LED导光柱注塑模具设计
灯座注射模设计(毕业设计)

灯座注射模设计【摘要】毕业设计的设计内容是灯座注射模设计,材料为PC。
塑料模具注射成型的最大特点是:成型周期短,能一次成型外形复杂、尺寸精度高的塑料零件;对各种塑料的适应性强;生产效率高,产品质量稳定,易于实现自动化生产。
注射成型的过程是把塑料原料放入料筒中经过加热熔融塑化成为黏流态的流体,在螺杆的高压推动下,使熔体通过喷嘴以较高压力注入模具型腔中,经过冷却、凝固阶段,冷却定型后,然后开模分型脱模后得到塑料制品。
设计中主要进行的工作首先是对塑料进行工艺性能的分析并画出塑件零件图,在这次的设计中,要用到内侧抽芯,所以要进行内侧抽芯机构(斜推杆和斜导槽)的设计,以及主、分流道的设计、模具型腔的分布并画出它们的零件图,模架的选择和校核,注塑机的选取和校核等,最重要的是对模具结构中型腔、型芯各径向和高度尺寸的计算过程,这些的设计过程要查阅大量的资料,所有的计算和设计完成后,最后要画出模具设计的总装配图和模具的结构零件图。
【关键词】:灯座,注射模具,PCInjection mold bases【Abstract】Graduation is the holder of the design content design of injection mold, the material is PC. plastic mold injection molding characteristic is: molding cycle is short, forming a complex shape can be the size of high precision plastic parts; on the adaptability of various plastics; production efficiency, product quality is stable, easy to automate production. Injection molding process is the plastic material into the barrel through the plastics melt into the fluid viscous flow, driven by high pressure in the screw, so that the higher pressure of the melt through the nozzle into the mold cavity, after cooling, solidification stage, the cooling is formed, and then type mold plastic products obtained after stripping. Mainly for the design work is the first analysis of process performance plastics and painted plastic parts parts diagram, in this design, the use to the inner core pulling, so the inner core pulling (oblique putter and the oblique guide groove) design, as well as the main, the design of shunt, the distribution of the mold cavity and draw part of their plans, the selection and verification mold, injection molding machine such as the selection and verification, the most important medium-sized cavities on the mold structure, core size of the radial and height calculations, the design process to access large amounts of data, all the calculation and design is complete, the final mold design to draw the general assembly drawing and die structure Parts.【Keywords】: lamp holder, injection mold, PC第一章绪论1.1 毕业设计的目的塑料模毕业设计是在课程设计的基础上,通过了毕业实习,在毕业之前进行的最后一个实践教学的训练环节,其主要目的:1、提高学生技术资料的收集、整理、编译和运用能力,加强技术文件的撰写能力,是其语言文字在技术文件上的运用、疏理、归纳和总结得到一个全面的训练。
导光柱设计指南(二)2024
导光柱设计指南(二)引言概述:导光柱在光学设计中扮演着至关重要的角色,其设计需要考虑到光的损耗、均匀性以及耐用性等因素。
在本文档中,我们将为您介绍导光柱的设计指南,以帮助您更好地理解并应用于实际项目中。
正文:一、导光材料的选择1. 考虑光的透过率:选择具有较高透过率的材料可以提高导光柱的效果。
2. 注意折射系数:选择与周围环境折射系数相似的材料,以避免由于折射差异引起的光损耗。
3. 考虑机械强度:选用具有较高强度的材料,以保证导光柱的耐久性和长期稳定性。
4. 考虑导热性能:选择导热性能较好的材料,以避免导光柱在长时间使用时产生热损耗。
二、导光柱的形状设计1. 考虑光线传输路径:通过合理设计导光柱的外形,以使光线能够有效传输到出光端口。
2. 优化导光柱的截面形状:根据实际需求,选择合适的截面形状,如圆形、方形、矩形等,以实现最佳的光线均匀性和传输效率。
3. 控制导光柱的尺寸:根据实际应用需求,合理选择导光柱的尺寸,以达到最佳的光束输出效果。
4. 考虑光线的模式:根据需要选择适当的导光柱形状,以使光束能够保持高质量的模式。
三、表面处理和反射率控制1. 提高内部反射率:通过采用高反射率的涂层或反射膜处理导光柱的内表面,可以显著提高光的传输效率。
2. 控制外部反射率:采用减反膜或消光材料覆盖导光柱的外表面,以减少外部环境对光的干扰和损耗。
3. 考虑抗污染性能:选择具有良好抗污染性能的材料,以减少外界灰尘和污染对光束的影响。
四、降低光损耗和增强均匀性1. 减少反射和折射损耗:通过合理设计导光柱的表面和内部结构,减少光线在导光过程中的反射和折射损耗。
2. 控制光线出射角度:通过调整导光柱的形状和长度,控制光线的出射角度,以满足具体应用的需求。
3. 使用光学透镜:在导光柱的出光端口处使用光学透镜,以进一步控制光束的传播和发散角度。
五、导光柱的组装和安装1. 合理安装导光柱:根据具体应用需求,采取合适的安装方式,确保导光柱能够稳固地固定在系统中。
车灯长条柱形导光件高光无痕模具的设计

车灯长条柱形导光件高光无痕模具的设计发布时间:2022-10-12T07:09:02.548Z 来源:《科技新时代》2022年4月第7期作者:陈佳斌[导读] 车灯长条柱形导光件在生产制作过程中运用到了高光无痕模具陈佳斌广州导新模具注塑有限公司摘要:车灯长条柱形导光件在生产制作过程中运用到了高光无痕模具,它基于多点顺序开发注塑成型,是比较成熟的工艺模具,为汽车车灯灯具长条柱形导光件形成高光无痕模具模型。
本文中就探讨了这一模具的生产制作技术要求,并设计提出模具注塑成型方案。
关键词:车灯长条柱形导光件;高光无痕模具;技术要求;注塑成型;设计目前汽车车灯一般会采用LED新型绿色光源,其安全可靠且低能耗、响应快、体积小,是非常理想的汽车信号灯具。
但是,考虑到LED光源具有单向发光特征,就需要利用导光柱方法确保LED光源能够满足全方位照明要求,即扩大照明面积。
在这里,需要分析导光柱这一光学元件的表面光洁度以及体内介质,了解光学折射影响、反射性能以及反射效率。
一、关于高光无痕注塑成型高光无痕注塑成型技术是目前新兴的注塑技术,该技术对消除注塑件表面的熔接痕缺陷方面表现出色,可以保证注塑模型表面达到镜面效果,如此就能免除二次喷涂,节省成本。
在高光无痕注塑成型技术应用过程中,其技术核心就是模具本身,它可有效应用于汽车车灯灯具中,形成较为完善的长条柱形导光件注塑成型方案,同时也能做到直接NC加工成形[1]。
二、汽车车灯灯具产品的模具生产技术要求汽车车灯灯具产品中长条柱形导光件采用到了柱形导光条,它的材质一般为PMMA,灯具结构为对称结构。
该产品介质通透,且配光表现出色,没有明显翘曲变形,同时也无缩痕与接痕痕迹缺陷。
在研究LED点光源过程中,需要了解光源的折射、反射成光带变化,保证光量与效果表现突出。
一般来说,要在产品中设计齿形花纹并保证其齿高在0.5mm以上,同时齿距控制在1.00mm以上,光洁度则要保证在Ra≤0.1μm。
导光柱设计
导光柱设计1、何为导光柱导光柱就是将光以最小的损耗从一个光源传输到距离该光源一定距离的另一个点的装置。
光线是依靠全内反射在导光柱内部传输的。
导光柱通常是采用光学材料制成,如:丙烯酸树脂、聚碳酸酯、环氧树脂和玻璃。
导光柱可以用来将PCB上LED的光传输到产品面板上来显示相关的状态,也可以聚集和指引光线用做LCD显示屏的背光,同时也可以用来照亮在透过式窗口上的图案。
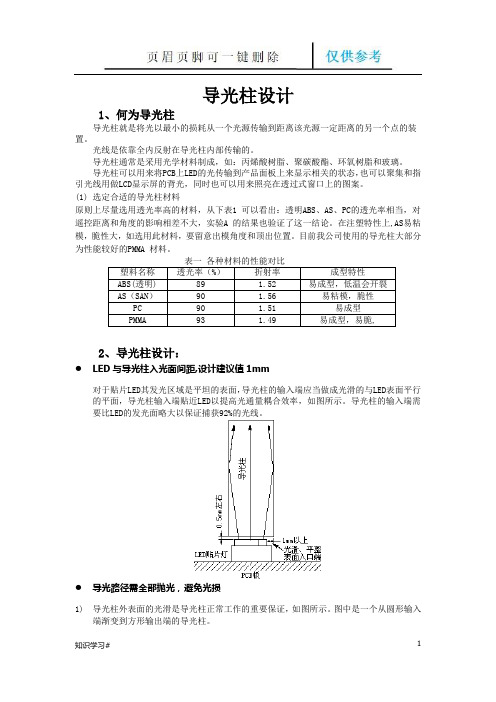
(1) 选定合适的导光柱材料原则上尽量选用透光率高的材料,从下表1 可以看出:透明ABS、AS、PC的透光率相当,对遥控距离和角度的影响相差不大,实验A 的结果也验证了这一结论。
在注塑特性上,AS易粘模,脆性大,如选用此材料,要留意出模角度和顶出位置。
目前我公司使用的导光柱大部分为性能较好的PMMA 材料。
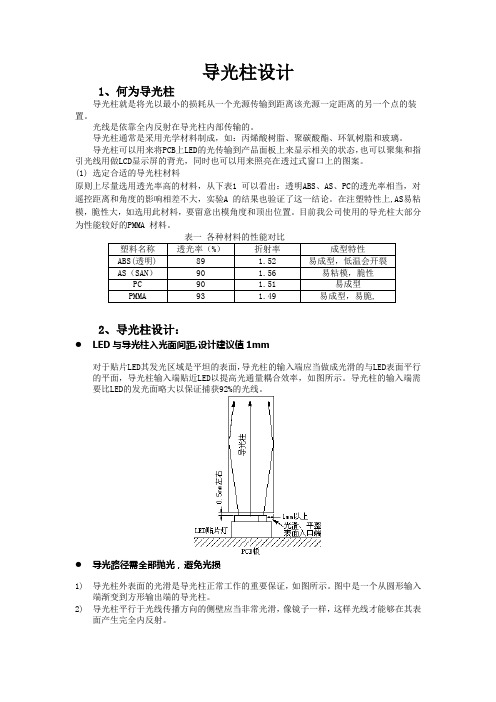
2、导光柱设计:●LED与导光柱入光面间距,设计建议值1mm对于贴片LED其发光区域是平坦的表面,导光柱的输入端应当做成光滑的与LED表面平行的平面,导光柱输入端贴近LED以提高光通量耦合效率,如图所示。
导光柱的输入端需要比LED的发光面略大以保证捕获92%的光线。
●导光路径需全部抛光,避免光损1)导光柱外表面的光滑是导光柱正常工作的重要保证,如图所示。
图中是一个从圆形输入端渐变到方形输出端的导光柱。
2)导光柱平行于光线传播方向的侧壁应当非常光滑,像镜子一样,这样光线才能够在其表面产生完全内反射。
3)导光柱的侧壁可以涂上白色反光涂料以反射角度小于临界角的光线,否则这些光线将会从导光柱侧壁逃逸到空气中造成损耗。
导光柱的入口应当光滑并与LED外形匹配以保证高效的捕获LED的光线,保证光线以最小的反射和散射进入导光柱内部。
4)对于矩形和特殊形状的导光柱,其拐角必须是圆角,半径不小于0.5mm,不能有尖角,以保证拐角处的照明。
5)导光柱的形状应当沿着其长度逐渐变化,例如从入口处与LED相匹配的圆形到出口处的正方形应当如图所示逐渐变化。
●出光面咬花#11000(细花纹),发光效果看起来比较均匀。
导光柱结构设计规范
導光柱設計要求1.1導光柱的定義導光柱(Light pipe)是用透明件或半透明的材料將PCB板上的LED光源發出的光導到產品外表面起到資訊、指示、閃光燈導光作用,由於是位於外觀面,因此還有裝飾的作用,今天的技術文章就結合我們藍牙耳機結構設計來分享導光柱的設計1.2導光柱的要求導光柱作為一個功能零件和外觀零件,需要同時滿足對於功能和外觀的要求。
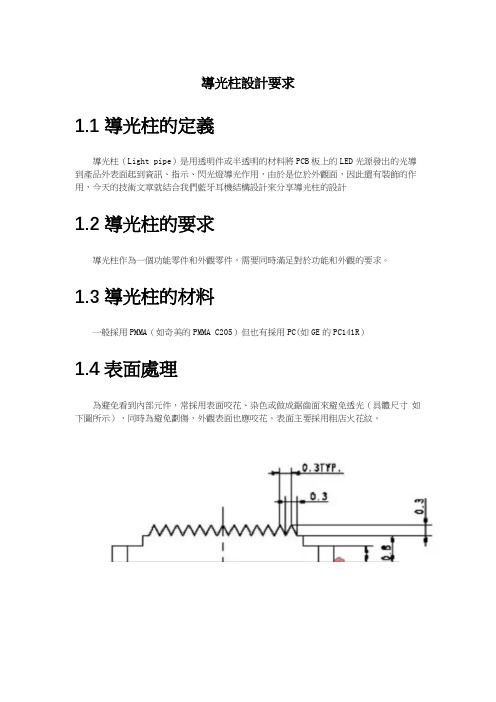
1.3導光柱的材料一般採用PMMA(如奇美的PMMA C205)但也有採用PC(如GE的PC141R)1.4表面處理為避免看到內部元件,常採用表面咬花、染色或做成鋸齒面來避免透光(具體尺寸如下圖所示),同時為避免劃傷,外觀表面也應咬花。
表面主要採用粗店火花紋。
1.5裝配方式設計要點:1.5.1卡扣式這種裝配方式原理為當Light壓入時,殼體輕微變形,進入裝配位後殼體恢復即卡住Light,安裝簡易,生成效率高,可靠性較好,設計時優先推薦,各項尺寸推薦如下圖:相關注意事項:若卡合量太大,light材質較脆(PMMA),將可能導致碎裂。
①卡合量不能太大②變形件盡可能是殼體③由於此方式的Light較長,因此盡可能把燈設置在LED下面,保證透光1.5.2熱熔式此方式主要用於較大的導光柱,有較強的強度,可靠性好不易脫落;缺陷是:工藝複雜,生產效率低。
各尺寸推薦值:相關注意事項:①熱熔柱中間要做減縮孔:當導光柱主面厚度大於1.00mm時,可以設計成實心熱熔柱;否則為了防止外表面縮水,熱熔柱設計成中空②殼體需要做C角,可加強熱熔強度及熱熔效果③熱熔柱未熱熔時高出殼體H值一般取0.60mm~0.80mm左右,熱熔後殘留高度h要求為0.20~0.30mm,直徑2mm。
對於H值的計算可以按照熱熔前後體積一樣的原則進行計算,H 短了會影響熔接強度,H長了會導致h值大,容易與別的件發生空間干涉,所以一定要仔細計算H值。
1.5.3背壓式此方式較少採用,一般另有元器件頂住1.6常見的導光柱的形式及設計參考原則:①導光柱的材質為透明料,一般選用PC、PMMA;②導光柱一般用熱熔的方式裝到上面殼,熱熔柱直徑一般取1.00~1.20mm和熱熔孔的單邊間隙為0.05~0.10mm;③導光柱和麵殼孔的單邊配合間隙為0.10~0.15mm;④導光柱和導光源表面間隙為0.50mm左右;⑤導光柱的入光面採用光面,反射面採用光面,出光面可以採用紋面;理由:入光面採用光面,以利於更多的光線進入導光柱;反射面採用光面,以期望形成全反射效果,避免光線的損失;出光面採用紋面,以便出光形成漫射,以便在任何方位都可以看見指示燈亮;⑥導光柱的入光面有時為了聚光,可以做成凹面形狀1.7導光柱設計的目的1,讓LED燈透光更加均勻,不會出現燈光亮周圍暗的太陽光效果。
导光柱设计(借鉴材料)
导光柱设计1、何为导光柱导光柱就是将光以最小的损耗从一个光源传输到距离该光源一定距离的另一个点的装置。
光线是依靠全内反射在导光柱内部传输的。
导光柱通常是采用光学材料制成,如:丙烯酸树脂、聚碳酸酯、环氧树脂和玻璃。
导光柱可以用来将PCB上LED的光传输到产品面板上来显示相关的状态,也可以聚集和指引光线用做LCD显示屏的背光,同时也可以用来照亮在透过式窗口上的图案。
(1) 选定合适的导光柱材料原则上尽量选用透光率高的材料,从下表1 可以看出:透明ABS、AS、PC的透光率相当,对遥控距离和角度的影响相差不大,实验A 的结果也验证了这一结论。
在注塑特性上,AS易粘模,脆性大,如选用此材料,要留意出模角度和顶出位置。
目前我公司使用的导光柱大部分为性能较好的PMMA 材料。
表一各种材料的性能对比塑料名称透光率(%)折射率成型特性ABS(透明) 89 1.52 易成型,低温会开裂AS(SAN)90 1.56 易粘模,脆性PC 90 1.51 易成型PMMA 93 1.49 易成型,易脆,2、导光柱设计:●LED与导光柱入光面间距,设计建议值1mm对于贴片LED其发光区域是平坦的表面,导光柱的输入端应当做成光滑的与LED表面平行的平面,导光柱输入端贴近LED以提高光通量耦合效率,如图所示。
导光柱的输入端需要比LED的发光面略大以保证捕获92%的光线。
●导光路径需全部抛光,避免光损1)导光柱外表面的光滑是导光柱正常工作的重要保证,如图所示。
图中是一个从圆形输入端渐变到方形输出端的导光柱。
2)导光柱平行于光线传播方向的侧壁应当非常光滑,像镜子一样,这样光线才能够在其表面产生完全内反射。
3)导光柱的侧壁可以涂上白色反光涂料以反射角度小于临界角的光线,否则这些光线将会从导光柱侧壁逃逸到空气中造成损耗。
导光柱的入口应当光滑并与LED外形匹配以保证高效的捕获LED的光线,保证光线以最小的反射和散射进入导光柱内部。
4)对于矩形和特殊形状的导光柱,其拐角必须是圆角,半径不小于0.5mm,不能有尖角,以保证拐角处的照明。
车灯长条柱形导光件高光无痕模具的设计

0 前 言
当今 ,汽车行业 已经成为经济发展的支柱产
业 ,但是汽车带来的资源消耗和环境污染也越来 越严重n 。汽车车灯作为汽车重要 的部件之一 ,已 经不仅仅是一个 照明 、传递 信号的工具 ,更是汽
ED L 光源具有单 向发光 的特点 ,需要利用导光柱
的方法使 L E D光源实现全方位 照明四 。导光柱为
方案和模具结构的设计与选择 以确认保关键零部 件可以直接 N C 加工成形。
术D I 。由此 ,。 L E D作为一种新型 的绿色光源产品 ,
凭借可靠性 、低能耗 、响应快 、体积小便于设计
等优点 ,被广泛运用于汽车信号灯具及照明灯具 中 ,L E D车灯 已成为 汽车行业新宠问 。然而 由于
n di a t h a sg o o d p ( . pl I l a I a t i 0 I l n da a p p l i c a i t o nv a l u ei nt h em d  ̄t r y .
Ke ywo r d s :v e h i e l e l a mp; t i g h t g u i d e; BHC M ; mo u l d
L I Ko n g _ f u ,YU Ni . g 2 ,HUANG J - I N- x i a n g I ( 1 . D a t  ̄. a d c ( G u a n g z h o u ) I n j e c t i o n Mo u l dC o . ,L t d ,G u a n g z h o u 5 1 1 4 3 0 ,C h i n a ;2 . G u a n g d o n gMa c h i n e r yR e s e a r c h
l i g h t p a r t si n j e c i t o nmo l d i n g . T h et o o t hp a t t e r nf o r m i n g ie d o f t h ep  ̄n c t a d o p t st h ei m l n o  ̄. i c¥ 1 1 " u e t i l l  ̄, a n dma k e 8 u r ec a nd i r e c t l y
led注塑模组工艺

LED注塑模组工艺LED注塑模组工艺是指利用注塑机将LED灯珠和塑料外壳一起注入模具中,通过高温熔化塑料,使其充满模具中的空腔,待塑料冷却后,取出模具即可得到LED灯具的外壳。
这一工艺在LED灯具制造中具有重要作用,下面将对LED注塑模组工艺进行详细阐述。
1.材料准备在LED注塑模组工艺中,首先需要准备LED灯珠和塑料材料。
LED灯珠的选择需要考虑亮度、色温和发光角度等因素,而塑料材料的选择需要考虑透光性、耐高温性和耐候性等因素。
合理的材料选择对于LED灯具的性能和使用寿命具有重要影响。
2.模具设计模具设计是LED注塑模组工艺中至关重要的一环。
模具的设计需要考虑LED 灯珠的安装位置、塑料注入口和排气口的设置等因素,以确保塑料充填完整并避免气泡产生。
此外,模具的材质和加工工艺也需要精心选择,以保证模具的使用寿命和注塑成型的质量。
3.注塑成型在LED注塑模组工艺中,通过注塑机将预先加热的塑料材料注入模具中,填充模具内的空腔。
在注塑过程中需要控制注塑压力、温度和注射速度等参数,以确保塑料充填完全并保持一定的注塑速度,避免产生热缩和内应力。
同时,也需要考虑塑料的冷却时间和冷却方式,以确保注塑成型后的产品尺寸稳定和质量均匀。
4.产品去闪注塑成型后的LED灯具外壳可能会存在一些瑕疵,如毛刺、气泡和短流等。
因此需要进行产品去闪工艺,通过去闪刀、砂纸或热流道等方法对产品进行修整,保证外观质量。
5.光电参数测试LED注塑模组工艺完成后,需要对成型的LED灯具进行光电参数测试,包括亮度、色温和发光角度等指标。
通过测试可以确保LED灯具的性能符合需求,并对生产工艺进行反馈和改进。
6.包装出厂最后,经过光电参数测试合格的LED灯具外壳进行包装,保护产品不受污染和损坏,方便运输和销售。
通过以上对LED注塑模组工艺的详细阐述,我们可以看到LED注塑模组工艺是一个复杂的制造过程,需要对材料、模具、注塑成型、产品去闪、光电参数测试和包装出厂等环节进行精心设计和严格控制,以确保LED灯具的品质和性能。
全拼块结构的导光板外框注塑模设计

2 模 具 设计 21 模 具设 计方案 .
fL 拨 、 }t / / 一r 1 /] \ L| J \ l
\ \/ \ i \ /— \ , 、 — 、 \ / \
、
作 为 固定导 光板 的外框 , 塑料 件 的尺 寸精 度 该
无 法平衡充 填 , 增加两个 浇 口 2和 4 可 。
l
一 一
2
、
3
4
5
,
/
j , 、\ i \ / ~ 、 一一
f f
图 1 零 件 图
-\ t 4 ’ /
,
—
r 1
| \
\1 I /\ / /、 、 、 \ l、 . \ f 2 f\ \
1 塑料件 结构分 析
料件 , 流程 比很 大 , 料件充 填 困难且 易产生 翘 曲变 塑
图1 为塑料件 是用 于固定导光 板 的外框 。外 形
形, 因此需 要 多浇 口平 衡 进料 才能 成 型 。浇 口数 目
及 位置 的确定应 是模具设 计 的一大难 点 。
为 长方体 , 总体 尺寸 为 14mm ×12mm ×5rn 6 0 n 。 i 塑 料 件 一 侧 面 为 全 开 口 , 三个 侧 面 的高 度 均 为 另
22 浇 注 系统 的 优 化 设 计 .
( ) 口数 目及 位置 的初步确 定 1浇
理 论 上 , 一个 大 的平 面 内 , 点 浇 口 出来 的 在 从
质 量要 求 不 高。但 尺 寸精 度及 平 面度要 求 却很 高 ,
料 流是 沿半 径 方 向扩散 的 , 因此 确定 浇 口数 目时 我 长 宽 高 的 尺 寸 精 度 分 别 为 ±02 rl、401 . n l - .5 mm 们 可 以利用 圆形来 划分各浇 口的充 填 区间。一个浇 T 和 ±0 5 m l水 平 方 向上 的翘 曲变 形量 不 能大 于 口无 法平 衡 充填 该 塑料 件 , 宽 度方 向至 少应 布置 . n, 0 在 02 i n 因此 , 为极 薄 壁 精 密塑 料 件 ( 部 五 个 . I 。 l l 作 底 凹槽 的厚度 只有 0 f 1, 塑 料件 采用 了尺寸 稳 . FT ) 6 n 该 定性好 的 聚碳 酸酯 ( C) 料 。 P 材 两 个 浇 口。塑 料 件 宽度 为 12 Ⅱ n 考 虑 到 侧壁 部 0 u, 分 充 填较 困难 , 圆形 区域 需要 取 大一 点并 要相 互重 叠 , 圆的直径 取 6 故 0 mm。塑料件 长度为 14 ri , 6 l 1 l / 需 要 三个 圆才 能充满 。 2为浇 口充 填 区域示 意 图 , 图 我 们在 塑料 件上 可布 置六 个浇 口 , 即图 2中 1 3 5 、、、 6 78 、 、 。而左右 的 四个 圆之 间存 在较 大的空 白区域 ,
一种LED灯注塑模具[实用新型专利]
![一种LED灯注塑模具[实用新型专利]](https://img.taocdn.com/s3/m/a888cc17f705cc1754270944.png)
专利名称:一种LED灯注塑模具专利类型:实用新型专利
发明人:张旭
申请号:CN201720399896.4申请日:20170417
公开号:CN206663687U
公开日:
20171124
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种LED灯注塑模具,包括上模、第一连接块、第二连接块和下模,所述上模内部设有主流道和排气孔,主流道底部设有螺孔,排气孔在上模内部呈现轴对称分布,所述上模下部设有第一连接块,第一连接块内包括主流道、排气孔、第一固定座和分流道,第一固定座与第一连接块固定连接,主流道底部设有多个分流道,所述第一连接块下部设有第二连接块,第二连接块包括出水口、进水口、产品部、压力杆和第二固定座,出水口和进水口分布在第二连接块两侧,第二连接块内部设有多个产品部并呈现平行分布,压力杆设在产品部底部。
该一种LED灯注塑模具,通过在产品部下设有弹簧,通过弹簧将冷却后的产品弹出去,不损伤产品本身。
申请人:张旭
地址:635207 四川省达州市渠县丰乐乡大湾村7组60号
国籍:CN
更多信息请下载全文后查看。
汽车LED导光条灯具注射模设计

汽车LED导光条灯具注射模设计赖小强,刘荣晨(宁海金辉模塑有限公司,浙江宁海315000)【摘要】针对汽车LED导光条灯具塑件的技术要求,做了具体的模具设计方案,分型线设计、模具脱模机构设计、进浇方案设计,可为此类光导模具设计提供参考。
关键词:汽车LED导光条灯具;注射模;结构设计中图分类号:TQ320.66文献标识码:BDOI:10.12147/ki.1671-3508.2023.07.009Design of Injection Mold for the Light Guide Lamp of AutomobileLai Xiaoqiang,Liu Rongchen(Ninghai Jinhui Molding Co.,Ltd.,Ninghai,Zhejiang315000,CHN)【Abstract】For the led light guide lamp of automobile,analysis the structure and technological requirements of the plastic parts,introduces in detail the mold type face plan design,mold structure design,mold casting system design,which could provide reference for the designs of similar injection mold.Key words:the LED light guide lamp of automobile;injection mold;mechanism design1光学导管塑件结构及工艺分析1.1光学导管塑件介绍汽车光学导管车灯塑件如图1所示,该塑件整体外协尺寸较大为317.4×166×294.5mm,直径为ϕ6mm。
LED导光柱注塑模具设计
(7)标准模架标准模架的主要标志位国标代号、外形尺寸和模具结构形式等。
图1.1注塑模具的结构
1-动模板;2-定模板;3-冷却水道;4-定模座板;5-定位圈;6-浇口套;7-凸模;8-导柱;9-导套;10-动模座板;11-支承板;12-支承柱;13-推板;14-推板固定板;15-拉料杆;16-推板导柱;17-推板导套;18-推杆;19-复位杆;20-垫块
班级:
学号:作者姓名:213年5月25日无锡太湖学院
信机系模具设计与制造专业
毕业设计论文任务书
一、题目及专题:
1、题目LED导光柱注塑模具设计
2、专题
二、课题来源及选题依据
本次毕业设计题目是LED导光柱注塑模具设计,课题来源于无锡新区某模具有限公司。其研究的内容是电子产品中LED导光柱的注塑模具设计。LED导光柱主要起导光作用,它能够使一切LED灯发光,透光度达到98%。注塑模具在现代生活中的地位越来越高,因此对塑料模具质量的要求也越来越高,这就要求塑料模具的开发、设计与制造的水平也必须越来越高。LED导光柱在工厂生产中属于大批量生产,故将要求我们精确设计出相应的塑料模具。
This article main content is aboutadetailed analysis, calculation and designofthe LED light guide forming parts of injection mould, pouring system, guide mechanism, institution, exhaust system and cooling system, etc. In the design process, we need to fully consider the plastic deformation, shrinkage rate, exhaust and other factors, makingit satisfy the requirement of the overall design.
塑料导光柱模具模具零件加工

整体加工路线为:下料—粗铣—精铣—热处理—磨削—数控铣—钳工—检验。
1.数控机床完成中心钻做引导孔,按图要求钻4-Ф12、4×Ф16底孔;钻扩阶梯孔4×Ф29、4×Ф22孔、4×Ф11;扩、精铰Ф12H7及Ф16H7孔。
2.数控铣床加工完成60H8×90H8×20长方孔
讲解:
整体加工路线为:下料—粗铣—精铣—热处理—磨削—数控铣—电火花—研磨抛光。
1.流道粗加工及Ф12H7孔与型芯台阶孔,钻-扩螺纹底孔、加工M8螺纹孔
2.电火花加工成型部位
幻灯片4
下模仁加工工艺(教材表2-6的内容要呈现在ppt上)
下模仁的加工
因此处要突出的是学生能够理解三维实体的结构,然后再对零件图理解,教师的目的是要学生知道加工点是什么!
件的加工
课程名称
目的:让学生先感性的认识次微课要使用的模具,因此要有立体的感觉,要求是学生感觉到真实性。
模具旋转,从X轴方向看,再从Y轴方向看。
成型的塑件为塑料导光柱,其结构是模具一种典型的结构即单分型注射模具
幻灯片2
问题:1..导光柱模具成型零件包括哪些?
讲解:
整体加工路线为:下料—粗铣—精铣—热处理—磨削—数控铣—电火花—研磨抛光。
1.数控铣浇道及浇口至尺寸
2.电火花加工成型部位
幻灯片5
动模板加工工艺(教材表2-4的内容要呈现在ppt上)
上模仁的加工
因此处要突出的是学生能够理解三维实体的结构,然后再对零件图理解,教师的目的是要学生知道加工点是什么!
2.主要零件加工工艺
问题有引起注意及思考的插图并有动作,在提示要回答问题,其实就是新课内容的导入
此时动画应把主要零件从模具中抽出来!
1.上模仁
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
班级:
学号:
作者姓名:
2013年5月25日
无锡太湖学院
信机系模具设计与制造专业
毕业设计论文任务书
一、题目及专题:
1、题目LED导光柱注塑模具设计
2、专题
二、课题来源及选题依据
本次毕业设计题目是LED导光柱注塑模具设计,课题来源于无锡新区某模具有限公司。其研究的内容是电子产品中LED导光柱的注塑模具设计。LED导光柱主要起导光作用,它能够使一切LED灯发光,透光度达到98%。注塑模具在现代生活中的地位越来越高,因此对塑料模具质量的要求也越来越高,这就要求塑料模具的开发、设计与制造的水平也必须越来越高。LED导光柱在工厂生产中属于大批量生产,故将要求我们精确设计出相应的塑料模具。
In moderninjectionmolding production, the quality of the plastic partsisclosely relatedto thethree factorswhich includeplastic mold, plastic molding equipment and plastic molding process.In these three elements, plastic mold quality is the most critical,it is best to reflect the technical content and economic benefits of the plastic molding production process, its function is twofold:makingthe plastic meltthedesired shape, performance, quality ; cooling and launched the formed workpieces.
六、设计(论文)指导(或顾问):
指导教师签名
签名
签名
教研室主任
〔学科组组长研究所所长〕签名
系主任签名
2012年11月12日
摘要
本次毕业设计的题目是LED导光柱注塑模具设计。目前,塑料制件几乎已经进入了一切工业部门以及人民生活的各个领域。随着工业塑料制件和日用塑料制件的品种和需求量日益增加,这些产品更新换代的周期越来越短,因此对塑料的品种、产量和质量都提出了越来越高的要求,这就要求塑料模具的开发、设计与制造的水平也必须越来越高。
在现代塑料成型生产中,塑料制件的质量与塑料成型模具、塑料成型设备和塑料成型工艺这三项因素密切相关。在这三项要素中,塑料成型模具质量最为关键,它最能反映出整个塑料成型生产过程的技术含量及经济效益,它的功能是双重的:赋予塑料熔体以期望的形状、性能、质量;冷却并推出成型的制件。
本文主要内容是对LED导光柱注塑模具的成型部位、浇注系统、导向机构、推出机构、排气系统及冷却系统等进行详细的分析、计算及设计。在设计过程中,我们需要充分考虑塑料变形、收缩率、排气等各种因素的影响,使其满足总体的设计要求。
关键词:LED导光柱;注塑成型;注塑模具;结构设计。
Abstract
My graduation thesis topic is LED guide beam injection mold design. Plastic parts almostgo intoall industrial sectorsandthe people of all areas of lifetoday. With the varietyandthe demand ofindustrial plastic parts and plastic partsfor daily useincreasing,theproduct replacementcycles are getting shorter,which causeshigher and higher demandsforthe plastic varieties, yield and quality, sothe development of plastic mold design and manufacturing levelshouldalso grow.
本课题的选择主要有下面几方面的依据:
1、塑料模具与自己的专业接近,完成该课题可对我们大学期间所学知识进行一次全面的专业训练,可以培养我们掌握如何运用过去所学知识去解决生产中实际问题的方法。
2、我在无锡一家模具厂实习,该厂正好生产导光柱,我对制件的尺寸都有深入的了解,可以减少许多不必要的麻烦。
三、本设计(论文或其他)应达(论文)
题目:LED导光柱注塑模具设计
信机系模具设计与制造专业
学号:
学生姓名:
指导教师:
2013年5月25日
无锡太湖学院本科毕业设计(论文)
诚信承诺书
本人郑重声明:所呈交的毕业设计(论文)LED导光柱注塑模具设计是本人在导师的指导下独立进行研究所取得的成果,其内容除了在毕业设计(论文)中特别加以标注引用,表示致谢的内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写的成果作品。
①正确合理分析零件工艺用途及结构;
②理解并掌握注塑模具的原理;
③了解注塑模具的各种结构以及各自的特点;
④能够掌握注塑模具上各个部分的作用;
⑤对于注塑模具设计,能够掌握模具中各个部分的设计原则以及能够合理分析各因素对设计的影响;
⑥熟练使用各种制图软件。
四、接受任务学生:
班姓名
五、开始及完成日期:
自2012年11月12日至2013年5月25日