号
指导教师成凤敏马军爽樊艳
年月日至月日共1周
年月日
《数字电子技术》课程设计任务书
一、设计题目、内容及要求
设计题目:汽车尾灯控制电路有3个指示灯,汽车运行时具有如下模式:
⑴汽车正向行使时,左右两侧的指示灯全部处于熄灭状态。
⑵汽车右转弯行驶时,右侧的3个指示灯按右循环顺序点亮。
⑶汽车左转弯行驶时,左侧的3个指示灯按左循环顺序点亮。
⑷汽车临时刹车时,左右两侧的指示灯同时处于闪烁状态。
Whelen M6 Series LED 尾烟灯头产品说明书
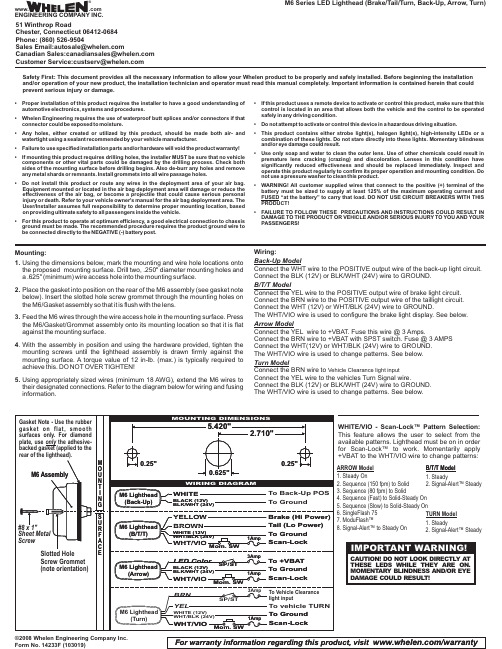
©2008 Whelen Engineering Company Inc.Form No. 14233F (103019)M6 Series LED Lighthead (Brake/Tail/Turn, Back-Up,Arrow, Turn)For warranty information regarding this product, visit /warranty1. Steady2. Signal-Alert™Steady B/T/T Model 1. Steady 2. Signal-Alert™SteadyTURN Model ARROW Model 1. Steady On 2. Sequence (150 fpm) to Solid 3. Sequence (80 fpm) to Solid 4. Sequence (Fast) to Solid-Steady On 5. Sequence (Slow) to Solid-Steady On 6. SingleFlash 757. ModuFlash™8. Signal-Alert™to Steady On Mounting:ing the dimensions below,mark the mounting and wire hole locations onto the proposed mounting surface.Drill two,.250"diameter mounting holes and a.625"(minimum)wire access hole into the mounting surface.2.Place the gasket into position on the rear of the M6assembly (see gasket note below).Insert the slotted hole screw grommet through the mounting holes on the M6/Gasket assembly so that it is flush with the lens.3.Feed the M6wires through the wire access hole in the mounting surface.Press the M6/Gasket/Grommet assembly onto its mounting location so that it is flat against the mounting surface.4.With the assembly in position and using the hardware provided,tighten the mounting screws until the lighthead assembly is drawn firmly against the mounting surface.A torque value of 12in-lb.(max.)is typically required to achieve this.DO NOT OVER TIGHTEN!ing appropriately sized wires (minimum 18AWG),extend the M6wires to their designated connections.Refer to the diagram below for wiring and fusing information.Safety First: This document provides all the necessary information to allow your Whelen product to be properly and safely installed. Before beginning the installation and/or operation of your new product, the installation technician and operator must read this manual completely. Important information is contained herein that could prevent serious injury or damage.•Proper installation of this product requires the installer to have a good understanding of automotive electronics,systems and procedures.•Whelen Engineering requires the use of waterproof butt splices and/or connectors if that connector could be exposed to moisture.•Any holes,either created or utilized by this product,should be made both air-and watertight using a sealant recommended by your vehicle manufacturer.•Failure to use specified installation parts and/or hardware will void the product warranty!•If mounting this product requires drilling holes,the installer MUST be sure that no vehicle components or other vital parts could be damaged by the drilling process.Check both sides of the mounting surface before drilling begins.Also de-burr any holes and remove any metal shards or remnants.Install grommets into all wire passage holes.•Do not install this product or route any wires in the deployment area of your air bag.Equipment mounted or located in the air bag deployment area will damage or reduce the effectiveness of the air bag,or become a projectile that could cause serious personal injury or death.Refer to your vehicle owner's manual for the air bag deployment area.The User/Installer assumes full responsibility to determine proper mounting location,based on providing ultimate safety to all passengers inside the vehicle.•For this product to operate at optimum efficiency,a good electrical connection to chassis ground must be made.The recommended procedure requires the product ground wire to be connected directly to the NEGATIVE (-)battery post.•If this product uses a remote device to activate or control this product,make sure that this control is located in an area that allows both the vehicle and the control to be operated safely in any driving condition.•Do not attempt to activate or control this device in a hazardous driving situation.•This product contains either strobe light(s),halogen light(s),high-intensity LEDs or a combination of these lights.Do not stare directly into these lights.Momentary blindness and/or eye damage could result.•Use only soap and water to clean the outer e of other chemicals could result in premature lens cracking (crazing)and discoloration.Lenses in this condition have significantly reduced effectiveness and should be replaced immediately.Inspect and operate this product regularly to confirm its proper operation and mounting condition.Do not use a pressure washer to clean this product.•WARNING!All customer supplied wires that connect to the positive (+)terminal of the battery must be sized to supply at least 125%of the maximum operating current and FUSED “at the battery”to carry that load.DO NOT USE CIRCUIT BREAKERS WITH THIS PRODUCT!•FAILURE TO FOLLOW THESE PRECAUTIONS AND INSTRUCTIONS COULD RESULT IN DAMAGE TO THE PRODUCT OR VEHICLE AND/OR SERIOUS INJURY TO YOU AND YOUR PASSENGERS!®ENGINEERING COMPANY INC.51 Winthrop RoadChester, Connecticut 06412-0684Phone: (860) 526-9504SalesEmail:*******************CanadianSales:************************CustomerService:*******************www..comWHITE/VIO -Scan-Lock™Pattern Selection:This feature allows the user to select from the available patterns. Lighthead must be on in order for Scan-Lock™to work.Momentarily apply +VBAT to the WHT/VIO wire to change patterns:Wiring:Back-Up ModelConnect the WHT wire to the POSITIVE output wire of the back-up light circuit.Connect the BLK (12V) or BLK/WHT (24V) wire to GROUND.B/T/T ModelConnect the YEL wire to the POSITIVE output wire of brake light circuit.Connect the BRN wire to the POSITIVE output wire of the taillight circuit.Connect the WHT (12V) or WHT/BLK (24V) wire to GROUND.The WHT/VIO wire is used to configure the brake light display. See below.Arrow ModelConnect the YEL wire to +VBAT. Fuse this wire @ 3Amps.Connect the BRN wire to +VBAT with SPST switch. Fuse @ 3AMPS Connect the WHT(12V) or WHT/BLK (24V) wire to GROUND.The WHT/VIO wire is used to change patterns. See below.Turn ModelConnect the BRN wire to Vehicle Clearance light inputConnect the YEL wire to the vehicles Turn Signal wire.Connect the BLK (12V) or BLK/WHT (24V) wire to GROUND.The WHT/VIO wire is used to change patterns. See below.Warnings to InstallersWhelen’s emergency vehicle warning devices must be properly mounted and wired in order to be effective and safe. Read and follow all of Whelen’s written instructions when installing or using this device. Emergency vehicles are often operated under high speed stressful conditions which must be accounted for when installing all emergency warning devices. Controls should be placed within convenient reach of the operator so that he can operate the system without taking his eyes off the roadway. Emergency warning devices can require high electrical voltages and/or currents. Properly protect and use caution around live electrical connections.Grounding or shorting of electrical connections can cause high current arcing, which can cause personal injury and/or vehicle damage, including fire. Many electronic devices used in emergency vehicles can create or be affected by electromagnetic interference.Therefore, after installation of any electronic device it is necessary to test all electronic equipment simultaneously to insure that they operate free of interference from other components within the vehicle. Never power emergency warning equipment from the same circuit or share the same grounding circuit with radio communication equipment.All devices should be mounted in accordance with the manufacturer’s instructions and securely fastened to vehicle elements of sufficient strength to withstand the forces applied to the device. Driver and/or passenger air bags (SRS) will affect the way equipment should be mounted.This device should be mounted by permanent installation and within the zones specified by the vehicle manufacturer, if any.Any device mounted in the deployment area of an air bag will damage or reduce the effectiveness of the air bag and may damage or dislodge the device. Installer must be sure that this device, its mounting hardware and electrical supply wiring does not interfere with the air bag or the SRS wiring or sensors. Mounting the unit inside the vehicle by a method other than permanent installation is not recommended as unit may become dislodged during swerving; sudden braking or collision. Failure to follow instructions can result in personal injury. Whelen assumes no liability for any loss resulting from the use of this warning device. PROPER INSTALLATION COMBINED WITH OPERATOR TRAINING IN THE PROPER USE OF EMERGENCY WARNING DEVICES IS ESSENTIAL TO INSURE THE SAFETY OF EMERGENCY PERSONNEL AND THE PUBLIC.Warnings to UsersWhelen’s emergency vehicle warning devices are intended to alert other operators and pedestrians to the presence and operation of emergency vehicles and personnel. However, the use of this or any other Whelen emergency warning device does not guarantee that you will have the right-of-way or that other drivers and pedestrians will properly heed an emergency warning signal. Never assume you have the right-of-way. It is your responsibility to proceed safely before entering an intersection, driving against traffic, responding at a high rate of speed, or walking on or around traffic lanes. Emergency vehicle warning devices should be tested on a daily basis to ensure that they operate properly. When in actual use, the operator must ensure that both visual and audible warnings are not blocked by vehicle components (i.e.: open trunks or compartment doors), people, vehicles, or other obstructions. It is the user’s responsibility to understand and obey all laws regarding emergency warning devices.The user should be familiar with all applicable laws and regulations prior to the use of any emergency vehicle warning device. Whelen’s audible warning devices are designed to project sound in a forward direction away from the vehicle occupants. However, because sustained periodic exposure to loud sounds can cause hearing loss, all audible warning devices should be installed and operated in accordance with the standards established by the National Fire Protection Association.。
u-be说明书 尾灯

u-be说明书尾灯
XXX尾灯,其包括后尾灯壳体。
其特征在于:所述的后尾灯壳体设有安装凹腔,安装凹腔内设有表面均匀排列若千LED灯珠的铝基板,铝基板上设有两个固定孔,在铝基板上设有由透明材料加工而成的导光板。
所述导光板的表面对应于LED灯珠设有导光柱,导光板的另一面设有两个固定柱,固定柱穿过固定孔与后尾灯壳体连接,还包括一个不透光的遮光板,遮光板上设有与导光柱对应的通孔,遮光板罩于导光板上,导光柱穿过通孔,还包括一个与后尾灯壳体连接的透光罩壳。
XXX尾灯也称小灯,开小灯开关,就就亮,开大灯时也亮;刹车灯是受刹车灯开关来控制的,刹车灯和尾灯是一个灯泡,内部有两个灯丝,共用一个接地极,2个火线极。
我们强烈建议您不能将车辆改装或更改原件的位置。
因为这样将会严重影响整车的稳定性、制动性能及安全性。
如果将车辆改装或更改原件的位置,如电气系统或者其他设备,都是不符合行车安全和违反有关交通管
理规定的。
对于因用户自行改装造成的一切质量问题及后果,由用户承担一切责任。
因此,请用户切实遵守。
韩国信智 USB充电式后尾灯 RT-200 使用说明书

工作模式1.全体照明模式2.慢速闪烁模式3.快速闪烁模式4.全体闪烁模式5.自动模式功能(CDS传感功能) (当自行车骑行时,不同于其他尾灯,RT-200会 随着光亮度的情况进行自动工作。
)
按住电源大约1-2两秒,关闭电源。
尾灯本体固定座固定座橡皮筋充电USB连接线尾灯在使用当中,如果橘红色灯亮起,表示低电量提醒。
尾灯在充电时,如果绿色灯亮起,表示充电完成。
当尾灯本体与USB线连接时,如果红灯亮起,表示正在充电。
图1 图2 图3
1. 如图1圆形所示,将橡皮筋拴住固定座一侧。
2.如图2所示,在座管合适位置,将橡皮筋拴住固定座另一侧,将固定座固定在坐管上。
3.如图2所示,将尾灯本体(RT-200)按图中箭头所知方向,卡扣在固定座上。
4.完成图如图3所示。
1.如图1所示,将尾灯固定在车包表面的固定带上。
2.完成图为图2所示。
如上图所示,将USB连接线两端分别接入电脑的USB充电口和尾灯本体。
如图1所示,白天(光线充足)时,尾灯不工作。
如图2所示,夜晚(光线暗淡)时,尾灯开始工作5颗强劲LED 亮度90cd 180°后方安全视野33.5g(包括电池,固定座)重量尺寸 68 * 16mm 自动功能CDS传感(光线感应传感)作用电池LI-ION电池特性工作模式5中工作模式固定座 通用
LED 低电量,充电中LED提示功能,Slim后尾灯,光线感应自动工作功能充电方法USB充电方式。
尾灯固定右支架注塑模具设计
尾灯固定右支架注塑模具设计
尾灯固定右支架注塑模具设计应该包括以下几个方面:
1.产品尺寸和形状的确定:根据尾灯固定右支架的实际尺寸和
形状,确定产品的外观尺寸、形状、壁厚等参数。
2.模具结构设计:选择合适的模具结构,包括模具材料、模具
型式、结构形式等。
3.注塑工艺设计:根据产品的材料属性和结构特点,确定注塑
参数,包括射出压力、射出速度、保压时间等。
4.模具零部件设计:根据模具结构设计和注塑工艺设计,设计
模具的零部件,包括模芯、模板、顶出器、冷却系统和塑料料斗等。
5.模具加工和组装:根据模具设计图纸,进行加工和组装,保
证模具能够正常工作。
6.模具调试和试模:完成模具加工和组装后,进行模具的调试
和试模,确保模具能够达到预期的注塑效果。
总结起来,尾灯固定右支架注塑模具设计需要全面考虑产品需求、材料特性、注塑工艺、模具结构等多个方面,并通过模具加工
和组装、模具调试和试模等步骤,最终实现模具的设计与制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CHP-54尾灯底座产品说明书摘要塑料制品结构的工艺性能就是塑料制品结构在成型时的适应性能,即制品的成型、制品的质量、及其成型模具的结构、成型模具制造的好坏和制品最终总成本的高低。
塑料制品结构工艺性能的好坏是塑料制品设计者的设计出来的,因此,设计者在设计制品时必须充分考虑并很好掌握各项制品成型的要素:塑料的成型特性、制品的成型方法和成型工艺的特点以及成型模具的结构和制造方法等。
塑料制品结构的工艺性能包括:制品结构型形状、尺寸精度、表面质量以及螺纹、嵌件和塑料齿轮等等。
制品的整体外形尺寸与塑料的流动性有关。
在注射成型与传递成型中,当塑料流动性能差时以及制品壁厚较薄时,其整体外形尺寸不能设计过大。
关键词塑料制品;工艺性能;制品的成型;设计1.产品测绘与制造1.1产品分析与测绘利用游标卡尺、万能角度尺、以及R规等量具对产品进行外形尺寸的测量。
分析零件的外形结构尺寸,应注意配合处的尺寸精度。
1.2产品造型与分析根据制品的造型设计应遵循的原则,采用SoildWork软件对产品进行三维立体造型的处理。
通过对产品造型的分析确定造型方法及绘制过程如下:①选择上视图为草绘基准面,在草图绘制工具栏中点取草图绘制图标或者由下拉菜单中点取【插入→草图绘制】,则该草图绘制平面被确认,系统将打开草图绘制工具栏。
②在绘图工具栏中,用鼠标点取椭圆图标,绘制椭圆并定义其大小。
③新建另一个草图与上视图成29º角,绘制椭圆并定义其大小。
④在下拉菜单中点取【插入→凸台/基体→放样】并对其参数进行定义。
⑤再利用曲面扫描、曲面延伸、曲面切除等指令绘制曲面图形。
⑥接着对其进行抽壳、拉伸切除等操作。
⑦对材料进行比例缩放。
利用SolidWork软件对其进行三维立体造型如图1-1所示图1-1⑧根据三维立体造型图,生成三视图如图1-2所示;图1-22. 塑料的简介2.1塑料的组成与选用根据客户要求与产品使用用途,应选用热塑性材料。
原因:热塑性材料可以多次加热加压,反复成型,具有一定的可塑性的合成树脂和各种添加剂、着色剂制成的塑料。
在反复加热加压的多次成型过程中,只有物理变化而无化学变化;其变化过程是可逆的;其分子结构是线形或支链型的二维结构聚合物。
根据塑料的用途选用的材料又可称为通用塑料,即普通的易于成型,产量大,用途广而又价廉类的塑料。
2.2塑料的性能根据塑料的使用性能不同与客户的需求不同选用产品材料为聚苯乙烯。
2.3聚苯乙烯的特点聚苯乙烯(PS):无色无味、透明无毒。
密度为 1.054g/cm²,具有优良的高频绝缘性。
透光率仅次于有机玻璃。
机械强度一般,但着色性、耐用性、化学稳定性良好。
性碎易产生应力碎裂。
适于作绝缘透明件,装饰件和光学仪等。
3.塑料注射成型机结构简介热塑性塑料注射成型机的外形如图3-1所示图3-1热塑性塑料注射成型机外形图热塑性塑料注射成型机由机座、注射部分(包括螺杆、料筒、料斗、加热环和喷嘴)、合模部分(包括固定模板、移动模板、拉杆、连杆机构、合模液压缸、调整机构和推出机构)、液压传动部分、微机及电器控制系统共五大部分组成。
4.CHP―54尾灯底座设计方案的确定4.1分型面与型腔结构的确定4.1.1分型面确定要点分型面对制品表面质量,尺寸精度和形位精度、脱模,型腔型芯结构和排气以及进料浇口和模具制造都有着直接影响。
因此在选择和确定分型面时,应全面分析、比较和考虑,选定较为有利的方案。
分型面确定的要点:①应选在制品的最大外形尺寸之处,否则,制品无法脱模。
同时还选在能使制品留在动模之处,有利于脱模;②不能影响制品外观—尤其是对表面质量有要求的制品;③便于浇口进料,利于成型,易于排气;④利于型腔加工,从而使制品的精度易于得到保证;⑤有助于避免侧抽芯或便于侧抽芯;利于型腔或型芯结构的装卸和保证其强度;⑥利于嵌的安全以及活动镶件和弹性活动螺纹型芯的安装;4.1.2排气和溢流设计模具合模后,在模内的所有空间如浇道内、型腔内以及各零件组合的空隙内都残存有空气。
另外,塑料熔融体射入型腔后也会产生一些分解出来的气体。
这些空气和气体如不能在塑料熔体进入浇注系统得同时顺利排出模外,将会产生许多危害。
大、中型模具的排气槽一般均设置在分型面靠型腔(凹模)一侧,因其排气量大。
排气槽的位置原则确定:①熔料流程最远端②熔料汇合处③型腔内空气易于储留之处④型腔中盲孔的底部排气方法:①利用分型面排气;②利用设有排气间隙的排气杆排气;③利用型芯和型芯镶件的配合间隙排气料流受型芯的阻挡,绕型芯前行至型芯前中心线处汇合,但已产生温度降低,因有溢流槽而流入冷料井中,便于后续料(无温度降低的热熔料)的良好融合而消除熔接痕。
综上所诉选择型芯与型芯镶件的配合间隙排气的方法4.2成型件设计4.2.1凹模的结构设计凹模是成型制品外表面的成型零件,是制品外表面形状、结构的复制。
凹模按其结构的不同可分为:①整体结构凹模;②整体镶入结构的凹模;③局部镶拼结构的凹模;④四壁镶拼结构的凹模;⑤两瓣组合结构的凹模;⑥螺纹型环结构的凹模;根据产品结构与几何形状选择采用整体结构的凹模。
如图4-1所示图4-1整体凹模直接在模板上加工出制品外表面要求的形状、尺寸精度和质量的成型件。
整体结构的凹模,结构简单易于制造,制品上无镶拼结构留下的拼接痕,制品质量较好;制造中省去了镶拼组合所需的工时和费用。
相同的钢材截面尺寸,比强度高。
整体结构的凹模适于形状比较简单,精度要求不高,适用寿命可成型几千至一万左右次的中、小型模具。
4.2.2凸模的结构设计凸模即成型塑料制品内表面的大型芯,而成型制品上的孔是小型芯或称为成型杆。
凸模分为整体结构的凸模、整体镶入结构的凸模和镶拼组合结构的凸模三种。
为了节约优质钢材,便于制造,考虑可靠性、牢固性、制造简便等条件选用整体镶入结构的凸模。
4.3成型件钢材选用成型零件的钢材可根据制品材料和产量以及精度,技术要求,结构类型等因素综合分析、考虑选取。
选用龙记/LKM细水口标准模架,型号:DAI 规格:2530A板(定模板):60mm B板(动模板):30mm,均采用45#钢。
但定模镶件、动模镶件、动模镶块均采用NAK80钢。
其目的模架部分只参与动作不参与成型,既可降低成本又易于加工。
4.4成型件配合尺寸的公差要求成型零件的定模板与定模镶件、动模板与动模镶件、动模镶件与动模镶块、成型小型芯其固定部分案H7/m6或H7/K6加工;滑动部分如大型芯与推板的配合为H7/f7或H8/f7的滑动配合。
但滑动配合的单面间隙,不能大于制品塑料的溢边值。
4.5型芯与型腔的定位与导向结构设计常用的定位、导向结构是由导柱和导套按一定配合要求(固定部分H7/k6;导向定位部分H7/f7)相配组成的位置的准确,以保证制品尺寸精度和结构形状相互位置要求的重要结构件。
其功能除定位和导向之外,还承载一定的侧向作用力。
4.6型腔数的确定4.2.1型腔结构分析①对于长期大批量生产适于采用多型腔结构。
②制品较小时,适于采用多型腔结构。
③制品批量小、不集中,宜用单腔结构。
④制品复杂或精度高,多腔一致性差,制造困难,故适宜单腔结构。
根据以上分析以及客户需要应采用多型腔结构。
4.2.2型腔数计算与排列形式根据合同要求确定或根据用户所提供的年产量和生产计划确定型腔数。
合同要求年产量600000件,十个月完成,生产安排两班制,其废品率要求不得超过5~6‰。
可根据公式:N=W/10×24×16×0.6×60=4.3件/分钟N—模具型腔数W—年产量;注:1.双休日,每月按平均30天,月工作日24天计算;2.每班工作时间按8小时计算。
综上所诉确定模具型腔数为4腔。
其排列形式如图3-1所示图3-14.7浇注系统设计4.7.1浇注系统的设计要点①浇注系统力求距型腔距离、一致,并首先进入制品的厚壁部位、不宜直冲型芯(尤其是细小型芯)镶嵌;应避免产生熔接痕,利于排气。
②其位置力求在分型面上,便于加工并易于快速、均匀、平稳地充满型腔;主流道入口应在模具中心位置;③有利于制品的外观,并易于清除。
④对大型制品和功能性制品,力求用模拟软件分析充填过程,以保证制品的内在质量和尺寸精度的要求。
⑤大批量制品,浇注系统应自动脱落并自动与制品分离,以利实现自动化生产;⑥还应考虑到制品的后续工序,利于后工序的加工、装配、工序间运送和管理,必要时设辅助流道,将制品联为一体。
4.7.2主流道设计主流道是连接注射机喷嘴与分流道的塑料熔体通道。
主流道小端直径=注射机喷嘴孔径+1mm;根据模具结构的确定选择最短主流道长度;主流道锥度一般为2º~4º;粘度大的可选3º~6º(但在选用标准浇口套时,主流道已一同选定)4.7.3分流道设计要点①经流分流道的熔体温度和压力的损失要少。
为此,分流道一要短,二要使粗糙度降到最低,三是容积要小,四是少折弯。
②要使分流道的固化时间稍慢于制品的固化时间,以保证利于保压、补缩和压力传递。
③要使熔料能迅速而又均匀地进入各型腔,故在多型腔设计时,再保证模具结构强度前提下。
力求采用平衡进料,而且力求紧凑、集中。
④要利于加工,便于使用标准刀具,免于制造专用刀具。
4.7.4浇口套设计选定标准件浇口套,其浇口套常用钢材是T8A、T10A。
热处理要求:(50-55)HRC经查表得到相应的标准件浇口套。
4.7.5浇口的设计浇口确定要点:①浇口截面形状和尺寸的确定要根据制品的尺寸大小、壁的厚度(尺寸大的壁厚浇口尺寸要适当放大些,反之则应取小、壁厚尺寸)、塑料的品种(流动性好的,尺寸取值应偏小,反之应取大值尺寸)以及制品的结构和相应得浇口形式而定。
②先取小值,试模后根据情况再修正。
(小尺寸可以修大,太大了就无法修小了)。
③浇口应设计在制品壁厚之处,并力求浇口至型腔各部分距离尽可能接近并利于补缩。
④避免在浇口处产生喷射、在成型中产生蛇流。
⑤应设计在制品成型时的主要受力之处,因为此处是塑熔体流动方向上所承受的拉应力和压应力的最大之处,特别是带填料的增强塑料,更为显著。
⑥应考虑并顾及到制品的尺寸和精度要求:因为塑料流动方向和垂直于流动方向的收缩率不同。
所以应考虑到收缩的方向性和可能引起的变形。
基于以上几点要求考虑其浇口形式为针尖式浇口。
其优点是利于脱模,对外观影响较小。
4.8制品脱模的结构设计模具结构的设计原则应避免制品在脱模时变形甚至损坏。
为此目的,必须:①正确分析并计算制品包紧力的大小、部位和助力中心,以选择适宜的脱模结构,并使推出力的重心尽可能与脱模阻力中心重合。
②推出制品时的着力点应力求靠近型芯以减少力臂的长度。
同时其着力点也应力求在制品钢度和强度的最大部位之处,着力面积亦应尽可能大些以减少应力集中。