特殊过程能力确认表
5特殊过程确认记录表

确认结论:
□过程能力充分,达到实现所策划的结果的能力。
□过程能力不足,需要改进。
改进措施:
备注:每一年需再确认一次。
确认人员/日期:
设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)
所使用的设施设备性能完好,规定了安全可靠的技术参数,对易损件建立了必要的库存。对成型设备进行计划地预防性维护和定期保养,保证成型设施设备始终处于完好状态。可以确认为成型过程所使用的设施设备完全能满足吸塑工艺要求。
确认人员/日期:
人员资格/技能确认:
本生产车间目前从事操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程作业的资格。
确认人员/日期:
监控及记录情况确认:
建立有过程验收记录,并配置合格的监测设备进行控制。验收记录涉及监控内容如:成型温度、时间等参数要求;确保型过程的质量符合要求。
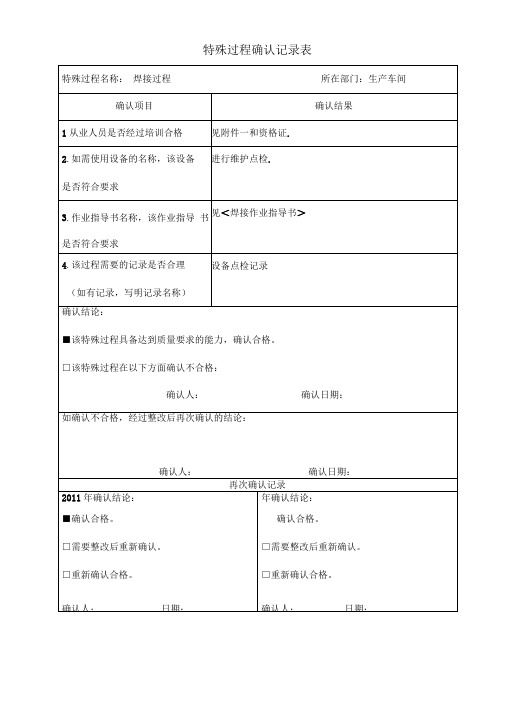
特殊过程确认记录
需确认的过程
确认部门
确认类型:□首、合理性、有效性评价:
制定有完整合理的吸塑成型作业程序和方法的作业指导书,通过执行和实践证明可以确认为成型作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
关键特殊过程能力确认表
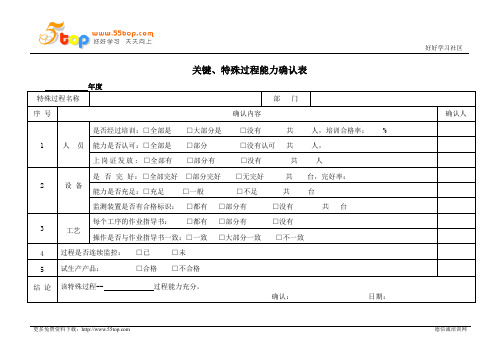
部门
序号
确认内容
确认人
1
人员
是否经过培训:□全部是□大部分是□没有共人,培训合格率:%
能力是否认可:□全部是□部分□没有认可共人,
上岗证发放:□全部有□部分有□没有共人
2
设备
是否完好:□全部完好□部分完好□无完好共台,完好率:
能力是否充足:□充足□一般□不足共台
监测装置是否有合格标识:□都有□部分有□没有共台
3
工艺
每个工序的作业指导书:□都有□部分有□没有
操作是否与作业指导书一致:□一致□大部分一致□不一致
4
过程是否连续监控:□已□未
5
试生产产品:□合格□不合格
结论
该特殊过程--过程能力充分。
确认:日期:
备注
审核/日期:批准/日期:
特殊过程能力确认表

温度
pH
电流密度
槽电压
时间
试验情况与结论(可附试验报告):
产品型号
零(部)件代号
零(部)件名称
批次
镀覆要求
验证项目
要 求
验证方法
结 论
试验报告编号
备注
□镀层外观
□合格□不合格
□镀层结合力
□合格□不合格
□镀层耐蚀性
□合格□不合格
□镀层厚度
□合格□不合格
□镀层孔隙率
□合格□不合格
□镀层可焊性
□合格□不合格
□距上一次全面确认超岗位资格证有效期
操作证编号
操作证有效期
操作人员经培训上岗,有上岗证与操作证。
设备、仪器仪表:
名称
型号
编号
有效期限
备注
工作介质:
主要工序名称
化学成分
化学名称
分子式
含量g/L
主要工艺参数及工艺方法:
作业指导书
□是□否
文件号
文件名
参数要求
实际参数
□
□
□
检验员:(盖章) 日期:
能力确认结果:
对各项性能进行检测,相关指标符合要求,表明:采用该工艺能够满足相关技术要求,能力得到确认。
结论:□合格 □不合格
编制
会
签
技术质量部
审核
综合保障部
批准
科研管理部
XXX特殊过程能力确认表
过程名称或工序名称
确认时机:
□首次确认
□变更确认
□再确认
□人员变更以及上岗证到期
□新生产设备、监视与测量设备使用
□生产设备、监视与测量设备即将超出有效期及维修更换
特殊过程确认记录表(热处理)

热处理特殊过程确认记录表
特殊过程名称
热处理
过程所在区域/单位
金属制品厂热处理现场
确认类别 确认单位 确认担当
□ 首次确认 ■ 再确认 热处理厂
再确认原因 □异常追加确认 ■ 周期性例行确认 单位地址 确认时间
书 面 确 认
过程 业绩 评价
确认 结论
特殊过程所使用的主要设备、工装
设备名称
设备编号
■是
□有 ■ 正常 □有
□否
■无 □ 异常 ■无
4)其他(如有可将相关内容附在此报告后)
■ 过程能力满足要求
应采取措施:
□ 过程能力不满足要求
□ 其他
批准人 签名
确认 人员会签
设备名称
设备编号
设备名称
设备编号
热处理电炉
1#
特殊过程所使用的主要设备、工装
文件编号
文件名称
文件编号
文件名称
Q/XD-ZY-12
热处理作业规定
/
特殊过程所涉及人员有能力
姓名
岗位
能力证明资料
是记录/合格
是
李立斌
电镀员
培训记录/合格
是
/
确认内容: 1)有无作业指导书 2)设备、工装是否通过验收检定 3)有是否规定并实施对设备、工装的保养和检查 4)特殊过程的员工是否持证上岗 5)现场观察、小样试验结果是否合格
■有 ■ 通过 ■是 ■是 ■ 合格
□无 □ 没通过 □否 □否 □ 不合格
6)是否对过程参数进行监视并保持记录 7)其他(如有可将相关内容附在此报告后) 评价内容: 1)近期有无发生与本过程相关的重大顾客投诉或退货? 2)近期与本过程可能有关的返工返修情况? 3)近期有无与本过程有关的重过程或因素变更?
特殊过程(封口)确认记录

达到了预期的效果。
评价人:
□该特殊过程在以下方面确认不合格:
确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:附件一Βιβλιοθήκη 培训记录培训时间:
培训地点:
培训教师:
参加培训人员:
培训内容:
培训效果评价:
通过与部分学员面谈交流、讨论、大家已对本公司的设备安全作业,工艺,工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和清楚。并且知道自己在岗位上的职责完成的优劣。经过口述+提问的考核全部合格。
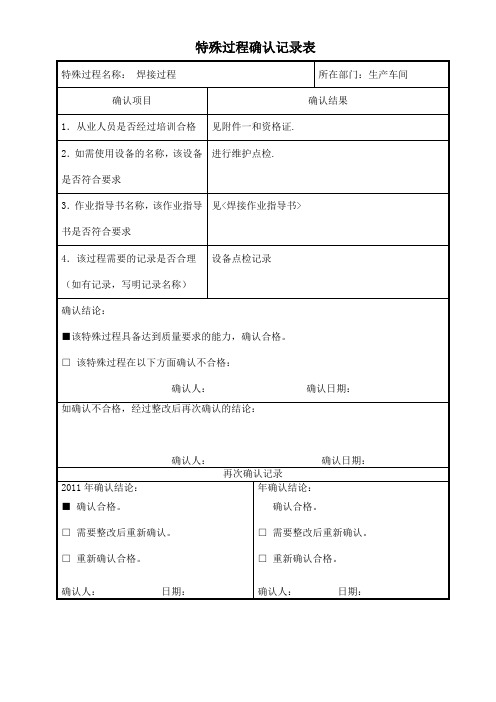
特殊过程确认记录表
编号:QD-02-19
特殊过程名称:
所在部门:
确认项目
确认结果
1.从业人员是否经过培训合格
2.如需使用设备的名称,该设备是否符合要求
3.作业指导书名称,该作业指导书是否符合要求
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
确认结论:
□该特殊过程具备达到质量要求的能力,确认合格。
特殊过程确认记录表

本生产车间目前从事操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程作业的资格。
确认人员/日期:
监控及记录情况确认:
建立有过程验收记录,并配置合格的监测设备进行控制。验收记录涉及监控内容如:成型温度、时间等参数要求;确保型过程的质量符合要求。
确认人员/日期:
确认结论:
□过程能力充分,到达实现所筹划的结果的能力。
□过程能力缺乏,需要改良。
改良措施:
备注:每一年需再确认一次。
确认人员/日期:
设施设备的能力确认:〔包括完好性、性能的可靠性、平安性等〕
所使用的设施设备性能完好,规定了平安可靠的技术参数,对易损件建立了必要的库存。对成型设备进行方案地预防性维护和定期保养,保证成型设施设备始终处于完好状态。可以确认为成型过程所使用的设施设备完全能满足吸塑工艺要求。
确认人员/日期:
特殊过程确认其它
作业程序和方法文件的操作可行性、合理性、有效性评价:
制定有完整合理的吸塑成型作业程序和方法的作业指导书,通过执行和实践证明可以确认为成型作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
特殊过程确认记录表
特殊过程确认记录表
附件一
培训记录
培训时间:培训地点:本公司培训教师:
参加培训人员:车间全员(包括维修员、调机员)
培训内容:
1、焊接的安全作业
2、焊接品的接收标准
3、异常处理
培训效果评价:
通过与部分学员面谈交流、讨论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和清楚。
并且知道自己在岗位上的职责完成的优劣。
经过口述+提问和实际操作的考核全部合格。
对任课老师的讲授感到满意,深入浅出,结合本公司的生产实际,易于理解和掌
握。
达到了预期的效果。
评价人:
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
特殊过程确认记录表
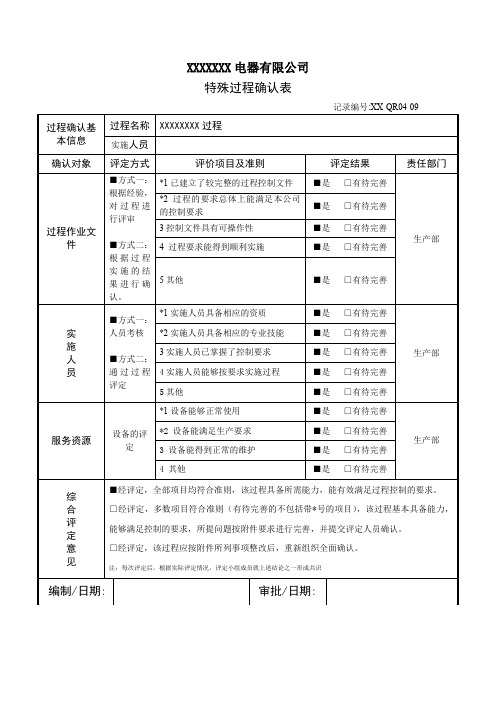
XXXXXXX电器有限公司
特殊过程确认表
记录编号:XX-QR04-09
过程确认基本信息过程名称XXXXXXXX过程实施人员
确认对象评定方式评价项目及准则评定结果责任部门
过程作业文
件■方式一:
根据经验,
对过程进
行评审
■方式二:
根据过程
实施的结
果进行确
认。
*1已建立了较完整的过程控制文件■是□有待完善
生产部*2过程的要求总体上能满足本公司
的控制要求
■是□有待完善
3控制文件具有可操作性■是□有待完善
4 过程要求能得到顺利实施■是□有待完善
5其他■是□有待完善
实施人员■方式一:
人员考核
■方式二:
通过过程
评定
*1实施人员具备相应的资质■是□有待完善
生产部*2实施人员具备相应的专业技能■是□有待完善
3实施人员已掌握了控制要求■是□有待完善
4实施人员能够按要求实施过程■是□有待完善
5其他■是□有待完善
服务资源设备的评
定
*1设备能够正常使用■是□有待完善
生产部*2 设备能满足生产要求■是□有待完善
3 设备能得到正常的维护■是□有待完善
4 其他■是□有待完善
综合评定意见■经评定,全部项目均符合准则,该过程具备所需能力,能有效满足过程控制的要求。
□经评定,多数项目符合准则(有待完善的不包括带*号的项目),该过程基本具备能力,能够满足控制的要求,所提问题按附件要求进行完善,并提交评定人员确认。
□经评定,该过程应按附件所列事项整改后,重新组织全面确认。
注:每次评定后,根据实际评定情况,评定小组成员就上述结论之一形成共识
编制/日期: 审批/日期:。
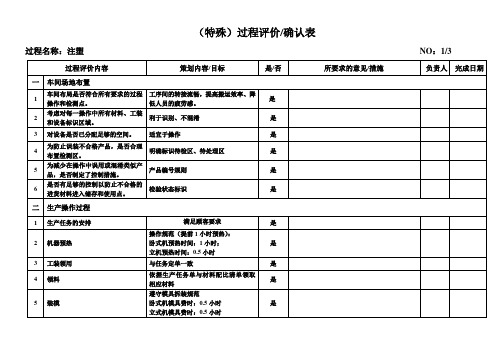
特殊特性过程确认表、特殊特性过程评价表
(5)是否对过程参数进行监视并保持纪录□是□否
(6)原材料投入是否保证均为合格品□是□否
确认结论:
□特殊过程确认合格,能够投入运作。
□其他:
确认人签名
确认人
部门
职位
确认人
部门
职位
编制/日期:
审核/日期:
批准/日期:
符合生产控制计划
是
3
产品首件检验
遵守产品检验指导书
是
4
首件标样
作为过程检验的依据之一
是
5
过程中的首末件检查
遵守产品检验指导书、标样
是
6
检验指导书
最新的图纸和规范
是
7
检验状态标识
明确区分各状态产品
是
8
监控作业点的放置物品
使用周转盒,分类分区、整齐有序
是
四
贮运操作过程、人员
1
考虑怎样移动物品
采用规定的拖车
3、是否按规定对过程进行监控:
□是过程的记录能反映监控状况
□否需要改进,不能完全反映监控状况
4、过程使用环境情况:
□是形成环境适宜,符合过程要求
□否形成环境需要改进后方可进行确认
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:100%
3.过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
8
岗位操作
遵守生产操作规范
是
9
过程监控
遵守检验规范、参考样件对照
是
10
过程能力的监控
关键工序能力(特殊特性)
特殊过程确认记录表
特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
喷漆特殊过程力确认表

2#样件参数
3#样件参数
醇酸漆:稀释剂=2:1
10kg:5kg
10kg:5.1kg
10kg:5.2kg
油漆粘度15-25s
15s
20s
25s
压力0.4-0.6Mpa
0.4 Mpa
0.5Mpa
0.6Mpa
烘干温度180-200℃
180℃
190℃
200
干燥时间12小时
12小时
12小时
12小时℃
特殊过程能力确认记录
工序名称
喷漆
产品名称
日期
过程控制文件
喷漆作业指导书
过程设备
名称
型号规格
设备能力确认
空压机
设备完好,能满足工艺要求
人员能力
姓名
培训情况
人员能力确认
×××××
经过作业指导书培训
能掌握调漆喷漆工艺要求
材料确认
材料名称
型号规格
确认结果
漆
现场使用的油漆与作业指导书一致
工艺参数确认
工艺参数要求
产品质量要求
检验项目
质量要求
1#件实测
2#件实测
3#件实测
外观
均匀、无流挂、色泽光亮
符合
符合
符合
漆面附着力
等级
符合
符合
符合
漆膜厚度
60-80μm
68μm
73μm
78μm
工作环境要求Fra bibliotek适宜确认结果
符合要求
过程确认结论
经确认该工序能力能满足要求
确认人
特殊过程确认表
法
施工工艺要为钢筋端面平头钢筋螺纹加工丝头质量检验钢筋就位利用套筒连接作标记接头质量检验完成
编写施工方案或作业指导书应明确:高温、低温雨季施工的防护措施,尤其是温控防裂措施;铺料方式、砼浇筑层厚、入仓温度、振捣布置、插入深度、间距、振捣时间;碾压砼的铺层厚度,碾压遍数、工作度Vc值、允许间隔时间、养护时间;保温方法、时间。
环
环境温度、湿度、现场加工的直螺纹应注意防潮,防止强力摔碰,并堆放整齐。
环境温度、水。
测
操作人员对连接前准备情况、前提条件进行检查并要求予以满足;施焊过程中对参数进行监督并要求满足;对监督情况予以记录。合格的测量人员、合适的测量装置和合理的测量方法;形成正式的测量结果。
计算和测定砼入仓温度,现场旁站监督人员观测砼浇筑温度、坍落度、引气度,根据变化对事前准备工作及工序检查;对监督的结果进行记录。
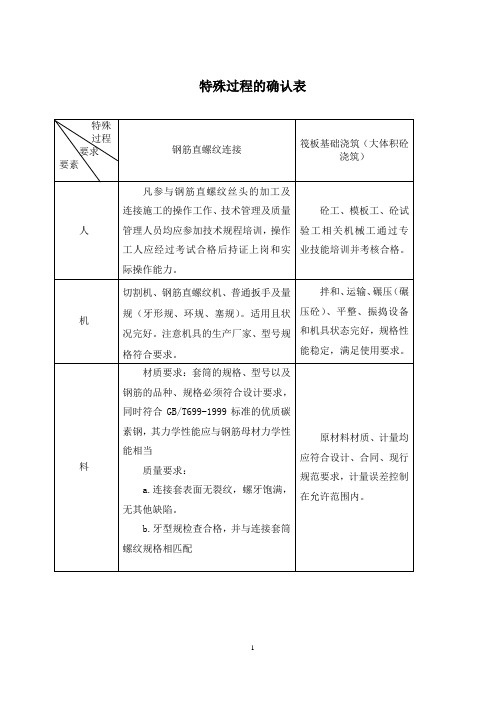
特殊过程的确认表
特殊过程
要求
要素
钢筋直螺纹连接
筏板基础浇筑(大体积砼浇筑)
人
凡参与钢筋直螺纹丝头的加工及连接施工的操作工作、技术管理及质量管理人员均应参加技术规程培训,操作工人应经过考试合格后持证上岗和实际操作能力。
砼工、模板工、砼试验工相关机械工通过专业技能培训并考核合格。
机
切割机、钢筋直螺纹机、普通扳手及量规(牙形规、环规、塞规)。适用且状况完好。注意机具的生产厂家、型号规格符合要求。
记录
连接工艺评定记录、连接记录,应对扭矩扳手测量结果认真记录。
浇筑记录DL/T5144-2001
备注
各种型号和规格的连接套外表面,必须由明显的钢筋级别及规格标记。若连接套为异径的则应在两端分别做出相应的钢筋级别和直径。
特殊过程确认表

3、是否按规定对过程进行监控:■ 是 □ 否
4、是否按规定对过程监控结果进行记录:
记录名称:焊接控制参数记录表QR/HS751—4-7
参数名称: 监控结果:
板厚2.5 2 1.5
焊条直径2.5
监控电流90A
监控时间 7.30 9.30 13.30
操作工王光友、淘源、建明
1.从业人员是否经过培训合格
合格
2.如需使用设备的名称,该设备是否符合要求
见设备确认记录
3.作业指导书名称,该作业指导书是否符合要求
符合
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人: 确认日期:
200
212
240
喷枪移动速度
300~600cm/s
400
425
450
喷涂幅面
200~300mm
250
220
250
操作工:伍彬
对过程输出的验证
工艺文件的执行率
1. 监控要求与工艺文件符合率100%;
2. 监控记录与工艺文件的符合率:100%
3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
对过程输入的验证
1、是否有详细的工艺文件:■ 有 □ 无
2、工艺文件名称及编号:
编号:
名称:油漆涂装通用工艺规程
3、是否规定了工艺参数的要求和监制的要求:
记录名称:油漆控制参数记录表QR/HS751—4-9
工艺参数名称
工艺参数要求
是否监控
销售特殊过程确认表

针对销售服务的特殊过程
编制了:销售服务质量检
查考核办法、销售人员作
2.销售服务作 是否已编制特殊过程的 业指导书、销售管理规则
业指导书
技术指导文件
、销售事务处理规则、明
确相关法规和标准:《合
同法》、《质量法》等文
件。
对销售人员进行了培训考
评确认,均考试合格,能
3.人员资格
特殊过程人员是否培训 够满足提供合格销售服务
特殊过程确认表
编号:JL-39
序号:
特殊过程名称
销售服务过程
确认类型
确认人
确认日期
特殊过程确认内容:
确认对象
确认内容
确认结果
是否在《质量、环境和 在《质量、环境和健康安
1、评价和批 健康安全管理体系》 全管理体系》中对特殊过
准的准则 8.5.1章节规定了过程的 程“。
的要求。销售人员总计2
人,均具培训合格,批准
上岗。
合同方案及监控记录、业
4.记录
记录要求
务人员质量业绩考评记录
等
特殊过程所使用的作业指导书:
序号
文件编号
文件名称
1
销售服务作业指导书
结论 符合要求
符合要求
符合要求 符合要求
备注
结论:销售过程能力符合满足要求。
批准:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、每隔一年至少确认一次;
4、人员转岗、换岗时应再确认。
批准:谢林记录人:季英娜2012年1月 9 日
过程能力确认表XQ-JL-07-12
过程名称
涂膜
确认日期
2012-01-09
确认人员
马存儒、李亮
确认内容
确认情况
确认意见
工艺
执行
情况
规程名称
涂膜工艺规程
符合要求
3、设施、设备更新及工艺改进时应再确认;
2、每隔一年至少确认一次;
4、人员转岗、换岗时应再确认。
批准:谢林记录人:季英娜2012年1月 9 日
(注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待你的好评与关注)
过程能力确认表XQ-JL-07-12
过程名称
复膜
确认日期
2012-01-09
确认人员
马存儒、李亮
确认内容
确认情况
确认意见
工艺
执行
情况
规程名称
复膜工艺规程
符合要求
适宜情况
边膜:0-10MM,膜宽:400-650MM;膜厚:0.015-0.06MM;线速:20-100M/MIN;适宜。
执行情况
良好
设备
设备名称
2、每隔一年至少确认一次;
4、人员转岗、换岗时应再确认。
批准:谢林记录人:季英娜2012年1月 9 日
过程能力确认表XQ-JL-07-12
过程名称
彩印
确认日期
2012-01-09
确认人员
马存儒、李亮
确认内容
确认情况
确认意见
工艺
执行
情况
规程名称
彩印工艺卡片
符合要求
适宜情况
温度:50-60℃;速度:10-60M/MIN.适宜。
特殊过程能力确认表
JL-07-12
过程名称
确认日期
确认人员
确认内容
确认情况
确认意见
工艺
执行
情况
设备
人员
资格
记录
确认结论
说明
确认的条件及要求:
1、产品变更或产品质量连续不稳定时应再确认;
3、设施、设备更新及工艺改进时应再确认;
2、每隔一年至少确认一次;
4、人员转岗、换岗时应再确认。
记录人:批准:年月日
适宜情况
适宜
执行情况
良好
设备
设备名称
涂膜机
符合要求
完好情况
完好
运行情况
良好
人员
资格
操 作 者
许祥源、高磊
符合要求操ຫໍສະໝຸດ 技能操作熟练,符合工艺规程要求
培训情况
内部培训合格
经 验
从事本岗位工作3年以上
记录
记录情况
涂膜监控记录
符合要求
确认结论
此过程能力符合要求。
说明
确认的条件及要求:
1、产品变更或产品质量连续不稳定时应再确认;
复膜机
符合要求
完好情况
完好
运行情况
良好
人员
资格
操 作 者
许祥源、高磊
符合要求
操作技能
操作熟练,符合工艺规程要求
培训情况
内部培训合格
经 验
从事本岗位工作3年以上
记录
记录情况
复膜监控记录
符合要求
确认结论
此过程能力符合要求。
说明
确认的条件及要求:
1、产品变更或产品质量连续不稳定时应再确认;
3、设施、设备更新及工艺改进时应再确认;
执行情况
良好
设备
设备名称
彩印机
符合要求
完好情况
完好
运行情况
良好
人员
资格
操 作 者
许祥源、高磊
符合要求
操作技能
操作熟练,符合工艺规程要求
培训情况
内部培训合格
经 验
从事本岗位工作3年以上
记录
记录情况
彩印监控记录
符合要求
确认结论
此过程能力符合要求。
说明
确认的条件及要求:
1、产品变更或产品质量连续不稳定时应再确认;