加氢装置用高压阀门技术规范
加氢操作规程完整
加氢工序安全、技术操作规程一、岗位责任制:1,本工序是把a-畿烯通过氢化反应生成籤烷。
2,严格按本规程的要求进行操作生产。
3,对本工序的设备、管道维护及保养好。
4,遇到特殊情况不要惊慌,按规程及时采取应急措施,并尽快报告班长或领班或相关的管理、技术人员。
遇到意外事故,要立刻采取防事故扩大的措施,排除事故,不能排除的,应立即通过对讲系统向班长或领班汇报,并马上大声呼叫救援。
过后,不得对事故进行隐瞒, 及时报告生产部经理。
5,操作过程按本规程要求及《加氢原始记录表》要求记录好。
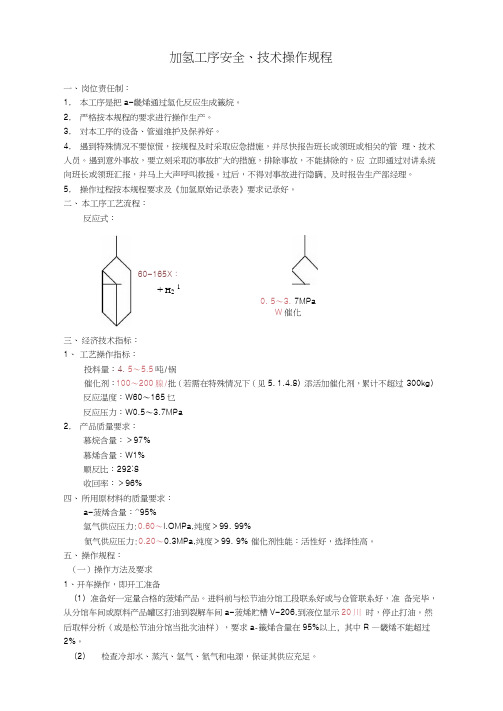
二、本工序工艺流程:反应式:60-165X:+ H210. 5〜3. 7MPaW催化三、经济技术指标:1、工艺操作指标:投料量:4. 5〜5.5吨/锅催化剂:100〜200腺/批(若需在特殊情况下(见5. 1.4.8)添活加催化剂,累计不超过300kg)反应温度:W60〜165乜反应压力:W0.5〜3.7MPa2,产品质量要求:慕烷含量:>97%慕烯含量:W1%顺反比:292:8收回率:>96%四、所用原材料的质量要求:a-菠烯含量:^95%氢气供应压力:0.60〜l.OMPa,纯度>99. 99%氮气供应压力:0.20〜0.3MPa,纯度>99. 9% 催化剂性能:活性好,选择性高。
五、操作规程:(一)操作方法及要求1、开车操作,即开工准备(1)准备好一定量合格的菠烯产品。
进料前与松节油分馆工段联系好或与仓管联系好,准备完毕,从分馆车间或原料产品罐区打油到裂解车间a-菠烯贮槽V-206,到液位显示20川时,停止打油。
然后取样分析(或是松节油分馆当批次油样),要求a-籤烯含量在95%以上, 其中R —畿烯不能超过2%。
(2)检查冷却水、蒸汽、氢气、氮气和电源,保证其供应充足。
(3)清理干净高压釜、氢压机周围环境,无关杂物不得堆放在。
给高压釜搅拌轴处加满甘油,同时检查减速机油箱,要求盛油量不得少于三分之一,不足需加够油后方可运行。
高压阀门标准
高压阀门标准高压阀门是工业生产中常见的设备,其作用是控制管道中流体的流动和压力,保证生产系统的正常运行。
在使用高压阀门时,必须严格按照相关的标准来进行选择和安装,以确保设备的安全和稳定性。
本文将介绍高压阀门的标准,帮助读者更好地了解和选择适合自己需求的高压阀门。
首先,高压阀门的标准主要包括以下几个方面,材料标准、制造标准、尺寸标准、连接标准和试验标准。
材料标准是指高压阀门所使用的材料必须符合相关的标准要求,如阀体、阀盖、阀杆和密封件等部件的材料选择必须符合工程设计要求,并且要求具有良好的耐腐蚀性能和耐高温性能。
制造标准是指高压阀门的制造过程必须符合相关的制造工艺标准,包括工艺流程、工艺参数、工艺设备等方面的要求。
尺寸标准是指高压阀门的尺寸必须符合相关的标准要求,包括阀门的公称直径、法兰连接尺寸、法兰密封面形式等方面的要求。
连接标准是指高压阀门与管道的连接方式必须符合相关的标准要求,包括法兰连接、对焊连接、螺纹连接等方面的要求。
试验标准是指高压阀门在出厂前必须进行相关的试验,以验证其密封性能、耐压性能、耐腐蚀性能等方面的指标是否符合要求。
其次,根据不同的工作条件和使用要求,高压阀门的标准也会有所不同。
在选择高压阀门时,必须根据实际情况来确定所需的标准,以确保所选用的高压阀门能够满足工作要求。
例如,在高温高压条件下工作的高压阀门,其材料标准和制造标准会有更高的要求,需要选择耐高温、耐腐蚀的特殊材料,并且制造工艺要求更加严格。
而在常温常压条件下工作的高压阀门,标准要求相对会更为简单。
因此,在选择高压阀门时,必须充分了解工作条件和使用要求,以便选择符合实际需要的高压阀门标准。
最后,高压阀门的标准化生产和使用对于提高设备的可靠性和安全性具有重要意义。
通过严格执行相关的标准要求,可以保证高压阀门的质量和性能稳定可靠,减少设备故障和事故的发生,保障生产系统的正常运行。
因此,在使用高压阀门时,必须严格按照相关的标准要求来进行选择和安装,并且定期进行维护和检查,以确保设备的安全和可靠运行。
高压阀门标准
高压阀门标准
超高压技术已被广泛应用于超硬材料制造、化学工业、石油化工、加工技术、等静压处理、超高静压挤压、粉末冶金、金属成形以及地球物理、地质理学研究等领域。
可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。
启闭件是一个圆盘形的阀板,在阀体内绕其自身的轴线旋转,从而达到启闭或调节的目的。
在管道上主要起切断和节流作用。
由于高压技术的广泛使用,超高压系统中的超高压阀门性能直接影响整个系统工作的可靠性、安全性、工作效率和使用寿命。
在那些须频繁增压卸压的系统中,显得尤为重要。
超高压阀门的主要失效原因为,气蚀和冲蚀磨损,而影响气蚀和冲蚀的因素很多,主要有材料的力学性能、流体力学因素和环境影响。
要提高阀门抗气蚀和冲蚀磨损的能力,可以采用许多方法。
高压阀门标准有截止阀、闸阀,也分法兰连接和焊接连接为了提高超高压阀门抗冲蚀磨损的能力,通常选择抗蚀材料:
1、硬度高的材料
2、有耐酸蚀保护膜的材料
3、屈服点高、稳定性好的材料
4、疲劳强度高的材料的性能。
加氢站氢气阀门技术要求及试验方法

加氢站氢气阀门技术要求及试验方法
随着氢能源的不断发展,加氢站的建设也越来越普及。
在加氢站中,氢气阀门作为重要的组成部分,其技术要求和试验方法也变得越来越重要。
氢气阀门的技术要求主要包括以下几个方面:
一、安全性。
氢气具有易燃易爆的特性,因此氢气阀门必须具备高度的安全性,能够可靠地防止氢气泄漏。
二、密封性。
氢气阀门应具备良好的密封性能,能够有效地防止氢气泄漏。
三、防腐性。
氢气阀门应具备良好的耐腐蚀性能,能够在长期使用中不受腐蚀而降低使用寿命。
四、耐高压性。
氢气阀门应具备良好的耐高压性能,能够在高压环境下正常工作。
氢气阀门的试验方法主要包括以下几个方面:
一、压力试验。
对氢气阀门进行压力试验,以检测阀门的耐压性能。
二、泄漏试验。
对氢气阀门进行泄漏试验,以检测阀门的密封性能。
三、扭矩试验。
对氢气阀门进行扭矩试验,以检测阀门的开启和关闭的力度是否符合要求。
四、耐腐蚀试验。
对氢气阀门进行耐腐蚀试验,以检测阀门的耐腐蚀性能。
以上是加氢站氢气阀门技术要求及试验方法的简要介绍,对于加氢站的建设和氢能源的发展都具有重要的意义。
高压阀门标准

高压阀门标准高压阀门是工业生产中常见的一种关键设备,其质量和性能直接关系到生产安全和效率。
为了保证高压阀门的可靠运行,制定了一系列的标准,下面将对高压阀门标准进行详细介绍。
首先,高压阀门的标准主要包括设计标准、制造标准、安装标准和验收标准。
设计标准是指根据工程需要和使用要求,确定高压阀门的结构、材料、尺寸和性能等基本要求。
制造标准是指在设计基础上,对高压阀门的制造工艺、工艺装备和质量控制等方面进行规范。
安装标准是指高压阀门在工程安装中应符合的要求,包括安装位置、连接方式、密封要求等。
验收标准是指对高压阀门进行检验和验收时应符合的技术要求和程序规定。
其次,高压阀门的标准应符合国家相关法律法规和行业标准,同时也要考虑到工程实际情况和用户需求。
在设计标准方面,应根据工程的使用要求和环境条件,确定高压阀门的工作压力、温度范围、介质性质等参数,确保高压阀门在工程中能够安全可靠地运行。
在制造标准方面,应严格控制材料的选用、加工工艺和质量检验,确保高压阀门的质量达到设计要求。
在安装和验收标准方面,应严格按照标准要求进行操作,确保高压阀门在安装和使用过程中不出现质量问题。
最后,高压阀门的标准还应包括对高压阀门的维护和保养要求。
在使用过程中,应定期对高压阀门进行检查和维护,及时发现和处理问题,确保高压阀门的正常运行。
同时,还应建立健全的档案管理制度,对高压阀门的使用、维护和检修情况进行记录和归档,为后续的管理和维护提供依据。
综上所述,高压阀门的标准是保证高压阀门质量和性能的重要依据,制定和执行标准对于保障工程安全和提高设备可靠性具有重要意义。
因此,我们在工程设计、设备采购和使用维护过程中,都应严格遵守高压阀门的相关标准要求,确保高压阀门能够安全、可靠地运行,为工程的顺利进行和设备的长期使用提供保障。
加氢高压釜操作规程

加氢高压釜操作规程
高压釜反应的操作规程
高压釜加氢反应的操作规程分为安装、检查气密性、加氢、取样、泄氢四个过程:高压釜反应的操作规程(一)安装
1、检查釜内、釜外是否有易燃、易爆物品,是否有不利于空气流通的物品存在,如果有,请移走;
2、检查阀门、釜内是否干净;如果不干净,请洗净;
3、关闭所有阀门(排气阀除外),开始投料,投料后,盖住釜盖(注意:旋转螺帽时应用力均匀,保证对角线两螺丝互相旋紧,以防紧后漏气);
4、关闭排气阀。
备注:催化剂套用则需在进料口进料,无需打开釜盖。
高压釜反应的操作规程(二)检查装置气密性
关闭所有阀门,盖住釜盖(注意:旋转螺帽时应用力均匀,保证对角线两螺丝互相旋紧,以防紧后漏气);打开进气阀通入氢气置换空气3-4次,然后通入氢气到3-5MPa,关闭进气阀,观察压力变化情况,确认装置是否漏气。
高压釜反应的操作规程(三)加氢
1、检查各阀门是否关严;
2、设定加热温度以及搅拌速度,依次打开总开关、加热开关以及搅拌开关;
3、待反应温度升至所需温度后,打开进气阀充气至所需压力;
4、关闭进气阀,关闭氢气减压阀,然后调试其它参数至所需状态令其反应。
高压釜反应的操作规程(四)控制取样
见另一附件
高压釜反应的操作规程(五)泄氢
确认反应结束后,缓慢排放氢气至1-2MPa,打开出料阀,开始放料。
加氢操作规程完整
加氢工序安全、技术操作规程一、岗位责任制:1、本工序是把α-蒎烯通过氢化反应生成蒎烷。
2、严格按本规程的要求进行操作生产。
3、对本工序的设备、管道维护及保养好。
4、遇到特殊情况不要惊慌,按规程及时采取应急措施,并尽快报告班长或领班或相关的管理、技术人员。
遇到意外事故,要立刻采取防事故扩大的措施,排除事故,不能排除的,应立即通过对讲系统向班长或领班汇报,并马上大声呼叫救援。
过后,不得对事故进行隐瞒,及时报告生产部经理。
5、操作过程按本规程要求及《加氢原始记录表》要求记录好。
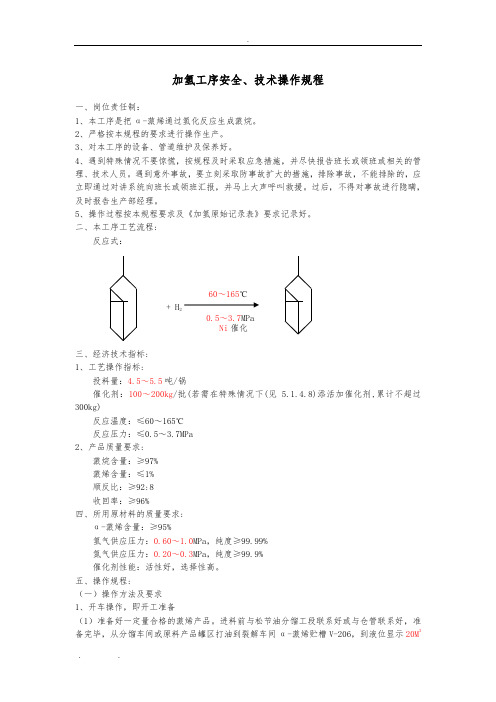
二、本工序工艺流程:反应式:60~165℃+ H20.5~3.7MPaNi催化三、经济技术指标:1、工艺操作指标:投料量:4.5~5.5吨/锅催化剂:100~200kg/批(若需在特殊情况下(见 5.1.4.8)添活加催化剂,累计不超过300kg)反应温度:≤60~165℃反应压力:≤0.5~3.7MPa2、产品质量要求:蒎烷含量:≥97%蒎烯含量:≤1%顺反比:≥92:8收回率:≥96%四、所用原材料的质量要求:α-蒎烯含量:≥95%氢气供应压力:0.60~1.0MPa,纯度≥99.99%氮气供应压力:0.20~0.3MPa,纯度≥99.9%催化剂性能:活性好,选择性高。
五、操作规程:(一)操作方法及要求1、开车操作,即开工准备(1)准备好一定量合格的蒎烯产品。
进料前与松节油分馏工段联系好或与仓管联系好,准备完毕,从分馏车间或原料产品罐区打油到裂解车间α-蒎烯贮槽V-206,到液位显示20M3时,停止打油。
然后取样分析(或是松节油分馏当批次油样),要求α-蒎烯含量在95%以上,其中ß-蒎烯不能超过2%。
(2)检查冷却水、蒸汽、氢气、氮气和电源,保证其供应充足。
(3)清理干净高压釜、氢压机周围环境,无关杂物不得堆放在。
给高压釜搅拌轴处加满甘油,同时检查减速机油箱,要求盛油量不得少于三分之一,不足需加够油后方可运行。
(4)检查氢气压缩机运转顺畅。
《高压加氢装置用阀门》征求意见稿下载剖析

ICS点击此处添加中国标准文献分类号中华人民共和国国家标准GB/T XXXXX—XXXX高压加氢装置用阀门技术规范High valve used in hydrogenation device点击此处添加与国际标准一致性程度的标识(工作组讨论稿(在提交反馈意见时,请将您知道的相关专利连同支持性文件一并附上。
XXXX-XX-XX发布XXXX-XX-XX实施目次前言 (21.范围 (32.规范性引用文件 (33.术语和定义 (44. 阀门的设计及结构要求 (55. 高压加氢装置用阀门的主体材料阀门技术要求 (66. 高压加氢装置用阀门的检验与试验 (10前言本标准是我国首次制定,到目前为止,尚未见到国外有此类标准。
石油加氢技术是石油产品精制、改质和重油加工的一个重要工艺措施,它不仅能提高原油的二次加工深度和轻油回收率,而且能提高石油产品的质量,减少环境的污染。
因此,加氢精制、加氢裂化或渣油加氢等加氢装置已成为炼油厂装置的重要组成。
加氢装置火灾危险性分类属甲类,主要工艺特点是高温、高压、临氢,加氢高压阀门是:技术含量高、质量要求严、安全可靠性好的特殊阀门。
本标准规定了加氢精制装置、加氢处理装置、加氢裂化装置和煤化工等类似加氢装置用公称压力大于或等于CL600Lb临氢阀门的技术要求。
本标准规定了加氢高压阀门的设计、毛坯生产、机加工、检验及试验等全过程的技术规范和质量检验及试验的要求。
本标准规定了加氢高压阀门的材料选用及阀门选型的原则。
本标准格式按GB/T 1.1-2009标准。
本标准由全国阀门标准化技术委员会(SAC/TC 188提出并归口。
本标准起草单位:本标准主要起草人:高压加氢装置用阀门技术规范1 范围本标准规定了加氢精制装置、加氢处理装置、加氢裂化装置和煤化工等类似加氢装置用临氢阀门的技术要求。
本标准适用于公称压力级大于或等于CL600Lb的阀门,阀门包括楔式闸阀、T 型截止阀、Y型截止阀、升降式止回阀、旋启式止回阀和三偏心斜盘蝶式止回阀等类型。
加氢处理装置工艺管道安装管子管件及阀门检验方案
加氢处理装置工艺管道安装管子管件及阀门检验方案1.1 一般规定1.1.1管道组成件(管子、阀门、管件、法兰、补偿器、安全保护装置等)必须有质量证明文件,无质量证明文件的产品不得使用。
1.1.2管道组成件在使用前按设计要求核对其规格、材质、型号。
1.1.3管道组成件在使用前进行外观检查。
1.1.4凡按规定作抽样检查或检验的样品中,若有一件不合格,必须按原规定数加倍抽检,如仍有不合格,则该批管子、管件不得使用,并应作好标识和隔离。
1.1.5合金钢材料(螺栓、螺母除外)必须进行1%的光谱分析。
1.2管子检验1.2.1若到货管子钢的牌号、炉牌号、批号、交货状态与质量证明文件不符,该批管子不得使用。
1.2.2SHA级管道中,设计压力大于等于10MPa的管子,外表面应按下列方法逐根进行无损检测,检测方法和缺陷评定应符合JB4730的规定,检验结果以I级为合格:A.外径大于12mm的导磁性钢管,应采用磁粉检测;B.非导磁性钢管,应采用渗透检测。
1.2.3SHA级管道中,设计压力小于10MPa的输送极度危害介质管道,每批应抽5%且不少于一根,按“1.2.2”要求进行外表面磁粉或渗透检测,检验结果以II级为合格。
1.3阀门检验1.3.1外观检查A.阀门必须具有质量证明文件;阀体上应有制造厂的铭牌,铭牌和阀体上应注明制造厂名称、阀门型号、公称压力、公称通径、工作温度和工作介质等标识。
B.用于SHA级管道的通用阀门,其焊缝或阀体、阀盖的铸钢件,应有符合SH3064规定的无损检测合格证明书。
C.铸件应表面平整光滑、无缩孔、毛刺、粘砂、夹砂、裂纹等缺陷。
D.锻制加工表面应无夹层、重皮、裂纹、斑疤、缺肩等缺陷。
E.阀门的手柄或手轮操作应灵活轻便,开闭时不得有卡阻现象,阀杆的全开和全闭位置应与要求相符合,主要部件不得有严重缺陷。
F.阀门法兰密封面应符合要求,且不得有径向划痕。
G.阀门安装前,应按设计文件中的“阀门规格书”,对阀门的阀体、密封面级有特殊要求的垫片和填料的材质进行抽检,每批至少抽检一件;合金钢阀门的阀体应逐件进行光谱分析。
高压加氢装置阀门的使用及要求
高压加氢装置阀门的使用及要求在工业自动化仪表中,调节阀算是笨重的了,加之结构简单,往往不被人们重视。
但是,它在工艺管道上,工作条件复杂,一旦出现问题,大家又忙手忙脚。
因其笨重,问题难找准,常常费力不讨好,还涉及系统投运、系统完全、调节品质、环境污染等。
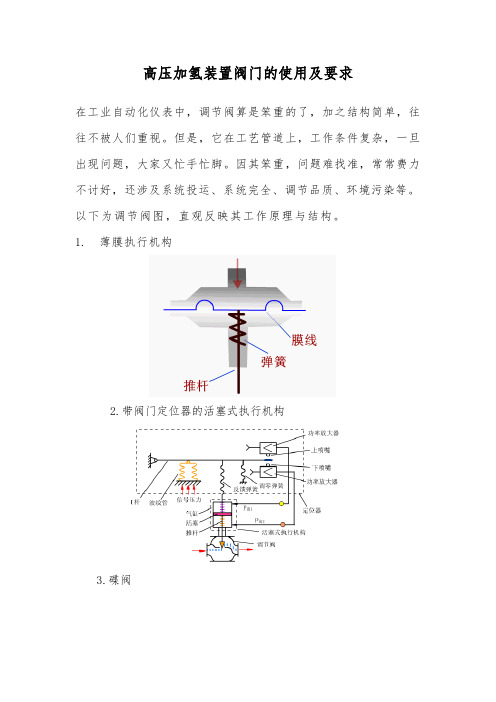
以下为调节阀图,直观反映其工作原理与结构。
1. 薄膜执行机构2.带阀门定位器的活塞式执行机构3.碟阀蝶阀的阀瓣是圆盘,围绕阀座内的一个轴旋转,旋角的大小,便是阀门的开闭度。
优点:轻巧、结构简单、比其他阀门要节省材料、开闭迅速,切断和节流都能用,流体阻力小,操作省力,可以做成很大口径。
应用:蝶阀在热水管路得到广泛的使用。
能够使用蝶阀的地方,最好不要使用闸阀,因为蝶阀比闸阀经济,而且调节性好。
4.隔膜阀隔膜阀是利用阀杆将弹性体薄膜紧压在阀座上用来隔断气路。
转动手轮可带动阀杆上、下移动,使隔膜离开阀座打开阀门或使隔膜紧压在阀座上关闭阀门。
应用场合:一是超纯水,超纯水要求流通管路内没有死角;二是有杂质的污水,溶液等,液体内有颗粒球阀容易磨损出现内漏,隔膜阀上下闭合极大的避免这个问题,长期使用后还可以更换隔膜片。
通常,使用条件或要求密封性能严格、泥浆介质、磨损、轻型结构、低压截止(压差小)、向大气少量渗漏、磨蚀性的介质时,推荐选用隔膜阀。
在双位调节、节流、调节、通道缩口、低噪声、有气穴和汽化现象、操纵转矩小的场合,可以选用隔膜阀。
在高温介质、高压介质、高压截止(压差大)、启闭动作快、结构长度短的条件下,不选用隔膜阀。
5.活塞执行机构6.角型阀角型阀:阀体为直角形,阀体内有一个阀座和密封面,一般为底进侧出。
优点:结构简单,密封效果好。
具有自洁净功能,阀体内不易存积污物,不宜堵塞,适用于控制高粘度介质,高压差以及含有悬浮物和颗粒物的介质。
缺点:容易发生阀芯振荡不稳定的现象。
7.气动薄膜调节阀气动薄膜式执行机构有正作用和反作用。
正作用:当压力增大时,阀杆向下动作,压力是通入波纹膜片上方的薄膜气室。
《加氢站用储氢装置安全技术要求》

《加氢站用储氢装置安全技术要求》首先,加氢站用储氢装置应具备良好的防爆能力。
储氢介质容器应具备高强度、耐腐蚀和耐高温等特性,以确保在高压氢气的储存和加氢过程中,容器能够承受压力,并且不会发生泄漏或爆炸等事故。
其次,加氢站用储氢装置应具备快速安全释放氢气的能力。
在发生紧急情况时,需要能够快速、有效地释放储存的氢气,以避免发生更严重的事故。
因此,储氢装置应配备可靠的安全阀门和压力保护装置,以确保在预定压力范围内正常工作,并在压力过高时能够迅速释放氢气。
此外,加氢站用储氢装置还需要具备完善的泄漏检测和监控系统。
氢气泄漏是加氢站用储氢装置中常见的安全隐患之一,应对氢气泄漏采取及时、有效的措施具有重要意义。
装置应配备氢气泄漏探测器和火焰探测器等,能够快速检测到泄漏和火源,并触发相应的报警和应急措施。
此外,加氢站用储氢装置的设备安装、维护和操作都需要符合特定的技术要求。
设备的安装应由专业人士进行,并且需要按照相关标准和规范进行。
在设备的日常维护和操作中,必须严格遵守操作规程,定期进行设备检查和保养,并保证相关设备的安全可靠性。
最后,加氢站用储氢装置的安全技术要求还包括应急预案和培训。
加氢站应建立健全的应急预案,以应对突发事件和事故,并保证应急设施和设备的有效运行。
此外,对加氢站的工作人员和相关人员应进行安全技术培训,提高他们的安全意识和紧急处理能力。
综上所述,加氢站用储氢装置的安全技术要求是确保储氢装置在高压氢气存储和加氢过程中安全稳定运行的重要保障。
在储氢介质容器的防爆能力、氢气快速安全释放、泄漏检测和监控系统、设备安装和维护、应急预案和培训等方面都需要严格遵守相关的技术要求,以保障加氢站用储氢装置的安全性。
高压阀门标准

高压阀门标准高压阀门是指在工作压力高于4MPa的管路上使用的阀门,主要用于控制介质的流动、压力和温度。
由于其工作环境的特殊性,高压阀门的标准显得尤为重要。
本文将就高压阀门标准进行详细介绍,以便广大用户了解和选择适合自己需求的高压阀门。
首先,高压阀门的标准主要包括以下几个方面,设计标准、材料标准、制造和检验标准。
设计标准是指高压阀门在设计过程中需要遵循的技术规范,包括结构长度、法兰尺寸、密封面形状和尺寸等方面的要求。
材料标准则规定了高压阀门所采用的材料应符合的化学成分、力学性能、金相组织和技术要求等。
制造和检验标准则是对高压阀门在制造和使用过程中需要满足的技术条件和检验方法进行规范。
其次,高压阀门的标准应当符合国家相关法律法规和行业标准,同时还应考虑到用户的实际需求。
在选择高压阀门时,用户应首先了解自己的工作环境和工艺要求,然后根据相关标准进行选型。
例如,对于在化工行业使用的高压阀门,应选择符合国家化工行业标准的产品;对于在核电站使用的高压阀门,应选择符合国家核电行业标准的产品。
另外,高压阀门的标准还应考虑到其使用的安全性和可靠性。
在设计和制造高压阀门时,应严格按照相关标准的要求进行,确保产品具有良好的密封性能、耐压性能和耐腐蚀性能。
同时,高压阀门在使用过程中应定期进行检验和维护,确保其在高压环境下的安全可靠运行。
最后,高压阀门的标准化生产和使用对于提高产品质量、降低生产成本、促进行业发展具有重要意义。
通过制定统一的标准,可以避免因产品质量不合格导致的安全事故和环境污染,提高产品的可靠性和可维护性,降低用户的使用成本,推动行业技术的进步和发展。
总之,高压阀门的标准是保证产品质量和安全可靠运行的重要保障,用户在选择和使用高压阀门时应充分了解相关标准的要求,确保选用合适的产品,并严格按照标准要求进行使用和维护,以确保高压阀门在工作中发挥最大的作用。
高压加氢装置阀门的使用及要求 张恣瑜

高压加氢装置阀门的使用及要求张恣瑜摘要:高压加氢阀工作环境恶劣,对其性能和质量提出了更高的要求。
国内生产基本能满足需求,但随着装置的大型化和新技术的采用,对加氢高压阀门提出了更高的要求和挑战。
本文就高压加氢装置阀门的使用及要求进行了探讨。
关键词:高压加氢装置;阀门;使用;要求前言近年来我国加氢技术的推广应用发展很快,新建和升级改造了很多工业装置。
但是炼化企业的加氢装置又具有很典型的腐蚀环境,普遍存在硫化氢、硫化氢氨等等腐蚀环境。
阀门是在炼化装置中使用周期较长的管道器材,其在管道器材投资中占比较高,同时在使用的很多装置阀门中有很多是进口产品,投资高,制造周期长,所以阀门是装置长期稳定安全运行的重要保障。
1腐蚀环境及选材分析1.1低温湿硫化氢腐蚀低温湿硫化氢环境下的腐蚀主要是硫化物应力腐蚀开裂(SSCC)和氢致开裂(HIC)。
加氢装置中低温湿硫化氢环境主要发生在与高压分离器、低压分离器和脱硫化氢气提塔相连的管道。
一般来说,对于低温湿硫化氢环境,从兼顾经济性考虑,选用碳钢材料即可。
对于发生硫化物应力腐蚀开裂(SSCC)的环境,可选用抗SSCC的镇静碳钢,此类碳钢要求碳当量(钢材的碳当量是把钢中合金元素(包括碳)的含量按其作用换算成碳的相当含量,可作为评定钢材焊接性的一种参考指标。
)CE≤0.41%。
(CE=C+Mn/6+(Co+Mo+V)/5+(Cu+Ni)/15),材料热处理状态供货,并符合NACEMR0103的规定。
当介质中H2S含量超过10000ppm或者H2S含量介于5000ppm至10000ppm之间,介质pH值<5.5或pH值大于7.5时,阀门的选材应考虑抗HIC碳钢。
阀体有抗HIC要求时,阀体材质的硫磷含量应该得到有效的控制,一般认为S≤0.01%(wt),P≤0.015%(wt)时抗腐蚀的性能是最好的。
目前市场上应用较多的碳钢阀门材料有ASTMA105和ASTMA216-WCB,使用者可以针对阀门提出上述具体的技术要求,达到增加使用寿命的目的。
加氢裂化装置高压阀门的特点与选用
收稿日期:2004-02-24。
沈红杰(1972-),男,1998年毕业于西安交通大学焊接专业,获硕士学位,工程师。
现从事润滑油加氢设备技术管理工作,已发表论文3篇。
加氢裂化装置高压阀门的特点与选用沈红杰(中国石化有限股份公司上海高桥分公司,上海200137)摘要:针对加氢裂化装置高压阀门使用特点,通过对阀门设计制造中具体问题的探讨(如阀体锻造和铸造关系、阀体材料选择、密封面S tellite 6与S tellite 21区别、压力自密封、合理填料密封结构、加氢裂化阀门阀杆材料等)以及提升式轨道球阀的特殊结构与要求的介绍,提出了加氢裂化装置高压阀门的选用要求与质量控制要点。
关键词:加氢裂化 高压阀门 阀体 阀杆 密封面中图分类号:TE624.432 文献标识码:B 文章编号:1007-015X (2004)03-0045-051 加氢裂化装置高压阀门特点加氢裂化工艺具有高压、高温和临氢(并含有硫化氢)特点,其压力一般为14~20MPa ,在反应系统温度高达400℃左右。
目前国内生产的加氢裂化高压阀门在工程使用中主要存在以下问题:阀体泄漏(铸造阀体砂眼、裂纹等)、阀门密封面内漏、填料函密封泄漏、阀盖与阀体连接处泄漏及阀杆断裂等。
国外制造的优质阀门因采取合理的结构设计、制造工艺和材料选择等措施,则较好地解决了上述问题。
2 阀体锻造和铸造[1~2]阀门承压部件的制造方法有铸造和锻造两种。
锻造阀体晶粒组织均匀,不存在气孔、疏松、大尺寸圆形夹杂、柱状组织等缺陷,而且金属致密,综合机械性能好,应力集中区域材料呈流线型,抗高温蠕变、疲劳能力高,因此锻造是制造加氢裂化高压临氢阀门承压部件的理想方法。
但大多数承压部件的外形比较复杂,故国外大多数阀门厂对于DN >100mm 阀门的主要承压部件仍采用铸件。
不锈钢321材料只有锻造材料标准,而无铸造材料标准。
为了保证铸件质量,应从冶炼、铸造工艺和焊补3个主要方面进行控制。
高压加氢装置阀门的使用及要求

文章编号:100225855(2001)0320023205作者简介:岳进才(1963-),男,高级工程师,从事管道材料的工程应用及管道器材(包括阀门)的设计选用、制造和标准等研究工作。
高压加氢装置阀门的使用及要求岳进才(上海金山石油化工设计院,上海 200540) 摘要 介绍了高压加氢装置的工况特性及其阀门的应用情况,重点对应用阀门的结构设计、强度设计、材料、检查试验和质量控制等方面提出了要求,分析了国外阀门的特点,提出了我国阀门行业在阀门设计、制造等方面的改进意见。
关键词 阀门;加氢装置;选用中图分类号:TE966 文献标识码:AV alves for high pressure and hydrogen serviceYU E Jin 2cai(Shanghai Jinshan Petro 2Chemical Engineering Corporation ,Jinshan 200540,China )Abstract :First ,the operation conditions for high pressure and hydrogen service ,and the application practice of valves in hydrogen treating units were described herein.Then ,the requirements about design and manufacture of valves as structure ,strength ,matherial ,in 2spection ,testing and quality system were given.As simultaneously ,the products of some famous manufacturer in wide world were discussed ,and that some ideas from these foreign manufacturer can be used for reference by Chinese manufacturer was pointed.K ey w ords :valves ;hydrogen application ;requirement 1 概述高压加氢工艺是石油深加工的一个重要手段,它不仅能提高单位原油的轻油收回率,而且能提高燃料油的质量,从而提高炼油厂的整体效益。
加氢装置高压角阀应用探讨

加氢装置高压角阀应用探讨陈缃雯【摘要】加氢装置中高压角阀的合理应用及选型,对加氢装置的安全生产周期和效益的提高至关重要.介绍了高压分离器排放阀、低压低温分离器阀、酸水排放阀的使用工况,阐述了加氢装置中影响高压角阀设计和使用的常见问题,重点介绍了阀门材料选择、阀门结构型式、内件型式设计以及装置工艺设计等方面,并提出了合理化选型建议.【期刊名称】《石油化工自动化》【年(卷),期】2018(054)004【总页数】4页(P20-22,86)【关键词】加氢装置;高压角阀;NACE标准;多级降压【作者】陈缃雯【作者单位】中石化上海工程有限公司,上海200120【正文语种】中文【中图分类】TH138.52随着中国燃油汽车产业的飞速发展以及国内环保标准的日益提高,加氢装置也在近二十年来得到高速发展。
在加氢工艺中加氢精制环节的几个关键位置,都使用了高压角阀。
高压角阀的性能和寿命,对整个装置的安全生产周期和效益至关重要。
1 高压角阀的工况特性由于加氢装置的工艺特性以及工艺介质的特殊性,高压角阀的操作工况温度可达到425℃,压力可达到24.5 MPa。
加氢装置的工艺流程和高压角阀的位置如图1所示。
1.1 高压分离器排放阀该阀门的使用压力为10.0~24.5 MPa,温度为200~455℃。
由于所使用的位置要求压降高,容易产生闪蒸、气蚀、出口空化,同时物料介质既有气液两相的碳氢化合物和氢气,也有固体催化剂颗粒,还有H2S和NH3等腐蚀性介质。
1.2 低压低温分离器阀该阀门的使用压力为6.0~10.5 MPa,温度为90~260℃。
所使用的位置也同样要求高压降,容易产生闪蒸、气蚀、出口空化,同时物料介质也是气液两相的碳氢化合物、氢气,固体催化剂颗粒,还有H 2S和NH 3等腐蚀性介质。
图1 加氢装置工艺流程和角阀的位置示意1.3 酸水排放阀该阀门的使用压力为6.5~24.5 MPa,温度为60~450℃。
所使用的位置要求压降高,容易产生闪蒸、气蚀、出口空化,物料介质含有H 2S和NH 3,特别是固体颗粒冲刷更严重。
高压加氢装置阀门的工况要求及技术分析
④阀门与介质相接触的部位 , 应考虑其腐蚀余 量 。碳钢和 Cr - Mo 合金钢应不小于 3 mm , 不锈 耐蚀钢应不小于 115 mm 。
⑤对于 PN15~25 MPa , DN ≥80 mm 的阀门 和 PN42 MPa , DN ≥50 mm 的阀门 , 应在阀杆螺 母支架处设置推力轴承 。 313 主体材料
2006 年第 6 期 阀 门 — 3 5 —
ANSI B16111 承插焊和螺纹连接的锻造管件 312 结构要求
高压 加 氢 用 阀 门 不 宜 采 用 ANSI B16134 和 API 603 标准及其他标准中的轻型阀门 。除满足有 关标准的要求外 , 高压加氢装置用的阀门结构还应 满足一些特殊要求 。
中微裂纹或气泡壁上的碳或碳化物反应生成甲烷 。 2 H2 + Fe3C →3 Fe + CH4 2 H2 + C →CH4 4 H + C →CH4 生成甲烷的反应过程是不可逆的 。甲烷的分子
体积较大 , 不能溶入钢中或向钢中扩散 , 而是被封 闭在微隙中 。微隙中的氢反应生成甲烷后 , 降低了 微隙中的氢分压 , 致使固溶在钢中氢原子不断地向 微隙中扩散 , 使生成甲烷的反应继续进行 , 直到钢 中可能参加反应的碳和碳化物消耗殆尽后才会中 止 。聚集于微隙中的甲烷以及分子氢 , 会产生高达 数千 MPa 的局部高压 , 使微隙壁的金属承受巨大 的应力 , 这就形成了甲烷空穴 ———裂纹源 。从而严 重地降低钢的力学性能 , 氢对钢的这种损伤 , 称为 氢腐蚀 。氢腐蚀是一种不可逆的化学过程 , 其危害 性比钢的其他形式的氢脆严重得多 。钢的抗氢性能 主要是其抗氢腐蚀性能 , 抗氢钢也主要是指抗氢腐 蚀钢 。 212 硫化氢的腐蚀
高压加氢阀介绍

高压加氢阀介绍高压加氢阀目录1.加氢技术概述2.加氢工艺流程3. 加氢装置主要腐蚀环境与选材4.高压加氢阀高压加氢阀高压加氢阀1.加氢技术概述炼油形势与加氢技术发展z我国炼油工业从现在开始到2020年将有较大发展,但面临的形势很严峻。
原油需求量超过4.3亿吨,进口原油超过2.0亿吨,进口油大多为高硫或重质原油,增加了加工难度。
汽车工业发展迅速,2004年末汽车保有量已经达到2600万辆,到2020年将超过1亿辆,因此对汽车的排放提出了严格要求。
石油化工产品需求增长迅速,到2020年按国内乙烯产量满足需求率50%左右,加上PX用化工轻油,居时需化工原料油7800万吨左右,炼油工业将难以满足。
高压加氢阀含硫原油加工量的增加,对大气污染的影响日益严重。
z为解决上述我国炼油工业发展中存在的严重问题,需要采取诸多相应的对策,发展加氢工艺毫无疑问是众多对策中最重要的一项措施。
因此可以预见,我国加氢技术将持续快速发展。
加氢技术分类z加氢技术可分为两大类:加氢处理和加氢裂化加氢处理(Hydrotreating), 是指通过加氢反应原料油的分子大小没有变化以及有10%或<10%的分子变小的那些加氢工艺。
高压加氢阀加氢处理(Hydrotreating), 是指通过加氢反应原料油的分子大小没有变化以及有10%或<10%的分子变小的那些加氢工艺。
加氢处理类技术石脑油加氢,焦化汽、柴油加氢,煤油加氢,直馏柴油加氢,催化柴油加氢,催柴、直柴、焦柴混合加氢,VGO加氢精制,焦化蜡油加氢精制,白油加氢,凡士林加氢,石蜡加氢(食品蜡),微晶蜡加氢(地蜡),润滑油低压加氢补充精制,柴油临氢降凝。
高压加氢阀加氢裂化(HydroCracking)是指加氢反应原料中有10%以上的分子变小的那些加氢工艺。
加氢裂化类技术润滑油催化脱蜡,中压加氢改质(中压加氢裂化),高压加氢改质(高压加氢裂化—生产润滑油基础油),加氢裂化,润滑油高压加氢串联流程,润滑油异构脱蜡串联流程,润滑油催化脱蜡,悬浮床渣油加氢裂化,煤液化及加氢稳定,渣油加氢脱硫,脱沥青油加氢脱金属—加氢裂化串联流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加氢装置用高压阀门技术规范加氢装置用高压阀门技术规范 1 范围本标准规定了加氢装置用高压阀门的基本要求,主要包括设计、制造、材料、检查和检验、质量保证、包装与标志及资料交付等要求。
除满足下列条款外,还应符合项目采购规格书的技术要求。
本标准适用于公称压力PN15.0 MPa(900lb)~PN42.0 MPa(2500lb)、公称通径DN15~450、介质为油品、氢气,氢气加硫化氢、油品加氢气加硫化氢的高压临氢工况下的闸阀、截止阀、止回阀的设计、制造、检验等(以下简称加氢阀门)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
API 598 API 600 API 602 阀门检查和试验石油及天然气工业用阀盖螺栓连接的钢制闸阀法兰、螺纹、对焊和阀体加长连接的紧凑型钢制闸阀管法兰和法兰管件阀门的结构长度承插焊和螺纹连接的锻钢管件对焊端部法兰端、螺纹端和焊接端阀门焊接与无缝的锻钢钢管ASME B16.5 ASME B16.10 ASME B16.11 ASME B16.25 ASME B16.34 ASME B36.10M ASME Ⅷ-1 压力容器建造规则ASTM A105/A105M ASTM A182/A182M ASTM A216/A216M ASTM A217/A217M ASTM A262/A262M ASTM A275/A275M ASTM A351/A351M ASTM A388/A388M ASTM E45 管件用碳素钢锻件规格高温用锻制或轧制的合金钢和不锈钢管道法兰、锻制管件、阀门及零件适用于高温工况可熔焊的碳素钢铸件规格高温承压件用马氏体不锈钢和合金钢铸件不锈钢晶间化学作用的敏感性测定的推荐规程钢锻件磁粉检测的测试方法承压件用奥氏体、奥氏体-铁素体(双相)钢铸件重型钢锻件的超声检测测定钢中夹杂物含量的规程ASTM E112 ASTM E165 ASTM E381 ASTM E709 BS 1868 BS 1873 MSS SP-25 MSS SP-54 MSS SP-55 平均晶粒度的测定方法液体渗透检验法的推荐实施方法钢制品的宏观腐蚀测试、检查和评定磁粉检查的推荐实施标准石油、石油化工用法兰和对焊连接钢制止回阀石油、石油化工用法兰和对焊连接钢制截止阀和截止止回阀阀门管件法兰和管接头的标记标准阀门法兰管件及其它管道附件的铸钢件质量标准—射线照相检验方法阀门法兰管件及其它管道附件的铸钢件质量标准—表面缺陷评估的目检方法油田设备用抗硫化物应力腐蚀断裂的金属材料腐蚀性石油炼制环境中抗硫化物应力腐蚀开裂材料的选择NACE MR0175 NACE MR0103 ISO 15848 3 3.1 一般要求加氢阀门的设计制造应符合API 600、API 602、BS 1868、BS 1873、ASME B16.34、NACE MR0175、NACE MR0103 及本标准规定。
3.2 3.3 3.4 阀门的结构长度应符合ASME B16.10 规定,API 602(企标)。
阀门的端法兰尺寸应符合ASME B16.5 规定。
所有阀门接触介质的承压部件,均应考虑不小于 3.2mm 的介质对金属腐蚀而造成的减薄量,阀门壁厚应符合API 600、API 602 规定。
3.5 3.6 3.7 3.8 对焊端连接的阀门,对焊端坡口应符合ASME B16.25 规定,不允许采用带垫环型式。
阀门的承插焊连接端部尺寸应符合ASME B16.11 规定。
阀门的对焊端连接端部尺寸应符合ASME B16.25 及ASME B36.10M 规定。
阀门的检查和试验应符合API 598 规定。
试验时间为规定时间的两倍,并全数(100%)用液体作高压密封试验,用0.6MPa 作气压密封试验。
3.9 除API 602 外,阀门流道最小内径按照ASME B16.34 附录 A 关于公称管道尺寸和压力等级的规定。
4 其他要求 4.1 发到现场的阀门应是装配完整、性能良好的阀门,买方不需要再进行其它工作就可直接使用。
4.2 带有轴承和齿轮传动的阀门,装配前应充装足够的润滑油。
4.3 DN≥NPS2”的闸阀应选用楔式弹性闸板。
4.4 制造商对其制造用的阀门结构图(包括结构尺寸、零部件明细表、强度试验条件等内容)在制造前,应交由买方确认。
4.5 阀体不得采用锻焊或铸焊结构。
4.6 阀门手轮的尺寸设计应使手动操作力不应超过350N。
4.7 阀杆密封面粗糙度应不大于Ra0.4.4.8 填料箱与填料和柔性石墨包覆圈接触的表面粗糙度应不大于Ra1.6。
4.9 填料压盖和填料压套采用分体式设计,球面结合。
4.10 阀门承压零部件强度设计时,应充分考虑刚度,应采用有限元应力分析法;流场分析采用有限元分析软件进行优化结构参数。
5 材料5.1 所有阀体、阀盖、阀杆、闸板(阀瓣)、阀座、金属密封环垫圈(RJ),对于自紧密封阀门,还应包括填料箱、密封圈等零件材料均应符合相应ASTM 标准的要求。
5.2 锻件 5.2.1 对碳素钢应采用电炉加VOD 或更好的冶炼方法冶炼;对奥氏体不锈钢应采用电炉加AOD 或更好的冶炼方法冶炼。
硫、磷有害杂质元素的含量应分别小于0.015%、0.020%。
对碳素钢碳当量CE 不大于0.40%(炉后)。
5.2.2 对碳素钢锻件,锻后应进行正火处理;对合金钢锻件,锻后应进行“正火+回火”或“淬火+回火”处理;对奥氏体不锈钢锻件,应进行固溶处理,对稳定型奥氏体不锈钢锻件,应进行固溶和稳定化热处理,对沉淀硬化不锈钢锻件,应进行固溶+时效热处理。
5.2.3 每批锻件(指同批号、同材质、同规格、同炉号、同热处理条件)至少抽验一次化学成分和机械性能试验,试验结果应符合ASTM 标准要求。
5.2.4 每批锻件至少抽检一次金相结构和侵蚀试验,试验按ASTM E381 标准进行。
结果应符合下列要求:a) 对于碳素钢,晶粒度应不低于ASTM E112 标准中的 5 级要求;b) 对于不锈钢,晶粒度应不低于ASTM E112 标准中的7 级。
c) d) 无枝晶和柱状组织。
非金属夹带物应不低于ASTM E45 标准:对于碳素钢:硫化物≤1.0 级硅酸盐≤1.5 级氧化铝≤1.0 级球化氧化物≤2 级总级别数≤5 级对于不锈钢:硫化物≤0.5 级硅酸盐≤1.5 级氧化铝≤1.0 级球化氧化物≤2 级总级别数≤3 级e) 不允许有尺寸大于ASTM E45 标准中的 2.5 级的偏析和带状不均匀组织。
f) 5.2.5 不允许有条状夹渣和裂纹。
承插焊和对焊连接锻造阀体,应逐件检查焊接端的硬度,验收按相应ASTM 标准规定。
5.2.6 5.2.6.1 外观检查应逐件进行,且应符合下列要求:对深度不大于实际壁厚的10%且不侵入最小壁厚的结疤、发裂、折叠、夹渣,允许研磨清除,消除缺陷后剩余的壁厚应不小于最小壁厚。
否则,该锻件应给予报废。
5.2.6.2 5.2.6.3 锻件精加工后,不允许有微裂纹。
锻件承压部件(包括阀杆),应逐件进行超声波检查,检查按ASTM A388 标准进行。
检查结果应符合下列要求:a) b) 5.2.6.4 单个圆形缺陷尺寸应不大于当量直径Φ2mm。
3 无密集缺陷,50cm 范围,当量直径Φ1.5mm 不超过 5 个缺陷回波显示。
对碳素体锻制承压部件的焊接端部和应力集中区域,应逐件进行磁粉检查,检查按ASTM A275 标准进行。
检查结果应符合下列要求:a) b) c) d) 无任何裂纹和白点。
任何线性显示的长度不大于2mm。
单个圆形缺陷的尺寸不大于4mm。
密集缺陷(指尺寸小于0.5mm 的集中缺陷)累积长度在任何100mm×100mm 的面积中不大于2mm。
5.2.6.5 对不锈钢锻制承压部件的焊接端部和应力集中区域,应逐件进行液体渗透检查,检查按ASTM E165 标准进行。
检查结果应符合下列要求:a) 无任何裂纹和白点。
b) 任何线性显示的长度不大于2mm。
c) 单个圆形缺陷的尺寸不大于2mm。
d) 密集缺陷(指尺寸小于0.5mm 的集中缺陷)累积长度在任何100mm×100mm 的面积中不大于2mm。
5.2.6.6 任何承压部件的缺陷不允许焊补修复。
5.3 铸件5.3.1 对碳素钢应采用电炉VOD 或更好冶炼方法冶炼;对奥氏体不锈钢应采用电炉加AOD 或更好冶炼方法冶炼。
硫、磷有害杂质元素的含量应分别小于0.015%、0.020%。
对碳素钢碳当量CE 不大于0.40%(炉后)。
5.3.2 对碳素钢铸件,铸后应进行正火处理;对合金钢铸件,铸后应进行“正火+回火”处理;对奥氏体不锈钢铸件,应进行固溶处理。
对稳定型奥氏体不锈钢铸件,应进行固溶和稳定化热处理。
5.3.3 每批铸件(指同批号、同材质、同规格、同炉号、同热处理条件)至少抽检一次化学成分和机械性能试验,试验结果应符合ASTM 标准要求。
5.3.4 每批铸件至少抽检一次金相结构和侵蚀试验,试验按ASTM E381 标准进行。
结果应符合下列要求:a) 对于碳素钢,晶粒度应不低于ASTM E112 标准中的 5 级要求;b) 对于不锈钢应不低于ASTM E112 标准中的7 级。
c)无枝晶和柱状组织。
d) 非金属夹带物应不低于ASTM E45 标准:对于碳素钢:硫化物≤0.5 级硅酸盐≤1.5 级氧化铝≤1.5 级球化氧化物≤2 级总级别数≤6 级对于不锈钢:硫化物≤0.5 级硅酸盐≤1.5 级氧化铝≤1.5 级球化氧化物≤2 级总级别数≤4.5 级e) f) 5.3.5 5.3.6 不允许有尺寸大于ASTM E45 标准中的 2.5 级的偏析和带状不均匀组织。
不允许有条状夹渣和裂纹。
外观检查应逐件进行,且不低于MSS SP-55 标准中的 B 级要求:铸件承压部件,应逐件进行射线检查,检查方法和质量评定按ASME B16.34、SP-54 MSS 标准进行。
检查结果应符合下列要求:气孔(A):不小于 2 级。
夹砂(B):不小于 2 级。
缩孔(CA、CB、CC、CD)不小于2 级。
热裂纹和冷裂纹(D、E):无。
夹杂、麻孔(F、G):无。
5.3.7 对碳素钢铸件应逐件进行磁粉检查,检查按ASTM E709 标准进行,检查结果应符合下列要求:a) b) c) d) 无任何热裂纹和冷裂纹。
任何线性显示的长度不大于2mm。
单个圆形缺陷的尺寸不大于4mm。
密集缺陷(指尺寸小于0.5mm 的集中缺陷)累积长度在任何100mmX100mm 的面积中不大于2mm。