基于UG的锁芯冷挤压模具模芯数控加工
基于UG的注塑模具成型零件数控加工
【 作者 简介 】 黄诚( 6一 , 广西田阳 讲师, 1 7 )男, 9 人, 从事模具设计制造及其应用 研究。
一
2 成型 零件 的数 控加 工 工艺
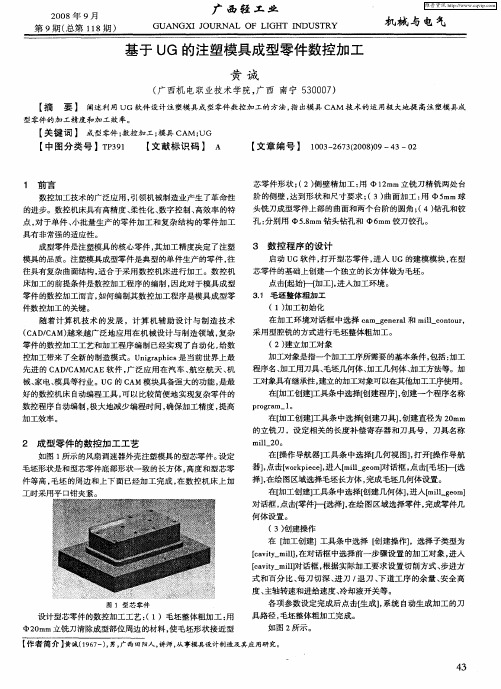
如图 1 所示的风扇调速器外壳 注塑模具 的型芯零件 。 设定 毛坯形状是和型芯零 件底部形 状一 致的长方体 , 高度和型芯零
在 [ 导航器] 操作 工具 条中选择 [ 何视 图]打开[ 几 , 操作导航
器]点击[ok ic ] A[ l g o ] , w rpe e,  ̄ l e m 对话框 , 进. mi— 点击[ 毛坯H 选 择]在绘图区域选择毛坯 长方体 , , 完成 毛坯几何体设置 。
【 文章编号 】 10— 63 0 8 9 4 — 2 032 7( 0) — 3 0 2 0
1 前 言
数控加 工技术 的广泛应用 , 引领机械制造业产 生了革命 性 的进步。数控机床具有高精度 、 柔性化 、 数字控制 、 高效 率 的特 点, 对于单件 、 小批量生产 的零件加工 和复杂结 构 的零件 加工
20 0 8年 9月
广 西 轻 工
GUA NG Ⅺ J 『 0IRNAL oF LI GH T N DusTRY I
维普资讯
第 9期 ( 总第 1 8期 ) 1
机 械 与 电 气
基于 U 的注塑模具成 型零件数控J T G J n
黄 诚
零 件的数控加工 而言 , 如何 编制其 数控加工程序是模具成 型零 件数控加工 的关键 。
点击[ 起始卜 [ 工] 力 , 口 进入加工环境。
31 毛 坯 整 体 粗 加 工 .
(1) 工初始化 加 在加工 环境对话框 中选择 c m g n rl mi — o tu , a — e ea 和 l cno r l 采 用型腔铣 的方式进行毛坯整体粗加工 。 ( 建立加 工对象 2) 加工对象是指一个加工工序所需要 的基本条件 , 包括 : 加工
ug冲压模具设计实例

ug冲压模具设计实例设计一款汽车门锁芯冲压模具。
1. 首先,确定产品的尺寸和形状要求。
门锁芯通常由锁体、锁舌和锁芯等组成,需要测量这些组件的尺寸,以确定设计时的模具尺寸。
2. 创建三维模型。
使用UG软件创建一个汽车门锁芯的三维模型,包括锁体、锁舌和锁芯等部分。
根据设计要求,通常需要考虑材料的厚度、强度和针对不同零件的加工和操作要求。
3. 添加冲头和模具组件。
将冲头和模具组件加入到模型中,冲头是用于对工件进行变形和冲压的工具,而模具则主要用于支撑和定位工件。
4. 进行模拟分析。
使用UG软件进行模拟分析,验证模具的可行性和工艺性。
可以模拟冲压过程中的变形情况,以确保模具设计合理。
5. 完善模具设计。
根据模拟分析的结果,对模具进行优化和修改,确保模具设计满足产品要求,并且可以在冲压过程中保证产品的质量。
6. 生成工程图和模具零件图。
使用UG软件生成详细的工程图和模具零件图,包括模具的各个部件和尺寸。
这样可以为制造过程提供指导。
7. 制造模具。
根据工程图和模具零件图,进行模具的制造和加工。
模具通常由钢材制成,需要进行精密的加工和装配。
8. 进行冲压实验。
使用制成的模具,对样件进行冲压实验,测试模具的性能和产品质量。
根据实验结果,对模具进行再次优化和调整。
9. 修理和维护模具。
定期进行模具的维护和保养,以确保模具的使用寿命和性能。
修理时,需要使用UG软件进行分析和设计。
10. 模具的使用。
将制作好的模具用于批量生产汽车门锁芯,以满足市场需求。
以上是一个UG冲压模具设计的实例,其中涉及到了模型创建、模具设计、模拟分析、工程图生成、模具制造和冲压实验等环节。
实际的冲压模具设计过程中,可能还需要考虑材料、工艺和生产成本等因素,以确保模具设计的效果和经济性。
UG编程模具型芯加工方法

UG编程模具型芯加工方法1. 引言UG〔Unigraphics〕是一种三维计算机辅助设计〔CAD〕软件,在制造业中广泛应用于模具制造和零件加工。
本文介绍了UG编程模具型芯加工的方法,以帮助读者了解如何使用UG软件进行高效的模具型芯加工。
2. UG编程模具型芯加工方法2.1 模具型芯加工的根本概念在模具制造中,常常需要对模具型芯进行加工。
模具型芯是模具中用于制造零件的核心局部,加工精度和外表质量对零件的质量至关重要。
UG软件提供了一系列功能强大的工具,以帮助用户进行模具型芯的编程和加工。
2.2 创立模具型芯加工操作在UG软件中,可以通过以下步骤创立模具型芯加工操作:•翻开模具型芯模型:首先,使用UG软件翻开模具型芯的三维模型文件。
•创立加工操作:在UG软件的加工模块中,可以创立各种加工操作,例如铣削、钻孔、铰削等。
•设定加工参数:设定加工操作的参数,包括切削速度、进给速度、切削深度等。
•生成刀轨:根据模型形状和加工要求,UG软件可以自动生成刀轨,以指导机床进行加工。
2.3 编程模具型芯加工操作UG软件提供了强大的编程功能,可以自动生成加工操作的机床程序。
在编程模具型芯加工操作时,可以按照以下步骤进行:•创立编程操作:在UG软件的编程模块中,可以创立编程操作,并将之前创立的加工操作与之关联。
•设定加工路径:通过设定加工路径,UG软件可以计算出加工操作需要的运动轨迹,以实现模具型芯的加工。
•生成机床程序:最后,UG软件可以根据设定的加工路径自动生成机床程序,以便实际加工过程中使用。
2.4 模具型芯加工的优化方法为了提高模具型芯的加工效率和质量,可以采用以下优化方法:•使用适宜的刀具:根据具体的加工要求,选择适宜的刀具,以提高加工效率和外表质量。
•优化切削参数:通过调整切削速度、进给速度、切削深度等参数,优化加工过程,提高加工效率和质量。
•刀具路径优化:通过优化刀具路径,尽量减少切削次数和移动距离,以提高加工效率和工件外表质量。
锁芯套冷冲压工艺及级进模设计

摘要冲压模具的工作原理主要是根据零件的外形及工艺要求选用合适的凸模和凹模将板料分离或成形而得到所需制件。
因为模具主要用于工件的大批量生产,而且模具需要保证冲压产品的尺寸精度和产品质量,所以要考虑模具的设计能否满足工件的工艺性,能否加工出合格的零件,以及后来的维修和存放是否合理等。
本次设计中不仅要确保设计的模具做出的零件能满足工作要求、模具要有足够的使用寿命,还要考虑到它的实际工作环境和必须完成的设计任务。
根据一系列的分析、设计、查表、计算,最终确定模具的模架采用对角型模架,凸模凹模采用分别加工法,这样可以采用线切割等数控设备来一次完成全部的工序加工。
卸料方式采用弹性卸料,排样方式采用有废料斜排的方式以及采用级进冲压。
关键词:落料;翻边;冲孔;级进模AbstractThis is a lock core sleeve plate punching flange, blanking Progressive die mould design. The principle of punching mould is to choose the suitable mould to separate sheet metal to get parts needed according to the shape of the parts and technological requirements . Because the mould major to produce a lot of parts , and mould need to ensure the precision and quality of products, so the design and manufacture of the mould need to consider the mould design could meet with the technology of the design, can work out qualified parts, and maintenance and storage whether reasonable, etc. This design not only need to make sure that the parts can meet the job requirements, to make sure it have enough service life, to consider its actual work environment and design task must be completed. According to a series of analysis, designing, watch checking, calculation, and finally determined that the mode of the mould frame with diagonal type formwork, the punch concave die processing method was used respectively ,so can the linear incision and other numerical control equipment to a complete all of the process.Unloading way using elastic and discharging Layout means uses the waste inclined row of style and the stamping means uses level into stamping.Key words:Blanking ; Flanging ;Punching ; Progressive die目录摘要 (I)ABSTRACT (II)目录 (V)1 绪论 (1)1.1本课题的研究内容和意义 (1)1.2国内外的发展概况 (1)1.3本课题应达到的要求 (1)2 工艺性分析和工艺方案的确定 (3)2.1零件图 (3)2.2零件的工艺性分析 (3)2.3模具材料的选用 (4)2.3.1冷冲模材料的选用要求 (4)2.3.2材料的选择原则 (4)2.4冲裁工艺方案的确定 (4)2.5排样 (5)2.5.1排样方法 (5)2.5.2搭边值与条料宽度及工位的确定 (6)3 设计计算 (9)3.1翻边力的计算 (9)3.1.1 预冲孔大小的确定 (9)3.1.2 翻边系数 (9)3.2冲裁力的计算 (10)3.3卸料力、推件力、顶出力的计算 (11)3.4冲压力的计算 (12)3.5冲模压力中心的确定 (12)3.6冲压设备的确定 (14)4 结构设计 (16)4.1凹模凸模设计 (16)4.1.1 凸、凹模分别加工时的计算法 (16)4.1.2 凸、凹模配作加工时的计算方法 (21)4.2定位方式的选择 (24)4.2.1 浮升两用销 (24)4.2.2 引导销 (25)4.3卸料、出件方式的选择 (27)4.4模架及零件 (27)4.5其余零部件的选择与尺寸的确定 (29)5 总结和展望 (33)5.1结论 (33)5.2不足之处及未来展望 (33)致谢 (34)参考文献 (35)1 绪论1.1 本课题的研究内容和意义本课题研究对锁芯套零件的连续模设计,其中包括冲压工艺、排样方案、模具结构分析等方面,通过平时的学习和专业老师的精心指导以及查阅大量资料,从而进行的模具设计。
基于UG精密零件的数控加工与仿真

综合课程设计论文题目: 基于UG精密零件的数控编程工艺与仿真专业名称:飞行器制造工程姓名:任波指导老师: 田卫军毕业时间:二零一五年六月综合课程任务书一、题目基于UG精密零件的数控编程工艺与仿真二、指导思想和目的要求本文以UG NX 5及VERICUT为工具,完成了调整架的三维造型及仿真加工。
内容包括:首先,根据调整架的结构特点和技术要求,在对其进行加工工艺分析之后,确定了零件的加工方法。
然后,利用UG/CAD模块完成了零件几何体的参数化建模。
在此基础上,利用UG/CAM模块进行数控编程,设计了加工路线、刀具轨迹,切削方式等工艺参数,生成了零件的NC程序。
通过刀轨检查及时地发现刀具跟零件之间的过切和欠切。
并通过虚拟加工过程仿真提前发现机床各运动部件、夹具及刀具之间的干涉和碰撞,确定干涉碰撞发生的位置和相应的NC程序段,并对先前的设计和NC程序进行修改三、主要技术指标1、完成设计说明书;2、完成一篇相关课题的外文翻译;3、完成改造后的图纸,A4大小两张左右;四、进度和要求第一阶段明确选题,确立总体设计方案(2天)第二阶段查找、收集相关资料(2天)第三阶段拟订初步设计方案和具体设计方案(2天)第四阶段让指导老师分析方案的优缺点并给出修改意见(1天)第五阶段按照设计方案开始画图、设计(2天)第六阶段让指导老师指出不足并改进(1天)第七阶段总结,按要求撰写课程论文(2天)五、主要参考书及参考资料[1]毛炳秋,田伟军等. 中文版UG NX 7.0基础教程. 2010.[2]王素玉.赵军,艾兴等.高速切削表面租糙度理论研究综述.机械工程师,2004(1).[3]蔡兰.机械零件工艺性手册(第二版).机械工业出版社.2007.[4]安荣.机械制造工艺于夹具[M].合肥:安徽科学技术出版社,2008.[5]陈宏钧.机械工人切削技术手册[M].北京:机械工业出版社,2005.[6]成大先.机械设计手册(第五版).化学工业出版社.2008.[7]王素玉.高速切削加工表面质量的研究.山东大学博士论文,2006.[8]施平. 机械工程专业英语教程. 第二版. 2008.[9]吴圣庄.金属切削机床概论.北京:科学出版社,1981.[10]吴宗泽,罗圣国.机械设计课程设计手册,第3版2006.[11]马兰,机械制图,机械工业出版社. 2008.[12]孙家宁.金属切削原理与刀具. 机械工业出版社. 2010.学生任波指导教师田卫军系主任摘要数控编程是一种可编程的柔性加工方法,它的普及大大提高了加工效率。
基于UG的挤压模具参数化建模
基于UG的挤压模具参数化建模作者:徐岩贾建波李冬梅庄晓丘陈明珠来源:《中国新技术新产品》2011年第15期摘要:挤压工艺的模拟和优化往往通过Deform有限元软件实现,但在工艺模拟及优化过程中需多次修改挤压模具的工作部分尺寸(如挤压角、工作带长度、圆角半径等)以实现挤压工艺的优化。
本文采用Excel 表驱动方法实现了挤压模具的UG参数化建模,从而避免了修改大量参数所带来的繁琐工作量和一些人为的错误,并基于一个参数化的数模生成了挤压模具工作零件的模型库。
关键词:Deform;Excel;UG;参数化建模中图分类号:TP311 文献标识码:A1引言在机械设计中经常遇到形状相似,但尺寸并不完全相同的零件,如系列化的产品零件和常用的标准件等。
参数化设计(Parametric) 也叫尺寸驱动(Dimension - Driven),它不仅可使CAD 系统具有交互式绘图功能,还具有自动绘图的功能。
参数化设计是计算机辅助设计领域内一个重要的研究内容,其技术发展到今天已走向成熟,并在当前主流的三维机械CAD 软件中得到了充分的应用。
通过建立参数化的三维零件模型,实现产品的结构设计系列化,可以极大地缩短结构设计周期,减少由于零件的尺寸变化带给工程师的工作量[1~2]。
Unigraphics(简称UG)是美国UGS公司开发的面向制造业的高端CAD/CAM/CAE 软件,具有强大的实体造型、曲面造型、参数化造型、装配和工程图创建功能。
虽然UG 提供的许多二次开发工具( 如UG/ Open GRIP、UG/ Open API 和UG Open C + + 等) 均能实现外挂式建立模型库,但利用这些开发工具要求设计人员具有比较高的编程技术,一般的设计人员很难完成[3~4]。
本文采用Excel 表驱动方法实现了挤压模具的参数化建模,通过调整控制参数来修改和控制凸模、凹模几何形状,并自动实现了凸模、凹模的精确造型。
2Excel 表驱动参数化本文以正挤压模具的工作零件的参数化建模为例,其结构如图1所示。
毕业设计——基于UG NX5.0软件的CADCAM典型零件的造型与数控模拟加工

基于UG NX5.0软件的CAD/CAM典型零件的造型与数控模拟加工【摘要】本课根据给定的二维图,使用UG NX5.0软件的建模模块完成了零件的三维造型设计,根据零件图的要求,制定数控加工工艺方案,使用UG的加工模块进行了数控模拟加工,通过后处理生成NC代码。
【关键词】:UG 、三维造型、模拟加工目录引言 (2)一、Mast1.1 Ug的概述 (3)二、 UG的零件三维造型 (4)1 零件造型分析 (5)2.2 零件造型 (6)三、零件的数控编程 (14)3.1 工艺方案分析 (14)3.1.1 刀具的选择 (14)3.1.2 切削用量的选择 (14)3.2 基于ug编程加工过程 (14)3.3 后处理 (23)总结 (25)参考文献 (26)谢辞 (27)引言在学习了《数控加工工艺与装备》《机械制造基础》《UG数控编程》《CAD/CAM 应用技术》《数控机床及编程》等课程后,为了将所学的知识应用于实际中,加深对知识的掌握程度,提升自身的实际工作能力,故选取《基于UG的拨叉凹模的数控铣削加工》的课题,综合所学知识,解决出现的问题,完成设计。
本课题主要内容是数控铣削加工,包括了零件图的审查、工艺的设计、刀具和机床夹具的选择、切削用量的选择、UG的建模与编程、后处理等,通过一系列的作业操作,完成对零件的加工任务。
通过此次课题,可以学习到很多加工和工艺方面的知识,为以后工作打下基础。
一、Mast1.1 Ug的概述市面上的CAM软件有:UG NX、Pro/NC、CATIA、CAD/CAM一体化的中望3D、cimatron、MasterCAM、SurfCAM、SPACE-E、CAMWORKS、WorkNC、TEBIS、HyperMILL、Powermill、Gibbs CAM、FEATURECAM、topsolid、solidcam、cimtron、vx、esprit、gibbscam、Edgecam、Artcam......等等数控除了在机床应用以外,还广泛地用于其它各种设备的控制,如冲压机、火焰或等离子弧切割、激光束加工、自动绘图仪、焊接机、装配机、检查机、自动编织机、电脑绣花和服装裁剪等,成为各个相应行业CAM的基础。
基于UG的塑料模具数控加工工艺分析
基于UG的塑料模具数控加工工艺分析文章结合UG软件的相关概念,对其在模具数控加工中的优势进行了简单介绍,并结合塑料模具加工的实际例子,对基于UG的模具数控加工工艺进行了分析和阐述。
标签:UG;模具;数控加工前言在工业化进程不断加快的当今社会,塑料制品凭借自身优良的性能,得到了极其广泛的应用。
在现代塑料制品设计中,存在有大量的曲面造型,如果采用传统的机械加手工制模,则模具的质量和精度难以保证。
在这种情况下,模具数控加工工艺就得到了飞速发展和普及,而作为一款综合性的CAD/CAE/CAM软件,UG可以进行模具的设计、分析,同时自动生成加工程序,因此受到了相关技术人员的重视。
1 UG软件概述UG全称Unigraphics NX,是由Siemens PLM Software 公司出品的一个产品工程解决方案,能够为用户的产品设计和加工提供相应的数字化造型及验证手段。
UG是一个交互式CAD/CAM系统,其自身极其强大的功能使得UG可以轻松实现各种复杂实体及造型的建构,经过长期的发展,已经成为模具行业三维设计的一个主流应用。
在工业化进程不断加快的前提下,当前制造业面临着新的挑战,即通过产品开发的技术创新,在持续缩减成本投入的基础上,逐步增加产品利润和收入。
而为了真正意义上支持个性,必须具备更加多样化的设计方案,在开发过程中,由以往经验中得到的知识,更早地做出关键性决策。
UG的应用,能够通过过程变更,驱动产品革新,其独有的知识管理,使得工程专业人员能够推动产品的快速革新,以创造出更大的利润,同时可以结合已知准则,对每一个设计决策进行确认,保证决策的可靠性。
应用UG,用户可以得到更加合理的解决方案,对设计过程进行改善,对成本进行控制,从而进一步缩短产品进入市场的时间,为用户赢得更多的利润。
2 基于UG的塑料模具数控加工工艺这里从塑料模具的数控加工出发,以吹风机外壳模具的型芯镶块加工为例,对基于UG的模具数控加工工艺进行分析和讨论。
ug nx模拟数控加工的一般流程
ug nx模拟数控加工的一般流程数控加工的一般流程包括零件设计、编写加工程序、机床设置、加工操作和质量检验等环节。
The general process of numerical control machining includes parts design, programming, machine setting, machining operation and quality inspection, etc.首先,根据产品图纸和要求,进行零件设计和加工工艺的确定。
Firstly, according to the product drawings and requirements, determine the parts design and machining process.然后,将设计好的零件图纸进行加工程序的编写和优化。
Then, write and optimize the machining program for the designed parts drawings.接着,根据加工程序设置数控机床,并进行相关的刀具、夹具、工件的安装和调试。
Next, set up the CNC machine tool according to the machining program, and install and debug the relevant cutting tools, fixtures and workpieces.随后,通过数控系统进行加工操作,包括开工、加工、换刀、测量等操作。
After that, carry out the machining operation through the numerical control system, including start-up, machining, tool changing, measurement, etc.最后,对加工后的零件进行质量检验,保证产品符合要求。
基于UG的挤压铸造模具设计与运动仿真

结果 通过UG软件对挤压铸造模具进行设计和运动仿真,可以获得以下结果:
1、模具变形展示
通过运动仿真,可以观察到模具在充型过程中的变形情况。如图1所示,为模 具在充型前后的变形示意图。可以看出,在合金溶液的冲击下,模具发生了一 定的形变,但整体保持稳定。这为优化模具结构提供了重要依据。
2、接触痕的产生
背景
挤压铸造是一种通过高温高压将金属溶液挤入模具型腔内的成型工艺。模具是 挤压铸造的核心部件,其设计和运动仿真对于成型零件的精度和质量具有至关 重要的影响。同时,模具的运动仿真可以直观地展示模具的开合、移动和变形 情况,有助于优化模具设计方案和提高生产效率。
方法
1,首先需要建立完整的模具模型。根据产品 需求和工艺特点,利用UG的CAD功能对模具的各个部件进行精确建模,包括型 腔、浇口、排溢系统等。同时,需要考虑模具材料的热膨胀系数、弹性模量等 物理特性。
结论
本次演示基于UG软件平台,对挤压铸造模具设计与运动仿真进行了深入探讨。 通过建立模型、设置参数和进行运动仿真等步骤,获得了模具变形展示、接触 痕产生和速度加速度信息可视化等结果。通过对仿真结果的分析和讨论,证明 了挤压铸造模具设计与运动仿真的重要性和可行性。
参考内容
引言
注塑模具是塑料制品生产过程中不可或缺的重要环节。随着塑料制品的应用范 围不断扩大,对大型注塑模具的设计和制造要求也越来越高。为了提高模具设 计和制造的质量、降低成本并缩短周期,本次演示将基于UG软件,对大型注塑 模具进行仿真设计及CAD优化分析。
谢谢观看
2、基于UG的仿真设计
在UG软件中,我们可以通过模块化的方式进行仿真设计。首先,建立模具的三 维模型,并进行分模设计;然后,进行注射成型模拟,并对模具的温度、压力 等参数进行实时监控和调整;最后,进行冷却模拟,以优化模具的冷却效果。
基于UG的塑料模具型芯数控铣编程
曲线,再将该曲线投影到分型面上,然后沿投影线进行切
削,该工件的加工流道的刀路如图 10 所示。
流道刀路
图 10
7
切削流道的刀路
对刀路进行动画仿真
在编写完刀路之后,
在加工之前,
一般需要用仿真模拟
的方法对程序进行检查,以判断程序是否正确。在进行动
画仿真的过程中,
中图分类号:TG659
文献标识码:B
DOI:10.13596/ki.44-1542/th.2023.12.006
NC Milling Programming of Plastic Mold Core Based on UG
Luo Jun1,Peng Qien2,Zhou Lanju3
(1.Guangdong Technician College of Light Industry,Guangzhou,Guangdong 510315,CHN;
不需要用数控铣床切削的结构(流道用曲线表示),删除
这些特征后的实体比较整洁[1],如图 1b 所示。
计的开粗刀路如图 2 所示。
图2
粗加工刀路
5 设计半精加工刀路
5.1 设计等高切削刀路与切削圆角刀路
(a)
图1
(b)
型芯的实体
a——整理前的实体
3
加工工艺分析
4
设计粗加工刀路
b——整理后的实体
粗加工之后,工件表面所残留的余量较多,而且极不
控 铣 床 进 行 编 程 的 软 件 比 较 多 ,如 UG、Powermill、
Cimatron、Mastercam 等,其中 UG 的应用最为广泛,现以某
模具的型芯为例,详细介绍使用 UG 进行数控编程、并进
基于UG的塑料凹模的数控加工-毕业论文
摘要随着数控技术的发展,数控技术给传统制造业带来了革命性的变化,制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对一些重要行业的发展起着越来越重要的作用。
随着科技的发展,数控技术也在不断的发展更新,现在数控技术也称计算机数控技术,加工软件的更新快,CAD/CAM 的应用是一项实践性很强的技术。
如像UG,PRO/E,Master CAM ,CAXA制造工程师等。
数控技术是技术性极强的工作,尤其在模具领域应用最为广泛,所以这要求从业人员具有很高的机械加工工艺知识,数控编程知识和数控操作技能。
本文主要通过对复杂零件的数控工艺分析与加工,综合所学的专业知识,全面考虑可能影响铣削的因素,设计其加工工艺和编辑程序,完成要求。
关键词: 铣削;CAD/CAM;UG;数控加工目录引言 (1)一、零件加工工艺的分析 (1)1.1 零件结构的分析 (1)1.2毛坯、加工余量分析 (2)1.3 定位基准分析 (3)二、零件的三维造型 (3)2.1 UG软件介绍 (3)2.2 基于UG的零件的建模 (4)三、零件加工工艺过程设计 (6)3.1 机床选择 (6)3.2 夹具的选择 (7)3.3 工序方案的确定 (8)3.4 走刀路线的确定 (9)3.5 刀具的选择 (12)3.6 切削用量的选择 (14)3.7 切削液的选择 (17)3.8 对刀点的选择 (18)3.9 工艺文件编制 (19)四、零件的数控加工编程 (19)4.1 初始参数设定 (19)4.2 创建刀具 (20)4.3 创建粗加工操作 (21)4.4 创建半精加工操作 (23)4.5 创建等高加工操作 (24)4.6 创建固定轴轮廓加工操作 (26)4.7 创建清根加工操作 (27)4.8 模拟刀轨及后处理 (28)结论 (31)致谢 (32)参考文献 (32)基于UG塑料凹模数控加工引言在学习了《数控加工工艺与装备》《机械制造基础》《UG数控编程》《CAD/CAM应用技术》《数控机床及编程》等课程后,为了将所学的知识应用于实际中,加深对知识的掌握程度,提升自身的实际工作能力,故选取《基于UG的拨叉凹模的数控铣削加工》的课题,综合所学知识,解决出现的问题,完成设计。
基于UG/OPEN的铝型材挤压模具设计系统开发
( e t f l t m ca i l izo oai a & T c ncl o ee izo 4 0 6 h a D p.o e r eh nc ,Luhu V ct nl E co a o eh ia C l g,Luh u5 5 0 ,C i ) l n
1 铝 型 材 挤 压 模 具 设 计 的 一 般 过程
铝 型材 挤压 模具 一般 由上模 、 下模 、 位销 、 结 螺钉 等部 分组 成 , 的主要 设 计 要 素有 模 具外 径 、 定 联 它 分 流比、 分流 孔 的形 状 、 大小 和 分布 、 流桥 、 芯 、 分 模 焊合 室 、 径带 等 . 型材 平 面分 流模 的设计 流 程如 图 1 定 铝
所示.
2 铝 型材 挤 压 模 具 设 计 系统 的数 据 流 图
铝 型材挤 压 模具 的设计 是一 个较 为复 杂 的过 程 , 要 综合 考 虑 型材 截 面 、 压 工 艺 、 具 材 料 等 多方 需 挤 模
摘 要 : 析 了铝 型 材 挤 压 模 具 的 设 计 流 程 , 铝 型 材挤 压模 具设 计 数 据 流 图的 基 础 上 , U X 为 开发 平 台 , 分 在 以 GN 综
合运用各种 U / P N开发技 术开发 了铝 型材挤压模具设计 系统 。 GO E 包括 用户 菜单 、 具文件 新建界 面、 面数据 处 模 截
第l 0卷
第 2期
南 京 工 程 学 院 学 报 (自 然 科 学 版 )
Jun l fN nigIstt fT hooy Naua SineE io ) ora aj tueo  ̄ nlg ( trl cec dt n o ni i
基于ug软件的挤出模具设计与加工
180管理及其他M anagement and other基于ug 软件的挤出模具设计与加工李俊阳(铜陵职业技术学院,安徽 铜陵 244000)摘 要:ug 软件可以提供产品工程解决方案,能够为用户产品的设计以及加工过程提供数字化造型和验证手段,不仅可以成功实现各种实体造型的建造,也可以在较大限度上满足工业化的需要。
挤出模具在生产中往往起到提高生产效率,节约材料的作用,因此挤出模具的设计与加工至关重要。
文中将主要围绕基于ug 软件的挤出模具设计与加工展开讨论。
关键词:ug 软件;挤出模具;设计与加工中图分类号:TQ320.52 文献标识码:A 文章编号:11-5004(2021)05-0180-2 收稿日期:2021-03作者简介:李俊阳,男,生于1977年,汉族,安徽巢湖人,大本,讲师,研究方向:机械加工,数控工艺。
当前市场对塑钢材料的需求量不断增加,生产企业如果不能够跟上市场需求,可能会对其他行业的发展产生影响,所以相关企业应当加强技术研究,不断提高挤出材料生产效率与生产质量。
使用ug 软件可缩短基础模具加工周期和提高质量的有效途径,但是因为大多数挤出模具具有结构复杂并且单件生产的性质,导致工作效率达不到效果,除此之外,工作人员的专业水平也影响着产品设计与加工,因此,如何基于ug 软件对挤出模具进行设计成为了重点的关注问题。
1 基于ug系统的挤出模具设计基本原则和结构ug 作为大型CAD 商用软件,不仅能够进行三维造型,还可以生成具有复杂结构的实体,而由于挤出摸具结构复杂,在设计过程中容易出现特征间相互干涉的情况,如果不能够在UG 软件运用中充分考虑挤出摸具特性以及内部结构,那就会影响挤出摸具的设计质量,进而对后期产品的生产产生影响。
不仅如此,设计人员在进行设计的过程中完全依赖自身以往的工作经验,难以通过系统理论来完成设计数据的整理和设计,而从实际情况角度上来分析,大多数时候还需要后续大量的工作,如试模,修模等,过程相对复杂,会损耗掉大量的人力物力和财力,所以基于设计过程中所出现的各种问题,设计人员应当正确设计模头和定型模,避免设计过程中出现同一位置不同特征间相互干扰的情况。
UG注塑模具设计与数控加工应用
UG注塑模具设计与数控加工应用摘要:大型三维软件UG是世界上最先进的CAD/CAM集成的高端软件,它提供了各种专用的应用模块,功能强大,内容丰富,除了常用的UGCAD,UGCAM等模块,UG Mold Wizard是其中的一个独立的智能化设计注射模具的模块。
综合利用UG/CAD/CAM和UG Mold Wizard的功能,在UG平台上设计注塑模具并且对其进行数控编程,能够大大提高模具设计与制造的效率和质量。
论文以塑料机壳为实例,基于CAD/CAE/CAM一体化技术进行模具设计与制造的研究。
关键词:UG;注塑模具设计;数控加工;应用1引言当今,CAD/CAM/CAE技术在产品设计,尤其是模具设计当中的应用愈加广泛。
其中,UG 作为集成化的CAD/CAM/CAE系统软件,为工程技术人员提供了非常强大的应用工具,这些工具包括产品设计、工程分析、绘制工程图、模具设计以及数控编程加工等。
对于注塑模具中比较复杂的型芯或型腔,利用UG软件提供的UG/CAM模块,可完成平面铣、型腔铣、固定轴曲面轮廓铣等数控编程,从而实现了模具设计与制造的一体化,使模具在设计的同时就可进行制造阶段相应的数控编程工作,缩短了模具制造周期。
2基于UG的注塑模具设计的工作流程(1)三维模型的创建/导入。
利用UG的实体造型模块对塑料机壳进行三维实体建模,或是将已经创建好的CAD模型导入到UG软件当中。
(2)设置收缩率。
熔融状的塑料在成型后会热胀冷缩,导致出现成型后的塑料制品的尺寸略小于模具型腔的相关尺寸,因此模具设计时我们会将模具成型零件的尺寸进行补偿,以避免热胀冷缩造成的差异。
(3)设置模具型腔和型芯毛坯尺寸。
模具的型腔和型芯毛坯是用来加工塑料模具的型腔和型芯的坯料。
UG软件会自动依据塑料制品的外形尺寸预定义模具型腔、型芯毛坯的外形尺寸,通常其默认值是比塑料制品的外形尺寸各个方向大25mm,但考虑到模具的受力情况,模板的壁厚会根据实际的情况自定义相应的尺寸。
UG编程模具型芯加工方法
一﹑審圖與裝夾
1-1﹑審圖內容
1﹑確認模件號及版次。 2﹑確認材質﹐便于合理選擇加工刀具及切削參數。 3﹑看清制程與相關指示﹐選擇合理的加工方法。 4﹑考慮工件的裝夾﹐以安全﹐穩固﹐方便為原則。 5﹑考慮要加工哪些部位﹐背部靠肩是否需NC加工。 6﹑考慮是否要留站角﹐為后續的加工做准備。
4/19/2020 5:22 PM
2-1﹑不需NC加工部位的圖檔處理
通常對于不需NC加工的孔槽肋等工位﹐經過簡化﹑替代﹐拉伸等 工具進行處理﹐使其便于編程時的圖檔觀察﹐使面平順而產生出順暢 的加工路徑﹐待別是對于形成狹小封閉區域不作處理將會產生額外路 徑使加工不暢﹐并產生振刀及斷刀﹐簡單的圖檔也利于快速計算。
整體粗逃料﹐最大限度去除材料 粗逃料后以粗逃料刀具整體粗銑一次平面以保証后續加工的順暢 使粗銑后的余量相對均勻,可以是等高線加工或余料粗加工 使粗銑后的余量相對均勻,可以是等高線加工或余料粗加工 將大平面余量加工至精銑平面前的余量 局部﹑狹小區域粗逃料 去除大側壁﹑曲面多余留料﹐為精銑准備 整體中銑后所有角落處的清角 局部﹑狹小區域中加工﹐為精加工准備 局部中銑后清角及剩余狹小區域加工 所有平面的精加工 靠破面,插破面,成型面實行分區域分段切割精加工OK 整體精銑后分區域分段精清角 分別精加工局部狹小區域 局部區域精銑清角 所有流道分大小分別加工 澆口粗﹑精銑分別加工 排氣按0.2mm到0.02mm分別加工
工翻 正面成型加工 面
加
4/19/2020 5:22 PM
將工件側面翻面加工
因刀具伸出過長而將側面翻面加工。 將工件側面翻面加工
紅色箭頭所指兩側面又可在本次 裝夾時Z向各加工一半而完成
4/19/2020 5:22 PM
基于UG的数控加工技术在模具加工中的应用
基于UG的数控加工技术在模具加工中的应用摘要模具是工业生产的基础工艺装备,UG在模具加工中提供了多种数控加工操作。
合理采用恰当的数控加工技术,可以提高模具加工的精度和质量,并缩短模具的设计制造周期。
关键词UG;数控加工技术;模具加工0 引言作为我国工业的重要组成部分,模具工业对于我国工业的现代化进程有着重要的促进作用。
对于形状复杂的模具,采用数控加工技术可以在保证模具加工质量的前提下,缩短加工时间,提高加工精度。
随着现代设计方法和技术的不断创新,UG已经被我国从事工业设计人员广泛使用。
UG是一款融合了实体造型、曲面造型和线框模技术的大型CAD/CAE/CAM软件。
利用UG可以进行模具的设计、分析,并自动编制加工程序。
UG为模具的加工提供了平面铣、曲面轮廓铣、型腔铣、等高轮廓铣和固定轴轮廓铣等多种操作。
对于一些形状复杂的模具,采用直接加工,或手工编程加工,都很难保证加工的精度。
而利用UG中的模具加工模块,可以实现数控加工程序的自动编制,既保证了加工的质量,又提高了模具加工的效率。
1利用UG建立模具三维模型在利用UG进行模具的数控加工之前,必须要先建立模具的三维模型。
这可以根据模具的图纸,利用UG的CAD模块,建立模具的实体模型。
UG具有强大的自由曲面建模功能,可以实现复杂形状零件模型的设计和建模。
模具的三维模型也可以通过导入其他格式的图纸文件来建立。
不管以何种方式,模具的模型必须要忠于原设计,因为零件模型的精确与否直接关系到后续加工工艺的选择和加工质量的优劣。
尽管所要加工的模具形状、大小和材料等都不尽相同,但利用基于UG的数控加工技术对其进行加工时,都遵循的一定的规律和步骤。
在模具不同的加工阶段所采用的加工操作也会随着相应的加工要求而变化。
在实际的模具加工中,应该合理制定加工工艺,选择合适的加工操作,以保证模具整体的加工质量。
2利用UG对模具进行数控加工根据模具的三维模型,利用UG的CAM模块,可以选择并最终确定理想的加工工艺路线。
ug基于实体的模具数控加工策略及应用
1 前言
随着数字技术的发展,当今的模具制造业正由传 统的手工制造技术向现代的数控加工技术转化,UG 是面向制造业的集线框模型、曲面造型和实体造型于 一体,是参数化和特征化的 CAD/CAM 高端软件。
UG 软件是建立在统一的具有关联性的数据库基 础上的,提供了工程上的完全关联性,使 CAD/CAM 各 部分数据自由切换;其修改操作、参数变得非常方便, 减少了重复性的工作,保持了信息的一致性;另外系 统具有良好的用户操作界面,采用窗口界面,操作导 航器(ONT),使用户一目了然,让管理操作更加方便。
【Abstr act】The commonly u sed strategies of mold NC manufacture based on UG are sum up from manufacture practice, and combining with actual application, both working procedures of typical mold and related parameters setting are introduced separately. Key wor ds: UG software; mold; NC processing; manufacture strategy
(5)定制加工环境。UG加工模组CAM允许用户完 全定义加工环境。UG公司已经为用户定义了一个加工 环境,但UG较其它软件的优越之处在于用户完全有能 力根据自己的需要来定制这个环境。在实际生产中, 根据被加工对象类型的不同,如:铸造模具大致可以分 为模样和芯盒;冲压模具中的拉伸模有凸模和凹模,建 立典型的操作模板 (Operation templates)、刀具模板 (Tool Templates)、加工方法模板(Method templates)、 几何体模板(Geometry Templates)、初始化模板(Setup
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于UG的锁芯冷挤压模具模芯数控加工
【摘要】冷挤压模具模芯材料通常选用为Cr12MoV,该材料硬度较高,加工难度较大。
本文首先制定锁芯冷挤压模具模芯的数控加工工艺,然后应用UG 软件实现数控加工。
【关键词】冷挤压模具模芯;加工工艺;数控加工
1.引言
玻璃门锁的应用非常广泛,其内部的锁芯材料则是铜,由于锁芯的形状复杂,在生产中如果直接运用机床切削的方式生产,制造工艺繁琐,生产效率较低,由于锁芯的产量较大,所以我们采用冷挤压模具成型的方式批量生产。
冷挤压是指在冷态下将金属毛坯放入模具模腔内,在强大的压力和一定的速度作用下,迫使金属从模腔中挤出,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。
从生产过程中,我们知道冷挤压模具需要承受很大的压力,同时坯料也是金属材料,为了保证模具的使用寿命,所以冷挤压模具钢材选材谨慎,通常需要通过热处理后最终精加工,这为我们在数控加工的环节带来难度(锁芯模型如图1所示)。
2.模芯的模具设计
模具的结构复杂,根据模具的类型不同,模具的结构也不尽相同。
锁芯的成型模具为冷挤压模具,冷挤压是在常温下对金属材料进行塑性变形,其单位挤压力相当大,同时由于金属材料的激烈流动所产生的热效应可使模具工作部分温度高达200℃以上,加上剧烈的磨损和反复作用的载荷,模具的工作条件相当恶劣。
因此冷挤压模具设计时应具有以下特点:
(1)模具应有足够的强度和刚度,要在冷热交变应力下正常工作;
(2)模具工作部分零件材料应具有高强度、高硬度、高耐磨性,并有一定的韧性;
(3)凸、凹模几何形状应合理,过渡处尽量用较大的光滑圆弧过渡,避免应力集中;
(4)模具易损部分更换方便,对不同的挤压零件要有互换性和通用性;
(5)为提高模具工作部分强度,凹模一般采用预应力组合凹模,凸模有时也采用组合凸模;
(6)模具工作部分零件与上下模板之间一定要设置厚实的淬硬压力垫板,以扩大承压面积,减小上下模板的单位压力,防止压坏上下模板;
(7)上下模板采用中碳钢经锻造或直接用钢板制成,应有足够的厚度,以保证模板具有较高的强度和刚度。
3.锁芯冷挤压模具下模芯加工工艺
由于锁芯在中心分型,且锁芯是沿着中心面对称,所以在上、下模芯的结构相同(除文字外)。
说明上下模芯的加工工艺相同。
3.1下模芯的材料与结构分析
(1)模芯材料选为Cr12MoV,粗加工完成后,进行热处理再执行精加工。
(2)模芯的行腔尺寸为60×40(mm)。
(3)模芯的全周圆角均为R3。
(见图3所示)
3.2下模芯的数控加工工艺
在加工生产过程中,由于模芯加工的要求和生产条件等不同,其制造工艺方案也不相同。
相同的模芯采用不同的工艺方案生产时,其生产效率、经济效益也是不相同的。
在确保模芯质量的前提下,拟定具有良好的综合技术经济效益、合理可行的工艺方案是保证模芯加工的前提。
根据模芯的材料和结构特征分析情况,拟定如表1的数控加工工艺方案。
通过加工工艺卡的数据反映,冷挤压模具的加工过程具有较大的加工难度,保证加工质量只要体现在以下几点:
(1)冷挤压模具模芯的钢材比较硬,加工对刀具要求较高,一般选用硬质合金材料的刀具。
(2)模芯内部结构狭小,所以选用刀具的直径偏小,要充分把握刀具加工中的强度。
(3)模芯切削时的切削厚度或者宽度要合理,否则影响刀具使用寿命,同时模芯的表面粗糙度受影响。
(4)模芯加工时的切削速度和主轴转速要合理。
4.锁芯冷挤压模具下模芯的数控编程
(1)曲面挖槽加工
根据加工工艺要求,首先运用¢12的铣刀对坯料执行粗加工,完成后坯料的预料较多,加工结果如图4所示。
(2)曲面清角加工
在数控铣削加工模具时,经常会碰到这样的加工问题,就是两个相交的待加工面之间带有一定加工角度,这时利用较大的刀具加工后不能完全满足加工要求,必须利用小于特征半径刀具进行清角加工。
清角加工中合理的选择清角高度和加工方法将直接影响加工质量和加工效率。
(3)曲面精加工
精加工即是从工件上切除较少余量,所得精度和光洁度都比较高的加工过程。
保证精加工的较高效果主要在于切削时的切削速度(进给率)和主轴转速,当然所选用的刀具质量也有很大的关系。
锁芯冷挤压模芯的精加工按照其工艺要求,选用R3的硬质合金刀具,以刀具位移为0.12mm的宽度加工。
精加工后的效果如图6所示。
5.结束语
通过对冷挤压模具材料的选材和材料的工艺处理,我们已经知道冷挤压模具模芯的材料比较硬,其原意是要满足冷挤压件特殊的制造生产过程,需要承受较大的挤压力,同时保证模具的使用寿命,冷挤压模具材料硬的特点就使得模芯加工比较困难。
本文通过实际案例,阐述锁芯冷挤压模具模芯的数控加工过程,总结出冷挤压模具模芯的数控加工方法,解决这种难加工材料的困难。
课题项目:
本文为广东科技学院一般立项课题项目《冷挤压模具模芯材料选择与加工技术研究》阶段性研究成果之一,课题编号为:(GKY-2012KYYB-11 )。