量具夹具入厂验收记录单
量具点检记录表

5S 的检查要点——生产现场1、现场摆放物品(如原材料、半成品、成品、余料、垃圾等)是否定时清理,区分“要”与“不要”;2、物料架、模具架、工具架等是否正确使用与清理;3、模具、夹具、量具、工具等是否正确使用,定位摆放;4、机器上有无不必要的物品、工具或物品摆放是否牢靠;5、桌面、柜子、台面及抽屉等是否定时清理;6、茶杯、私人用品及衣物等是否定位摆放;7、资料、保养卡、点检表是否定期记录,定位摆放;8、手推车、电动车、架模车、叉车等是否定位摆放,定人负责;9、塑料篮、铁箱、纸箱等搬运箱是否定位摆放;10、润滑油、切削液、清洁剂等用品是否定位摆放并作标识;11、作业场所是否予以划分,并标示场所名称;12、消耗品(如抹布、手套、扫把等)是否定位摆放,定量管理;13、加工中的材料、半成品、成品等是否堆放整齐并有标示;14、通道、走道是否保持通畅,通道内是否摆放物品或压线摆放物品(如料箱、安全网、手推车、电动车等);15、不良品、报废品、返修品是否定位放置并隔离;16、易燃品是否定位放置并隔离;17、制动开关、动力设施是否加设防护物和警告牌;18、垃圾、纸屑、塑料袋、破布(手套)等有没有及时清除;19、废料、余料、呆料等有没有随时清除;20、地上、作业区的油污有没有清扫;21、饮水机是否干净;22、垃圾箱、桶内外是否清扫干净;23、墙壁四周蜘蛛网是否清扫;24、工作环境是否随时保持整洁、干净;25、长期置放(1 周以上)的物品、材料、设备等有没有加盖防尘;26、墙壁油漆剥落、地面涂层破损及划线油漆剥落是否修补;27、地上、门窗、墙壁是否保持清洁;28、下班后是否清扫物品并摆放整齐;29、是否遵守作息时间(不迟到、早退、无故缺席);30、工作态度是否良好(有无谈天、说笑、擅自离岗、看小说、呆坐、打磕睡、吃零食现象);31、服装穿戴是否整齐,有无穿拖鞋现象;32、工作服是否干净、整洁,无污洉;33、干部能否确实督导部属进行自主管理;34、使用公用物品、区域是否及时归位,并保持清洁(如厕所等);35、停工和下班前是否确实打扫、整理;36、能否遵照公司有关规定,不违反厂规。
量具检验记录汇总表校验记录
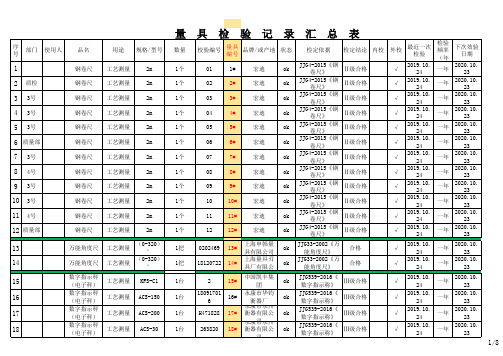
部门
使用人
品名
用途 规格/型号
1
钢卷尺 工艺测量
2m
2 质检
钢卷尺 工艺测量
2m
3 3号
钢卷尺 工艺测量
2m
4 3号
钢卷尺 工艺测量
2m
5 3号
钢卷尺 工艺测量
2m
6 质量部
钢卷尺 工艺测量
2m
7 3号
钢卷尺 工艺测量
2m
8 4号
钢卷尺 工艺测量
2m
9 3号
钢卷尺 工艺测量
2m
10 3号
钢卷尺 工艺测量
工艺测量
ACS-30
量
数量
1个 1个 1个 1个 1个 1个 1个 1个 1个 1个 1个 1个 1把 1把
1台 1台 1台 1台
具检验记录
校验编号
量具 编号
品牌/或产地
状态
01
1#
宏迪
ok
02
2#
宏迪
ok
03
3#
宏迪
ok
04
4#
宏迪
ok
05
5#
宏迪
ok
06
6#
宏迪
ok
07
7#
宏迪
ok
08
8#
宏迪
ok
JJG205-2005《 ok 机械式温湿度计
检定规程》
合格
√
2019.10. 22
一年
2020.10. 21
2/8
38
温湿度计 工艺测量 DYWSJ
1个
F07
38#
天津市科辉 仪表厂
JJG205-2005《 ok 机械式温湿度计
工模夹具检验记录表

□合理 □不合理
外 □□□刷漆、防锈
观 □□□模具标号 检
查 备注:
□□□定位销 □□□模具材料
□□□装模架/导柱 □□□热处理硬度
模具 模柄
尺寸
长宽高
mm 外形
尺
零件名称
尺寸1
尺寸2
尺寸3
图纸 模具 图纸 模具 图纸 模具
寸
检
查
备注
凹模及凸模型腔尺寸为必 检项目,其他零件的尺寸
视是否关键自行决定
装 对 模:□□□容易 □□□正常 □□□很难
裂 纹:□□□不会 □□□容易 □□□不稳定
模具强度:□□□足够 □□□勉强 □□□太差
拉 伤:□□□不会 □□□一般 □□□严 重
闭和高度:□□□太高 □□□正好 □□□偏低
试 设备匹配:□□□太大 □□□正好 □□□偏小
模 操 作:□□□容易 □□□一般 □□□偏难 / 定 位:□□□偏松 □□□正好 □□□偏紧 产 脱模退料:□□□畅顺 □□□偏难 □□□无法 检 查 该次试模/产时间: 200 年 月 日
工 模/夹 具 检 验 记 录 表
文件编号:
基本 产品型号: 情况 模具名称:
产品名称: 模具编号:
零模具工:
检验内容:
评判顺序 □工模组长□工程师□检验员
ok在□内打√,否则打×
工程确认
初步检验
工艺 资料
工艺尺寸:□通过量数制定 □理论数据
工艺资料:□齐全 □不齐全 关键尺寸:□附公差 □不附公差
签名 工模组长:
工程师:
检验员陈述:
检
验
评
签名:
判 模具、设计主管评判:□□合格 □□不合格、改模 □□报废、重做 □□暂接受、生产观察后整改
工装夹具验收记录表2020

工装夹具验收基准记录表
项目名称
工装名称
型号/零件号 参加人员
序号
基准项目
测量装置
工装编号 验收时间
检测结果
判定
品管部意见 项目负责人意见
备注
签字 签字
工装夹具验收表
检验员或经 办人
合格处置意见(如下)
签名/日期: 签名/日期: 签名/日期: 签名/日期:
夹具验收基准记录表
检验员
LOGO
工装名称 工装编号
编号:
工装夹具验容
外观(如: 标识等)
结构(配件 齐全并紧固
到位)
尺寸检测记 录
(可附表)
试加工结果 (可附产品 检测报告)
其它
验收结论
品管 部意
技术 部意
制造 部意
常务 副总
尺寸 检测
□合格,可投入使用 □不合格
不合格处置意见(如下)
签名/日期: 签名/日期: 签名/日期: 签名/日期:
工装夹具验收单

工装夹具验收单
编号:4位年2位月2位日-日为单位01开始顺序号表单编号:ZHLD-JL-6.3-19-C0
供方名称
进厂日期
工装编号
工装名称
□生产夹具□测试治具
工装数量
PCS
使用部门
工装图纸
□供方设计制造□其它
装配调试结果:
□满足使用要求□不能满足使用要求
□其它
验收意见:
□合格□不合格
□其它
此单一式二份,一联存根,二联采购一联
验收人/日期:审核/日期:
深圳市中瀚蓝盾技术有限公司
工装夹具验收单
编号:4位年2位月2位日-日为单位01开始顺序号表单编号:ZHLD-JJ-xx-xx-C0
供方名称
进厂日期
工装编号
FT10生产夹具20测试治具-6位从01开始的顺序号-2位版本号A0开始
工装名称
□生产夹具□测试治具
工装数量
PCS
使用部门
工装图纸
□供方设计制造□其它
装配调试结果:
□满足使用要求□不能满足使用要求
□其它
验收意见:
□合格□不合格
□其它
此单一式二份,一联存根,二联采购二联
检具验收单-样表

□否 □否 □否 □否
□NA □NA □NA □NA
13 是否很容易的定位及拔出,易于操作
□是
□否 □NA
14 定位销数量是否符合图纸
□是
□否 □NA
15 备件是否齐全 其它
16 随附资料及检验报告是否齐全
验收结论: 符合基本验收要求,准许验收。
□是 □是
□否 □否
□NA □NA
模具工程师/日期 工艺工程师/日期 质量工程师/日期
□否 □NA
7 检具基准数量与位置是否完好无损
□是
□否 □NA
8 检具轮廓线是否清晰、无间断
□是
□否 □NA
9 检具基准线、轮廓尺寸、孔位孔径是否合适
定位装 10 产品在检具上可以夹紧吗 置、装
配 11 夹紧时与检具接触面有无偏移、松动
12 支撑面是否固定牢固,定位装置是否可靠、准确
□是 □是 □是 □是
检具验收单
编号:201300014
版本/次:A0-01
客户:XX主机厂
零件名称:400526
车型:S62
零件号: 201600547
检具图纸版本:A1
验收日期:2015006
检具编号: A012
检具厂商:长虹
分类
序 号
检具验收检查内容
1 检具图纸是否经过评审与批准;
技术文 件
2
检具图纸是否是受控图纸
批准/日期
张三 2013.02.03 李四 2013.02.03 张三 2013.02.03 张三界2013.02.03
保存期限:3年
3 检具厂商自检报告是否符合图纸要求
项目代号:S62
检查情况
□是Biblioteka □否 □NA□是□否 □NA
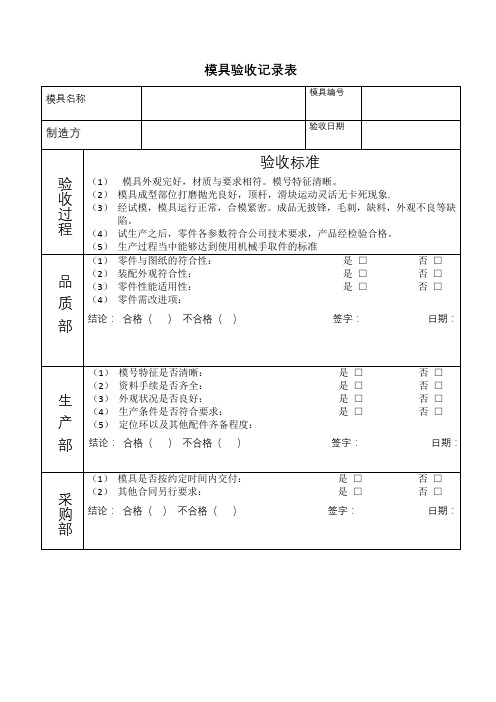
模具验收记录表
品质部
(1)零件与图纸的符合性:是□ 否 □
(2)装配外观符合性:是□ 否 □
(3)零件性能适用性:是□ 否 □
(4)零件需改进项:
结论:合格 否 □
(2)资料手续是否齐全:是□ 否 □
(3)外观状况是否良好:是□否□
模具验收记录表
模具名称
模具编号
制造方
验收日期
验收过程
验收标准
(1)模具外观完好,材质与要求相符。模号特征清晰。
(2)模具成型部位打磨抛光良好,顶杆,滑块运动灵活无卡死现象.
(3)经试模,模具运行正常,合模紧密。成品无披锋,毛刺,缺料,外观不良等缺陷。
(4)试生产之后,零件各参数符合公司技术要求,产品经检验合格。
(4)生产条件是否符合要求:是□否□
(5)定位环以及其他配件齐备程度:
结论:合格()不合格()签字:日期:
采购部
(1)模具是否按约定时间内交付:是□否□
(2)其他合同另行要求:是□ 否 □
结论:合格()不合格()签字:日期:
工装夹具验收单
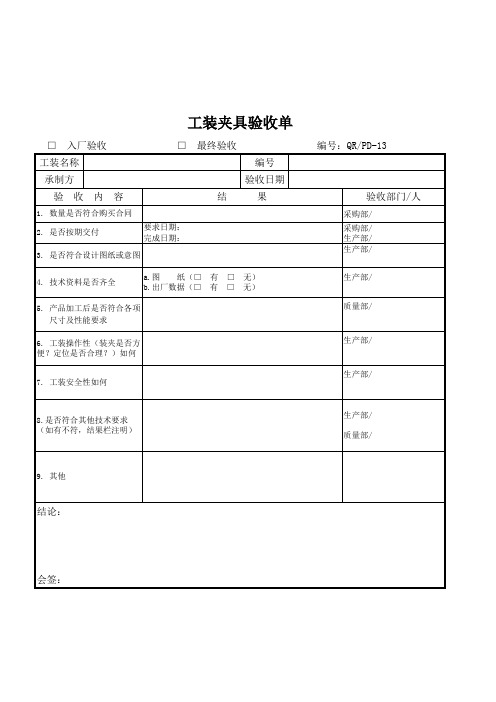
□ 入厂验收 ቤተ መጻሕፍቲ ባይዱ □ 最终验收
工装名称
编号
承制方 验收内容
验收日期
结
果
1. 数量是否符合购买合同 2. 是否按期交付
要求日期: 完成日期:
3. 是否符合设计图纸或意图
4. 技术资料是否齐全
a.图 纸(□ 有 □ 无) b.出厂数据(□ 有 □ 无)
5. 产品加工后是否符合各项 尺寸及性能要求
6. 工装操作性(装夹是否方 便?定位是否合理?)如何
7. 工装安全性如何
编号:QR/PD-13
验收部门/人
采购部/ 采购部/ 生产部/ 生产部/ 生产部/ 质量部/
生产部/
生产部/
8.是否符合其他技术要求 (如有不符,结果栏注明)
生产部/ 质量部/
9. 其他
结论:
会签:
生产工装验收记录表
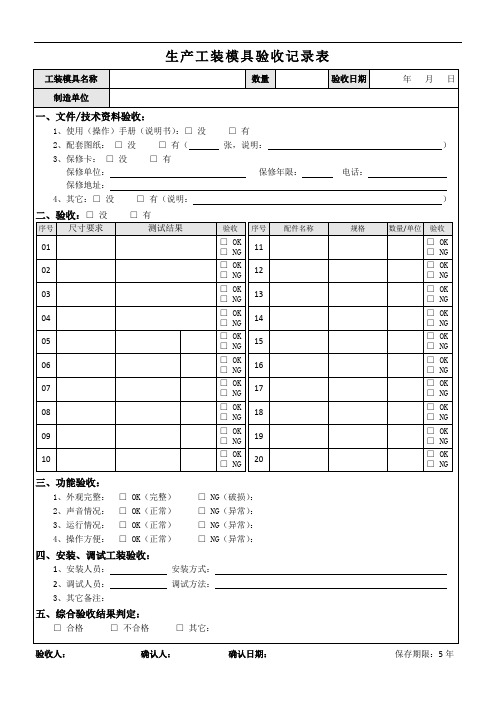
工装模具名称
数量
验收日期
年 月 日
制造单位
一、文件/技术资料验收:
1、使用(操作)手册(说明书):□ 没□ 有
2、配套图纸:□ 没□ 有(张,说明:)
3、保修卡:□ 没□ 有
保修单位:保修年限:电话:
保修地址:
4、其它:□ 没□ 有(说明:)
二、验收:□ 没□ 有
序号
尺寸要求
测试结果
验收
序号
配件名称
规格
数量/单位
验收
01
□OK
□NG
11
□OK
□NG
02
□OK
□NG
12
□OK
□NG
03
□OK
□NG
13
□OK
□NG
04
□OK
□NG
14
□OK
□NG
05
□OK
□NG
15
□OK
□NG
06
□OK
□NG
16
□OK
□NG
07
□OK
□NG
17
□OK
□NG
08
□OK
□NG
18
□OK
□NG
09
□OK
□NG
19
□OK
3、其它备注:
五、综合验收结果判定:
□ 合格 □ 不合格 □ 其它:
验收人:确认人:确认日期:保存期限:5年
□NG
10
□OK
□NG
20பைடு நூலகம்
□OK
□NG
三、功能验收:
1、外观完整:□OK(完整)□NG(破损):
2、声音情况:□OK(正常)□NG(异常):
计量器具进厂验收记录表
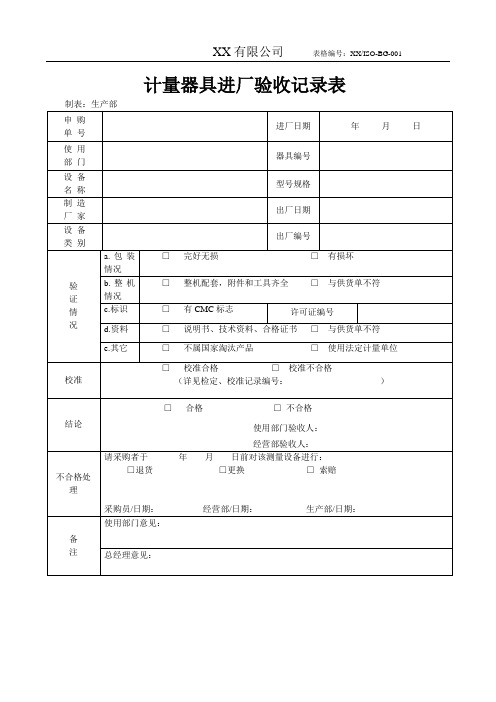
制表:生产部
申购
单号
进厂日期
年月日
使用
部门
器具编号
设备
名称
型号规格
制造
厂家
出厂日期
设备
类别
出厂编号
验
证
情
况
a.包装情况
□完好无损□有损坏
b.整机情况
□整机配套,附件和工具齐全□与供货单不符
c.标识
□有CMC标志
许可证编号
d.资料
□说明书、技术资料、合格证书□与供货单不符
e.其它
□不属国家淘汰产品□使用法定计量单位
校准
□)
结论
□合格□不合格
使用部门验收人:
经营部验收人:
不合格处理
请采购者于年月日前对该测量设备进行:
□退货□更换□索赔
采购员/日期:经营部/日期:生产部/日期:
备
注
使用部门意见:
总经理意见:
夹具移交验收表[空白模板]
![夹具移交验收表[空白模板]](https://img.taocdn.com/s3/m/f5e8ec3a28ea81c759f5785e.png)
2 对现盖板的装取方便性是否有异议或建议。
3 材质是否合理或是否做其它工艺处理要求。
1
对现工装板所有的避空位/避刀位是否有异议或建议 。
避空位/避 刀位
2
对现盖板或压块所有的避空位/避刀位是否有异议或 建议
3 是否有其它建议
Байду номын сангаас
1 对现夹具排屑是否有异议或建议 排屑/倒角 2 对现夹具所有的倒角是否有异议或建议
夹具移交验收表
产品名称
夹位名称
机型
夹具设计
问题类型 序号
点检项目
夹具材质
1 对现方案夹具配件材质是否有异议或其它建议。 2 是否有其它建议。
现方案判 定结果
1 对现夹具基准面是否有异议或要求。
定位/基准 面
2
对现夹具的定位钉是否有异议或要求。
3 是否有其它建议。
1 对现盖板的防反是否有异议或建议。
盖板
确认栏:
□ 同意现方案量产夹具
项 目:
产品开发:
工 艺:
生 产:
表单编号:XX-XXX-XX
生产验收人 验收日期
建议或改善方案
夹具设计确认
□ 按以上建议量产夹具 品 质:
保存期限:四年
3 是否有其它建议
1 对现夹具的装取料是否有异议或建议
装取料/公 差/防呆
2
对现夹具的装料防反是否有异议或建议
3 是否有其它建议
三伤
1 对现夹具的操作方便性及安全性是否有异议或建议 2 对现夹具存在三伤风险是否有异议或建议
夹具压紧 装置
1 对现夹具压紧结构是否有异议或建议 2 对现夹具压紧力度是否有异议或建议 3 是否有其它建议
量测设备验收单

XXX五金塑胶制品有限公司
量测设备验收单
文件编号:仪器到厂日期: 验收日期:
仪器名称规格
厂家验收权责单位
器具编号数量
设备入厂验收项目确认
项目验收确认人
设备外观检验
设备型号/规格及尺寸检验
使用说明书(手册)
设备装箱清单(工具/配件/等)
设备第三方校准检测报告
设备保修卡(单),整机至少一年,关键元器件至少三年。
.
设备功能验收确认
项目验收确认人备注说明设备开机试运行确认
操作开关动作确认
设备安全防护确认
设备试验产品确认(精度等)
设备验收结果叙述:
判定:□合格□不合格
核准审核验收人。
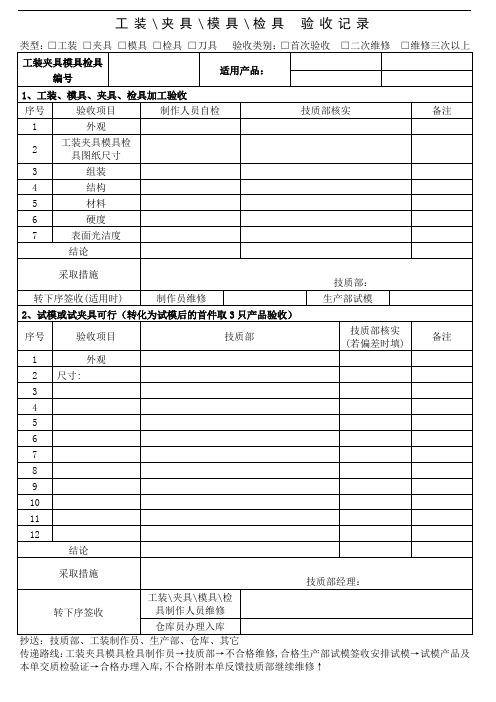
工装模具夹具刀具检具验收记录-模板
制作员维修
生产部试模
2、试模或试夹具可行(转化为试模后的首件取3只产品验收)
序号
验收项目
技质部
技质部核实(若偏差时填)
备注
1
外观
2
尺寸:
3
4
5
6
7
8
9
10
11
12
பைடு நூலகம்结论
采取措施
技质部经理:
转下序签收
工装\夹具\模具\检具制作人员维修
仓库员办理入库
抄送:技质部、工装制作员、生产部、仓库、其它
传递路线:工装夹具模具检具制作员→技质部→不合格维修,合格生产部试模签收安排试模→试模产品及本单交质检验证→合格办理入库,不合格附本单反馈技质部继续维修↑
工装\夹具\模具\检具验收记录
类型:□工装□夹具□模具□检具□刀具验收类别:□首次验收□二次维修□维修三次以上
工装夹具模具检具
编号
适用产品:
1、工装、模具、夹具、检具加工验收
序号
验收项目
制作人员自检
技质部核实
备注
1
外观
2
工装夹具模具检具图纸尺寸
3
组装
4
结构
5
材料
6
硬度
7
表面光洁度
结论
采取措施
技质部:
检具验收单

检具验收单
表单编号:JC-QR-S06-08
版次:V0
申请部门
检具名称
申请人
产品图号
承制方
检具编号
验收时间
验收人
项目
序号
验收内容
结果
签字
项目
序号
验收内容
结果
签字
检具尺寸
1
定位块尺寸
检具结构块机构
3
轮廓尺寸
3
检验孔机构
4
检验块尺寸
4
其它
主要
部位
材质
处理
1
底板
检具操作
合理性
结果
签字
2
检验块机构
3
轮廓机构
检具资料
(图纸、三维数据、检测报告、检具操作指导书等)
4
其它
三维
测量
合格
性
验收情况
签字
验收结果:
负责人:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明: 1、本记录“原件”存放于模具入厂验收记录文件袋内。
量具/夹具入厂验收记录单
产品名称 夹具名称 生产单位 产品代 号 夹具 编号 验收 阶段 验收时间 □初验收 □终验收
量具/夹具动、静态验收情况 检查项目 检查方法 检查结果 备注 类别 序号 夹具名牌/图号/生产日期 目视 1 夹具漆面及颜色 目视 2 各部位倒角情况 目视 4 静 定位块、压块可调整情况 目视 5 态 定位块、压块型面粗糙度 粗糙度仪 6 检 平台坐标基准线情况 目视 7 查 定位销位置精度 三坐标 8 定位面位置精度 三坐标 9 定位孔位置精度 三坐标 10 定位块与制件接触情况 红丹粉 1 压紧面与制件接触情况 红丹粉 2 取放制件的合理性 目视、手感 3 动 压紧力度是否合适 制件内外表面压痕 4 态 目视、手感 5 各部位是否灵活(手动、气动) 检 支承座有无定位销 目视 6 查 夹具重心是否良好 目视 7 夹持力臂强度 目视、手感 8 焊接状态 目视 9 1 材质检查 理化试验 硬度要求部件检查 硬度计 2 3 操作是否安全 目视 其 它 管路配线是否整齐 目视 4 5 管路接头是否正常 目视 搬运是否方便(吊环) 目视 6 量具/夹具产品验收情况 试件 外观 测量 允许 试件 外观 测量 允许 判定结果 备注 判定结果 备注 编号 检查 数值 公差 编号 检查 数据 公差 1# 4# 2# 5# 3# 6# 量具/夹具资料验收情况 资料名称 结果 资料名称 结果 序号 备注 序号 备注 二维图纸 检测报告 1 3 三维图纸 使用说明书 2 4 □该量具/夹具验收不合格,需重新加工。 验收 □该量具/夹具验收合格,可以投入使用。 结论 □该量具/夹具可以使用,但不符合技术要求。 □(其它) 参与验收人员意见: