攻螺纹底孔孔径尺寸
螺纹打底孔用钻头直径尺寸表
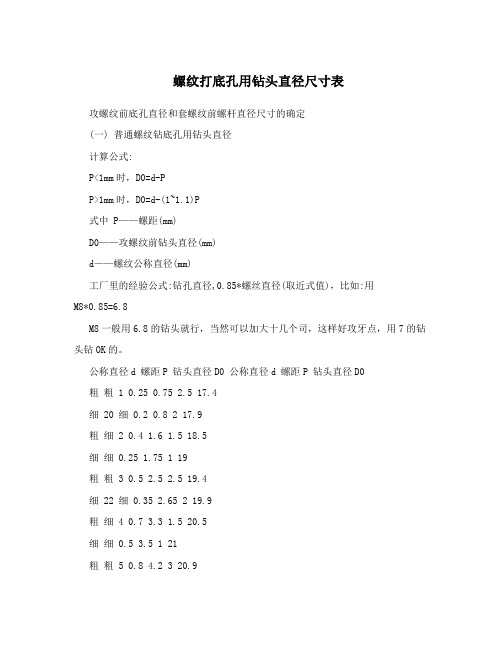
螺纹打底孔用钻头直径尺寸表攻螺纹前底孔直径和套螺纹前螺杆直径尺寸的确定(一) 普通螺纹钻底孔用钻头直径计算公式:P<1mm时,D0=d-PP>1mm时,D0=d-(1~1.1)P式中 P——螺距(mm)D0——攻螺纹前钻头直径(mm)d——螺纹公称直径(mm)工厂里的经验公式:钻孔直径,0.85*螺丝直径(取近式值),比如:用M8*0.85=6.8M8一般用6.8的钻头就行,当然可以加大十几个司,这样好攻牙点,用7的钻头钻OK的。
公称直径d 螺距P 钻头直径D0 公称直径d 螺距P 钻头直径D0粗粗 1 0.25 0.75 2.5 17.4细 20 细 0.2 0.8 2 17.9粗细 2 0.4 1.6 1.5 18.5细细 0.25 1.75 1 19粗粗 3 0.5 2.5 2.5 19.4细 22 细 0.35 2.65 2 19.9粗细 4 0.7 3.3 1.5 20.5细细 0.5 3.5 1 21粗粗 5 0.8 4.2 3 20.9细 24 细 0.5 4.5 2 21.9粗细 6 1 5 1.5 22.5细细 0.75 5.2 1 23粗粗 1.25 6.7 3 23.98 细 27 细 1 7 2 24.9细细 0.75 7.2 1.5 25.5粗细 1.5 8.5 1 2610 细粗 1.25 8.7 3.5 26.3 细细 1 9 30 3 26.9细细 0.75 9.2 2 27.9粗细 1.75 10.2 1.5 28.5 12 细细 1.5 10.5 1 29细粗 1.25 10.7 3.5 29.3 细 33 细 1 11 3 29.9粗细 2 11.9 2 30.914 细细 1.5 12.5 1.5 31.5 细粗 1.25 12.7 4 31.8细 36 细 1 13 3 32.9粗细 2 13.9 2 33.916 细细 1.5 14.5 1.5 34.5 细粗 1 15 4 34.8粗 39 细 2.5 15.4 3 35.9 18 细细 2 15.9 2 36.9细细 1.5 16.5 1.5 37.5细 1 17公称直径d 螺距P 钻头直径D0 公称直径d 螺距P 钻头直径D0粗粗 4.5 37.3 5 42.7细细 4 37.8 4 43.8 42 细 48 细 3 38.9 3 44.9细细 2 39.9 2 45.9细细 1.5 40.5 1.5 46.5粗粗 4.5 40.3 4.5 46.7细细 4 40.8 4 47.8 45 52 细细 3 41.9 3 48.9细细 2 42.9 2 49.9细细 1.5 43.5 1.5 50.5浅析规则式植物造景和自然式植物造景苏旺指导老师:汪小飞,黄山学院生命与环境科学学院~安徽黄山245041,摘要:本文分析了规则式植物造景和自然式植物造景,和他们各自的造景特色和主要适用在什么场合。
攻牙底孔径对照表

8.676
螺孔径
NO1 -64 2 -56 3 -48 4 -40 5 -40 6 -32 8 -32 10 -24 12 -24 1/4 -20 5/16 -18 3/8 -16 7/16 -14 1/2 -13 9/16 -12 5/8 -11 3/4 -10 7/8 -9 1 -8
切削丝攻(英制螺纹)
螺丝规格
钻头径
A列
B列
A列
(硬质材) (软质材) 直径%
咬合率%
B列
母螺纹
母螺纹
直径% 最大内径% 最小内径%
W 1/8 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 3/4 7/8 1 11/8 11/4 13/8 11/2
2.6 3.7 5.1 6.6 8.0 9.4 10.7 12.3 13.7 16.7 19.5 22.4 25.0 28.3 30.5 33.8
攻牙底 孔径对照
切削丝攻(公制粗牙)
切削丝攻(美制粗牙 UNC)
挤压丝攻(公制螺纹)
螺丝规格 钻头径
2级螺纹底孔径
最小尺寸 最大尺寸
M 1.0×0.25
1.1×0.25 1.2×0.25 1.4×0.3 1.6×0.35 1.7×0.35 1.8×0.35 2.0×0.4 2.2×0.45 2.3×0.4 2.5×0.45 2.6×0.45 3.0×0.6 3.0×0.5 3.5×0.6 4.0×0.75 4.0×0.7 4.5×0.75 5.0×0.9 5.0×0.8 5.5×0.9 6.0×1.0 7.0×1.0 8.0×1.25
11/4 -12
2.1 2.4
2.7
2.9 3.5 4.1 4.6 5.5 6.9 8.5 9.9 11.5 12.9 14.5 17.5 20.5 23.2 26.5
攻螺纹前钻底孔直径及底径

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 ① 0.75M2 ① 1.6M3 ① 2.5M4 ① 3.3M5 ① 4.2M6①5M8 ① 6.75M10 ① 8.5M12 ① 10.25M14 ① 12M16 ① 14M18 ① 15.5M20 ① 17.5M22 ① 19.5M24 ① 21M27 ① 24M30 ① 26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt> 1 毫米,dz=d- (1.04 〜* 1.06)t式中t——螺距(毫米)dz ――攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"〜5/8" dz = 25 (d-1/n)dz = 25 (d-1/n)+0.13/4"〜11/2" dz = 25 (d-1/n)dz = 25 (d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n -----每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)(2 )钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制粗牙環丝Metric coarse screw thread绵畦尺h Nominal 恬直悴Dr illldiameter呼世尺寸Nomirul站直帶DfilldiametAfJI惟尺廿Ncmiriail帖直汙Dnlldiame-lef n建尺寸Nomiinal粘直猗Drill diameterMl X{J,25 0 7& M?t&x045 2.10 M9 7 00 M27X3 "(J M' .l xO.250 86M2 6x0 4b 2.20MWX1.5 6 5C M3DK^26 5 M-.2x0.25 0.96M2 2.S0MUX 15 .)h(:29.5 M- .4x0.3 1.10M3.5x0.5 2.90M^x17510.3M36X432.0 Mk6x0.36 1.2S M4 x0 7 3.30 MUx2 12.0 35 0 M*.7x0.35 1.35W4,5J<D 75 3.80 MlGx2 14.0M42X4.537.5 M J .8x0.35 V4S MS xD.S 4.20 M16xZ,515.6M45X4.5 40.5 M2 X0.41,60M6 x 1.95,00M 20x2,517,5LU护543.0 M2.£XO.45 \75 M7 xl.O 6.00 M22M2.5 15.5M2.3XQ.4 1 90MB xi 25 6.80 ?1 Q聲雀尺寸NomimaJ 钛直径Drilldiameteru毎尺寸Ncmirtal钻直径Drilldiameter煤蛙尺寸Nominal鮎直径DNIIdiame-:ef每蛙尺寸Nominal站直径OriUdiamettrMH XO.Z oao Ml 1x0.75 10 3M25X1 5?3 5 M39X1.5 37.5 Ml .1X0,20.30Mljx I $10.5M 鬲、1.3M4QX3.037.D M\2XO.? ).00 1W1 t L2510.H Kin 1.5M40X2.O 38.0 Mil.4X0.2 1.2G M12M 1.0 1.0M27x? 0M4QX1M- .GxO.2 .40Lil < 1.!12.6 M27K1.J 25.S M42X4.0 33.D M\0XO.2 1.60M14X Lt 3.0M27x1 : 2B.C M42K J39.D M2 X0.25 V7S M15X1.5 13,5 >J28x2,0 26.0 M42X2.0 40.0 M2.2x0,2b 1.95M1&XL0■::I M28x1.& 263M42X1&•— !;Ml2.5x0.35 2.20 M16K 1.514.5 M28X1.0 i?.o MME kg 410M3 XO35 2.70M16X1.0 15-0M3OX3.D27.0M45X3.042 0 M3…5X0.35 3 20 M17XK515.5M3Ox2s0 23.0M45^2.0 43.0 M4 XCJ.& 3 50Ml Tx | L Q 5.Q M3OX1 .h XP. t M4&X 1.543.5M4.5x0.^ d 00 MlBx?Q 16-0 M3QX1 0?9 0 M4^X4.Q 44.0 MS >0.5.50MlRx I/ 5.5U32x2.0 30.C M佃2045.0 M 5.5X0.5 5.00 Miaxi.i 7.0 ■ ■30.5 M4ax2.0 46.0 M6 X0.7S 5.30M20X2.018.0M33x3.030.0M+8X 1.546.5 M? X0J5 6.30 M?DX15 13.5 ^33x2,0 31.0 M50X3 0 47.0 x LO7.00M20x 1.019.0M33x1.b 31.5MbOxS.O4B0 MH XO 75 7.30 M22x2.U 200 M 25x1.5 i3.5M50 x 1.5 5M9 X1.0 8.00M22X1.S 20.5M36X3.D33.0M9 XO75 8.30 L1?£xl .021.Q M36X.2.0 340MIO Ki.25 8 00 M?4x2.Q 22.0 M36xl 5 345M'O X1.0 9 00 M24X1 322.5 MHflxl .5斑藪同中」町刚人」M O >0.759 30MZ4x 1.23.0M39X3.0 woMl 1 Xl.D )0.Q M25>c2.O 23.0 M39x2 Q 37.0公制细牙饋銓Metric fine screw thread对六角孔總孔•螺栓孔的尺寸表,D,MEN5,0NS 0FC0UNTERB0R,NG叩HEXAG0N SOCKET HEAD CAP SCREW AND B0LT H0L£SHCWA TOOL CO Bi LTD.ts世尺寸fd)ds dr L>.k H p Hr dzMonwui dmnaBcflnadh/3 34 5.5 氐 2.7 3.3 2.6臥丄 4 4.57e426 4.J 3.45 5.5 05 9.5 5 46 5.4 4 3W6 6.^ 1011&汕MB8 9 1314B7.4 H.e 65M10 111617.5109.210.B a.eM12 12 li IB 20 12 11 1310.4M U 1416212314 12.fi IS 21?.2MIS16 18 24?6 16 U.S17 5 14-2M13 ie2C2?2<51816-5 19 515 JM L2O2Q 22 30 32 20 16 521 5 17.7M>22 223433 35 £220.5 23.519 7M2424 ?G 36 392422.5 25 5 2L2273040 4327ZS2924. ZM30 503345 4830茁32 26.7。
攻螺纹前钻底孔直径及底径教程文件
攻螺纹前钻底孔直径及底径以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm。
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 ① 0.75M2 ① 1.6M3 ① 2.5M4 ① 3.3M5 ① 4.2M6①5M8 ① 6.75M10 ① 8.5M12 ① 10.25M14 ① 12M16 ① 14M18 ① 15.5M20 ① 17.5M22 ① 19.5M24 ① 21M27 ① 24M30 ① 26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt> 1 毫米,dz=d- (1.04 〜* 1.06)t式中t——螺距(毫米)dz ――攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"〜5/8" dz = 25 (d-1/n)dz = 25 (d-1/n)+0.13/4"〜11/2" dz = 25 (d-1/n)dz = 25 (d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n -----每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)(2 )钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制粗牙環丝Metric coarse screw thread绵畦尺h Nominal 恬直悴Dr illldiameter呼世尺寸Nomirul站直帶DfilldiametAfJI惟尺廿Ncmiriail帖直汙Dnlldiame-lef n建尺寸Nomiinal粘直猗Drill diameterMl X{J,25 0 7& M?t&x045 2.10 M9 7 00 M27X3 "(J M' .l xO.250 86M2 6x0 4b 2.20MWX1.5 6 5C M3DK^26 5 M-.2x0.25 0.96M2 2.S0MUX 15 .)h(:29.5 M- .4x0.3 1.10M3.5x0.5 2.90M^x17510.3M36X432.0 Mk6x0.36 1.2S M4 x0 7 3.30 MUx2 12.0 35 0 M*.7x0.35 1.35W4,5J<D 75 3.80 MlGx2 14.0M42X4.537.5 M J .8x0.35 V4S MS xD.S 4.20 M16xZ,515.6M45X4.5 40.5 M2 X0.41,60M6 x 1.95,00M 20x2,517,5LU护543.0 M2.£XO.45 \75 M7 xl.O 6.00 M22M2.5 15.5M2.3XQ.4 1 90MB xi 25 6.80 ?1 Q聲雀尺寸NomimaJ 钛直径Drilldiameteru毎尺寸Ncmirtal钻直径Drilldiameter煤蛙尺寸Nominal鮎直径DNIIdiame-:ef每蛙尺寸Nominal站直径OriUdiamettrMH XO.Z oao Ml 1x0.75 10 3M25X1 5?3 5 M39X1.5 37.5 Ml .1X0,20.30Mljx I $10.5M 鬲、1.3M4QX3.037.D M\2XO.? ).00 1W1 t L2510.H Kin 1.5M40X2.O 38.0 Mil.4X0.2 1.2G M12M 1.0 1.0M27x? 0M4QX1M- .GxO.2 .40Lil < 1.!12.6 M27K1.J 25.S M42X4.0 33.D M\0XO.2 1.60M14X Lt 3.0M27x1 : 2B.C M42K J39.D M2 X0.25 V7S M15X1.5 13,5 >J28x2,0 26.0 M42X2.0 40.0 M2.2x0,2b 1.95M1&XL0■::I M28x1.& 263M42X1&•— !;Ml2.5x0.35 2.20 M16K 1.514.5 M28X1.0 i?.o MME kg 410M3 XO35 2.70M16X1.0 15-0M3OX3.D27.0M45X3.042 0 M3…5X0.35 3 20 M17XK515.5M3Ox2s0 23.0M45^2.0 43.0 M4 XCJ.& 3 50Ml Tx | L Q 5.Q M3OX1 .h XP. t M4&X 1.543.5M4.5x0.^ d 00 MlBx?Q 16-0 M3QX1 0?9 0 M4^X4.Q 44.0 MS >0.5.50MlRx I/ 5.5U32x2.0 30.C M佃2045.0 M 5.5X0.5 5.00 Miaxi.i 7.0 ■ ■30.5 M4ax2.0 46.0 M6 X0.7S 5.30M20X2.018.0M33x3.030.0M+8X 1.546.5 M? X0J5 6.30 M?DX15 13.5 ^33x2,0 31.0 M50X3 0 47.0 x LO7.00M20x 1.019.0M33x1.b 31.5MbOxS.O4B0 MH XO 75 7.30 M22x2.U 200 M 25x1.5 i3.5M50 x 1.5 5M9 X1.0 8.00M22X1.S 20.5M36X3.D33.0M9 XO75 8.30 L1?£xl .021.Q M36X.2.0 340MIO Ki.25 8 00 M?4x2.Q 22.0 M36xl 5 345M'O X1.0 9 00 M24X1 322.5 MHflxl .5斑藪同中」町刚人」M O >0.759 30MZ4x 1.23.0M39X3.0 woMl 1 Xl.D )0.Q M25>c2.O 23.0 M39x2 Q 37.0公制细牙饋銓Metric fine screw thread对六角孔總孔•螺栓孔的尺寸表,D,MEN5,0NS 0FC0UNTERB0R,NG叩HEXAG0N SOCKET HEAD CAP SCREW AND B0LT H0L£SHCWA TOOL CO Bi LTD.ts世尺寸fd)ds dr L>.k H p Hr dzMonwui dmnaBcflnadh/3 34 5.5 氐 2.7 3.3 2.6臥丄 4 4.57e426 4.J 3.45 5.5 05 9.5 5 46 5.4 4 3W6 6.^ 1011&汕MB8 9 1314B7.4 H.e 65M10 111617.5109.210.B a.eM12 12 li IB 20 12 11 1310.4M U 1416212314 12.fi IS 21?.2MIS16 18 24?6 16 U.S17 5 14-2M13 ie2C2?2<51816-5 19 515 JM L2O2Q 22 30 32 20 16 521 5 17.7M>22 223433 35 £220.5 23.519 7M2424 ?G 36 392422.5 25 5 2L2273040 4327ZS2924. ZM30 503345 4830茁32 26.7。
螺纹孔底孔尺寸表

底孔:底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。
若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
底孔如果是沉孔还需考虑攻丝排削影响!底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距钻孔:钻孔是指用钻头在实体材料上加工出孔的操作。
这里讲述了勘探工作里的钻孔工作,以及钻孔需要的辅助工具以及部分应急措施方法。
在地质勘查工作中,利用钻探设备向地下钻成的直径较小深度较大的柱状圆孔,又称钻井。
钻探石油和天然气以及地下水的钻孔直径较大些。
钻孔直径和深度大小,取决于地质矿产埋藏深度和钻孔的用途。
解释:钻孔各部位的名称如图所示。
钻孔起始部位称孔口,侧部称孔壁,底部称孔底。
钻孔的直径D简称孔径,孔口直径称开孔口径,孔底直径称终孔直径。
从孔口至孔底的距离H称钻孔深度,简称孔深。
钻孔的某一段称孔段。
通常指用尖锐的旋转工具在坚硬的物体上钻穿。
如:在木板上钻孔。
在数处给一块金属板钻孔。
用凿岩机(在坚固材料中)钻孔洞。
在花岗岩上钻孔。
2.指为了装饰、识别或便于分开而(常用机器)打一排小孔或花样。
形似独木舟有时钻孔作为垂饰的船形宝石。
螺纹孔底孔尺寸表
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻螺纹:攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
简介:工作部分是一段开槽的外螺纹。
丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
划孔位线:划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。
线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。
螺纹底孔尺寸
73
+0.60
20
65
+1.00
90
85
78
70
95
90
83
75
100
95
88
80
110
105
98
90
120
6
114
+0.30
16
104
+0.80
24
96
+1.20
140
134
124
116
160
8
152
+0.40
144
136
180
172
20
160
+1.00
32
148
+1.60
200
10
190
+0.50
49.9
49
48.8
56
50.3
54.5
53.9
51.8
4
52
60
54.3
58.5
57.9
55.8
56
64
57.7
62.5
61.9
59.8
60
68
61.7
66.5
65.9
63.8
64
续表1mm
公称直径d
细牙
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
72
1.5
70.5
2
70
3
69
4
67.8
180
168
220
210
螺纹底孔孔径经验算法

螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
螺纹钻孔底径计算
螺纹钻孔底径计算螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)常用规格(公制)M1.2*0.25 M2.5*0.45 M6*0.75 M10*0.75M1.4*0.3 M2.6*0.45 M6*1 M10*1M1.6*0.35 M3*0.5 M7*0.75 M10*1.25M1.7*0.25 M3*0.6 M7*1 M10*1.5M1.7*0.35 M3.5*0.6 M8*0.75 M11*1M1.8*0.35 M4*0.5 M8*1 M11*1.5M2*0.4 M4*0.7 M8*1.25 12*1M2.2*0.45 M5*0.5 M9*1 M12*1.25M2.3*0.45 M5*0.8 M9*1.25 M12*1.52.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数常用规格(英制)1/8〃-40 1/2〃-12 1〃-8 2〃-4.55/32〃-32 9/16〃-12 1-1/8〃-7 2-1/8〃-43/16〃-24 5/8〃-11 1-1/4〃-7 2-1/4〃-47/32〃-24 11/16〃-11 1-3/8〃-6 2-1/2〃-41/4〃-20 3/4〃-16 1-1/2〃-6 2-3/4〃-45/16〃-18 13/16〃-10 1-5/8〃-5 3-1/4〃-43/8〃-16 7/8〃-9 1-1/4〃-5 3-1/2〃-47/16〃-14 15/16〃-9 1-7/8〃-4.5 3-3/4〃-4 4〃-4国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.425^^0.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.86^^0.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长度攻丝前需钻孔对于一般材料钻底孔需钻多大孔径较合适攻丝前为什么要先对孔口倒角回答正在发表回答,请稍候……您输入的内容将会在您成功登录之后自动发表。
螺纹加工底孔直径对照表
螺纹加工底孔直径对照表
G 英制圆柱管螺纹〔55°〕加工一览表
ZG英制锥管螺纹〔55°〕加工一览表
注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕Z圆锥管螺纹〔布锥管螺纹〕〔60°〕
美制螺纹〔UNC、UNF〕参数表〔60°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
〔规定为15倍螺距〕惠氏螺纹〔BSW、BSF〕参数表〔55°〕
注意:in为英寸符号,一英寸等于25.4毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时光孔深度尺寸。
〔规定为15倍螺距〕
惠氏螺纹为紧固件螺纹。
公称直径为螺纹大径。
普通螺纹攻螺纹前底孔的钻头直径
非密封管螺纹攻螺纹前钻底孔的钻头直径
螺纹公称直径〔"〕1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 3/8 1 1/2 每25.4mm内牙数28 19 19 14 14 11 11 11 11 钻头直径〔mm〕8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1
英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
英制锥管螺纹英制锥螺纹
公称直径每25.4mm 钻头直径公称直径每25.4mm 钻头直径
〔"〕内牙数〔mm〕〔"〕内牙数〔mm〕
1/8 28 8.4 1/8 27 8.6
螺纹底孔明细
英制平行管用螺纹〔G、PF〕。
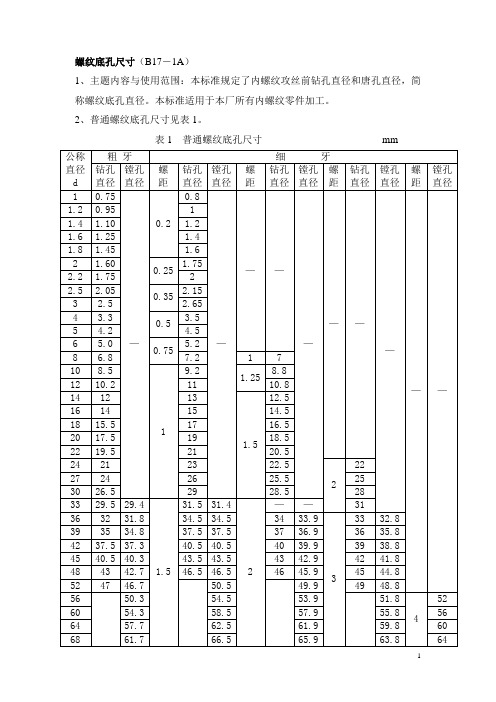
公制螺纹钻底孔用钻头直径尺寸表

公制螺纹钻底孔用钻头直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1.0=Φ5.0 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1.0 , 0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25 , 1.0 , 0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5 , 1.25 , 1.0=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2.0=Φ11.9 细扣螺距1.5 , 1.25 , 1.0=Φ12.5,Φ12.7,Φ13 M16:粗扣螺距2.0=Φ14 细扣螺距1.5 , 1.0=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2.0 ,1.5 ,1.0=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2.0 , 1.5 , 1.0=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2.0 , 1.5 , 1.0=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3.0=Φ20.9 细扣螺距2.0 , 1.5 , 1.0=Φ21.9,Φ22.5,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径dM1 粗 0.25 =0.75 M2 粗 0.4 =1.6细 0.2 =0.8 细 0.25 =1.75M3 粗 0.5 =2.5 M4 粗 0.7= 3.3细 0.35 =2.65 细 0.5 =3.5M5 粗 0.8 =4.2 M6 粗 1.0 =5.0细 0.5 =4.5 细 0.75 =5.2M8 粗 1.25 =6.7 M10 粗 1.5 =8.5细 1.0 =7.0 细 1.25 =8.7细 0.75 =7.2 细 1.0 =9.0细 0.75 =9.2M12 粗 1.75 =10.2 M14 粗 2.0 =11.9细 1.5 =10.5 细 1.5 =12.5细 1.25 =10.7 细 1.25 =12.7细 1.0 =11.0 细 1.0 =13.0M16 粗 2.0 =13.9 M18 粗 2.5 =15.4 细 1.5 =14.5 细 2.0 =15.9 细 1.0 =15.0 细 1.5 =16.5 细 1.0 =17.0M20 粗 2.5 =17.4 M22 粗 2.5 =19.4 细 2.0 =17.9 细 2.0 =19.9 细 1.5 =18.5 细 1.5 =20.5 细 1.0 =19.0 细 1.0 =21.0M24 粗 3.0 =20.9 M27 粗 3.0 =23.9 细 2.0 =21.9 细 2.0 =24.9 细 1.5 =22.5 细 1.5 =25.5 细 1.0 =23.0 细 1.0 =26.0M30 粗 3.5 =26.3 M33 粗 3.5 =29.3 细 3.0 =26.9 细 3.0 =29.9 细 2.0 =27.9 细 2.0 =30.9 细 1.5 =28.5 细 1.5 =31.5 细 1.0 =29.0M36 粗 4.0 =31.8 M39 粗 4.0 =34.8 细 3.0 =32.9 细 3.0 =35.9 细 2.0 =33.9 细 2.0 =36.9 细 1.5 =34.5 细 1.5 =37.5M42 粗 4.5 =37.3 M45 粗 4.5 =40.3 细 4.0 =37.8 细 4.0 =40.8 细 3.0 =38.9 细 3.0 =41.9 细 2.0 =39.9 细 2.0 =42.9 细 1.5 =40.5 细 1.5 =43.5M48 粗 5.0 =42.7 M52 粗 5.0 =46.7 细 4.0 =43.8 细 4.0 =47.8 细 3.0 =44.9 细 3.0 =48.9 细 2.0 =45.9 细 2.0 =49.9 细 1.5 =46.5 细 1.5 =50.5。
螺丝底孔

一、铆钉沉孔及底孔规格铆钉规格 沉孔直径D 沉孔深度H 铆钉孔直径d 有标贴 无标贴 开放型 封闭型 φ4φ9 2.4 1.5 φ4.1+0.1 φ4.4+0.1 φ5 φ10.5 2.4 1.5 φ5.1+0.1 φ5.4+0.1 φ6φ10.52.41.5φ6.1+0.1φ6.4+0.1二、盘头自攻螺钉沉孔及底孔规格螺钉规格底孔直径d沉孔深度H 沉孔直径D 过孔直径D1底孔柱直径D2PP PA/ABS带垫圈不带垫圈ST2.9 φ2.2+0.1φ2.5+0.12.5 φ9 φ6 φ3.5 φ6 ST3.5 φ2.5+0.1 φ2.8+0.13 φ9 φ7 φ4.0 φ7 ST4.2 φ3.2+0.1 φ3.5+0.13 φ9 φ7 φ4.8φ7ST5.0 φ4.0+0.1 φ4.3+0.13.5φ10.5φ8.5φ5.5 φ8.5三、 攻螺钉沉孔及底孔规格螺钉规格底孔直径d沉孔深 H 沉孔直径D 过孔直径 D1 底孔柱外径 D2 PPPA/ABS ST2.9 φ2.2+0.1φ2.5+0.11.5 φ6.5 φ3.5 φ6 ST3.5φ2.5+0.1 φ2.8+0.11.5 φ8 φ4 φ7 ST4.2φ3.2+0.1φ3.5+0.11.5φ8φ4.8φ7开放型封闭型带垫圈不带垫圈四、盘头螺钉沉孔及过渡孔规格开放型封闭型螺钉规格 沉孔直径 D 沉孔深度 H 螺钉孔直径d 开放型封闭型M5φ8.5 3.5 φ5.1+0.1 φ5.4+0.1 大头M5φ9.5 3 φ5.1+0.1 φ5.4+0.1 M6 φ10.5 4.5 φ6.1+0.1 φ6.4+0.1 大头M6φ12.55 φ6.1+0.1 φ6.4+0.1五、六角螺母沉孔规格螺母规格六方对边尺寸D 沉孔深度 H 螺钉孔直径d 开放型封闭型M4 6.8 4.5 φ4.1+0.1 φ4.4+0.1 M5 85 φ5.1+0.1 φ5.4+0.1 M6106φ6.1+0.1 φ6.4+0.1六、大白扣(公扣)沉孔及底孔规格大白扣规格 沉孔直径 D 沉孔深度 H底孔直径d PPPA/ABS 抽芯铆钉固定 φ14.5 1 φ3.3+0.1 自带自攻螺钉φ131.8φ3.2+0.1 φ3.5+0.1七、抽芯铆钉底孔规格抽芯铆钉规格底孔直径d 沉孔直径D φ3φ3.3 φ6.5 φ4 φ4.3 φ8.5 φ5φ5.3φ11八、牵引索底孔规格索引索柱孔直径φ 索引索柱孔宽度H索引索柱下长槽孔半径R索引索柱下长槽孔长度L牵引索线槽宽d牵引索柱沉头深H1φ4 3 2 5.2 1.5 2开放型封闭型自攻螺钉预制孔的参照表一、前言:自攻螺钉的推进原理不是切削,而是挤压延伸,因此预制孔径的大小,是根据材料性能厚度来合理选择。
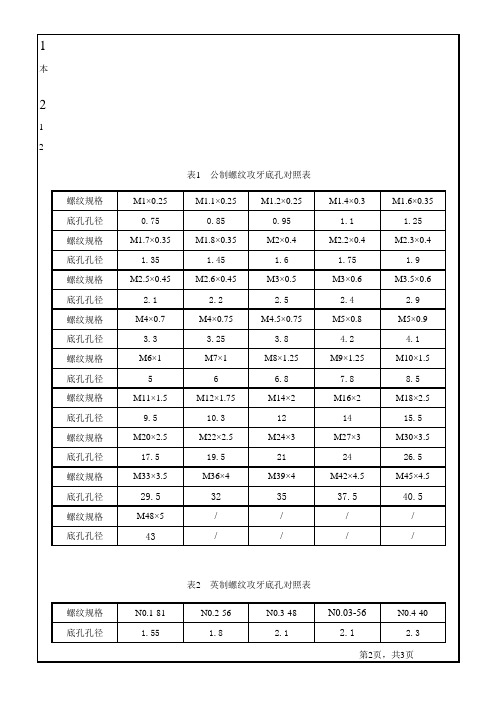
螺纹攻牙底孔对照表
32 / /
35 / /
37.5 / /
40.5 / /
43
表2 英制螺纹攻牙底孔对照表 螺纹规格 底孔孔径 N0.1-81 1.55 N0.2-56 1.8 N0.3-48 2.1
N0.03-56 2.1
N0.4-40 2.3
第2页,共3页
螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径
N0.10-32 3.8
3/16-14 9.4 .7/8-9 19.5 .13/4-5 39.5
3、质量检验
1、产品加工内螺纹时,应分清楚:加工后是否需要进行电镀处理。 2、镀前用相应规格“6G”的螺纹塞规进行检验,保证通规通,止规止的要求。 3、镀后用相应规格“6H”的螺纹塞规进行检验,保证通规通,止规止的要求。
N0.5-40 2.6 N0.12-24 4.5 1/2.-13 10.8 .11/8-7 25
N0.6-32 2.8 .1/4-20 5.1 .6/16-12 12.2 .11/4-7 28.2
N0.8-32 3.4 5/16-18 6.6 .5/8-11 13.5 .13/8-6 30.8
N0.10-24 3.8 3./8-16 8.2 .3/4-10 16.5 .11/2-6 34
1、适用范围
本规范适用于公所有产品内螺纹的加工及检测。
2、加工要求
1、内螺纹分公制内螺纹与英制内螺纹。 2、内螺纹的攻牙底孔,见表1、表2。 表1 公制螺纹攻牙底孔对照表 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 螺纹规格 底孔孔径 M1× 0.25 0.75 M1.7× 0.35 1.35 M2.5× 0.45 2.1 M4× 0.7 3.3 M6× 1 5 M11× 1.5 9.5 M20× 2.5 17.5 M33× 3.5 M1.1× 0.25 0.85 M1.8× 0.35 1.45 M2.6× 0.45 2.2 M4× 0.75 3.25 M7× 1 6 M12× 1.75 10.3 M22× 2.5 19.5 M36× 4 M1.2× 0.25 0.95 M2× 0.4 1.6 M3× 0.5 2.5 M4.5× 0.75 3.8 M8× 1.25 6.8 M14× 2 12 M24× 3 21 M39× 4 M1.4× 0.3 1.1 M2.2× 0.4 1.75 M3× 0.6 2.4 M5× 0.8 4.2 M9× 1.25 7.8 M16× 2 14 M27× 3 24 M42× 4.5 M1.6× 0.35 1.25 M2.3× 0.4 1.9 M3.5× 0.6 2.9 M5× 0.9 4.1 M10× 1.5 8.5 M18× 2.5 15.5 M30× 3.5 26.5 M45× 4.5
攻螺纹前钻底孔直径及底径1

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。