有关铸造式汽车转向节加工工艺分析
汽车转向节的铸造问题

技术创新方法(TRIZ)学习报告作品名称:汽车转向节的铸造问题院级名称:机电工程技术学院班级名称:应用电子103姓名:陈伟2011-2012学年第2学期(START)一、应用背景及意义:汽车转向节是连接汽车方向盘与前轮轮轴的部件,并与减震器相连。
二、主要功能:1:与前轮轴相连接,承担轴传来的力和力矩。
2:汽车转向的转动部件。
3吸收汽车行进过程中的震荡。
它是汽车中应力最为集中、最为复杂的零件,直接关系到汽车的安全性能,因此它的设计标准十分严格,制造过程和产品测试都要求符合规范。
三、矛盾定义及创新原理目前转向节是由球墨铸铁为主要原料铸造而成,并加入碳、硅等元素,在微观结构上在铁原子之间形成碳或硅小颗粒以加强合金钢的延展性(韧性),宏观上提高零件的抗拉强度和疲劳强度。
而且碳、硅元素的含量要求适当,过多会使合金变脆而导致强度下降。
2001年大众汽车(墨西哥)公司引进一套转向节铸造生产线,主要步骤是在感应电炉中在1400℃高温下熔化铸铁,以镁作催化剂混合适量沙粒(硅)产生反应形成熔液浇注入砂型中,冷却后打破砂型对铸件进行检测,进一步机械加工最终成品。
生产线将型砂经传送带回收处理循环利用,熔渣与不合格铸件同样用升降机回收作为原料再次放入电炉。
生产初期,应用此生产线使生产效率得以大幅提高,但同时也产生了铸件废品率(主要为缩型)也大幅提高的问题,经研究发现是由于熔液中沙粒含量超标(使熔液流动性差)造成的。
导致生产成本升高以及效率下降。
图4 生产线示意图有何经济效益和社会效益:应用TRIZ理论对问题进行分析和创新后,在对生产线稍加改造后,问题得以有效解决,产品不合格率由大于10%降到低于3%,同时不增加任何额外投入,在生产成本不变的情况下,简化了生产线,缩短了生产周期。
问题描述:使用生产线后,整个铸造过程的操作性提高了,但相应的也产生了铸件废品率增加了。
研究发现,问题的产生是由于感应电炉中的熔液的沙粒含量超标,导致熔液流动性差造成的。
铝合金汽车转向节精密铸造工艺研究
第16卷第3期精密成形工程2024年3月JOURNAL OF NETSHAPE FORMING ENGINEERING181铝合金汽车转向节精密铸造工艺研究赵海涛1,甘万兵1,晏洋1,席小龙1,姚会婷1,陈毅1,丁华锋1,2*(1.湖北三环锻造有限公司,湖北襄阳 441700;2.湖北文理学院汽车与交通工程学院,湖北襄阳 441053)摘要:目的对某铝合金汽车转向节的精密铸造工艺进行设计与优化研究,以得到合格的铝合金汽车转向节的精密铸造工艺方案。
方法结合铝合金转向节铸件的结构特征、铸件材料特性和铸造经验,在转向节铸件主体部和鹅颈部各开设一个内浇口,设计了铝合金转向节初始浇注方案;通过在初始工艺方案中铸件缺陷较严重的区域设置补缩冒口、在铸件顶部增设排气道等措施给出了铝合金汽车转向节的优化浇注方案,基于ProCAST软件建立了铝合金转向节精密铸造2种浇注方案的有限元模型,对铝合金转向节精密铸造的充型过程、凝固过程及缩孔缩松特性进行了数值模拟与分析。
结果铝合金转向节铸件初始浇注方案的充型过程相对稳定流畅,铸件在凝固过程中有孤立液相区的形成,完全凝固后铸件中间部位存在大面积缩松缩孔缺陷;优化浇注方案能够控制金属液的流动、充型顺序及凝固特性,铸件的整个凝固过程基本呈中间对称分布,最后凝固区域位于补缩冒口内部,最大缩孔缩松率控制在2%以下。
结论优化浇注方案的设计合理且有效,能够有效地消除铝合金转向节铸件的缺陷。
关键词:铝合金;转向节;精密铸造;铸造缺陷;工艺设计;数值模拟DOI:10.3969/j.issn.1674-6457.2024.03.020中图分类号:TG249.5 文献标志码:A 文章编号:1674-6457(2024)03-0181-07Precision Casting Process of Aluminum Alloy Automobile Steering KnuckleZHAO Haitao1, GAN Wanbing1, YAN Yang1, XI Xiaolong1, YAO Huiting1, CHEN Yi1, DING Huafeng1,2*(1. Hubei Tri-Ring Forging Co., Ltd., Hubei Xiangyang 441700, China; 2. School of Automotive and Traffic Engineering,Hubei University of Arts and Sciences, Hubei Xiangyang 441053, China)ABSTRACT: The work aims to design and optimize the precision casting process of a certain type of aluminum alloy automo-bile steering knuckles to obtain a qualified precision casting process scheme of aluminum alloy automobile steering knuckles.Based on the structural characteristics, material properties and casting experience of aluminum alloy steering knuckle castings, an ingate was opened in the main body and the goose neck of the steering knuckle casting respectively, and an initial pouring scheme of aluminum alloy steering knuckles was designed. The optimized pouring scheme of aluminum alloy automobile steer-ing knuckles was given by setting feeding risers in the area with serious casting defects in the initial process scheme and adding exhaust ducts at the top of the casting. Based on ProCAST software, the finite element models of two pouring schemes for pre-cision casting of aluminum alloy steering knuckles were established, and the filling process, solidification process and shrinkage porosity characteristics of precision casting of aluminum alloy steering knuckles were numerically simulated and analyzed. The filling process of the initial pouring scheme of the aluminum alloy steering knuckle casting was relatively stable and smooth,收稿日期:2024-01-12Received:2024-01-12引文格式:赵海涛, 甘万兵, 晏洋, 等. 铝合金汽车转向节精密铸造工艺研究[J]. 精密成形工程, 2024, 16(3): 181-187. ZHAO Haitao, GAN Wanbing, YAN Yang, et al. Precision Casting Process of Aluminum Alloy Automobile Steering Knuckle[J]. Journal of Netshape Forming Engineering, 2024, 16(3): 181-187.*通信作者(Corresponding author)182精密成形工程 2024年3月and the isolated liquid phase zone was formed during the solidification process of the casting. After solidification, there was a large area of shrinkage defects in the middle of the casting. The optimized pouring scheme could control the flow, filling se-quence and solidification characteristics of the molten metal. The whole solidification process of the casting basically presenteda symmetrical distribution in the middle. The final solidification area was located inside the feeding riser, and the maximumshrinkage porosity was controlled below 2%. The design of optimized pouring scheme is reasonable and effective, which can effectively eliminate the defects of aluminum alloy steering knuckle castings.KEY WORDS: aluminum alloy; steering knuckle; precision casting; casting defects; process design; numerical simulation随着全球环保要求的不断提高,对车辆排放标准和燃油效率的要求也更为严格[1]。
汽车转向节加工工艺

汽车转向节加工工艺
汽车转向节加工工艺是指将原材料经过锻造、热锻、车削、刨削、磨削、铣削、钻孔等加工工艺,将其加工成转向节产品的过程。
首先,将原材料放入锻造机中进行锻造,形成转向节的初步轮廓形状。
然后,通过热锻工艺对锻造件进行热处理,提高其物理性能,增强材料的塑性和韧性。
接着,对热锻件进行车削和刨削,以去除其表面毛刺和不良物质,并对其进行精度加工,将其加工成外形尺寸精准的毛坯。
接下来,进行磨削和铣削,对转向节的各个表面进行精度加工,以保证其符合高精度的要求。
最后,通过钻孔等加工工艺,对转向节进行孔加工,使其适用于安装其他零部件。
总之,汽车转向节的加工工艺包括锻造、热锻、车削、刨削、磨削、铣削、钻孔等多个环节,需要精细的加工工艺流程和高精度的加工设备,以确保转向节产品质量可靠,适用性强。
解析差压铸造铝合金转向节的热处理工艺

解析差压铸造铝合金转向节的热处理工艺铝合金转向节作为轻量化汽车零件,在汽车行业中越来越受到重视。
然而,在铝合金转向节的热处理工艺上,一直存在着一定的困惑。
本文的目的是通过对差压铸造铝合金转向节的热处理工艺的解析,努力减少这种困惑。
差压铸造铝合金转向节的热处理工艺主要包括连续热处理、回火热处理和外延加工热处理。
首先,连续热处理是将铝合金转向节视作一种材料,并加热到一定温度,使其在温度范围内处于不同的变形程度,然后使其冷却到常温。
此外,回火热处理是将铝合金转向节加入温度为400~500℃的热处理大炉中,然后将其温度控制在此范围内,以促进材料的变形过程。
最后,外延加工热处理是将铝合金转向节加入到高温(600℃左右)的熔融池中,使其外延,以促进材料的变形。
热处理工艺对铝合金转向节的几何结构和力学性能有很大的影响。
通过连续热处理,可以改善铝合金转向节的结晶结构,使得其具有较高的硬度、强度和耐磨性,而回火热处理和外延加工热处理则可以使铝合金转向节具有更好的耐腐蚀性和抗拉强度等物理性能。
此外,为了达到理想的成型效果,有时也需要对差压铸造铝合金转向节进行热处理后再进行机械加工,以增强其机械性能。
如在热处理的基础上,切削加工可以提高其机械强度和硬度,而点焊、拉焊或钻孔等机械加工工艺也可以使铝合金转向节具有更好的抗腐蚀性和抗冲击性。
以上就是差压铸造铝合金转向节的热处理工艺的解析。
总的来说,上述三种热处理工艺都可以改善铝合金转向节的力学性能,但应根据实际工作需求来决定具体使用哪种热处理工艺,而机械加工也可以与热处理相结合,更好地满足工作要求。
综上所述,差压铸造铝合金转向节的热处理工艺是为了改善材料的物理性能和力学性能,以满足工程应用的需要,因此热处理工艺在铝合金转向节制造过程中具有重要意义。
只有透彻了解相关热处理工艺,才能选择出最佳的热处理方案,从而制造出满足工作要求的铝合金转向节。
铸造式汽车转向节加工工艺研究
工 艺 与装 备 ・
组合机床与自 动化加工技术
文 章 编 号 :0 1 2 5 2 1 ) 5— 1 0— 4 1 0 —2 6 ( 0 0 0 0 0 0
铸 造 式 汽 蕾 , 华炳 , 春 华 , 雷 朱 何 朱
( 肥工 业大学 机械 与汽 车工程 学院 , 肥 合 合 200 ) 3 0 9
k u kl pe il h pe c mpl a e tucu e h u n c e s cal s a , o y i t d sr t r ,t e n mbe fpr c s ig t i ut m o i n c l sv r ag , c ro o e sn h s a o b l k u k ei e y l e e r
be r ug e h ak lc to n ig t epr g a o o t u lmpe , i gEro nayssm o e o a ayz l o h b nc m r o a in a d usn h o r m fc n o rca d us r ra l i n d l n l e t t e f d r S o h nsv ro 、nn v tv ig t r e d me so lDe inig s fwa e S h ole ’ c mpr e ie er r i o a ie us h e - i n ina sg n o e n t r OLI W ORK S t D o vru l n l e a d c lua e t e f l e i al a ayz n ac lt h o d r’S o n epo s ,D e i f a c si g syl te ig k uc l u n g t y c u t r ie sg o a t - t e se r n ke t r i n n n n cu e b nc m ak f l e . ee tt ea c rt o e s g o u tn r me e sf rr to a a ig pr c s e h r d e h r o d r s lc h c u a epr c s i fc tig paa t r o ai n lplnn o e st c - n n
关于汽车转向节的铸造问题
关于汽车转向节的铸造问题设计的背景:汽车转向节是连接汽车方向盘与前轮轮轴的部件,并与减震器相连。
它主要有三部分功能:1与前轮轴相连接,承担轴传来的力和力矩,2汽车转向的转动部件,3吸收汽车行进过程中的震荡。
它是汽车中应力最为集中、最为复杂的零件,直接关系到汽车的安全性能,因此它的设计标准十分严格,制造过程和产品测试都要求符合规范。
目前转向节是由球墨铸铁为主要原料铸造而成,并加入碳、硅等元素,在微观结构上在铁原子之间形成碳或硅小颗粒以加强合金钢的延展性(韧性),宏观上提高零件的抗拉强度和疲劳强度。
而且碳、硅元素的含量要求适当,过多会使合金变脆而导致强度下降。
确定待设计系统的主要功能: 2001年大众汽车(墨西哥)公司引进一套转向节铸造生产线,主要步骤是在感应电炉中在1400℃高温下熔化铸铁,以镁作催化剂混合适量沙粒(硅)产生反应形成熔液浇注入砂型中,冷却后打破砂型对铸件进行检测,进一步机械加工最终成品。
生产线将型砂经传送带回收处理循环利用,熔渣与不合格铸件同样用升降机回收作为原料再次放入电炉。
生产初期,应用此生产线使生产效率得以大幅提高,但同时也产生了铸件废品率(主要为缩型)也大幅提高的问题,经研究发现是由于熔液中沙粒含量超标(使熔液流动性差)造成的。
导致生产成本升高以及效率下降。
有何经济效益和社会效益:应用TRIZ理论对问题进行分析和创新后,在对生产线稍加改造后,问题得以有效解决,产品不合格率由大于10%降到低于3%,同时不增加任何额外投入,在生产成本不变的情况下,简化了生产线,缩短了生产周期。
第一步:设计的最终目的:汽车转向节是连接汽车方向盘与前轮轮轴的部件,并与减震器相连。
它主要有三部分功能:1与前轮轴相连接,承担轴传来的力和力矩,2汽车转向的转动部件,3吸收汽车行进过程中的震荡。
能够更好的对汽车进行减震,转向节处的铸造运用更好的材料加强其转向节的强度。
第二步:理想解是什么:转向节是汽车转向桥上的主要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向,转向节的功用是承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。
某铝合金转向节差压铸造冷却工艺参数的优化

某铝合金转向节差压铸造冷却工艺参数的优化铝合金转向节,这玩意儿在汽车里可重要着呢!就像人的关节一样,得灵活又坚固。
而差压铸造,就是给它“塑形”的关键工艺。
说起这差压铸造的冷却,那可真是一门大学问。
你想想,要是冷却不当,这转向节就可能变得脆弱不堪,汽车跑起来还不得提心吊胆?冷却速度快了不行,慢了也不行。
快了,就像大冬天猛地被泼了一盆冷水,材料内部容易产生裂缝,这转向节还能靠谱吗?慢了呢,就像炖肉的时候火太小,肉质不紧实,强度也上不去。
那怎么把握这个度呢?这就得从工艺参数入手啦。
比如模具温度,它就像给转向节穿的“衣服”,合适的温度能让它舒舒服服地定型。
温度太高,就像大热天穿棉袄,热得难受,转向节也容易变形;温度太低,又像寒冬里穿单衣,冷得哆嗦,质量也没保障。
再说说浇注温度。
浇注温度要是太高,就像把一锅滚烫的热油浇在冰块上,材料内部结构乱七八糟;浇注温度太低,又像把冷粥倒在锅里,流动性差,铸出来的转向节缺胳膊少腿的可不行。
还有保压时间,这就好比给转向节“练功”的时间。
时间短了,功力不够,转向节脆弱得很;时间长了,又浪费时间和精力,不划算。
冷却水量也是个关键。
水量大了,就像洪水猛兽,把转向节冲得七零八落;水量小了,又像毛毛雨,起不了多大作用。
要优化这些参数,那可得下一番功夫。
得像大厨炒菜一样,对火候、调料的量把握得恰到好处。
不断地试验、调整,才能找到那个最佳的组合。
这可不是一件轻松的事儿,需要耐心和细心。
但一旦优化成功,那制造出来的铝合金转向节就像钢铁战士一样,坚固耐用,为汽车的安全行驶保驾护航。
难道你不想拥有这样高质量的转向节吗?所以说,好好优化差压铸造冷却工艺参数,太重要啦!总之,要让铝合金转向节在差压铸造冷却中变得完美,就得在各个参数上精雕细琢,才能打造出真正可靠的汽车零部件。
汽车转向节的锻造工艺付翔
20 世纪 90 年代初期,济南汽车制造总厂和北 京机电所、中国重机公司合作开发了立式锻造转向 节挤压生产工艺,使锻造转向节工艺向前迈进了一 大步。
汽车转向节的锻造工艺
付翔 (中国重汽锻造厂,山东 济南 250116)
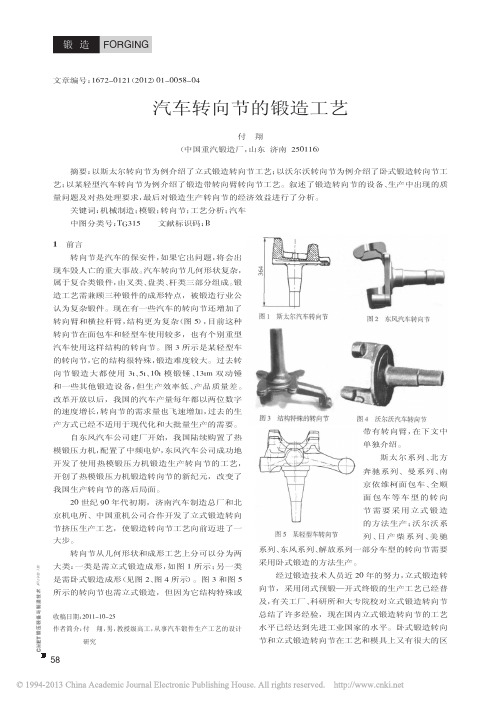
摘要:以斯太尔转向节为例介绍了立式锻造转向节工艺;以沃尔沃转向节为例介绍了卧式锻造转向节工 艺;以某轻型汽车转向节为例介绍了锻造带转向臂转向节工艺。叙述了锻造转向节的设备、生产中出现的质 量问题及对热处理要求,最后对锻造生产转向节的经济效益进行了分析。
沃尔沃锻造厂锻造转向节使用美国克林宁公司 生产的 40000kN 热模锻压力机。加热后坯料由滑道 传到指定位置后,人工夹起坯料放到闭式预锻模中, 压力机压下完成预锻工序,然后人工翻转放入终锻 型槽,压力机最后锻造成形。终锻型槽水平分模,人 工把成形的转向节送出压力机,锻件通过输送带送 到切边工位进行切边。每分钟生产三件,生产速度 快,整个锻造生产人工操作,过程简单。
3 锻造设备 锻造转向节使用什么设备要根据生产批量而
定,目前有三类设备可以选择。一类是模锻锤,这一 类设备只适用于小批量生产,而且工艺落后,产品质 量也较低,不适于现代化的需要,但投资较少。第二 类是螺旋压力机或液压机,这一类设备也只能用于 中、小批量生产。第三类就是热模锻压力机,大批量 生产转向节使用热模锻压力机最为适宜,目前,世界 上大多数锻造厂都在使用热模锻压力机锻造转向 节。热模锻压力机可设置多个型槽,设备有下死点, 可提高模具寿命,热模锻压力机一个行程完成一个 工序,工作可靠、生产效率高、易于实现自动化生产、 受其他因素影响小、锻件质量稳定,缺点是设备投资 较大。各种车型转向节锻造使用热模锻压力机顿位 各异:依维柯面包车、全顺面包车等使用 20000kN~ 25000kN 级。中型汽车使用 40000kN 级。沃尔沃、斯 太尔载重车和北方奔驰使用 63000kN 级。
汽车转向节的锻模设计

汽车转向节的锻模设计摘要一辆汽车由多个部分组成,其中的汽车转向节是汽车上的关键零件,它既要承载车体重量,又需要承受前轮刹车的制动力矩并传递转向力矩,所以需要对其外形结构和机械性能有严格要求。
随着汽车行业的快速发展,汽车的需求量增大,对汽车转向节的需求量也同时增加。
由于其外形结构非常特殊,以传统的加工工艺方式已不能满足其强度和精度要求,因此锻造加工成为了制造汽车转向节的最优加工方式。
关键词:转向节预锻终锻1绪论1.1目的及意义汽车转向节是汽车转向控制系统的重要零部件,它承担着传递转向力矩的重要作用,作为汽车的主要安保部件之一,它既承担着车辆的制动力矩,同时还支撑着汽车的总体重量。
在汽车正常行驶途中,汽车转向节时常承担着重复的冲击载荷,所以它必须在满足高强度的机械性能和高标准的配置要求的同时,还要求有强大的抗疲劳能力[1]。
作为车辆的主要驱动元件,汽车转向节能保证车辆在复杂多变的情况下能够保持行驶稳定性,但由于其造型复杂,在生产过程中不易成型,而且对零部件的品质要求也相当高,因此过去的传统生产方式和制造方法已不能满足如今汽车现代化和大批量生产的要求。
不同的汽车型号它们的转向节也会稍有差异,因此现今市场上的转向节型号繁多,实现汽车转向节生产方式的优化是解决汽车批量生产的重要课题[2]。
以锻造加工为主的汽车转向节生产方式,满足了优化转向节锻造技术、降低材料的损耗率、节约工时以及减少成本的要求,同时对汽车转向节的合理锻造方法进行探索研究以及对锻造新工艺的开发具有重要意义,因此对锻模进行高端的技术设计和研究是非常关键的。
现今机器工业中生产毛坯的主要途径之一便是锻造,其优势就是它可以改变各种金属材质原有的组合,使其力学性能与物理性能获得了较大的改善,同时锻造还可以增加各种金属资源使用率以节省各种金属资源,并且锻造还可以直接获得金属零部件的外形,对于部分零部件来说锻造完成后甚至能进行使用。
锻造工艺能挤压锻件中的气孔并其疏松组织,粉碎粗大的颗粒使之变成细小颗粒,并形成沿着零件轮廓合理分布的纤维组织。
解析差压铸造铝合金转向节的热处理工艺
2019年第48卷第4期Vol.48No .42019INDUSTRIAL HEATINGDOI:10.3969/j.issn.1002-1639.2019.04.006解析差压铸造铝合金转向节的热处理工艺李莎(陕西工业职业技术学院材料工程学院热处理教研室,陕西咸阳712000)摘要:在汽车零部件中,转向节占有着相当重要的地位,因为它性能的安全与否直接关系到整个汽车能否安全行驶。
鉴于此以某种铝合金为研究对象(型号A356),探讨了在这种铝合金转向节的差压铸造过程中的生产工艺,特别是对热处理工艺的技术要点做了分析,并结合台架疲劳试验对其性能进行了验证,旨在通过研究为相关领域的探索提供一些可具参考的资料。
关键词:铝合金;差压铸造;热处理工艺中图分类号:TG1361文献标志码:A文章编号:1002⁃1639(2019)04⁃0021⁃03Analysis of the Heat Treatment Process of Differential Pressure Casting Aluminum Alloy Knuckle LI Sha(Heat Treatment Department ,School of Material Engineering ,Shanxi Polytechnic Institute ,Xianyang 712000,China )Abstract:The steering knuckle plays an important role in automobile parts.Because the safety of its performance is directly related to the safety of the car.This paper takes in some aluminum alloy as the research object ,(its model is A356),discussed in this kind of differential pressure casting process of aluminum alloy steering knuckle of the production process ,especially made a analysis of the main technical points of the heat treatment process ,and connecting with the bench fatigue test of its performance is verified ,and related areas for the purpose of through re⁃search of this paper research will provide some reference data.Key words:aluminum alloy ;differential pressure casting ;heat treatment process————————————————————————————————————————收稿日期:2019⁃01⁃07作者简介:李莎(1986—),女,硕士,讲师,研究方向为材料改性.在汽车的转向系统中,转向节是不可忽视的构成部分,既可以与汽车悬架、前车轴相连,又是转向系统的制动器相连。
铝合金转向节挤压铸造技术研究与应用

铝合金转向节挤压铸造技术研究与应用摘要:近年来,随着能源紧缺及对环境保护的需要,各国对汽车燃油消耗效率及温室气体排放量制定了更加严格的法规与标准。
而汽车轻量化则是降低燃油消耗的重要途径之一,也是汽车生产商研发的主要目标。
因此,以铝为代表的轻质合金材料得到了越来越广泛的应用。
本文对挤压铸造生产铝合金转向节工艺进行研究,在不同的机型上用挤压铸造工艺开发的铝合金转向节各项性能指标可完全达到技术要求。
关键词:铝合金;转向节;挤压铸造引言采用有色轻金属材料代替黑色金属材料是当前国际上汽车轻量化的主要途径,为使汽车减轻自重,便要求汽车零部件必须轻量化、薄壁化、精确化、强韧化。
所以,汽车的钢铁材质零部件不断被质量轻的铝合金件所取代,在成形工艺上以挤压铸造替代普通铸造及锻造,以达到提高毛坯的精度、减少加工余量、减少原材料消耗,从而实现减重、降低成本的目的。
本文对挤压铸造机生产铝合金转向节的特点进行分析论述,供同行参考。
1再生铝概念再生铝是由废旧废铝合金材料或者含铝的废料,经重新熔化提炼而得到的铝合金或铝金属,是金属铝的一个重要来源,再生铝主要是以铝合金的形式出现的。
再生铝以废铝作为主要原料,经预处理、熔炼、精炼、铸锭等生产工序后得到铝合金。
铝的抗腐蚀性强,在使用过程中损耗程度极低,且在多次重复循环利用后不会丧失其基本特性,具有极高的再生利用价值。
2压铸工艺一体化压铸实为真空压铸工艺加入高真空控制系统,需要高精度传感器控制抽真空过程。
工艺流程为合模、浇注、真空开启、型腔抽真空排气、压射、开模、取件、喷涂、再次合模等。
在压铸过程中,由高精度真空传感器控制真空罐、浇注排气阀和型腔排气阀,并通过参数设定来触发四个接触点:浇注真空开始、浇注真空结束、型腔真空开始和型腔真空结束。
压铸的高速充型易导致压室或型腔中的气体无法完全排出,气体卷入金属液会以气孔的形式存在于铸件中,无法焊接,降低力学性能,所以一体压铸必须配置型腔抽真空系统。
有关铸造汽车转向节加工工艺分析

有关铸造汽车转向节加工工艺分析作者:马伟顺来源:《科学与财富》2019年第08期摘要:转向节能够控制汽车行进路线,在确保汽车准确、安全行驶方面发挥着相当重要的作用。
本文围绕铸造式汽车转向节加工工艺进行分析,首先概述了汽车转向节,然后分析了铸造式汽车转向节加工工艺,最后讨论了铸造式汽车转向节加工工艺技术方案,以期为业内人士提供有益参考。
关键词:铸造式;汽车转向节;加工工艺;汽车转向节概述转向节是汽车的关键零部件之一,其加工质量不仅影响汽车的操作性、安全性和轮胎的使用寿命,同时也对整车装配生产率产生直接影响。
转向节具有外形特殊、结构复杂、加工部位较多、精度要求高、空间位置要求严格、定位困难,且产量需求大等特点。
最近十几年,数控技术的快速发展,使转向节自动加工的可能性有了很大的提高,其往往是在工件的一次装夹下完成多道工序的加工,因此可以减少工件装夹次数,消除工件的重复定位误差,以提高产品加工质量,降低不合格品数量。
1铸造汽车转向节原有加工步骤采用工艺机加工,设备数量多,且由于使用三台普通卧式铣床分别铣三个面,并分别使用三台立钻铰三个锥孔,工件需多次重复定位,从而影响定位精度,锥孔位置度及其和铣削面的垂直度不易保证,过程能力较差;加工过程中易产生不合格品,加工质量不易保证,并且手工钻铰孔导致操作者劳动强度大,操作者产生抱怨,离职率高。
然后此加工工艺中设备数量多,还存在着维护不便的现象。
转向节加工工艺主要有两种:①传统分散加工工艺。
该工艺涉及20多道工序,不仅工作强度大,而且很难保证加工过程的稳定性以及加工精度,无法满足规模化生产的要求。
②新型集中加工工艺。
该工艺具有诸多优点,主要包括自动化程度高、精度理想以及工作强度低,其缺点是投资规模大。
本文介绍了一种铸造式加工工艺,能够保证工件表面具有理想的光洁度以及平整度,加工部位可以预留1.5~3mm的加工余量,且适宜规模化生产,因而在当前的汽车转向加工中得以普遍应用。
差压铸造铝合金转向节热处理工艺研究

D 0I :10.3969/j .issn . 1009-847X .2018.07.008差压铸造铝合金转向节热处理工艺研究►............................................................◄吕金旗利\汉宝栗智鹏摘要:以A356铝合金为原材料,介绍了差压铸造铝合金转向 节的生产工艺及热处理工艺,以及转向节后续台架试验验证。
通过 分析,该生产工艺生产的铝合金转向节,完全满足道路车辆行驶过 程中对转向节的安全性要求。
▼此外,转向节的结构参数、材料属性、 生产工艺等因素也存在不确定性,这些随机 因素的存在使得转向节的可靠性要求非常高。
(1) 转向节轻量化制造传统汽车转向节主要由球墨铸铁铸造而 成,这种转向节重量较重,且容易产生疲劳 失效。
为了汽车轻量化和提髙簧下性能,国 内外开始研发高性能铝合金转向节,如图1 所示。
目前欧美、日本等许多汽车已规模化 使用铝合金转向节,由现有的铸铁件、锻造 件向铝合金精确铸造新产品的升级换代,以 实现转向节产品的轻量化、髙性能化和低成 本化[1]〇(2)转向节制造工艺简介日本用立式挤压铸造机生产铝合金转向 节已有多年历史,工艺过程严格保密,没有 可借鉴的资料可查。
欧洲某些汽车生产大国 铝合金转向节的生产以锻造为主,部分采用差压铸造[2]。
转向节是汽车锻件中最难生产的锻件之 一,其锻造设计水平代表了汽车锻件的最高 设计水平[3],此类锻件锻造工序多,锻造工艺 复杂,对其锻造工艺与模具设计要求高。
车用转向节简介转向节是汽车转向系统中的关键零件, 它与汽车悬架、前车轴、转向系统以及制动 器总成相连,支撑并带动前轮转动,实现汽 车灵活转向,是汽车前部关键承载部件。
在汽车行驶状态下,转向节承受着多变 的冲击载荷。
转向节的安全可靠性直接影响 着整车的行驶可靠性以及车载人员的生命安关键词全,其在汽车零部件中具有十分重要的地位。
解析差压铸造铝合金转向节的热处理工艺

解析差压铸造铝合金转向节的热处理工艺
差压铸造铝合金转向节的热处理工艺非常重要。
根据产品的特性,差压铸造铝合金转向节在加工前要进行热处理,以满足不同形状件的应力性能和抗腐蚀性能。
一般来说,差压铸造铝合金转向节的热处理工艺分为四步:预热、回火、淬火和焓化。
预热的作用是使差压铸造铝合金转向节具有良好的机械性能,提高对淬火和焓化的适应性,有助于减少温度升高时变形和裂纹的发生。
预热的温度一般在150~ 250℃之间,一般预热
15~20 min。
回火是将差压铸造铝合金转向节的温度升高到组织转变点,以稳定组织和增强韧性。
回火有两种方法:一种是直接加热到组织转变点,然后在该温度下保持几分钟;另一种是先加热到一定温度,再升到组织转变点,保持一段时间。
一般回火的温度在105~ 220℃之间,保温时间在30~100min之间。
淬火是将差压铸造铝合金转向节在组织转变点以上进行加热回火,以改善件的抗韧性和抗拉伸性能。
淬火温度一般在组织转变点以上,一般在220~290℃之间,在该温度下保持
10~60min。
焓化是添加一定量的氢元素以改善件的抗腐蚀性能,其温度一般在250~310℃之间,保温时间一般是30min。
通过以上热处理工艺,差压铸造铝合金转向节的特性就得以改善,达到了要求的应力性能和耐腐蚀性能要求。
解析差压铸造铝合金转向节的热处理工艺
解析差压铸造铝合金转向节的热处理工艺
差压铸造铝合金转向节是集弯曲强度、机械刚度和耐磨性能于一体的一种特殊产品。
在发挥它们优良性能的同时,热处理也常常成为它们关键的工艺流程。
差压铸造铝合金转
向节的热处理工艺包括两个步骤:热处理之前、热处理之后。
热处理之前,差压铸造铝合金转向节需先经过清洗,清洗可分为固体清洗和液体清洗:固体清洗需要使用零件表面撒上清洗粉末,然后用橡胶.球或活性炭进行擦拭,对含脏物
的表面除污,液体清洗需要用蒸馏水清洗零件,并改换清洗液,使其乾净。
之后将差压铸造铝合金转向节加热到所需的温度,此时的温度的大小会影响热处理的
效果:温度越高越能够提高铝合金转向节的强度。
在热处理中,可使用炉中加热方式及对
流热风炉上采用张势或压力热处理方式。
热处理之后,为保证差压铸造铝合金转向节的长久使用和质量,需要采取充分的冷却
措施,除了正常冷却以外,还可采取冷却液淬火方法进行冷却,冷却液淬火有较高的要求,一般采用冷却液冷却淬火方法对于复杂零件及小件有极大的好处,能更好的保证零件性能。
总的来说,差压铸造铝合金转向节的热处理工艺可以分为清洗,加热,热处理及冷却
四个步骤,其中清洗能有效的去除杂质,加热是成为节的热处理的关键,根据铝合金转向
节的用途来调节温度使其合适,之后将零件热处理,有利于提高他们的强度和耐磨性,冷
却也是非常重要的,能防止温度过快变化而影响零件的性能,另外也能促进水解及去除浮渣。
在理解并正确施行这些步骤的基础上,差压铸造铝合金转向节的热处理工艺才能起到
最佳效果。
高端商务车铝合金转向节精密铸锻复合成形工艺优化
高端商务车铝合金转向节精密铸锻复合成形工艺优化目录一、内容描述 (2)1.1 背景与意义 (2)1.2 国内外研究现状 (3)1.3 研究内容与方法 (4)二、铝合金转向节精密铸造成形工艺分析 (6)2.1 铝合金材料特性 (7)2.2 铸造设备与工艺参数 (8)2.3 铸造成形过程中的质量控制 (9)三、铝合金转向节精密锻造成形工艺分析 (10)3.1 锻造设备与工艺参数 (12)3.2 精密锻造技术及其应用 (13)3.3 锻造成形过程中的质量控制 (14)四、铝合金转向节精密铸锻复合成形工艺优化 (15)4.1 复合成形工艺设计 (16)4.2 材料选择与性能预测 (18)4.3 工艺参数优化与仿真验证 (19)4.4 工艺实施与效果评估 (20)五、实验设计与结果分析 (21)5.1 实验材料与设备 (22)5.2 实验方案设计 (23)5.3 实验结果与分析 (25)5.4 成果总结与讨论 (27)六、结论与展望 (28)6.1 研究成果总结 (29)6.2 存在问题与不足 (30)6.3 后续研究方向与应用前景展望 (31)一、内容描述本文档主要研究高端商务车铝合金转向节精密铸锻复合成形工艺的优化。
随着汽车行业的发展,对汽车零部件的性能要求越来越高,尤其是在安全性、舒适性和节能性方面。
铝合金转向节作为汽车转向系统的关键部件,其性能直接影响到整车的安全和操控性能。
对铝合金转向节的制造工艺进行优化具有重要的实际意义。
本文首先介绍了高端商务车铝合金转向节的市场需求和发展趋势,分析了现有铸造和锻造工艺在生产过程中存在的问题,如成本高、效率低、产品性能不稳定等。
针对这些问题,本文提出了一种精密铸锻复合成形工艺,通过将铸造和锻造工艺相结合,实现铝合金转向节的高效、精密制造。
本文从以下几个方面对精密铸锻复合成形工艺进行了优化:优化铸造工艺参数,提高铝合金转向节的致密度和力学性能;改进锻造工艺流程,提高铝合金转向节的成型精度和表面质量;引入先进的热处理工艺,改善铝合金转向节的组织和性能;采用智能化设备和自动化生产线,提高生产效率和产品质量稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有关铸造式汽车转向节加工工艺分析
摘要:转向节能够控制汽车行进路线,在确保汽车准确、安全行驶方面发挥着相当重要的作用。
本文围绕铸造式汽车转向节加工工艺进行分析,首先概述了汽车转向节,然后分析了铸造式汽车转向节加工工艺,最后讨论了铸造式汽车转向节加工工艺技术方案,以期为业内人士提供有益参考。
关键词:铸造式;汽车转向节;加工工艺
汽车转向节概述
对于汽车行驶而言,转向是一个不可或缺的动作。
在转向操作中,驾驶员对转向盘施加作用力,形成一个适宜的转向力矩,并依此影响如下部件“转向轴→转向传动轴→转向器→转向摇臂→转向直拉杆→转向节→转向节臂→轮毂,最终实现使车轮偏转的效果。
由此可见,转向节应具备如下构造要求:①支撑轮毂。
②具备转向功能。
③为制动器留置适宜的ABS传感器布置空间。
④同转向节柱等零件有机相连。
转向节结构相当复杂,需要处理好受力不均的问题,因而对精度有着相当高的要求。
铸造式汽车转向节加工工艺
转向节加工工艺主要有两种:①传统分散加工工艺。
该工艺涉及20多道工序,不仅工作强度大,而且很难保证加工过程的稳定性以及加工精度,无法满足规模化生产的要求。
②新型集中加工工艺。
该工艺具有诸多优点,主要包括自动化程度高、精度理想以及工作强度低,其缺点是投资规模大。
本文介绍了一种铸造式加工工艺,能够保证工件表面具有理想的光洁度以及平整度,加工部位可以预留1.5~3mm的加工余量,且适宜规模化生产,因而在当前的汽车转向加工中得以普遍应用。
下面对铸造式汽车转向节加工工艺进行分析,具体尺寸要求详见图1。
图1 工艺检测要求
2.1尺寸公差要求
轴承座Φ,在位置上和轴承内止口Φ保持的距离;2个制动器安装孔的规格为Φ,在位置上和轴承内止口Φ保持58.2±0.15的距离,同时和零件水平中心线保持70±0.1的距离;2个减震器安装孔2-Φ在位置上和轴承内止口保持116.6±0.2的距离,同时和零件水平中心线保持139.8±0.2的距离,角度精度控制为4°41′±10′,另外,2孔在位置上应达到60±0.1的标准;ABS孔角度精度控制为56°±10′[2],在置上和零件中心保持的距离,。
2.2形位公差要求
对于减震器安装孔臂而言,其相对基准B、C而言,在垂直度以及平行度上应满足0.1mm公差要求;轴承座要求以基准A为中心确定一个已经给定部分的圆柱时,无论在哪一个测量平面内,径向圆跳动量均需控制在0.02mm之内;ABS 安装孔在平面上应位于距离为公差值0.1mm且和基准A保持平行的2个平面之间,另外,平面度控制为0.02mm;轴承安装后要求后端槽所有正截面的同轴度为0.015。
2.3表面粗糙度要求
减震器安装孔臂的表面粗糙度、ABS安装孔平面的表面粗糙度、ABS安装孔的表面粗糙度以及外圆表面的表面粗糙度均需控制为Ra3.2;轴承座安装表面的粗糙度以及横向拉杆锥孔表面的粗糙度均需控制为Ra1.6。
技术方案3.1粗定位基准的选择
汽车转向节零件属于异型零件,由于空间臂较多,再加上有着集约化量产的需求,传统的单件小批量划线找正的生产制造模式很难满足粗基准的加工要求,另外,汽车转向节多处孔和面位于距离中心孔位比较远的侧臂上,一旦粗基准定位偏差较大,就会造成零件批量报废。
所以,建议采用空间3点的平面定位法,3点集中在同一铸造型箱中,因而能够减小铸造过程中必然存在的合箱误差。
同时采用2个呈垂直关系弯臂的可调夹紧装置以满足中心可调定位的效果,除此之外,异型定位压板其两侧挡板也能够发挥辅助调整定位的作用。
3.2加工工艺规程编制
参考转向节零件所要求的加工质量标准以及实际加工用的机床类型,编制加工工艺规程如下:①车削加工φ70、φ62内孔和有关沟槽,保证φ62部位尺寸公差标准,直到IT7 铣削开档规格为140的两短臂平面,对该处的φ12.2孔进行钻铰,使之达到H7。
②借助φ70H7孔、φ12.2H7孔以及轴承档内止口进行定位,采用一面两销的科学定位方式,对整个外臂平面和小凸台顶面进行铣削,所有卧铣头全部采用硬质合金双面刃铣刀(2把)以及具有可微调功能的隔套进行双面同时加工,并确保21.8以及17.52处厚度符合标准。
③厚度为18.7处、角度为3°53′的短弯臂通过悬臂刀杆加装三面刃对内壁进行铣削,同时采用端面铣刀对外壁进行铣削,从而尽量规避该部位刀杆以及双刀受力复杂的负面影响。
4)利用φ70H7孔、φ12.2H7孔以及轴承档内止口进行定位,钻削所有底孔,同时做好有关扩孔、攻丝以及锥孔精铰工作,锥孔操作时应准确控制轴向深度,保证精铰余量足够均匀且控制在0.050um之内,从而保证锥孔具有理想的表面质量以及规格稳定性[3]。
4.结束语
本工艺方案比较适用于批量规模化生产要求的汽车转向节异型零件的加工,不仅能够大幅减轻一线操作人员的工作强度,而且能够确保工作时效以及提高产品质量,同时还能够大幅缩短工作周期,因此表现出了比较理想的实际应用价值。
参考文献:
[1]李环宇.汽车转向节锻造方式对加工工艺性的影响[J].金属加工(热加工),2013,07:50-52.
[2]吴红飞.汽车转向节加工的关键技术研究[J].科技创新与应用,2013,27:58-59.
[3]王华东,孟忠良,葛帅.重型汽车转向节臂加工工艺[J].现代零部件,2012,11:54-55.。