JIS G 4313-1996 弹簧用冷轧不锈钢带(中文版)
JISG4313-1996弹簧用冷轧不锈钢带(中文版)
JISG4313-1996弹簧用冷轧不锈钢带(中文版)JIS G 4313-19962001年确认弹簧用冷轧不锈钢带Cold rolled stainless steel strip for springs1.适用范围此日本工业标准是对弹簧用不锈钢带(以下称为“钢带”)的规定,这类钢带主要用于制作汽车、电气机械等使用的簧片形弹簧及螺旋形弹簧。
备注1.本标准引用的其他标准见附表1。
2.本标准对应的相关标准如下:JIS H 3130 锡磷青铜和锌白铜板带材标准ISO 6931-2:1989 弹簧用不锈钢 - 第二部分:钢带ISO 9447:1990 冷轧不锈钢窄带 - 尺寸和形状公差3.SUS632J1-CSP的化学成分,参照1982年(昭和57年4月27日登记)和1985年(昭和60年3月29日登记)的登记。
另外,本标准附表所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
2.种类及记号钢带分为5种,其记号及分类按表1所示。
表1 种类记号及分类3.化学成分3.1铸钢分析钢带按照8.1的方法测试,成分应按表2~4所示3.2成品分析对于客户无特别要求的钢带产品的成分按照8.1的方法测试,成分的变动范围参见JIS G 0321表4.表 3 马氏体钢的化学成分单位:%表 4 沉淀硬化钢的化学成分单位:%4.机械性能4.1 钢带的硬度及弯曲试验值见表5。
试验方法按8.2执行。
但经弯曲试验时弯曲后试样受弯曲部分的外侧面不得产生龟裂,观察采用5-20倍的放大镜进行检查。
注(1):记号SEH是为了与EH进行硬度范围区分。
备注:1.表中所给的弯曲限度是指内侧半径,其弯曲角度应为90°。
另外,只适用于订货者有要求的情况。
2.对SUS631-CSP钢的沉淀硬化热处理应符合下述有关的各项(1)对调质代号为“0”的钢带按下述两种方法之一进行处理:TH1050:于760±15℃保温90分钟,然后在1小时内降温到15℃或15℃以下,保温30分钟,然后升温至565±10℃保温60分钟后空冷。
JIS G3131-1996 中文版 热轧低碳钢板、薄板及带材

10.报告书
订货方预先有要求时,生产厂应按 JISG0303 节 8(报告书)的规定写出报告书。
附表 1 引用标准
JISG0303 钢材检验的一般规则 JISG1211 钢及铁中碳含量分析方法 JISG1213 钢及铁中锰含量分析方法 JISG1214 钢及铁中磷含量分析方法 JISG1215 钢及铁中硫含量分析方法 JISG1253 钢及铁的光电发射光谱分析方法 JISG1256 钢及铁的 X 射线荧光分析方法 JISG1257 钢及铁的原子吸收光谱分析方法 JISG1258 钢的感应结合等离子发射光谱分析方法 JISG3193 热轧钢板及钢带的形状、尺寸、重量及其允许偏差 JISZ2201 金属材料拉伸试样 JISZ2204 金属材料弯曲试样 JISZ2241 金属材料拉伸试验方法 JISZ2248 金属材料弯曲试验方法 ISO6892 金属材料拉伸试验 ISO7438 金属材料弯曲试验
8.检验
8.1 检查 检查依据如下规定:
(1) 检查的一般事项依据 JISG0303 的规定。 (2) 化学成分必须符合本标准节 3 的规定。 (3) 力学性能必须符合本标准节 4 的规定。 (4) 形状、尺寸及重量,必须符合本标准节 5 的规定。 (5) 外观必须符合本标准节 6 的规定。 8.2 复验
3. 化学成分
钢板及钢带须进行本标准节 7.1 规定的试验,其熔炼分析值应符合表 2 的规定。
表 2 化学成分
单位:%
牌号
C
Mn
P
S
SPHC
≤0.15
≤0.60
≤0.050
≤0.050
SPHD
≤0.10
≤0.50
≤0.040
≤0.040
SPHE
国内外不锈钢标准目录大全

国内外不锈钢标准目录中国 (2)基础标准: (2)型钢(棒、坯、角钢、扁钢) (2)钢板与钢带 (2)钢管(无缝钢管) (3)钢管(焊接钢管) (3)盘条、钢丝及制品 (4)美国 (5)棒材和型材 (5)不锈钢板与钢带 (5)盘条与钢丝 (6)钢管 (7)日本 (8)棒材与型钢 (8)钢板与钢带 (9)盘条、钢丝及制品 (9)钢管 (9)欧洲 (10)棒、型、锻件 (10)板、带、丝 (11)钢管 (11)中国基础标准:GB/T 20878-2007不锈钢和耐热钢牌号及化学成分型钢(棒、坯、角钢、扁钢)GB/T 1220-2007不锈钢棒GB/T 4226-2009不锈钢冷加工钢棒YB/T 2008-2007不锈钢无缝钢管圆管坯YB/T 5089-2007锻件用不锈钢钢坯YB/T 5134-2007手表用不锈钢扁钢YB/T5309-2006不锈钢热轧等边角钢钢板与钢带GB/T 3280-2007 不锈钢冷轧钢板和钢带GB/T 4237-2007 不锈钢热轧钢板和钢带GB/T 8165-2008 不锈钢复合钢板和钢带GB/T 21074-2007 针管用不锈钢精密冷轧钢带GB 24511-2009 承压设备用不锈钢钢板及钢带GB/T 24170.1-2009 表面抗菌不锈钢第1部分:电化学法YB/T 085-2007 磁头用不锈钢冷轧钢带YB/T 110-1997 彩色显像管弹簧用不锈钢冷轧钢带YB/T 5310-2006 弹簧用不锈钢冷轧钢带YB/T 4171-2008 含铜抗菌不锈钢钢管(无缝钢管)GB/T 3089-2008 不锈钢极薄壁无缝钢管GB/T 3090-2000 不锈钢小直径无缝钢管GB 6479-2000 高压化肥设备用无缝钢管GB 9948-2006 石油裂化用无缝钢管GB 13296-2007 锅炉、热交换器用不锈钢无缝钢管GB/T 14975-2002 结构用不锈钢无缝钢管GB/T 14976-2002 流体输送用不锈钢无缝钢管GB/T 21833-2008 奥氏体-铁素体型双相不锈钢无缝钢管YB/T 5307-2006 S型钎焊不锈钢金属软管YB/T 4205-2009 给水加热器用奥氏体不锈钢U形无缝钢管20090646-Q-605 承压设备用无缝复合钢管2010-0241T—YB 大直径奥氏体不锈钢无缝管钢管(焊接钢管)GB/T 12770-2002 机械结构用不锈钢焊接钢管GB/T 12771-2008 流体输送用不锈钢焊接钢管GB/T 18704-2008 结构用不锈钢复合管GB/T21832—2008 奥氏体-铁素体双相不锈钢焊接钢管GB/T 24593-2009 锅炉和热交换器用奥氏体不锈钢焊接钢管YB/T 4204-2009 供水用不锈钢焊接钢管YB/T5363-2006 装饰用焊接不锈钢管2009-0159T-YB 给水加热器用铁素体不锈钢焊接钢管盘条、钢丝及制品GB/T 4356-2002 不锈钢盘条GB/T 4241-2006 焊接用不锈钢盘条GB/T 4240-2009 不锈钢丝GB/T 4232-2009 冷顶锻用不锈钢丝GB/T 24588-2009 不锈弹簧钢丝GB/T 9944-2002 不锈钢丝绳YB/T 5091-1993 惰性气体保护焊接用不锈钢钢棒和钢丝YB/T 5092-2005 焊接用不锈钢丝YB/T 5219-1993 医用缝合针钢丝YB/T 096-1997(2005)高碳铬不锈钢丝20081750-T-605 不锈钢钢绞线20090652-T-605 辐条用不锈钢丝2010-0236T-YB 不锈钢丝绳用钢丝2010-0235T-YB 不锈钢拉索美国棒材和型材ASTM A959 压力加工用不锈钢标准牌号化学成分协调导则ATM A484/484M-10 不锈钢棒材、钢坯、和锻件一般要求ASTM A275/A275M-08 不锈钢棒材和型材ASTM A314-8锻件用不锈钢钢坯和棒材ASTM A473-01(2009) 不锈钢锻件ASTMA564/A564M-04(2009) 热轧和冷加工时效硬化不锈钢棒材和型钢ASTM A565/A565M-05a(2009) 高温用马氏体不锈钢棒材ASTM A1021/A1021M-05(2010) 高温用马氏体不锈钢锻件和锻坯ASTM A582/A582M-05 易切削不锈钢棒ASTM A705/A705M-95(2009) 时效硬化不锈钢锻件ASTM A193/A193M-10a 高温和其他特殊用途用合金钢、不锈钢螺栓ASTM A479/A479M-10a 锅炉和其他压力容器用不锈钢棒材和型钢ASTM A955/A955M-10 混凝土增强用变形钢筋和普通不锈钢棒不锈钢板与钢带ASTM A480/A480M–10 扁平轧制不锈钢和耐热钢板材、薄板和带材一般要求ASTM A167-99(2009) 不锈钢和耐热铬镍钢板、薄钢板及带材ASTM A947M- 95(2004) 织构不锈钢薄板ASTM A240/A240M-10 压力容器和一般用途用铬、铬镍不锈钢和耐热钢板、薄板及带材ASTM A1010/A1010M-01(2009)高强度马氏体不锈钢板、薄板和带材ASTM A693-06 沉淀硬化不锈和耐热钢板、薄板和带材ASTM A 666-03 退火或冷加工的奥氏体不锈钢薄板、带材、中厚板和扁钢ASTM A263-09 铬不锈钢复合厚钢板ASTM A264-09 铬-镍不锈钢复合厚钢板ASTM A793 - 96(2009) 地板用不锈钢轧制厚板ASTM A887-89(2009)核工业用经硼酸处理的不锈钢板、薄板和带材ASTM A895-89(2009) 易切削不锈钢板、薄板和带材盘条与钢丝ASTM A555/A555M-05(2009) 不锈钢丝和盘条的一般要求ASTM A492-95(2009) 不锈钢丝绳用钢丝ASTM A493-09 冷镦和冷锻不锈钢钢丝ASTM A580/A580M-08 不锈钢丝ASTM A581/A581M-95b(2009) 易切削不锈钢丝和盘条ASTM A313/A313M-10 不锈钢弹簧钢丝ASTM A478-97(2008) 铬镍不锈钢和耐热钢制的编织钢丝ASTM A368-95a(2009) 不锈钢绞线钢管ASTM A999/A999M-04a(2009) 合金钢及不锈钢管一般要求ASTM A1016/A1016M -08 铁素体和奥氏体不锈钢管的一般要求ASTM A270/A270M-10 卫生设备用无缝和焊接奥氏体不锈钢ASTM A632-04(2009) 一般设备用无缝和焊接奥氏体不锈钢管(小直径)ASTM A269 -10 一般用途无缝和焊接奥氏体不锈钢管ASTM A312/A312M-09 无缝、焊接和冷加工用奥氏体不锈钢管ASTM A790/A790M-09a 无缝与焊接铁素体/奥氏体不锈钢管ASTM A826/A826M-95增殖反应堆堆芯部件用奥氏体和铁素体不锈钢管ASTM A789/A789M-10 一般用途无缝和焊接铁素体/奥氏体不锈钢管ASTM A688/A688M-10 给水加热器用奥氏体不锈钢焊管ASTM A335/A335M-10a 高温用铁素体合金钢无缝钢管ASTM A813/A813M-09 单或双焊接奥氏体不锈钢管ASTM A814/A814M-08 冷加工焊接奥氏体不锈钢管ASTM A778-01(2009)e1 焊接未退火的奥氏体不锈钢管制品ASTM A943/A943M-01(2009) 喷模制奥氏体不锈钢无缝钢管ASTM A949/A949M-01(2009) 喷模制无缝铁素体/奥氏体不锈钢管ASTM A268/A268M-10 一般用铁素体和马氏体不锈钢无缝和焊接钢管ASTM A511/A511M-08 机械工程用不锈钢无缝管ASTM A554-10 焊接不锈钢机械管ASTM A733-03(2009)e1 碳素钢和奥氏体不锈钢焊接和无缝螺纹钢管ASTM A872/A872M-07a 腐蚀环境下用离心铸造铁素体/奥氏体不锈钢管ASTM A908-03(2008)e1 不锈钢针管ASTM A928/A928M-09a 填充金属电熔焊铁素体/奥氏体不锈钢管ASTM A249/A249M-10 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢日本棒材与型钢JIS G4303-2005不锈钢棒JIS G4317-2005热轧不锈钢等边角钢JIS G4321-2000建筑结构用不锈钢JIS G4318-1998冷精轧不锈钢棒JIS G4319-1991不锈钢锻件用初轧坯和钢坯JIS G4320-2003冷成形不锈钢型材JIS G4322-2008混凝土增强用不锈钢棒材JIS G3214-1991 压力容器用不锈钢锻件钢板与钢带JIS G4304-2005 热轧不锈钢板材、薄板和带材JIS G4305-2005 冷轧不锈钢板材、薄板和带材JIS G4313-1996 弹簧用冷轧不锈钢带JIS G3320-1999 涂层不锈钢薄板JIS G4310-1999 不锈钢板、薄板及耐热钢板、薄板的质量计算方法JIS G3601-2002 不锈钢复合钢盘条、钢丝及制品JIS G4308-1998不锈钢盘条JIS G4309-1999不锈钢丝JIS G4315-2000冷镦和冷锻用不锈钢丝JIS G4314-1994弹簧用不锈钢丝JIS G4316-1991焊接用不锈钢丝JIS G7602-2000弹簧用不锈钢.第1部分:线材JIS G3535-1998航空控制器用钢丝绳JIS G3540-1995机械控制用钢丝绳JIS G3550-2003 结构用不锈钢丝绳JIS G3557-2004通用不锈钢丝绳钢管JIS G3463-2006 锅炉与热交换器用不锈钢钢管JIS G7222-2003 承压用无缝钢管.交货技术条件. 第4部分:奥氏体不锈钢(ISO规范)JIS G7226-2003 承压用焊接钢管.交货技术条件. 第6部分:纵向焊接的奥氏体不锈钢管(ISO规范)JIS G3446-2004 机械和结构用不锈钢钢管JIS G3448-2004 普通管道用不锈钢钢管JIS G3459-2004 不锈钢钢管JIS G3468-2004 大口径焊接不锈钢管欧洲棒、型、锻件EN 10088-3-2005 不锈钢.第3部分:通用耐腐蚀钢半成品、棒材、盘条、钢丝、型钢和银亮钢的交货技术条件EN 10088-5:2009 不锈钢.第5部分::建筑结构用半成品、棒材、盘条、钢丝、型钢和银亮钢的交货技术条件EN 10272:2007 压力设备用不锈钢棒材EN10222-2-1999 压力容器用钢锻件第2部分特定高温性能的铁素体和马氏体钢EN10222-5-1999 压力容器用钢锻件第5部分马氏体、奥氏体和铁素体不锈钢EN 10250-4:1999 一般工程用模具钢锻件第4部分: 不锈钢板、带、丝EN 10088-2:2005 不锈钢.第2部分:通用耐腐蚀钢板、钢带用交货技术条件EN 10088-4:2009 不锈钢.第4部分:建筑结构用钢板、钢带的交货技术条件EN 10151:2002 弹簧用不锈钢带交货技术条件EN 10264-4:2002钢丝和钢丝产品绳索用钢丝棒材和线材第4部分:不锈钢丝EN 10263-5:2001 冷镦和冷挤压钢棒材和线材第5部分:不锈钢交货技术条件EN 10270-3:2001 机械弹簧用钢丝第3部分:不锈弹簧钢丝钢管EN 10216-5:2004 压力用无缝钢管交货技术条件第5部分:不锈钢EN 10217-7:2005 压力用焊接钢管交货技术条件第7部分:不锈钢EN 10296-2:2005 机械和一般工程用螺旋焊管交货技术条件第2部分:不锈钢EN 10297-2:2005 机械和一般工程用无缝管交货技术条件第2部分:不锈钢EN ISO 1127:1996 不锈钢管尺寸、公差和单位长度的公称质量11。
439M不锈钢冷轧钢板(带)技术条件049-2008

山西太钢不锈钢股份有限公司企业标准Q/太新049-2008439M不锈钢冷轧钢板(带)技术条件2009-2-26发布2009-2-27实施山西太钢不锈钢股份有限公司技术中心发布439M不锈钢冷轧钢板(带)技术条件Q/太新049-2008 —————————————————————————————————1 适用范围本标准规定了用于生产汽车排气系统消音器用铁素体不锈钢439M钢板及钢带的技术要求及439M不锈钢冷轧钢板(带)的尺寸、外形、技术条件、试验方法、检验规则、包装、标志及质量证明书等。
2 引用标准下列文件中的条款通过本标准的引用而构成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修改版均不适用于本标准,凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法JIS Z 2201 金属材料拉伸试样JIS Z 2241 金属材料拉伸试验—试验方法GB/T 232.1 金属材料弯曲试验方法GB/T 247 钢板和钢带验收、包装、标志和质量证明书的一般规定GB/T 708 冷轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备GB/T 3280 不锈钢冷轧钢板和钢带GB/T 230.1 金属洛氏硬度试验第1部分:试验方法GB/T 4340.1 金属维氏硬度试验第1部分:试验方法GB/T20066 钢和铁化学成分测定用试样的取样和制样方法JIS 4305-2005 冷轧不锈钢钢板和钢带3技术要求3.1牌号和化学成分3.1.1 钢的牌号和化学成分(熔炼分析)应符合表1的规定。
表1 钢的化学成分要求 单位:wt %3.1.2钢的化学成分允许偏差应符合GB/T 222中表3中规定。
3.2力学性能经热处理的钢带力学性能应符合表2的规定。
表2 钢带的力学性能3.3交货状态冷轧退火、酸洗态。
各国标准对照表
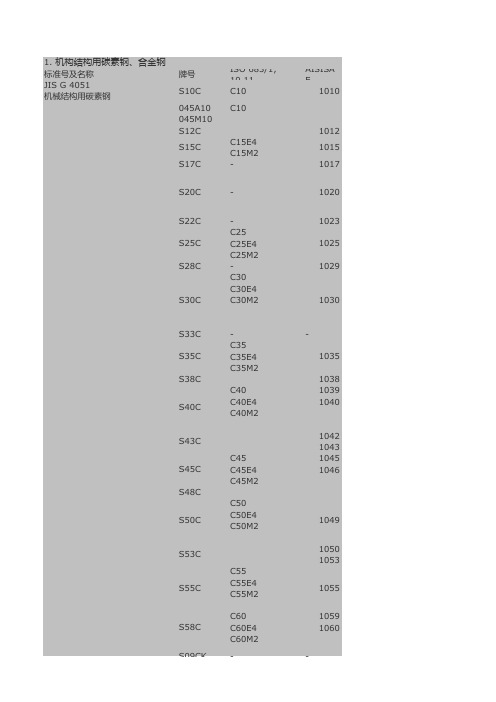
牌号ISO 683/1, 10,11AISISAE 045A10045M10S12C 1012C15E4C15M2S17C -1017S22C -1023C25C25E4C25M2S28C-1029C30C30E4C30M2S33C --C35C35E4C35M2S38C 1038C401039C40E41040C40M210421043C451045C45E41046C45M2S48C C50C50E4C50M210501053C55C55E4C55M2C601059C60E41060C60M2C10S15C 1015S20C -1020S25C 1025S30C 1030S35C 1035S40CS43C S45C S50C1049S53CS55C 1055S58C S09CK--1. 机构结构用碳素钢、合金钢标准号及名称JIS G 4051S10C C101010机械结构用碳素钢S15CK --S20CK --SNC236--SNC415--SNC631--SNC81515NiCr13-SNC836--20NiCrMo2861520NiCrMoS286178620862241CrNiMo2863741CrNiMoS28640SNCM415--SNCM431--SNCM439-4340SNCM447--SNCM616--SNCM625--SNCM630--SNCM815--16MnCr516MnCrS520Cr420CrS434Cr4513034CrS4513234Cr434CrS437Cr437CrS437Cr437CrS441Cr441CrS4SCr445--SCM415--18CrMo418CrMoS4SCM420--SCM421--SCM43234Cro434CrMoS442CrMo4414042CrMoS441424145S09CK --JIS G 4102镍铬钢JIS G 4103SNCM220镍铬钼钢SNCM240SNCM420-4320JIS G 4104SCr415-铬钢SCr4205120SCr430SCr4355132SCr4405140JIS G 4105铬钼钢SCM418--4131SCM4354137SCM430SCM440SCM445-4147SCM822--SMn42022Mn61522SMnC420--SMnC443--SMn420H 22Mn61522H SMn433H --SMn438H 36Mn61541H SMn443H 42Mn61541H SMnC420H --SMnC443H --16MnCr516MnCrS520Cr420CrS434Cr45130H 34CrS45132H 34Cr434CrS437Cr437CrS437Cr437CrS441Cr441CrS4SCM415H --18CrMo418CrMoS4SCM420H --34CrMo44135H 34CrMoS44137H 42CrMo44140H 42CrMoS44142H 4145H 4147H SCM822H --SNC415H --SNC631H --SNC815H15NiCr13-20NiCrMo28617H 20NiCrMoS28620H 8622H SNCM420H -4320HSNB5-5014140SCM445-JIS G 4106机械结构用锰钢及铬锰钢SMn433-1534SMn43836Mn61541SMn44342Mn61541-铝铬钼钢JIS G 4052保证淬透性结构钢JIS G 4202SACM64541CrA1-Mo74SCr415H -SCr420H 5120H SCr430HSCr435H5135HSCr440H 5140H SCM418H -SCM435H SCM440H SCM445H -SNCM220H JIS G 4107高温用合金钢螺栓材SNB7-41424145SNB16--SNB21-1~5--SNB22-1~5-4142H SNB23-1~5-E4340HSNB24-1~5-4340UNS AISIJIS G 4303~4305SUS 201A-2S20100201不锈钢棒SUS 202A-3S20200202热轧不锈钢钢板及钢带SUS 301l4S30100301冷轧不锈钢钢板及钢带SUS 301L SUS 301J1JIS G 4308~4309SUS 30212,10(1)S30200302不锈钢线材SUS 302B S3*******B不锈钢丝SUS 30317S3*******SUS 303Se 17aS3*******SeJIS G 4313~4315SUS 30411S30400304弹簧用不锈钢带SUS 304L 10S30403304L 弹簧用不锈钢丝SUS 304N1S30451304N 冷镦用不锈钢丝SUS 304N2S30452SUS 304LN 10NS30453304LNJIS G 4317~4320SUS 304J1热轧不锈钢等边角钢SUS 304J2冷轧不锈钢钢棒SUS 304J3S30431S30431不锈钢锻件用钢坯SUS 30513S30500305冷成形不锈钢等边角钢SUS 305J1SUS 309S 13(1)S3*******S SUS310S 16(1)S31008310SSUS 31620S3160031620aSUS 316L19S31603316L19aSUS 316N S3*******N SUS316LN19NS31653316LN19aNSUS 316Ti S31635SUS 316J1SUS 316J1L SUS 317S3*******SNB7-JIS G 4108特殊用途合金钢螺栓用棒钢注1) BS 15062) DIN 17240, DIN 1654 Part43) NF A35-5582. 不锈钢、耐热钢标准号及名称JISISO美国SUS 317L24S31703317LSUS 317LN S31753SUS 317J1 SUS 317J2 SUS317J3L SUS 317J4L N08367SUS317J5LA-4N08904N08904 SUS 32115、11(1)S3******* SUS 34716、12(1)S3******* SUS 384D25(2)S3******* SUS XM7D26(2)S3*******Cu XUSXM15J1S38100SUS 329J1S32900329SUS 329J3L S39240S31803SUS 329J4L S39275S31260SUS 4052S40500405SUS 410LSUS 429S42900429SUS 4308,4(1)S4*******SUS 430F8a S4*******FSUS430LX8b S43035SUS430J1LSUS 4349c S4*******SUS 436L S4*******SUS436J1LSUS 444F1S44400444SUS 447J1S44700SUS XM27S44627SUS 403S40300403SUS 4103S41000410SUS 410S1S41008410SSUS410F2SUS 410J1S41025SUS 4167S41600416SUS 420J14S42000420SUS 420J25S42000420SUS 420F S4*******FSUS420F2SUS 429J1SUS 4319b S4*******SUS 440A S4*******ASUS 440B S4*******BSUS 440C A-1b S4*******CSUS 440F S44020S44020SUS 6301(3)S17400S17400SUS 6312(3)S17700S17700SUS 632J1JIS G 4311~4315SUH 31耐热钢棒SUH 35X53CrMnNi 214耐热钢板-4SUH 36S63008SUH 37S63017SUH 38SUH 30913(1)S3*******SUH 31017(1)S3*******SUH 33018(1)N08330N08330SUH 660S66286SUH 66112(4)R30155SUH 21SUH 4091Ti,1(1)S40900409SUH 409L SUH 4467(1)S4*******SUH 1X4CrSi93(4)S65007SUH 3SUH 4X85CrMoV 18 2(4)SUH 11X85CrSi82(4)SUH 600SUH 616S42200AISIASTMSK1TC140-SK2TC120W1-111/2SK3TC105W1-10SK4TC90W1-9TC90TC80TC80TC70SK7--SKH2HS18-0-1T1SKH3HS18-1-1-5T4SKH4HS18-0-1-10T5SKH10HS12-1-5-5T15SKH51HS6-5-2M2SKH52-M3-1SKH53HS6-5-3M3-2SKH54-M4SKH55HS6-5-2-5-SKH56-M36SKH57HS10-4-3-10-注:1. ISO 是根据ISO 683/13对照。
JIS G 钢铁

JIS G0201-2000 钢铁术语集(热处理)JIS G0202-1987 钢铁术语(试验)JIS G0203-2000 钢铁术语(产品和质量)JIS G0204-2000 钢产品.定义和分类JIS G0303-2000 钢检验总则JIS G0306-1988 钢锻件--总的技术要求JIS G0307-1998 铸钢件的制造试验及检查通则JIS G0321-2002 锻钢的产品分析及其误差JIS G0404-1999 钢和钢制品.一般技术提交要求JIS G0415-1999 钢和钢制品.检验文献JIS G0416-1999 钢和钢制品.机械试验的试验样品的制备和定位JIS G0431-2001 无损检验认证资格(勘误 1)JIS G0551-1998 钢中奥氏体结晶粒度测定的检验方法JIS G0552-1998 钢中铁素体结晶粒度测定的检验方法JIS G0553-1996 钢的宏观结构检验方法JIS G0555-1998 钢中非金属夹杂物的显微试验方法JIS G0556-1998 钢宏观条痕试验方法JIS G0557-1996 钢的渗碳硬化层深度的测量方法JIS G0558-1998 钢的脱碳层深度的测定方法JIS G0559-1996 钢的火焰淬火或感应淬火硬化层深度的测量方法JIS G0560-1998 钢的硫印试验方法JIS G0561-1998 钢的淬透性试验方法(末端淬火法)JIS G0562-1993 钢和铁氮化深度测量方法JIS G0563-1993 氮化钢和铁的表面硬度的测量方法JIS G0565-1992 钢铁材料的磁粉探伤试验方法及磁粉显示的分类JIS G0566-1980 钢的火花试验方法JIS G0567-1998 钢铁材料及耐热合金的高温拉力试验方法JIS G0568-1993 钢产品的涡流探伤试验方法JIS G0571-1980 不锈钢的10%草酸侵蚀试验方法JIS G0572-1984 不锈钢的硫酸-硫酸铁腐蚀试验方法JIS G0573-1999 不锈钢的65%硝酸腐蚀试验方法JIS G0574-1980 不锈钢的硝酸-氢氟酸腐蚀试验方法JIS G0575-1999 不锈钢的硫酸-硫酸铜腐蚀试验方法JIS G0576-2001 不锈钢的应力腐蚀断裂试验JIS G0577-1981 不锈钢的点腐蚀电位测定方法JIS G0578-2000 不锈钢的氯化铁腐蚀试验方法JIS G0579-1983 不锈钢阳极极性化测量的标志方法JIS G0580-1986 不锈钢的电化学再生率的测定方法JIS G0581-1999 钢铸件的放射线检验法JIS G0582-1998 钢管的超声波探伤检验方法JIS G0583-2000 钢管的涡流探伤检验方法JIS G0584-1998 电弧焊钢管的超声波探伤检验方法JIS G0585-2002 铸钢件的射线照相检验JIS G0587-1995 碳钢及低合金钢锻件的超声检验方法JIS G0588-1995 钢铸件表面质量的表观检查和分类JIS G0591-2000 不锈钢的硫酸腐蚀试验方法JIS G0601-1989 复合钢的试验方法JIS G0602-1993 限定型层压阻尼钢薄板阻尼振动特性的试验方法JIS G0701-1957 钢材锻造加工锻造比的表示符号JIS G0702-1995 连续式钢材加热炉的热平衡计算方法JIS G0703-1995 电弧炉热平衡计算方法JIS G0801-1993 压力容器用钢板的超声检验JIS G0802-1998 不锈钢板的超声波探伤检验方法JIS G0901-1992 用超声波试验对结构轧钢板和建筑用宽钢平板的分类JIS G1201-2001 钢铁分析方法通则JIS G1204-1978 钢铁荧光X射线分析方法通则JIS G1211-1995 钢和铁.碳含量测定方法JIS G1212-1997 钢铁中硅含量的测定方法JIS G1213-2001 钢铁.锰含量的测定方法JIS G1214-1998 钢铁中磷的定量分析方法JIS G1215 AMD 1-1999 铁和钢.硫含量的测定方法JIS G1215-1994 钢铁中硫的定量分析方法JIS G1216-1997 钢铁中镍含量的测定方法JIS G1217-1992 钢铁中氯含量的测定方法JIS G1218 AMD 1-1999 铁和钢.钼含量的测定方法(补充件1)JIS G1218-1994 钢铁中钼含量的测定方法JIS G1219-1997 钢铁中铜含量的测定方法JIS G1220-1994 钢铁中钨含量的测定方法JIS G1221-1998 钢铁中钒含量的测定方法JIS G1222 AMD 1-1999 钢和铁中钴的测定方法(补充件1)JIS G1222-1999 铁和钢.钴含量的测定方法JIS G1223-1997 钢铁中钛含量的测定方法JIS G1224-2001 钢铁.铝含量的测定方法JIS G1225-1992 钢铁中砷的定量分析方法JIS G1226-1994 钢铁中锡含量的测定方法JIS G1227-1999 钢和铁.硼含量的测定方法JIS G1228-1997 钢铁中氮含量的测定方法JIS G1229-1994 钢.铅含量的测定方法JIS G1232-1980 钢中锆的定量分析方法JIS G1233-1994 钢.硒含量的测定方法JIS G1234-1981 钢中碲含量的测定方法JIS G1235-1981 钢铁中锑含量的测定方法JIS G1236-1992 钢中钽的定量分析方法JIS G1237-1997 钢铁中铌含量的测定方法JIS G1238-1992 钢铁中铬的定量分析方法.电位差或目视滴定方法JIS G1253-2002 钢铁.火花放电原子发射分光光度测定分析法JIS G1256-1997 钢铁的X射线荧光光谱分析法JIS G1257 AMD 1-1999 钢和铁.原子吸收光谱分析方法(补充件1)JIS G1257 AMD 2-2000 钢铁.原子吸收光谱分析方法(勘误2)JIS G1257-1994 钢铁.原子吸收光谱分析方法JIS G1258 AMD 1-2000 钢铁.感应耦合等离子体原子发散光谱分析方法(修改件1)JIS G1258-1999 铁和钢.电感耦合等离子体的发光分光分析法JIS G1281-1977 镍铬铁合金化学分析方法JIS G1301-1987 铁合金化学分析方法通则JIS G1311-1998 锰铁化学分析方法JIS G1312-1998 硅铁化学分析方法JIS G1313-2000 铬铁化学分析方法JIS G1314-1998 硅锰化学分析方法JIS G1316-1998 钨铁化学分析方法JIS G1317-1998 钼铁化学分析方法JIS G1318-1998 钒铁化学分析方法JIS G1319-2000 钛铁化学分析方法JIS G1320-1968 磷铁化学分析方法JIS G1321-1987 金属锰化学分析方法JIS G1322-1977 金属硅化学分析方法JIS G1323-1989 金属铬化学分析方法JIS G1324-1989 钙硅化学分析方法JIS G1325-2000 硅铬铁化学分析方法JIS G1326-2000 镍铁化学分析方法JIS G1327-1992 硼铁化学分析方法JIS G1328-1982 铌铁化学分析方法JIS G1351-1987 铁合金的荧光X射线分析方法JIS G1501-1998 铁合金取样方法通则JIS G1601-1998 测定铁合金成分用试样的取样方法(1.锰铁、硅铁、铬铁、硅锰及硅铬合金) JIS G1602-1998 测定铁合金成分用试样的取样方法(2.钨铁、钼铁、钒铁、钛铁及铌铁合金) JIS G1603-1985 铁合金化学分析的取样方法(第3部分.磷铁、金属锰、金属硅、金属铬、硅钙及硼铁合金)JIS G1604-2000 铁合金化学分析的取样方法(第4部分:镍铁合金)JIS G1641-1998 测定铁合金粒度用试样的取样方法及粒度测定方法JIS G2201-1976 炼钢用生铁JIS G2202-1976 铸造用生铁JIS G2301-1998 锰铁JIS G2302-1998 硅铁JIS G2303-1998 铬铁JIS G2304-1998 硅锰合金JIS G2306-1998 钨铁JIS G2307-1998 钼铁JIS G2308-1998 钒铁JIS G2309-1998 钛铁JIS G2310-1986 磷铁JIS G2311-1986 金属锰JIS G2312-1986 金属硅JIS G2313-1998 金属铬JIS G2314-1986 硅钙合金JIS G2315-1998 硅铬合金JIS G2316-2000 镍铁JIS G2318-1998 硼铁JIS G2319-1998 铌铁JIS G2401-1979 废钢的分类标准JIS G2402-2002 钢铁制造中铝杂质JIS G3101-1995 普通结构用轧制钢材JIS G3103-1987 锅炉及压力容器用碳素钢及钼钢钢板JIS G3104-1987 铆钉用圆钢JIS G3105-1987 链条用圆钢JIS G3106-1999 焊接结构用轧制钢材JIS G3108-1987 银亮钢棒用普通钢材JIS G3109-1994 预应力混凝土用钢筋JIS G3111-1987 再轧钢材JIS G3112-1987 钢筋混凝土用钢筋JIS G3113-1990 汽车结构用热轧钢板、薄板及钢带JIS G3114-1998 焊接结构用耐大气腐蚀热轧钢材JIS G3115 ERRATUM 1-2000 中温用途压力容器钢板(勘误 1)JIS G3115-1-1995 中间温度压力容器用钢板.第1部分:厚钢板JIS G3115-2000 中间温度压力容器用钢板JIS G3116-2000 压力容器用钢薄板、板及钢带JIS G3117-1987 钢筋混凝土用再轧钢筋JIS G3118 ERRATUM 1-2001 中温用途压力容器炭素钢板(勘误 1) JIS G3118-2000 中、常温压力容器用碳素钢钢板JIS G3119-1987 锅炉及压力容器用锰钼钢和锰钼镍钢钢板JIS G3120-1987 压力容器用经调质处理的(锰钼钢及锰钼镍钢)钢板JIS G3123-1987 银亮钢棒JIS G3124-1987 中、常温压力容器用高强度钢板JIS G3125-1987 高级耐大气腐蚀轧制钢材JIS G3126-2000 低温压力容器用碳素钢板JIS G3127-2000 低温压力容器用镍钢板JIS G3128-1999 焊接结构的高弯曲度钢板JIS G3129-1995 塔结构用高强度钢JIS G3131-1996 热轧低碳钢板、薄板及带材JIS G3132-1990 钢管用热轧碳素钢带JIS G3133-1999 搪瓷用脱碳钢板和钢带JIS G3134-1990 汽车用改良可加工性的热轧高强度钢板JIS G3135-1986 汽车用改良可加工性的冷轧高强度钢板JIS G3136-1994 建筑结构用轧制钢JIS G3137-1994 预应力混凝土尺寸变形小钢棒JIS G3138-1996 建筑结构用轧制棒材JIS G3141-1996 冷轧碳钢薄板及钢带JIS G3191-2002 热轧钢棒及盘条的尺寸、质量及允许误差JIS G3192 ERRATUM 1-2000 热轧钢板的尺寸、质量、允许偏差(勘误 1)JIS G3192-2000 热轧型钢的形状、尺寸、质量及其允许误差JIS G3192-2000/ERRATUM 1-2000 热轧型钢的形状、尺寸、质量及其允许误差JIS G3193-1990 热轧钢板、薄板及钢带的尺寸、质量及允许误差JIS G3194-1998 热轧扁钢的形状、尺寸、重量及允许误差JIS G3199-1992 钢板和宽平板通透厚度特性规范JIS G3201-1988 碳素钢锻钢件JIS G3202-1988 压力容器用碳素钢锻钢件JIS G3203-1988 高温压力容器用合金钢锻钢件JIS G3204-1988 压力容器用淬火和回火的合金钢锻件JIS G3205-1988 低温压力容器用锻件JIS G3206-1993 高温下压力容器用高强度铬-钼合金钢锻件JIS G3214-1991 压力容器用不锈钢锻件JIS G3221-1988 铬钼钢锻钢件JIS G3222-1988 镍铬钼钢锻钢件JIS G3223-1988 铁塔法兰盘用高强度钢锻钢件JIS G3251-1988 碳素钢锻件用钢坏JIS G3302-1998 镀锌薄钢板JIS G3303-1987 镀锡薄钢板及镀锡薄钢板用原板JIS G3311-1998 冷轧特殊带钢JIS G3312-1994 着色镀锌薄钢板JIS G3313-1998 电镀锌钢板及钢带JIS G3314-1995 热浸镀铝钢板及卷材JIS G3315-1987 无锡薄钢板(经铬酸处理)JIS G3316-1987 钢制波纹板的形状及尺寸JIS G3317-1994 热浸镀锌5%铝合金镀层钢板和钢带JIS G3318-1994 涂漆热浸镀锌5%铝合金镀层钢板和钢带JIS G3320-1999 涂覆不锈钢板材JIS G3321-1998 热浸55%铝锌合金涂膜钢片和钢带JIS G3322-1998 预涂膜热浸55%铝锌合金涂膜钢片和钢带JIS G3350-1987 普通结构用轻型钢材JIS G3351-1987 金属板网JIS G3352-1979 冷弯波纹钢板JIS G3353-1990 一般结构用轻型焊接工型梁JIS G3391-1953 薄板坯JIS G3429-1988 高压气体容器用无缝钢管JIS G3439-1988 油井用无缝钢管JIS G3441-1988 机械结构用合金钢钢管JIS G3442-1997 一般管道用镀锌钢管JIS G3443-1987 输水管道用涂层钢管JIS G3444-1994 一般结构用碳素钢管JIS G3445-1988 普通结构用碳素钢钢管JIS G3446-1994 机械结构用不锈钢钢管JIS G3447-1997 环境卫生用不锈钢管JIS G3448-1997 普通管路用不锈钢钢管JIS G3451-1987 输水管路用涂层钢管的异型管件JIS G3452-1997 一般管道用碳素钢钢管JIS G3454-1988 压力管路用碳素钢钢管JIS G3455-1988 高压管路用碳素钢钢管JIS G3456-1988 高温管路用碳素钢钢管JIS G3457-1988 管路用电弧焊接碳素钢钢管JIS G3458-1988 管路用合金钢钢管JIS G3459-1997 不锈钢钢管JIS G3460-1988 低温管路用钢管JIS G3461-1988 锅炉与热交换器用碳素钢钢管JIS G3462-1988 锅炉与热交换器用合金钢钢管JIS G3463-1994 锅炉与热交换器用不锈钢钢管JIS G3464-1988 低温热交换器用钢管JIS G3465-1988 钻探用无缝钢管JIS G3466-1988 普通结构用方形碳钢管JIS G3467-1988 加热炉用钢管JIS G3468-1994 管道用电弧焊接大口径不锈钢钢管JIS G3469-2002 聚乙烯覆层钢管JIS G3471-1977 波纹管及波纹型钢JIS G3472-1988 汽车结构用电阻焊碳素钢钢管JIS G3473-1988 汽缸套用碳素钢钢管JIS G3474-1995 塔结构用高强度钢钢管JIS G3475-1996 建筑结构用碳素钢管JIS G3491-1993 输水管路用钢管涂沥青的方法JIS G3492-1993 钢输水管的煤焦油瓷漆保护涂层JIS G3502-1996 钢琴用线材JIS G3503-1980 涂药焊条用线材JIS G3505-1996 低碳钢线材JIS G3506-1996 高碳钢线材JIS G3507-1991 冷镦锻用碳素钢线材JIS G3508-1991 冷镦加工用硼钢棒JIS G3510-1992 轮胎钢芯线试验方法JIS G3521-1991 硬的拉制钢丝JIS G3522-1991 钢琴丝材JIS G3523-1980 涂药电焊条用线材JIS G3525-1998 钢丝绳JIS G3532-2000 低碳钢丝JIS G3533-1993 刺钢丝JIS G3534-1988 镀锌钢绞线JIS G3535-1998 航空用钢丝绳JIS G3536 ERRATUM 1-2000 用于预应力混凝土的无涂层消除应力钢丝绳和股绳钢(勘误 1) JIS G3536-1999 预应力混凝土用无涂覆应力消除钢丝和绞线JIS G3536-1999/ERRATUM 1-2000 预应力混凝土用无应力裸钢丝和绞线JIS G3537-1994 镀锌钢绞线JIS G3538-1994 预应力混凝土用冷拉硬钢丝JIS G3539-1991 冷镦锻用碳素钢丝JIS G3540-1995 机械控制用钢丝绳JIS G3541-1988 铠装用镀锌低碳钢丝JIS G3542-1993 着色涂锌钢丝JIS G3543-1999 聚氯乙烯包覆着色钢丝JIS G3544-1993 热浸镀铝铁丝及钢丝JIS G3545-1991 冷镦锻用硼钢丝JIS G3546-2000 带有外型钢丝的金属丝绳JIS G3547-1993 镀锌低碳钢丝JIS G3548-1994 镀锌钢丝绳JIS G3549-2000 结构用金属线JIS G3551 ERRATUM 1-2001 焊接钢丝绳和钢棒(勘误 1)JIS G3551 ERRATUM 2-2001 焊接钢丝绳和钢棒(勘误 2)JIS G3551-2000 焊接钢丝绳和金属网JIS G3552-1993 钢丝格子金属网JIS G3553-1983 波纹金属网JIS G3554-1983 六角(龟甲)形孔金属网JIS G3555-1983 编织金属网JIS G3556-1989 工业用编织金属网JIS G3560-1994 机械弹簧用油回火钢丝JIS G3561-1994 阀门弹簧用油回火钢丝JIS G3601-1989 不锈复合钢JIS G3602-1992 镍和镍合金包覆钢JIS G3603-1992 钛包覆钢JIS G3604-1992 铜和铜合金包覆钢JIS G4051-1979 机械结构用碳素钢钢材JIS G4052-1979 保证淬硬性的结构用钢材(工字钢)JIS G4102-1979 镍铬钢钢材JIS G4103-1979 镍铬钼钢钢材JIS G4104-1979 铬钢钢材JIS G4105-1979 铬钼钢钢材JIS G4106-1979 机械结构用锰钢及锰铬钢钢材JIS G4107-1994 高温合金钢螺栓钢材JIS G4108-1994 特殊用途合金钢螺栓棒材JIS G4109-1987 锅炉及压力容器用铬钼钢板JIS G4110-1993 高温下压力容器用高强度铬-钼合金钢板JIS G4202-1979 铝铬钼钢钢材JIS G4303-1998 不锈钢棒JIS G4304 ERRATUM 1-2000 热轧不锈钢板材、片材和带材(勘误 1) JIS G4304-1999 热轧不锈钢板、薄钢板及钢带JIS G4305-1999 冷轧不锈钢板、薄板及钢带JIS G4308-1998 不锈钢线材JIS G4309-1999 不锈钢丝JIS G4310-1999 不锈钢板、薄板及耐热钢板、薄板的质量计算方法JIS G4311-1991 耐热钢棒JIS G4312-1991 耐热钢板和薄板JIS G4313-1996 弹簧用冷轧不锈钢带JIS G4314-1994 弹簧用不锈钢丝JIS G4315-2000 冷镦加工用不锈钢丝JIS G4316-1991 焊接用不锈钢丝材JIS G4317-1999 热轧不锈钢等边角钢JIS G4318-1998 冷精轧不锈钢棒JIS G4319-1991 不锈钢锻件用钢坯JIS G4320-1991 冷加工成形的不锈钢等边角钢JIS G4321-2000 建筑构架用不锈钢JIS G4401-2000 碳素工具钢钢材JIS G4403-2000 高速工具钢钢材JIS G4404-2000 合金工具钢JIS G4410-1984 中空钢钢材JIS G4801-1984 弹簧钢钢材JIS G4802-1999 弹簧用冷轧钢带JIS G4804 ERRATUM 1-2000 易切削碳钢(勘误 1)JIS G4804-1999 易切削钢钢材JIS G4804-1999/ERRATUM 1-2000 易切削碳钢(勘误1)JIS G4805-1999 高碳铬轴承钢JIS G4901-1999 耐蚀耐热高合金棒JIS G4902-1991 耐蚀耐热高合金板及薄板JIS G4903-1991 镍铬铁合金无缝管JIS G4904-1991 热交换器用镍铬铁合金无缝管JIS G5101-1991 碳素钢铸件JIS G5102-1991 焊接结构用铸钢件JIS G5111-1991 结构用高抗拉强度碳素钢及低合金钢铸件JIS G5121-1991 不锈钢铸件JIS G5122-1991 耐热钢铸件JIS G5131-1991 高锰钢铸件JIS G5151-1991 高温高压装置用铸钢件JIS G5152-1991 低温高压装置用铸钢件JIS G5201-1991 焊接结构用离心铸钢管JIS G5202-1991 高温高压装置用离心铸钢管JIS G5501-1995 灰口铁铸件JIS G5502-2001 球墨铸铁件JIS G5503-1995 奥氏体等温淬火球墨铸铁件JIS G5504-1992 低温用厚壁铁素体球墨铸铁件JIS G5510-1999 奥氏体铸铁件JIS G5511-1991 铁合金低热膨胀铸件JIS G5524-1977 输水管道用异形铸铁管JIS G5525-2000 排水管道和配件用铸铁JIS G5526-1998 可锻铸铁管JIS G5527-1998 可锻铸铁异型管JIS G5528-1984 球墨铸铁管内壁环氧树脂的涂布方法JIS G5702-1988 黑心可锻铸铁件JIS G5703-1988 白心可锻铸铁件JIS G5704-1988 珠光体可锻铸铁件JIS G5705-2000 可锻铁铸件JIS G5901-1974 铸造用硅砂JIS G5902-1974 铸造用天然砂JIS G5903-1975 铸造铁丸及铁砂JIS G5904-1966 铸造铁丸及铁砂颗粒度的试验方法JIS G7101-2000 提高了耐大气腐蚀性的结构钢JIS G7102-2000 提高了耐大气腐蚀性的结构质量的连续热轧钢片JIS G7103-2000 混凝土增强用钢.第1部分:平棒JIS G7104-2000 混凝土增强用钢.第2部分:钢筋棒JIS G7105 ERRATUM 1-2001 热处理钢、合金钢和易切削碳钢(勘误 1)JIS G7105-2000 热处理钢,合金钢和自由切割钢.第18部分:非合金钢和低合金钢的光亮产品JIS G7121-2000 冷电镀马口铁JIS G7122-2000 冷诱导电镀铬/铬氧化物涂层钢JIS G7123-2000 马口铁或冷诱导电镀铬/铬氧化物涂层钢的生产用线圈构架内的冷诱导黑钢板JIS G7124-2000 商业或拉拽质量用的连续热浸铝/硅涂覆冷诱导碳钢薄板材JIS G7214-2000 无缝镍或镍合金管JIS G7301-1998 一般用途钢线绳.特性JIS G7302-2000 钢丝线的锌涂层JIS G7303-2000 栅栏用钢丝线的锌涂层JIS G7304-2000 机械弹簧用的钢丝线.第1部分:一般要求JIS G7305-2000 机械弹簧用的钢丝线.第2部分:冷拉伸碳钢钢丝线JIS G7306-2000 机械弹簧用的钢丝线.第3部分:油硬化和回火钢丝线JIS G7307-2000 混凝土预拉伸用钢材.第1部分:一般要求JIS G7308-2000 混凝土预拉伸用钢材.第2部分:冷拉伸线JIS G7309-2000 混凝土预拉伸用钢材.第3部分:淬火和回火线JIS G7310-2000 混凝土预拉伸用钢材.第4部分:绞合线JIS G7311-2000 混凝土预拉伸用钢材.第5部分:有或无后加工的热轧钢棒JIS G7401-2000 冷处理头或冷挤压钢JIS G7501-2000 以不同黑色产品形式的非合金和低合金锻压钢的直接硬化JIS G7502-2000 锻压氮化钢JIS G7503-2000 锻压表面硬化钢JIS G7601-2000 耐热钢和合金JIS G7602-2000 弹簧用不锈钢.第1部分:钢线JIS G7603-2000 内燃机用阀门钢JIS G7604-2000 镍和镍合金棒JIS G7605-2001 镍和镊合金板材、片材及带材JIS G7701-2000 工具钢JIS G7751-2000 淬火和回火弹簧用热轧钢JIS G7821-2000 一般工程用铸造碳钢JIS G9071-1976 可锻铸铁熔化工艺规范JIS G9072-1976 可锻铸铁热处理工艺规范。
JIS G3141-1996冷轧钢板及钢带
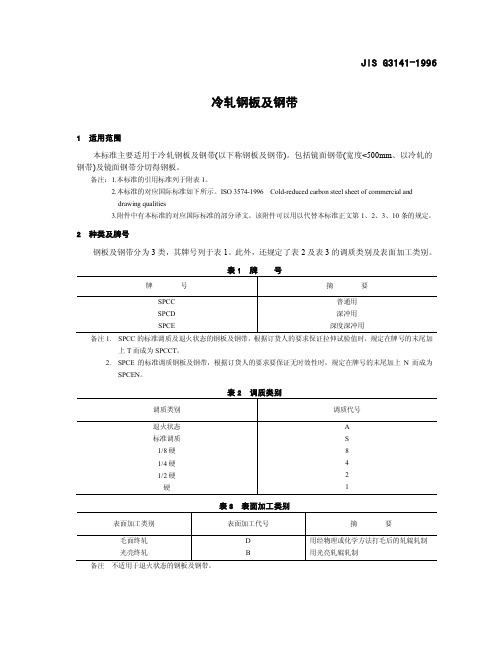
表 17
钢板带钢类别 宽度 ≥30~<60 ≥60~<630 ≥630 长度<2000 8 4 2 钢
镰刀弯的最大值
板 长度≥2000 每 2000 长度为 8 每 2000 长度为 4 每 2000 长度为 2 钢
单位: mm
带
备注 不适用于钢带的非正常部分。
8 8.1
重量
钢板的重量 钢板的重量按如下规定如下: (1) 钢板的重量用千克表示,原则上,宽度≥500mm 的冷轧钢板采用计算重量;宽度<500mm 的 冷轧钢板采用实测重量。 (2) (3) 钢板重量的计算方法按表 18 之规定,此时的尺寸采用公称尺寸。 宽度≥500mm 的冷轧钢板,一个捆包的标准重量为 2000kg、3000kg 及 4000kg。 表 18
6.4 长度允许偏差 长度允许偏差按如下规定: (1) 长度允许偏差适用于钢板的公称长度。
JIS G3141-1996
(2) 长度允许偏差可分为 A、B 两类,如表 13 和表 14 所示。 表 13
按公称长度划分 <2000 ≥2000~<4000 ≥4000~<6000 备注 对拉伸矫直机加工的钢板,不规定正偏差。
弯曲性能
硬 度 试样 内侧半径 贴紧 贴紧 贴紧 厚度的 0.5 倍 厚度的 1.0 倍 — 3 号试样 轧制方向
弯曲角度 180 180 180 180 180 —
备注 退火状态及标准调质的钢板及钢带可省略弯曲试验。
JIS G3141-1996
4 尺寸的表示方法 钢板及钢带的尺寸表示方法按下列规定: (1) 钢板的尺寸要用毫米表示厚度、宽度及长度。 (2) 钢带的尺寸要用毫米表示厚度及宽度。 5 标准尺寸 宽度≥500mm 的冷轧钢板及钢带的标准厚度安表 7 的规定 表 7 标准尺寸
日本JIS不锈钢标准
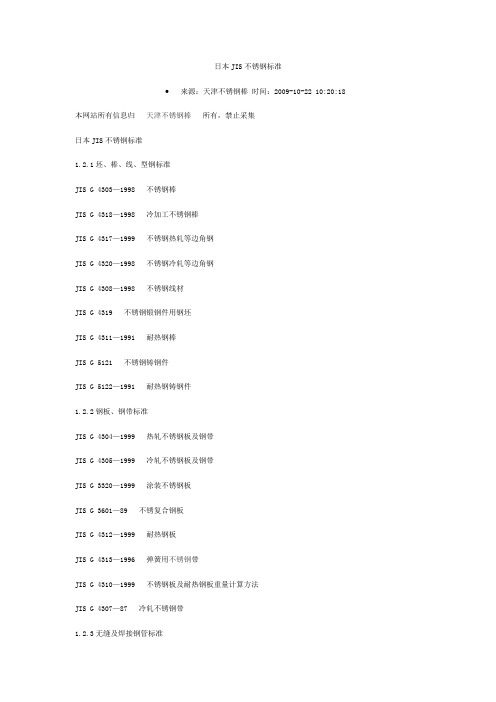
日本JIS不锈钢标准来源:天津不锈钢棒时间:2009-10-22 10:20:18 本网站所有信息归天津不锈钢棒所有,禁止采集日本JIS不锈钢标准1.2.1坯、棒、线、型钢标准JIS G 4303—1998 不锈钢棒JIS G 4318—1998 冷加工不锈钢棒JIS G 4317—1999 不锈钢热轧等边角钢JIS G 4320—1998 不锈钢冷轧等边角钢JIS G 4308—1998 不锈钢线材JIS G 4319 不锈钢锻钢件用钢坯JIS G 4311—1991 耐热钢棒JIS G 5121 不锈钢铸钢件JIS G 5122—1991 耐热钢铸钢件1.2.2钢板、钢带标准JIS G 4304—1999 热轧不锈钢板及钢带JIS G 4305—1999 冷轧不锈钢板及钢带JIS G 3320—1999 涂装不锈钢板JIS G 3601—89 不锈复合钢板JIS G 4312—1999 耐热钢板JIS G 4313—1996 弹簧用不锈钢带JIS G 4310—1999 不锈钢板及耐热钢板重量计算方法JIS G 4307—87 冷轧不锈钢带1.2.3无缝及焊接钢管标准JIS G 3446—1994 机械结构用不锈钢钢管JIS G 3447—1994 卫生用不锈钢钢管JIS G 3448—1994 一般配管用不锈钢钢管JIS G 3459—1994 配管用不锈钢钢管JIS G 3468—1994 配管用电焊大直径不锈钢钢管JIS G 3463—1994 锅炉、热交换器用不锈钢钢管JIS G 3467—1995 加热炉用钢管1.2.4钢丝、钢丝绳标准JIS G 4309—1999 不锈钢丝JIS G 4314 弹簧用不锈钢丝JIS G 4315 冷镦用不锈钢丝JIS G 3535—1998 航空用钢丝绳(材质为不锈钢丝)1.2.5五金材料JIS G 4316 焊接用不锈钢线材JIS Z 3221 不锈钢涂药电焊条JIS Z 3321 焊接用不锈钢棒及钢丝JIS 3322 不锈钢带状电极堆焊焊接材料。
弹簧用冷轧不锈钢带(JIS G4313-1996)

JIS G 4313-19962001年确认弹簧用冷轧不锈钢带Cold rolled stainless steel strip for springs1.适用范围此日本工业标准是对弹簧用不锈钢带(以下称为“钢带”)的规定,这类钢带主要用于制作汽车、电气机械等使用的簧片形弹簧及螺旋形弹簧。
备注1.本标准引用的其他标准见附表1。
2.本标准对应的相关标准如下:JIS H 3130 锡磷青铜和锌白铜板带材标准ISO 6931-2:1989 弹簧用不锈钢 - 第二部分:钢带ISO 9447:1990 冷轧不锈钢窄带 - 尺寸和形状公差3.SUS632J1-CSP的化学成分,参照1982年(昭和57年4月27日登记)和1985年(昭和60年3月29日登记)的登记。
另外,本标准附表所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
2.种类及记号钢带分为5种,其记号及分类按表1所示。
表1 种类记号及分类种类的记号分类SUS301-CSPSUS304-CSP奥氏体系SUS420J2-CSP马氏体系SUS631-CSPSUS632J1-CSP析出硬化系3.化学成分3.1铸钢分析钢带按照8.1的方法测试,成分应按表2~4所示3.2成品分析对于客户无特别要求的钢带产品的成分按照8.1的方法测试,成分的变动范围参见JIS G 0321表4.表 2 奥氏体系列的化学成分单位:%牌号 C Si Mn P S Ni CrSUS 301-CSP0.015 以下 1.00以下 2.00以下0.045以下0.030以下 6.00~8.0016.00~18.00 SUS 304-CSP0.08 以下 1.00以下 2.00以下0.045以下0.030以下8.00~10.5018.00~20.00表 3 马氏体钢的化学成分单位:%牌号 C Si Mn P S CrSUS420J2-CSP0.26~0.40 1.00以下1.00以下0.040以下0.030以下12.00~14.00注:Ni含量允许小于0.60 %。
SUS304不锈钢弹簧片 SUS304L不锈钢弹簧片
SUS304不锈钢弹簧片SUS304L不锈钢弹簧片供应不锈钢带材;材质有:SUS301(1Cr17Ni7)不锈钢卷带、SUS303(oY1Cr18Ni9)不锈钢卷带、SUS304(oCr18ni9 )不锈钢带材、SUS304L(ooCr19Ni10 )不锈钢带材、SUS304N (oCr19Ni9N)不锈钢卷带、SUS304CU(oCr18Ni9Cu3)不锈钢带材、SUS321(1Cr18Ni9Ti)不锈钢卷带、SUS316(oCr17Ni12Mo2)不锈钢卷带、SUS316L(ooCr17Ni14Mo2)不锈钢卷带、SUS316Ti(oCr18Ni12Mo2Ti)不锈钢卷带、SUS316N(oCr17Ni12Mo2N)不锈钢卷带、SUS317(oCr17Ni13Mo3)不锈钢卷带、SUS317L(ooCr19Ni13Mo3)不锈卷带、SUS347(oCr18Ni11Nb)不锈钢带材、lCr19Ni11Nb(347H) 不锈钢带材、2Cr25Ni20(310)不锈钢带材、OCr23Ni13(309s) 不锈钢带材、耐热不锈钢oCr25Ni20 (310s) 等材质。
【规格范围】:0.03~~2.0MM厚*5.0~~1219MM宽*COIL(卷或片)。
【材质硬度】:维氏硬度(HV)160-600度。
【硬度状态】:冷轧ANN(DDQ) 、1/4H、1/2H、3/4H、H、EH、SH【材质表面】:2B光面、No.1工业面、BA(6k)镜面、8K镜面、9K镜面、拉丝面、磨砂面DF面。
【执行标准】:国标GB、美标ASTM、日标JIS规范,已获IS09002认证。
产品有ROHS 指令的SGS报告和材质证明。
【胚料国别】:国产、进口(日本、芬兰、南韩、南非、台湾等)所有产品符合中国GB、美国ASTM、日本JIS等规范,都有ROHS。
指令的SGS报告和材质证明。
品质优,价格优惠,欢迎广大新老客户来人来电洽谈!316L不锈钢带材:316不锈钢中含钼且含碳量低,在海洋中和化学工业环境中的抗点腐蚀能力大大地优于304不锈钢!(316L低碳、316N含氮高强度高、316F不锈钢含硫量较高,易削不锈钢。
五金料硬度对照Metal Sheet and Plate
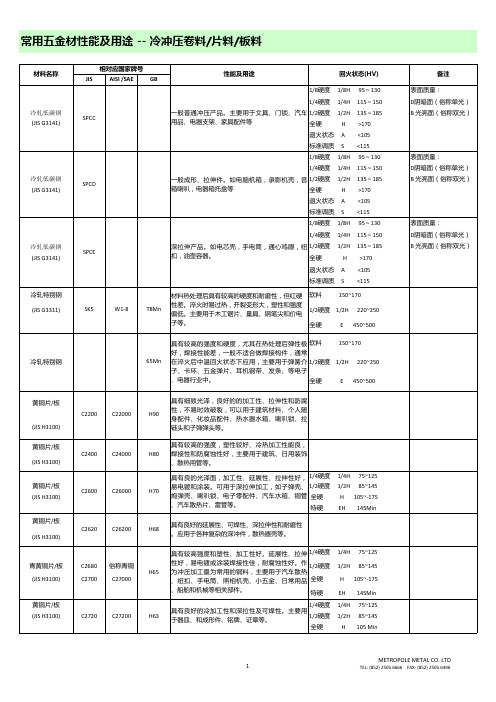
JISAISI /SAEGB1/8硬度 1/8H 95~130表面质量:1/4硬度 1/4H 115~150D 阴暗面(俗称单光)冷轧低碳钢1/2硬度 1/2H 135~185B 光亮面(俗称双光)(JIS G3141)全硬 H >170退火状态 A <105标准调质 S <1151/8硬度 1/8H 95~130表面质量:1/4硬度 1/4H 115~150D 阴暗面(俗称单光)冷轧低碳钢1/2硬度 1/2H 135~185B 光亮面(俗称双光)(JIS G3141)全硬 H >170退火状态 A <105标准调质 S <1151/8硬度 1/8H 95~130表面质量:1/4硬度 1/4H 115~150D 阴暗面(俗称单光)冷轧低碳钢1/2硬度 1/2H 135~185B 光亮面(俗称双光)(JIS G3141)全硬 H >170退火状态 A <105标准调质 S <115冷轧特别钢软料 150~170(JIS G3311)1/2硬度 1/2H 220~250全硬 E 450~500软料 150~1701/2硬度 1/2H 220~250全硬 E 450~500黄铜片/板(JIS H3100)黄铜片/板(JIS H3100)1/4硬度 1/4H 75~125黄铜片/板1/2硬度 1/2H 85~145(JIS H3100)全硬 H 105~‐175 特硬 EH 145Min 黄铜片/板(JIS H3100)1/4硬度 1/4H 75~125青黄铜片/板C2680俗称青铜1/2硬度 1/2H 85~145(JIS H3100)C2700C27000全硬 H 105~‐175 特硬 EH 145Min 黄铜片/板1/4硬度 1/4H 75~125(JIS H3100)1/2硬度 1/2H 85~145全硬 H 105 Min常用五金材性能及用途 -- 冷冲压卷料/片料/板料H65具有较高强度和塑性、加工性好。
产品手册(中英对照)
生产设备介绍FACILITIES
酸洗冷轧生产线The Pickling Line & Tandem Cold Mill
酸洗冷轧生产线采用世界一流的生产设备,成套引进了德国SMS-DEMAG公司的酸洗—冷轧联合机组和日本TMEIC公司的大功率激光焊机。
The PLTCM linehasworldfirst-class equipments, includingall line of thecoupled Pickling Line-Tandem Cold Mills from German enterprise SMS-DEMAG and high power laser welder from Japanese enterprise TMEIC.
轧机机组采用五机架全六辊CVCPLUS轧机,配有中间辊、工作辊弯辊系统,中间辊窜辊系统和第五机架分段冷却系统,压下能力大,板形控制能力强,尺寸控制精度高,保证了高端产品的尺寸精度和板形要求。
The cold-rolling line adopts5-Stand CVCPlus6mill,which has intermediate rollsand work rollsbending system, intermediate rollsshifting system and piecewise cooling system for the fifth stand.It has getgreater pressability, strong controlling ability of strip shapetoassure the needsof sizesprecisionand shape controlling forhigh end products.
JISG4304(2012)热轧不锈钢板及钢带-中文翻译版
◆本标准中包含专利权,请参考卷末的【JIS的“序言”的省略】。
JIS G 4304(2012)热轧不锈钢板及钢带Hot-rolled stainless steel plate,sheet and strip【JIS(1959)制定,JIS(1964,68,72,77,81,84,87,91,99,05,10)修订】序言本标准是依据2004年第一版发行的ISO 16143-1,2009年第一版发行的ISO9444-1及ISO 9444-2,且2008年第二版发行的ISO 18286标准为基础,对技术性内容进行修改后制定的日本工业标准。
同时,本标准中划线部分为对应国际标准修改过的内容。
附带说明的修改一览表在附属书JB中有表述。
1.适用范围本标准是针对热轧不锈钢板(以下简称板)及热轧不锈钢带(以下简称带)的规定。
注释本标准中表现对应的国际标准及对应程度的标记如下:ISO 16143-1:2004,Stainless steels for general purposes-Part 1:Flat productsISO 9444-1:2009,Continuously hot-rolled stainless steel –Tolerances on dimensions and form-Patr 1:Narrow strip and cut lengths ISO 9444-2:2009,Continuously hot-rolled stainless steel –Tolerances on dimensions and form-Patr 2:Wide strip and sheet/plate ISO 18286:2008,Hot-rolled stainless steel plates–Tolerances on dimensions and shape(整体评价:MOD)其中,对应程度的标记“MOD”是基于ISO/IEC Guide 21-1,表示“正在修订中”的意思。
JIS G4305- 中文版 冷轧不锈钢板材、薄板和带材之欧阳历创编
日本工业规格JIS冷轧不锈钢钢板和钢带G 4305: 引言此日本工业标准对冷轧不锈钢板和薄板,以及冷轧不锈钢带作了具体说明。
本标准关于尺寸公差的部分是以发布的第二版 ISO9445连续冷轧不锈钢窄钢带、宽钢带、钢板/薄板和定尺剪切的尺寸和形状为基础,并对厚度和宽度公差的条款作了一些修改。
有边线或点状下划线的部分是原国际标准已作了修改的内容。
修改一览表以及说明见附件 2(资料提供)。
1范围本标准对冷轧不锈钢板和薄板(以下称钢板)及冷轧不锈钢带(以下称钢带)作了具体说明。
备注:以下是与本标准对应的国际标准。
此外,按照ISO/IEC指导原则21,表示有关的国际标准和JIS之间内容对应程度的代号为IDI(完全相同的),MOD(修改)和NEQ(不相同)。
ISO9445:版连续冷轧不锈钢窄带、宽带、板/薄板和定尺剪切的尺寸和形状公差(MOD)2引用标准附表 1所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
应该使用所列标准的最新版本(包括修改)。
3 钢种及牌号钢板和钢带将分成 61个品种,其牌号及分类如表 1所示。
4 化学成分4.1 熔炼分析值钢板及钢带按 11.1条进行试验,其熔炼分析值应按表 2~6。
4.2产品分析值如订购者要求钢板和钢带的产品分析值,应按 11.1条进行产品分析试验,其数值允许变动的范围,应按JISG0321中表5的规定。
然而,表中未曾规定的元素值,应由供需双方协定。
5 机械性能钢板及钢带应按11.2条进行试验,其机械性能应符合如下所列。
但厚度小于0.30 mm的钢板及钢带,可省略拉力试验。
5.1 奥氏体钢的机械性能a)奥氏体钢的机械性能应按表7。
这样的话,试样应相当于JISG0404的A级。
屈服强度仅在订购者特别指定时适用。
b)为使之硬化而进行调质轧制的SUS301和SUS301L钢板及钢带的屈服强度、抗拉强度及延伸率按表8。
假如这样,试样应相当于JISG0404的A级。
JIS_G4314-1994_弹簧用不锈钢丝
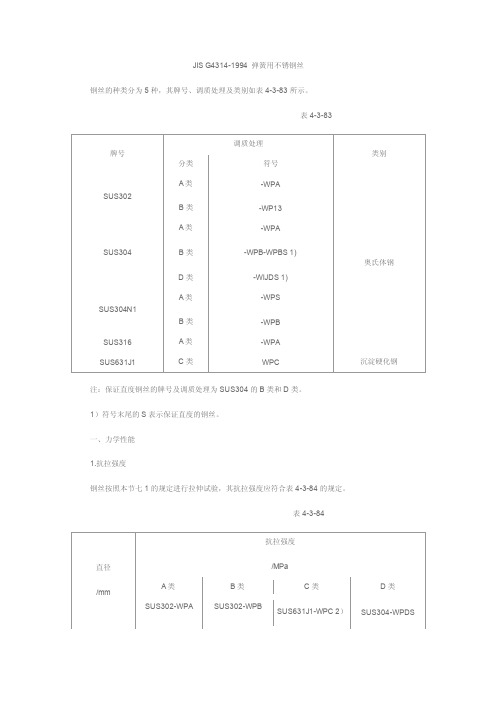
JIS G4314-1994 弹簧用不锈钢丝钢丝的种类分为5种,其牌号、调质处理及类别如表4-3-83所示。
表4-3-83牌号调质处理类别分类符号SUS302A类B类-WPA-WP13奥氏体钢SUS304 A类B类D类-WPA-WPB-WPBS 1)-WIJDS 1)SUS304N1A类B类-WPS -WPBSUS316 A类-WPASUS631J1 C类WPC 沉淀硬化钢注:保证直度钢丝的牌号及调质处理为SUS304的B类和D类。
1)符号末尾的S表示保证直度的钢丝。
一、力学性能1.抗拉强度钢丝按照本节七1的规定进行拉伸试验,其抗拉强度应符合表4-3-84的规定。
表4-3-84直径/mm抗拉强度/MPaA类B类C类D类SUS302-WPA SUS302-WPBSUS631J1-WPC 2)SUS304-WPDSSUS304-WPA SUS304NI-WPA SUS316-WPASUS304-WPBSUS304NI-WPBS1)SUS316-WPB0.0800.0901650-1900 2150 --0.100.120.140.160.180.201950-22000.230.261600-1850 2050-2300 1700-2000-0.290.320.350.401850-21000.450.500.550.601930-2180 1950-2200 1650-19500.650.70 1530-1780 1850-2100 1800-20501550-18500.801550-18500.901.00 1550-1800 1.201450-1700 1750-2000 1700-19501470-1720 1.40 1420-16701.601400-1650 1650-1900 1600-1850 1370-16201.802.00- 2.302.601320-1570 1550-1800 1500-1750-2.903.203.504.001230-1480 1450-1700 1400-16504.505.005.506.001100-1350 1350-1600 1300-1550- 6.507.008.00 1000-1250 1270-1520-9.00- 1130-138010.0 980-123012.0 880-1130注:①钢丝直径为标准直径的中间值时,采用较大标准直径的抗拉强度值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JIS G 4313-19962001年确认弹簧用冷轧不锈钢带Cold rolled stainless steel strip for springs1.适用范围此日本工业标准是对弹簧用不锈钢带(以下称为“钢带”)的规定,这类钢带主要用于制作汽车、电气机械等使用的簧片形弹簧及螺旋形弹簧。
备注1.本标准引用的其他标准见附表1。
2.本标准对应的相关标准如下:JIS H 3130 锡磷青铜和锌白铜板带材标准ISO 6931-2:1989 弹簧用不锈钢 - 第二部分:钢带ISO 9447:1990 冷轧不锈钢窄带 - 尺寸和形状公差3.SUS632J1-CSP的化学成分,参照1982年(昭和57年4月27日登记)和1985年(昭和60年3月29日登记)的登记。
另外,本标准附表所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
2.种类及记号钢带分为5种,其记号及分类按表1所示。
表1 种类记号及分类3.化学成分3.1铸钢分析钢带按照8.1的方法测试,成分应按表2~4所示3.2成品分析对于客户无特别要求的钢带产品的成分按照8.1的方法测试,成分的变动范围参见JIS G 0321表4.表 3 马氏体钢的化学成分单位:%表 4 沉淀硬化钢的化学成分单位:%4.机械性能4.1 钢带的硬度及弯曲试验值见表5。
试验方法按8.2执行。
但经弯曲试验时弯曲后试样受弯曲部分的外侧面不得产生龟裂,观察采用5-20倍的放大镜进行检查。
注(1):记号SEH是为了与EH进行硬度范围区分。
备注:1.表中所给的弯曲限度是指内侧半径,其弯曲角度应为90°。
另外,只适用于订货者有要求的情况。
2.对SUS631-CSP钢的沉淀硬化热处理应符合下述有关的各项(1)对调质代号为“0”的钢带按下述两种方法之一进行处理:TH1050:于760±15℃保温90分钟,然后在1小时内降温到15℃或15℃以下,保温30分钟,然后升温至565±10℃保温60分钟后空冷。
RH950:于955±10℃保温10分钟,空冷至环境温度,24小时内降至-73±6℃保温8小时,然后在510±10℃保温60分钟后空冷。
(2)对调质代号为“1/2H”、“3/4H”、“H”。
“CH”的钢带于475±10℃保温1小时,然后空冷。
3、SUS632J1-CSP的析出硬化热处理如下:“CH”的钢带于475±10℃保温1小时,然后空冷。
4、SUS420J2-CSP退火处理(调质代号为0)如下:约750°空冷后再800-900°徐冷。
4.2 屈服强度、抗拉强度及伸长率若订货者要求做拉伸试验代替上表所规定的弯曲及硬度试验时,则钢带的屈服强度、抗拉强度及伸长率按表6所示。
表6 抗拉强度、屈服强度及伸长率注(2):记号SEH是为了与EH进行范围区分,只适用于客户指定的情况。
备注:厚度未满0.3㎜者拉伸试验可以省略。
5. 形状、尺寸及容许差5.1 标准厚度钢带的标准厚度按表7所示表7 标准厚度单位㎜5.2 厚度许容差钢带的厚度容许差按表8所示。
采购方也可以指定表中的ET或ST进行订货。
另外,厚度的测量方法为,钢带离边缘10mm以上内侧任意点,宽度不满20mm的测量钢带的中央。
5.3 宽度许容差钢带宽度容许差按表9所示。
5.4 横向弯曲(镰刀弯)钢带镰刀弯的最大容许值按表10所示。
但经当事双方协商可使镰刀弯容许值是表10数值的1倍至0.5倍之间。
5.5 平面度对客户要求的、厚度容许差记号为ET及ST的钢带,垂直于轧制方向的平面的(S)的最大容许值参见表11,试验方法见8.3.表 8 厚度公差单位:㎜备注:厚度不足0.1mm的由双方协定。
表9 宽度容许差单位:㎜表 10 镰刀弯的最大容许值单位:㎜备注:表10的数值适用于钢带的W/T>10的情况,(W)和(T)分别表示钢带的宽度和厚度。
6外观钢带不得存在使用上有害的缺陷。
7、制造方法钢带应该是经过冷间压延制造的。
同时,对于SUS420J2-CSP须经淬火调质处理,SUS631-CSP-0要固溶化处理(1000-1100℃急冷)另外,SUS632J1-CSP固溶化处理(1000-1060℃急冷)后,可以再行冷间压延制造。
8、实验8.1 分析实验分析实验如下说明(1)分析实验的一般事项及铸造分析实验和采集钢带的化学成分,铸造分析实验的要求,一般事项的分析以及铸造分析试样的采集方法,参见JIS G 0303之3(化学成分)实验。
同时,对于有产品分析值的情况,产品试样的采集方法,参考JIS G 0321(分析试样采集方法)。
(2)分析方法分析方法,参考以下标准JIS G 1211 JIS G 1212 JIS G 1213 JIS G 1214 JIS G 1215 JIS G 1216 JIS G 1217 JIS G 1219 JIS G 1223 JIS G 1224 JIS G 1253 JIS G 1256 JIS G 12578.2 机械试验8.2.1 一般实验机械试验的一般方法,参见JIS G 03038.2.2 试样片的采集实验样片,应在同一炉,同一调质及同样厚度的1卷钢带上采集。
8.2.3 试验片的数量供实验用的试片,至少1个钢卷上1个。
8.2.4试验片硬度试验片,弯曲试验片,以及拉伸试验片的要求如下(1)硬度试验片可以取拉伸试验片或弯曲试验片的一部分进行测试(2)弯曲试验片试样为JIS Z 2204所规定的第3号或第4号试样,试样截取方向为垂直于钢带轧制方向。
(3)拉伸试验片采用JIS Z 2201标准规定的13B或14B号实验片,并从钢带的纵向截取。
8.2.5 试验方法硬度试验,弯曲试验,以及拉伸试验的要求如下(1)硬度试验按JIS Z 2244规定的实验方法,标准试验温度为23±5℃。
(2)弯曲试验按JIS Z 2248规定的V型实验方法,但宽度未满30㎜,或厚度超过1.0㎜者,均不进行此项试验。
(3)拉伸试验依照JIS Z 2241规定的实验方法。
标准试验温度应保持在23±5℃,测量抗拉强度时,加载速度应保持试样平行部位应变增加速率为每分钟40-80%。
8.3平面度实验采取适当长度的钢带,平放平台上,测量与平台的最大距离。
9.检验检验方法如下(1)检验的一般事项按JIS G 0303规定。
(2)化学成分应符合3的规定(3)机械性能应符合4的规定(4)尺寸及形状应符合5的要求(5)外观应符合6的要求10.标识检查合格的钢带应以适当方式做出明显标记,标记内容包括以下各项。
在与订货方协商后时,亦可省略其中的一部分。
(1)种类的记号(2)调质的代号(3)热处理代号(对沉淀硬化热处理)(4)尺寸(5)生产编号及检验编码(6)制造者名称或其略称最后,依据厚度公差符号ET或ST生产的钢带,应加以注明。
11.报告制造者向订货者提交一份规定或指明的实验结果报告,如订货者提出要求时还应提交一份有关尺寸、数量及交货情况的报告书。
附表1 引用标准JIS G 0303 钢材检查通则JIS G 0321 钢材的产品分析方法及成分许荣变动值JIS G 1211 钢铁中碳含量的测定方法JIS G 1212 钢铁中硅含量的测定方法JIS G 1213 钢铁中锰含量的测定方法JIS G 1214 钢铁中磷含量的测定方法JIS G 1215 钢铁中硫含量的测定方法JIS G 1216 钢铁中镍含量的测定方法JIS G 1217 钢铁中氯含量的测定方法JIS G 1219 钢铁中铜含量的测定方法JIS G 1223 钢铁中钛含量的测定方法JIS G 1224 钢铁中铝含量的测定方法JIS G 1253 钢铁-火花放电原子发射光谱分析方法JIS G 1256 钢铁的X射线荧光分析方法JIS G 1257 钢铁-原子吸光分析方法JIS Z 2201 金属材料拉伸试验片JIS Z 2204 金属材料弯曲试验片JIS Z 2241 金属材料拉伸试验方法JIS Z 2244 硬度试验方法JIS Z 2248 金属材料弯曲试验方法参考本参考内容,是为了对相关事项进行补充,可作为本标准的一部分。
(1)弹簧极限值购买规定厚度公差符号为ET及ST厚度许容差的钢带时,订货者可以要求生产者测量弹簧的极限值并提出报告,该值可借助反复挠曲试验获得。
在参考表1中列出了弹簧的极限近似值。
参考2.SUS420J2-CSP钢的热处理条件与硬度值之间的关系参考表6所示。
参考表1 弹簧极限值单位:N/㎜2注(1):记号SEH是为了与EH进行范围区分,适用于采购方指定的情况。
备注1. 反复挠曲试验方法应符合JIS H 3130中有关规定。
2. 对SUS301-CSP及SUS304-CSP挠曲因子为167000N/㎜2,对SUS631-CSP 挠曲因子为186000N/㎜2,SUS632J1-CSP-CSP挠曲因子为190000N/㎜2,另外,挠曲因子的数值,可以根据当事双方之间的协定,也可以按上述值替代,也可使用实测值。
3. 距离弹簧极限值试验片固定端一定长度为负荷点,当事人之间可以协商进行确定。
(2)热处理条件SUS420J2-CSP的热处理条件与硬度的大概值,请见参考表2参考表2 热处理条件与硬度的关系(译自日本工业标准手册①钢铁 2007日文版)。