特殊过程工艺鉴定记录表
特殊过程确认记录
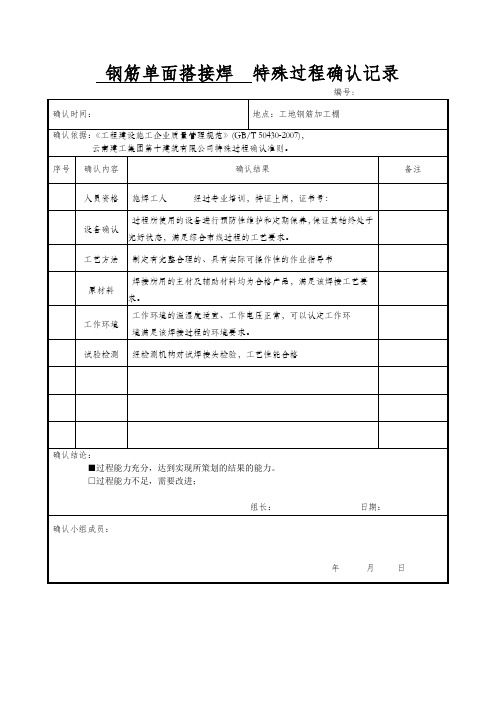
钢筋单面搭接焊特殊过程确认记录编号:钢筋闪光对焊特殊过程确认记录编号:钢筋电渣压力焊特殊过程确认记录编号:钢筋机械连接特殊过程确认记录编号:填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
焊接特殊过程确认表

焊接特殊过程确认表
1. 认证资料
认证机构认证日期有效期
ISO9001 2020-01-01 未知
2. 概述
本认证表适用于焊接特殊过程的确认,以保证其符合ISO 3834-2的相关要求。
确认表的内容包括:焊接特殊过程描述、检查方法、质量记录、标识措施等。
3. 焊接特殊过程描述
焊接特殊过程的描述应包括以下内容:
•焊接方法
•焊接材料
•焊接设备
•焊接工艺参数
4. 检查方法
焊接特殊过程应采用适当的检查方法,以确保其符合标准要求。
以下方法可供
参考:
•视觉检查
•尺寸量测
•超声波检测
•磁粉检测
•涡流检测
5. 质量记录
焊接特殊过程的质量记录应包括以下内容:
•焊接记录(焊接设备、焊接材料、焊接工艺参数)
•检测记录(检测方法、检测结果)
•报告记录(检测结果分析、报告)
6. 标识措施
焊接特殊过程应采取适当的标识措施,以确保其可被追溯和辨识。
以下措施可
供参考:
•焊接特殊过程代码标识
•焊接设备代码标识
•焊接材料代码标识
•检测记录代码标识
7.
焊接特殊过程确认表的运行应遵循ISO 3834-2的相关要求。
通过该表的确认,可以确保焊接特殊过程的质量达到规定要求。
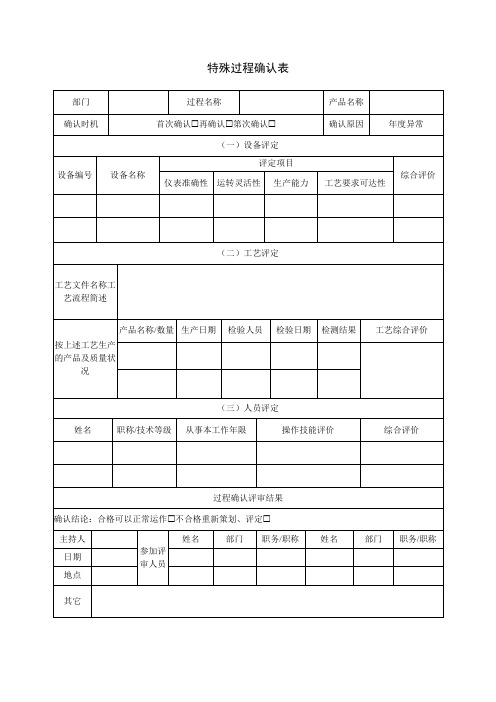
特殊过程确认表
工艺综合评价
姓名
(三)人员评定
职称/技术等级 从事本工作年限
操作技能评价
综合评价
过程确认评审结果
确认结论:合格可以正常运作不合格重新策划、评定
主持人 日期 地点
参加评 审人员
姓名
部门 职务/职称
其它
姓名
部门 职务/职称
特殊过程确认表
ቤተ መጻሕፍቲ ባይዱ部门
过程名称
产品名称
确认时机
首次确认再确认第次确认
设备编号
设备名称
(一)设备评定 评定项目
仪表准确性 运转灵活性 生产能力
确认原因
年度异常
综合评价 工艺要求可达性
(二)工艺评定
工艺文件名称工 艺流程简述
产品名称/数量 生产日期 按上述工艺生产 的产品及质量状
况
检验人员
检验日期 检测结果
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
特殊过程工艺鉴定记录表

日期:
产品试验结果记录:
产品经检验合格,个项试验达到产品标准要求。
签名:
日期:
审批意见:
确认合格,工艺和设备满足生产需求。
车间主任:
日期:
线圈固化:将浇注好的线圈烘炉固化:80℃--6小时,90℃--3h,115℃--3h,130℃--5h,每时间段误差<15分钟,每级温度误差<2℃。
签名:
日期:
设备技术要求与设备技术状况确认结果:
环氧树脂真空浇注设备,经确认其高效抽真空和稳定运行,采用电加热Biblioteka 系统温度自控可调,加热快,自动计算。
设备合格,满足工艺要求。
特殊过程工艺鉴定记录表
□每次鉴定□周期鉴定□工艺变更鉴定
特殊过程名称:
环氧树脂浇注
鉴定日期:
工艺参数与工艺方法要求
线圈干燥:烘炉温度105℃,保温时间6小时。
真空浇注:浇注罐加热温度为80℃,真空度为30~200pa,混合料重量<200kg,抽真空搅拌时间为1~1.5h,混合料重量>200kg,抽真空搅拌时间为1.5~2h,干燥后打开浇注阀门进行浇注,速度不能太快,两浇注口进料要均匀。
特殊过程确认表-研磨
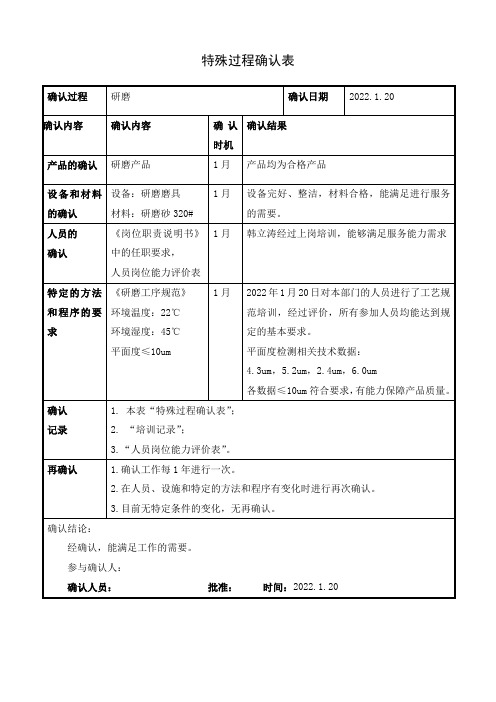
确认过程
研磨
确认日期
2022.1.20
确认内容
确认内容
确认时机
确认结果
产品的确认
研磨产品
1月
产品均为合格产品
设备和材料的确认
设备:研磨磨具
材料:研磨砂320#
1月
设备完好、整洁,材料合格,能满足进行服务的需要。
人员的
确认
《岗位职责说明书》中的任职要求,
人员岗位能力评价表
1月
韩立涛经过上岗培训,能够满足服务能力需求
确认
记录
1. 本表“特殊过程确认表”;
2. “培训记录”;
3.“人员岗位能力评价表”。
再确认
1.确认工作每1年进行一次。
2.在人员、设施和特定的方法和程序有变化时进行再次确认。
3.目前无特定条件的变化,无再确认。
确认结论:
经确认,能满足工作的需要。
参与确认人:
确认人员:批准:时间:2022.1.20
特定的方法和程序的要求
《研磨工序规范》
环境温度:22℃
环境湿度:45℃
平面度≤10um
1月
2022年1月20日对本部门的人员进பைடு நூலகம்了工艺规范培训,经过评价,所有参加人员均能达到规定的基本要求。
平面度检测相关技术数据:
4.3um,5.2um,2.4um,6.0um
各数据≤10um符合要求,有能力保障产品质量。
特殊过程确认表-模版

设备
1.设备进行日常点检,确认设备处于正常状态;
2.焊机显示电流、电压表进行每年校验。
工艺
装备
识别产品工装,通过工装防纠错。
计量
器具
对检验用量具进行计量,包括:水平尺、卷尺、卡尺、检验平台
作业
环境
1.碳钢、不锈钢焊接环境温度不低于5℃;
2.铝合金焊接环境温度不低于10℃,环境湿度不高于60%;
3.目视检验环境照度不低于350LX,探伤观察条件不大于20LXO5817-C;
2.符合检验作业指导书要求
参加确认人员:
日期:
确认结论:
主持:日期:
特殊过程确认表
特殊过程名称
零(部)件图号
零(部)件名称
部门
生产班组
确
认
内
容
工艺
文件
1.按EN15085编制焊接工艺文件:焊接接头清单、wps、工作试件计划、焊接顺序计划等;
2.编制质量控制计划;
3.编制焊接检验记录、尺寸检验记录、探伤记录。
人员
资格
水平
1.操作人员具有EN287-1、ISO9606-2、EN1418资质;
路基关键工序(特殊过程)质量验收记录表
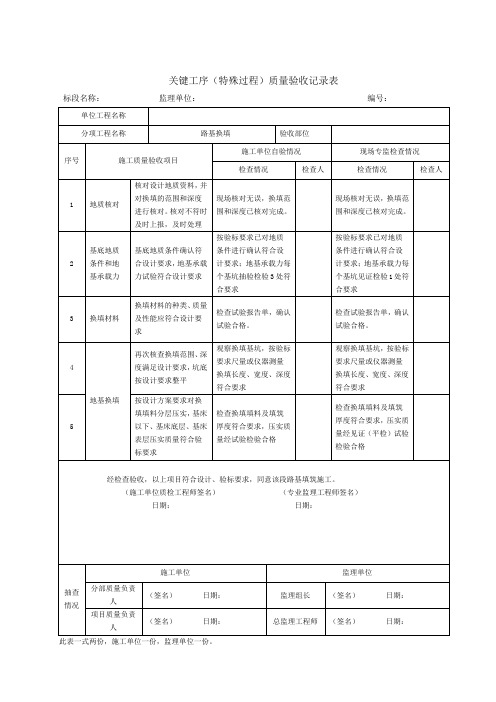
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序,特殊过程确认人员资格鉴定记录表
特殊过程确认人员资格鉴定记录表一、概述特殊过程确认人员资格鉴定记录表是指在生产过程中对特殊工序的操作人员进行资格鉴定的记录表格,旨在确保特殊过程的操作人员具备必要的技能和资质,以保证产品质量和生产安全。
二、申请人信息1. 申请人尊称:__________2. 申请人性别:__________3. 申请人芳龄:__________4. 申请人学历:__________5. 申请人所属部门:__________三、特殊过程信息1. 特殊过程名称:__________2. 特殊过程描述:__________3. 特殊过程操作要求:__________四、资格鉴定内容1. 技术能力评估:__________2. 安全操作意识评估:__________3. 相关经验评估:__________五、资格鉴定结果1. 资格鉴定结论:__________2. 鉴定人员签字:__________3. 鉴定日期:__________六、资格鉴定意见1. 资格鉴定意见:__________2. 意见反馈人:__________3. 反馈日期:__________七、总结特殊工序确认人员资格鉴定记录表是对特殊工序操作人员进行资格鉴定的重要内容,通过这一过程,能够确保特殊工序操作人员具备必要的技能和资质,从而有效保障产品质量和生产安全。
此记录表的制定和执行,有利于规范特殊工序操作人员的管理,并能够及时发现和解决可能存在的安全隐患和技术问题,对企业的可持续发展具有重要意义。
八、申请人信息深入分析在进行特殊过程确认人员资格鉴定时,申请人的个人信息是至关重要的。
我们需要对申请人的尊称、性别、芳龄、学历和所属部门等进行深入分析和综合考量。
申请人的基本信息将直接影响到其在特殊工序中的实际操作能力和安全意识,因此必须对其基本情况进行细致筛查和评估。
申请人的尊称和性别是直接关联到其个人身份和性别特征,通过了解申请人的尊称和性别,我们可以对其在操作过程中的一些特殊需求进行合理安排,以保证操作安全和工作顺利进行。
喷漆特殊过程力确认表

2#样件参数
3#样件参数
醇酸漆:稀释剂=2:1
10kg:5kg
10kg:5.1kg
10kg:5.2kg
油漆粘度15-25s
15s
20s
25s
压力0.4-0.6Mpa
0.4 Mpa
0.5Mpa
0.6Mpa
烘干温度180-200℃
180℃
190℃
200
干燥时间12小时
12小时
12小时
12小时℃
特殊过程能力确认记录
工序名称
喷漆
产品名称
日期
过程控制文件
喷漆作业指导书
过程设备
名称
型号规格
设备能力确认
空压机
设备完好,能满足工艺要求
人员能力
姓名
培训情况
人员能力确认
×××××
经过作业指导书培训
能掌握调漆喷漆工艺要求
材料确认
材料名称
型号规格
确认结果
漆
现场使用的油漆与作业指导书一致
工艺参数确认
工艺参数要求
产品质量要求
检验项目
质量要求
1#件实测
2#件实测
3#件实测
外观
均匀、无流挂、色泽光亮
符合
符合
符合
漆面附着力
等级
符合
符合
符合
漆膜厚度
60-80μm
68μm
73μm
78μm
工作环境要求Fra bibliotek适宜确认结果
符合要求
过程确认结论
经确认该工序能力能满足要求
确认人
桥梁关键工序(特殊过程)质量验收记录表
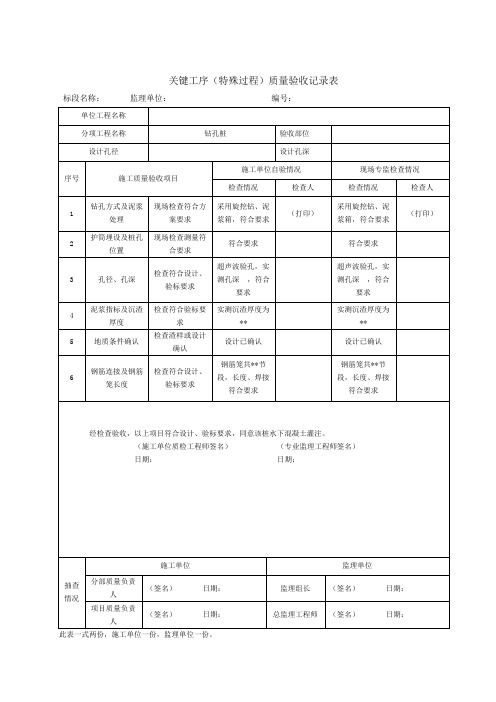
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:
此表一式两份,施工单位一份,监理单位一份。
.特殊过程确认表格模板
2
工艺
已编制了油漆工艺文件,对油漆工艺参数作出了明确规定,经验证该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
喷涂设备定期危险保养运行情况良好,设备符合生产工艺的要求。
生产制造安全处:
4
材料
使用材料已作出规定,经技质部验证符合规定成分要求,生产的产品成分符合要求。
技术开发处(质量):
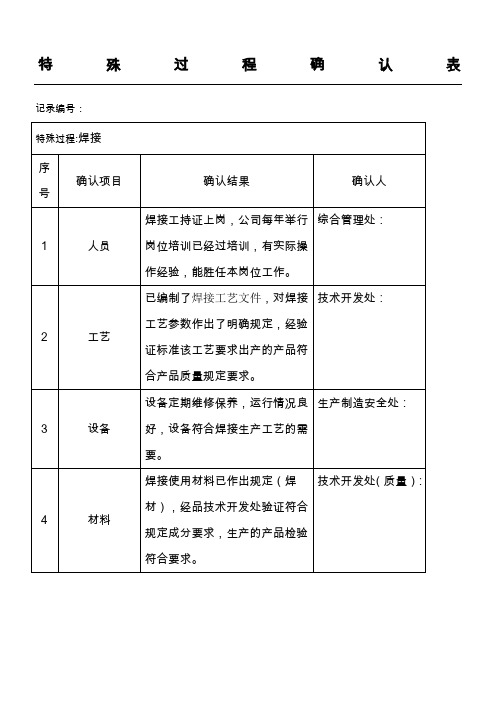
特殊过程确认表
记录编号:
特殊过程:焊接
序号
确认项目
确认结果
确认人
1
人员
焊接工持证上岗,公司每年举行岗位培训已经过培训,有实际操作经验,能胜任本岗位工作。
综合管理处:
2
工艺
已编制了焊接工艺文件,对焊接工艺参数作出了明确规定,经验证标准该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
设备定期维修保养,运行情况良好,设备符合焊接生产工艺的需要。
结论:
上述过程经确认满足要求,油漆特殊过程予以确认。
技术开发处
批准:日期:
生产制造安全处:
4
材料
焊接使用材料已作出规定(焊材),经品技术开发处验证符合规定成分要求,生产的产品检验符合要求。
技术开发处(质量):
结论:
上述过程经确认满足要求,、焊接特殊过程予以确认。
技术开发处
批准:日期:
特殊过பைடு நூலகம்确认表
记录编号:
特殊过程:涂装
序号
确认项目
确认结果
确认人/日期
1
人员
公司每年举行油漆工岗位培训,合格后方可上岗,有实际操作经验,能胜任本岗位工作。
特殊过程确认记录表
签名/日期:
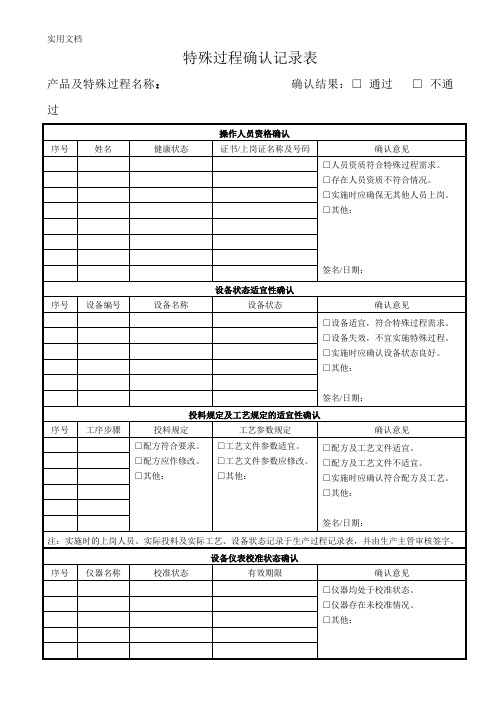
注:实施时的上岗人员、实际投料及实际工艺、设备状态记录于生产过程记录表,并由生产主管审核签字。
设备仪表校准状态确认
序号
仪器名称
校准状态
有效期限
确认意见
□仪器均处于校准状态。
□仪器存在未校准情况。
□其他:
签名/日期:
说明:本表每季度填写确认一次。四方面符合时方通过确认。不通过确认时应迅速作出整改,并再次确认。
□设备失效,不宜实施特殊过程。
□实施时应确认设备状态良好。
□其他:
签名/日期:
投料规定及工艺规定的适宜性确认
序号
工序步骤
投料规定
工艺参数规定
确意见
□配方符合要求。
□配方应作修改。
□其他:
□工艺文件参数适宜。
□工艺文件参数应修改。
□其他:
□配方及工艺文件适宜。
□配方及工艺文件不适宜。
□实施时应确认符合配方及工艺。
特殊过程确认记录表
产品及特殊过程名称:确认结果:□通过□不通过
操作人员资格确认
序号
姓名
健康状态
证书/上岗证名称及号码
确认意见
□人员资质符合特殊过程需求。
□存在人员资质不符合情况。
□实施时应确保无其他人员上岗。
□其他:
签名/日期:
设备状态适宜性确认
序号
设备编号
设备名称
设备状态
确认意见
□设备适宜,符合特殊过程需求。
特殊过程确认记录

本过程能力确认结论:ቤተ መጻሕፍቲ ባይዱ
防水过程工艺参数适宜、设备、人员符合要求,过程能力可以满足要求。
验证人员:吴伟、吴小龙
批准:曾代治20xx年xx月xx日
特殊过程确认记录
编号:ZW/QEOR09-05版本:A/0
过程名称
砼浇注过程
工艺文件:
公司制定了施工工艺,包含了砼浇注工艺,规定了砼养护时间、浇注方式等,工艺文件合理,能保证产品质量达到要求。
特殊过程确认记录
编号:QES/BR09-01版本:A/0
过程名称
屋面防水过程
工艺文件:
公司制定了施工作业指导书,包含了厨、厕、浴间涂膜防水施工工艺标,规定了防水工程的作业流程、方法等,工艺文件合理,能保证产品质量达到要求。
原材料情况:
使用原料为定点厂家提供,公司长期使用无问题。
人员能力、资格及执行工艺情况:
过程名称
隐蔽过程
工艺文件:
公司制定了施工工艺,包含了隐蔽工艺,工艺文件合理,能保证产品质量达到要求。
人员能力、资格及执行工艺情况:
现有施工人员均有操作证,且有三年以上工作经验。进行了生产工艺的培训,能严格按照工艺操作,人员能满足要求。
设备设施能力情况:
已指派专人维护、保养,设施良好。
用于生产的设备使用良好,工作状态下无任何异常情况出现。
过程监控情况:
对隐蔽过程等进行控制。并填写了隐蔽工程验收记录。监理单位认可隐蔽工程的施工质量.
本过程能力确认结论:
该过程工艺参数适宜、设备、人员符合要求,过程能力可以满足要求。
验证人员:吴伟、吴小龙
批准:曾代治2009年7月20日
对砼浇注过程的养护时间等进行控制。并填写监控记录。
特殊过程确认记录(加工)
特殊过程确认记录(加工)
1. 引言
本确认记录旨在记录特殊过程的执行情况和结果,以保证加工过程的稳定性和质量。
2. 特殊过程概述
特殊过程是指在加工过程中具有特殊要求或需要特殊控制的操作。
本记录适用于以下特殊过程:
- 特殊材料的加工:包括对特殊材料的选择、加工和处理。
- 特殊设备的使用:包括对特殊设备的操作、维护和保养。
- 特殊工艺的实施:包括对特殊工艺的控制和监测。
3. 确认内容
在特殊过程执行前,需要进行以下确认:
- 确认特殊过程的执行标准和要求。
- 确认特殊过程所涉及的材料、设备和工艺。
- 确认特殊过程的操作步骤和控制措施。
- 确认特殊过程的监测方法和频率。
4. 确认记录
特殊过程执行时,执行人员应按以下步骤进行确认记录:
1) 记录特殊过程的执行日期、时间和地点。
2) 记录执行人员的姓名和职务。
3) 记录特殊过程的执行情况和结果。
4) 记录特殊过程的监测数据和检查结果。
5) 记录特殊过程的异常情况、原因和处理措施。
5. 结论
特殊过程确认记录的目的是确保特殊过程的执行符合要求,并保证加工过程的质量和稳定性。
执行人员应按照确认流程和要求进行记录,以便进行后续的分析和评估。
6. 参考资料
- 相关加工规范和标准
- 相关特殊材料、设备和工艺的技术文件。
特殊过程确认记录
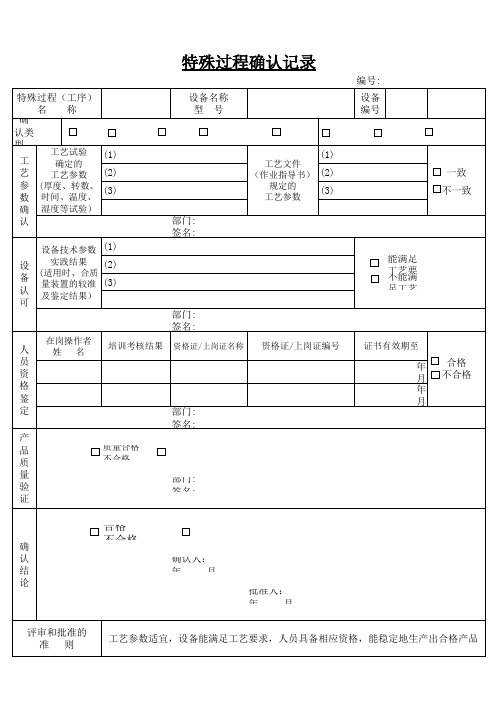
编号: 特殊过程(工序) 名 称 确认类型 确认 设备名称 型 号 再确认 ( 按周期
设备更新/大修 人员更换
设备 编号
材料变化 工艺更改 质量事故)
工艺试验 (1) 工 确定的 (2) 艺 工艺参数 参 (厚度、转数、 (3) 数 时间、温度、 确 湿度等试验) 认 设备技术参数 (1) 实践结果 (2) (适用时、合质 量装置的较准 (3) 及鉴定结果)
工艺文件 (作业指导书) (2) 规定的 (3) 工艺参数
(1) 一致 不一致
部门:
签名:
年
月
日
设 备 认 可
能满足工艺要求 不能满足工艺要求
部门: 人 员 资 格 鉴 定 产 品 质 量 验 证
在岗操作者 姓 名 培训考核结果
资格证/上岗证名称
签名:
资格证/上岗证编号
年
证书有效期至月源自日年 年 部门: 签名: 年
月 月
合格 不合格
月
日
质量合格
不合格
(附:检验、试验报告/监控记录)
部门:
签名:
年
月
日
合格
确 认 结 论
不合格
确认人: 批准人: 年 年 月 月 日 日
评审和批准的 准 则
工艺参数适宜,设备能满足工艺要求,人员具备相应资格,能稳定地生产出合格产品 ED-018-00
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特殊过程确认记录
编号:JL-7.5.2-01 序号:
特殊过程人员资格鉴定记录表
特殊过程确认办法
1.生产科应首先对特殊过程的设备按照工艺策划中对设备的技术要求进行设备技术状态确认,并将确认结果记录于《特殊过程工艺鉴定记录表》中。
设备技术状态确认通过后,技术科必须采用所策划的工艺指导生产科进行试生产,试生产的产品由质检科进行试验,如质检科不具备相应的试验能力可委托具备相应资质的外部机构进行,并将结果记录于《特殊过程工艺鉴定记录表》中。
只有通过鉴定的特殊过程工艺方能使用于批量生产过程中。
2.对于特殊过程的重要的过程特性或产品特性,在过程策划阶段,技术科必须考虑运用适当的统计技术对过程能力进行分析,以确认过程能力确已达到顾客要求或本厂规定的要求。
3.特殊过程的工艺发生变更后,必须按照上述要求进行工艺变更验证,并完成《特殊过程工艺鉴定记录表》,必要时应考虑过程能力的定量分析。
4.特殊过程工艺通过鉴定后,特殊过程操作人员在上岗前必须经过培训,持证上岗。
考核结果应记录于《特殊过程人员资格鉴定记录表》中。
5.技术科每年12月份对所有特殊过程的能力按照上述要求进行再确认,并将确认结果记录于《特殊过程工艺鉴定记录表》中。
若发现过程能力达不到规定的要求时,技术科应组织相关部门进行原因分析,实施必要的纠正措施,同时对其间所生产的产品进行必要的评审,并根据评审的结果采取与不合格的影响程度相适应的措施。
6.生产科应对特殊过程进行监控,按要求填写各类记录。