飞利达等刻字机数据线接线图
PCI卡接线图
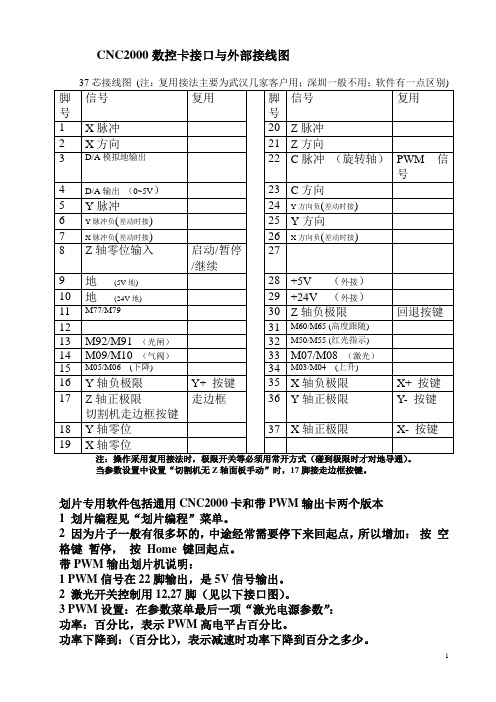
CNC2000数控卡接口与外部接线图当参数设置中设置“切割机无Z轴面板手动”时,17脚接走边框按键。
划片专用软件包括通用CNC2000卡和带PWM输出卡两个版本1 划片编程见“划片编程”菜单。
2 因为片子一般有很多坏的,中途经常需要停下来回起点,所以增加:按空格键暂停,按Home 键回起点。
带PWM输出划片机说明:1 PWM信号在22脚输出,是5V信号输出。
2 激光开关控制用12,27脚(见以下接口图)。
3 PWM设置:在参数菜单最后一项“激光电源参数”:功率:百分比,表示PWM高电平占百分比。
功率下降到:(百分比),表示减速时功率下降到百分之多少。
频率:PWM频率。
频率下降到:表示减速时PWM频率下降到百分之多少。
预激励:表示不完全关断Q开关,避免首脉冲用。
10芯接头手动面板接线:1脚切换XY/切换到CZ2脚X+ / C+3脚Y+ / Z+4脚Y- / Z-5脚6脚X- / C-8脚启动从正面看,引脚排列如下:9 7 5 3 110 8 6 4 2加手摇脉冲发生器接线方法(脚号见板上标注)10芯接头:1脚X5 5倍快速2脚X轴3脚Y轴4脚手摇A相5脚Z轴6脚手摇B相8脚C轴手摇脉冲发生器的输出信号电压有5V和24V两种,国产的大多为5V。
输出信号方式又分高电平输出和集电极开路输出,国产的大多为5V高电平输出。
当为24V输出时,电路板不需要做任何改动;当为5V输出时,电路板改动如下:1 将排阻RJ1从5.6K改为1K。
2 将排阻RJ1的第1脚到U4的第16脚之间的连线断开。
3将排阻RJ1的第1脚飞一根线到U13(黑色的6N137芯片)的第8脚。
软件修改:1 按要求将等离子和火焰的跟随输出分开。
2 增加了上升延时、下降延时、穿孔时割抢上升时间设置。
3 当穿孔时割抢上升时间设置为0时,穿孔时割抢不上升。
请教一个问题:割枪下降后,断开下降输出端口15 。
即:上升和下降端口都处于断开状态,是否正确?等离子与火焰切割界面设置:用记事本编辑\Sconfig\mcname.cam,将第一行分别改为:STAR_CNC2000 激光焊接与切割PLASMA 等离子切割OXY 火焰切割火焰切割M07实现以下复合功能:1开乙炔(M50),点火(M77),切割第一个轮廓时才输出M50,M77, 以后不输出。
接线盒接线图
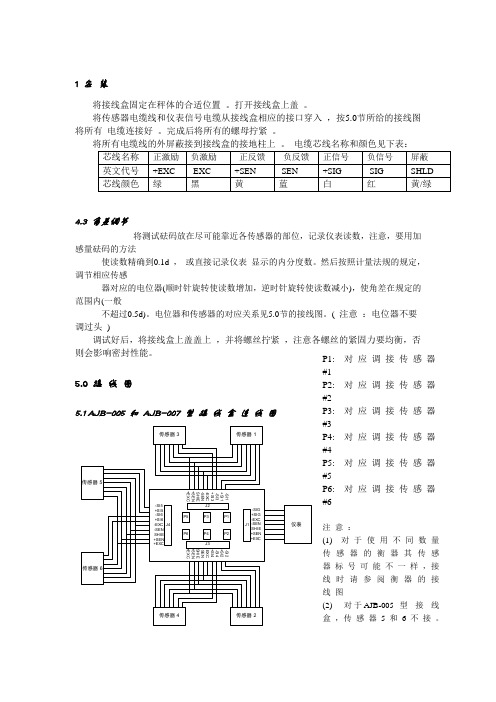
1 安 装将接线盒固定在秤体的合适位置 。
打开接线盒上盖 。
将传感器电缆线和仪表信号电缆从接线盒相应的接口穿入 ,按5.0节所给的接线图将所有 电缆连接好 。
完成后将所有的螺母拧紧 。
4.3 角差调节将测试砝码放在尽可能靠近各传感器的部位,记录仪表读数,注意,要用加感量砝码的方法使读数精确到0.1d , 或直接记录仪表 显示的内分度数。
然后按照计量法规的规定,调节相应传感器对应的电位器(顺时针旋转使读数增加,逆时针旋转使读数减小),使角差在规定的范围内(一般不超过0.5d)。
电位器和传感器的对应关系见5.0节的接线图。
( 注意 :电位器不要调过头 ) 调试好后,将接线盒上盖盖上 ,并将螺丝拧紧 ,注意各螺丝的紧固力要均衡,否则会影响密封性能。
5.0 接 线 图 5.1 AJB-005 和 AJB-007 型 接 线 盒 连 线 图P1: 对 应 调 接 传 感 器 #1P2: 对 应 调 接 传 感 器#2P3: 对 应 调 接 传 感 器 #3P4: 对 应 调 接 传 感 器 #4P5: 对 应 调 接 传 感 器 #5P6: 对 应 调 接 传 感 器 #6注 意 :(1) 对 于 使 用 不 同 数 量 传 感 器 的 衡 器 其 传 感 器 标 号 可 能 不 一 样 , 接 线 时 请 参 阅 衡 器 的 接 线 图(2) 对于AJB-005 型 接 线盒 , 传 感 器 5 和 6 不 接 。
5.2 AJB-015 型接线盒连线图R12 对应调接传感器#1 R4 对应调接传感器#2R16 对应调接传感器#3R8 对应调接传感器#4。
图解电脑内外所有连线(新手装机必看)
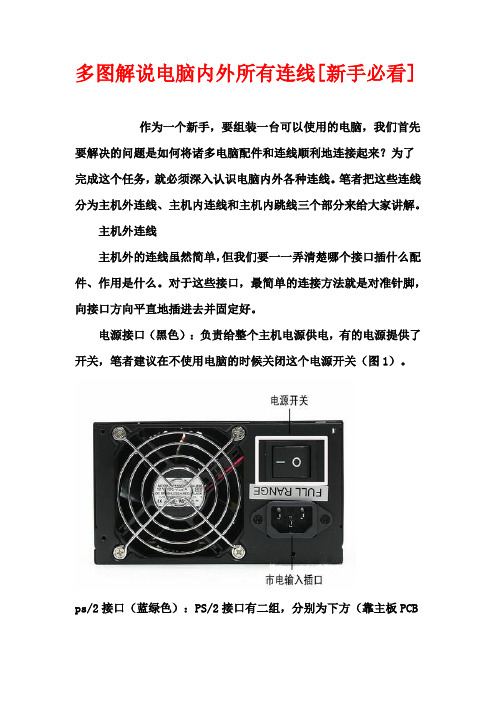
多图解说电脑内外所有连线[新手必看]作为一个新手,要组装一台可以使用的电脑,我们首先要解决的问题是如何将诸多电脑配件和连线顺利地连接起来?为了完成这个任务,就必须深入认识电脑内外各种连线。
笔者把这些连线分为主机外连线、主机内连线和主机内跳线三个部分来给大家讲解。
主机外连线主机外的连线虽然简单,但我们要一一弄清楚哪个接口插什么配件、作用是什么。
对于这些接口,最简单的连接方法就是对准针脚,向接口方向平直地插进去并固定好。
电源接口(黑色):负责给整个主机电源供电,有的电源提供了开关,笔者建议在不使用电脑的时候关闭这个电源开关(图1)。
ps/2接口(蓝绿色):PS/2接口有二组,分别为下方(靠主板PCB方向)紫色的键盘接口和上方绿色的鼠标接口(图2),两组接口不能插反,否则将找不到相应硬件;在使用中也不能进行热拔插,否则会损坏相关芯片或电路。
USB接口(黑色):接口外形呈扁平状,是家用电脑外部接口中唯一支持热拔插的接口,可连接所有采用USB接口的外设,具有防呆设计,反向将不能插入。
LPT接口(朱红色):该接口为针角最多的接口,共25针。
可用来连接打印机,在连接好后应扭紧接口两边的旋转螺丝(其他类似配件设备的固定方法相同)。
COM接口(深蓝色):平均分布于并行接口下方,该接口有9个针脚,也称之为串口1和串口2。
可连接游戏手柄或手写板等配件。
LineOut接口(淡绿色):靠近COM接口,通过音频线用来连接音箱的Line接口,输出经过电脑处理的各种音频信号(图3)。
Line in接口(淡蓝色):位于LineOut和Mic中间的那个接口,意为音频输入接口,需和其他音频专业设备相连,家庭用户一般闲置无用。
Mic接口(粉红色):粉红色是MM喜欢的颜色,而聊天也是MM 喜欢的。
MIC接口可让二者兼得。
MIC接口与麦克风连接,用于聊天或者录音。
显卡接口(蓝色):蓝色的15针D-Sub接口是一种模拟信号输出接口(图4),用来双向传输视频信号到显示器。
CNC2000_DA卡接线图
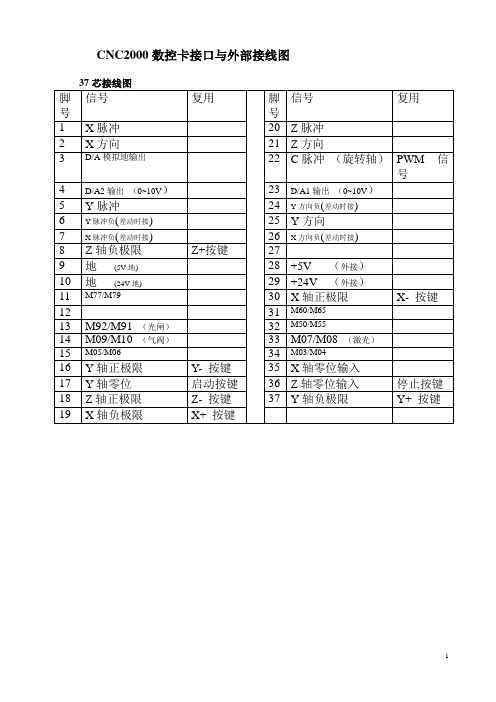
CNC2000数控卡接口与外部接线图CNC2000(带DA输出)转接板接线图注:极限与零位输入以接线图为准。
模拟信号D/A地接37芯第3脚。
注:操作采用复用接法时,极限开关等必须用常开方式(碰到极限时才对地导通)。
软件修改:1 按要求将等离子和火焰的跟随输出分开。
2 增加了上升延时、下降延时、穿孔时割抢上升时间设置。
3 当穿孔时割抢上升时间设置为0时,穿孔时割抢不上升。
请教一个问题:割枪下降后,断开下降输出端口15 。
即:上升和下降端口都处于断开状态,是否正确?等离子与火焰切割界面设置:用记事本编辑\Sconfig\mcname.cam,将第一行分别改为:STAR_CNC2000 激光焊接与切割PLASMA 等离子切割OXY 火焰切割火焰切割M07实现以下复合功能:1开乙炔(M50),点火(M77),切割第一个轮廓时才输出M50,M77, 以后不输出。
2切割头下降M05,并按设置参数延时。
3开预热M09,按设置延时参数延时,当按取消时,记忆并保持当前延时参数,作为以后的预热延时参数。
4 穿孔时割抢上升。
5 开切割氧M07,按设置延时参数延时,当按取消时,记忆并保持当前延时参数,作为以后的穿孔延时参数。
6 割抢下降。
7 开高度跟随。
M08实现一下复合功能:1关切割M09。
2关高度跟随。
3切割头上升,并按设置参数延时。
整个程序结束时自动输出:1关预热M10。
2关点火M79。
3关乙炔M55。
10芯外接操作面板接口脚号信号复用脚号信号复用1 切换(XY/CZ手动)2 X+ 按键(C+)3 Y+ 按键(Z+)4 Y- 按键(Z-)5 6 X- 按键(C-)7 8 启动按键9 10注:1、M指令接线方式:+24V----负载(继电器)-----M09等2、步进电机驱动电源采用共阳极(+5V)。
3、所有极限、零位、上、下、左、右、启动、停止等为:低电平有效(对24V地接通有效)。
如果极限采用常闭,操作面板的上、下、左、右等按键不能与常闭开关复用。
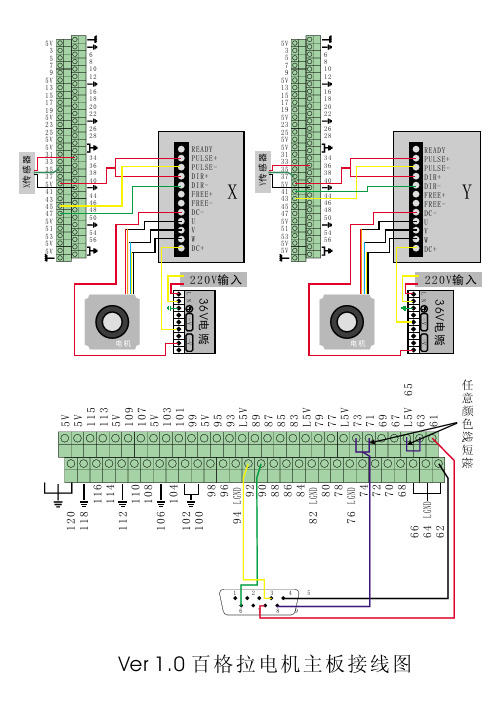
激光雕刻机主板接线图
2
安全地线
4
GND
6
I:Z 轴下限位,电路图①
8
I:U 轴下限位,电路图①
10
O:电路图②
12
O:电路图②
14
GND
16
O:U 轴 (差分) DIR-
18
O:U 轴 (差分) Step-
20
O:Z 轴 (差分) Step-
22
O:Z 轴 (差分) DIR-
24
GND
26
O:Z 轴 (TTL) Step
5V
VCC2
15 17 19 21
16 18 20 22
VCC2
5V 27 29 31 33
28 30 32
34
5V
VCC2
39 41 43 45
40 42
44 46
VCC2
5V 51 53 55 57
52
54 56 58
5V
U V W
LN
36V
READY PULSE+ PULSEDIR+ DIRFREE+ FREEDCU V W DC+
52
GND
54
O:X 轴 (TTL) Step
56
O:Y 轴 (TTL) Step
58
GND
60
GND
激光器接口
(此部分与其它部分隔离)
61
接激光器(激光电源)的
电源输出
62
LGND
63
转换得到的 5V 电源
65
L5V
67
5V 1K 上拉
69
5V 1K 上拉
71
5V 1K 上拉
73
FX系列PLC输入与输出如何接线

FX系列PLC输入与输出如何接线?要想正确地实现PLC的输入与输出外部接线,就必须了解PLC的输入回路构成图和输出回路构成图。
FXPLC输入外部接线简图:看到上面的图,您会不会认为是我画错了呢?我在给配线电工图纸时,很多电工都会来找我更正此处,甚至有些技术人员也说此图有错。
我们来看一下FXPLC的输入回路构成图就清楚了。
从上图中的输入内部构成图可看出:FXPLC的输入外部接线可以是:开关两边的线各接COM与相应的输入点X,这是由PLC的内部24C电源供电。
此种接线非常方便,但是却存在一个问题,大家都知道电源是有一定的带负载能力的。
当负载超过了电源的容量,电源的输出电压会降低甚至会烧损,PLC的内部电源也一样。
当我们设计一个很大的系统时,PLC的输入端会接很多开关,如:接近开关,光电开关,按扭等。
此时负载就很大,也许就超过了PLC内部24V电源的负载能力。
此时就需要外接24V 供电。
(负载很小时,我也是用外接24V电源供电。
由于短路等原因烧一个外接24V电源没多钱,烧了PLC的内部电源造成PLC不工作就耽误时间了。
)外接24V电源的接线方式就如第一幅图所示,看了输入内部构成图。
有疑问者应该释然了!FXPLC如何外接接近开关呢?以NPN型接近开关为例:还是需要一个外接24V直流电源,直流电源的24V 和接近开关的24V,PLC的24V连接,直流电源的0V与接近开关的0V连接,接近开关的输出信号接PLC的输入点X注意看一下图二的PLC内部结构图,PLC的输入点X与PLC24V之间有一个电阻,正好构成了接近开关的负载!FXPLC的输出外部接线很简单,看上面的输出内部构成图就会了。
晶体管型与继电器型外部接线一样。
要注意的是,PLC的输出有几个公共端(COM),输出点分成几个组,一个组有一个公共端COM。
光电开关的工作原理光电开关是传感器大家族中的成员,它把发射端和接收端之间光的强弱变化转化为电流的变化以达到探测的目的。
plc触摸屏电缆接线大全
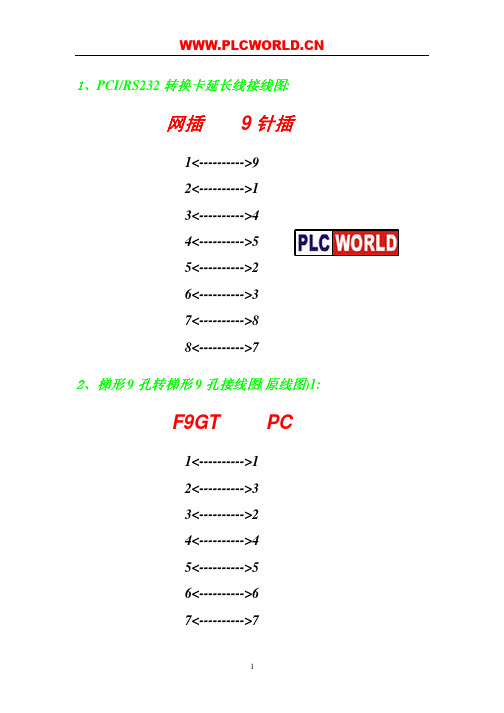
1、PCI/RS232转换卡延长线接线图:网插9针插1<---------->92<---------->13<---------->44<---------->55<---------->26<---------->37<---------->88<---------->72、梯形9孔转梯形9孔接线图(原线图)1:F9GT PC1<---------->12<---------->33<---------->24<---------->45<---------->56<---------->67<---------->78<---------->89<---------->93、梯形9孔转梯形9孔接线图Y2:F9GT PC1<---------->33<---------->24<---------->65<---------->56<---------->47<---------->88<---------->74、梯形9孔转梯形9孔接线图W3:F9GT PC1<---------->33<---------->24<---------->6/85<---------->58/6<---------->48、威纶MT系列MT5(9孔) PC(9孔)5----------------------57----------------------28----------------------3圆针))MT5(9孔) FXPLC(9圆针1----------------------42----------------------73----------------------14----------------------25----------------------3EVIEW人机与电脑,PLC连接线如9、三菱SC-09接线图[SC09]图片:图片:图片:描述:方法二,来自于本站其他网友图片:三菱FX编程接口图支持三菱FX系列PLC和A系列PLC的一些型号!三菱FX编程接口图图片:三菱FX系列编程电缆制作图片:自制三菱FX编程电缆三菱PLC.触摸屏电缆接线图图片:三菱PLC.触摸屏电缆接线图图片:图片:描述:方法二,来自于本站其他网友图片:三菱FX编程接口图FX机型用1010、、欧姆龙CPM1A系列PLC编程电缆自制方法图片:已经过测试。
CNC2000_DA卡接线图
CNC2000数控卡接口与外部接线图CNC2000(带DA输出)转接板接线图注:极限与零位输入以接线图为准。
模拟信号D/A地接37芯第3脚。
注:操作采用复用接法时,极限开关等必须用常开方式(碰到极限时才对地导通)。
软件修改:1 按要求将等离子和火焰的跟随输出分开。
2 增加了上升延时、下降延时、穿孔时割抢上升时间设置。
3 当穿孔时割抢上升时间设置为0时,穿孔时割抢不上升。
请教一个问题:割枪下降后,断开下降输出端口15 。
即:上升和下降端口都处于断开状态,是否正确?等离子与火焰切割界面设置:用记事本编辑\Sconfig\mcname.cam,将第一行分别改为:STAR_CNC2000 激光焊接与切割PLASMA 等离子切割OXY 火焰切割火焰切割M07实现以下复合功能:1开乙炔(M50),点火(M77),切割第一个轮廓时才输出M50,M77, 以后不输出。
2切割头下降M05,并按设置参数延时。
3开预热M09,按设置延时参数延时,当按取消时,记忆并保持当前延时参数,作为以后的预热延时参数。
4 穿孔时割抢上升。
5 开切割氧M07,按设置延时参数延时,当按取消时,记忆并保持当前延时参数,作为以后的穿孔延时参数。
6 割抢下降。
7 开高度跟随。
M08实现一下复合功能:1关切割M09。
2关高度跟随。
3切割头上升,并按设置参数延时。
整个程序结束时自动输出:1关预热M10。
2关点火M79。
3关乙炔M55。
10芯外接操作面板接口脚号信号复用脚号信号复用1 切换(XY/CZ手动)2 X+ 按键(C+)3 Y+ 按键(Z+)4 Y- 按键(Z-)5 6 X- 按键(C-)7 8 启动按键9 10注:1、M指令接线方式:+24V----负载(继电器)-----M09等2、步进电机驱动电源采用共阳极(+5V)。
3、所有极限、零位、上、下、左、右、启动、停止等为:低电平有效(对24V地接通有效)。
如果极限采用常闭,操作面板的上、下、左、右等按键不能与常闭开关复用。
最完整的电线接线图教程(绝对干货)
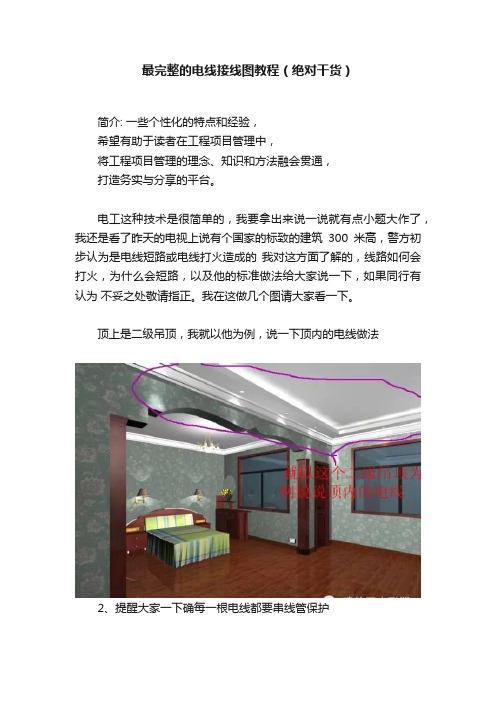
最完整的电线接线图教程(绝对干货)简介: 一些个性化的特点和经验,希望有助于读者在工程项目管理中,将工程项目管理的理念、知识和方法融会贯通,打造务实与分享的平台。
电工这种技术是很简单的,我要拿出来说一说就有点小题大作了,我还是看了昨天的电视上说有个国家的标致的建筑300米高,警方初步认为是电线短路或电线打火造成的我对这方面了解的,线路如何会打火,为什么会短路,以及他的标准做法给大家说一下,如果同行有认为不妥之处敬请指正。
我在这做几个图请大家看一下。
顶上是二级吊顶,我就以他为例,说一下顶内的电线做法2、提醒大家一下确每一根电线都要串线管保护筒灯的尾端是用蛇皮管保护的,因为他要弯曲与移位的需要。
相关图片:3、通常的电线接头都是这样的接法,才能保证电线接头不发生打火、短路,与接触不良的现象点这免费下载施工技术资料这是施工规范,是每个电工的应该的做到的,相关图片:4、这是第二种做法,也是施工规范上规定,我一直都是在这样做,好多年了,我祥细的说一下分支线路就是这种接法,主线路不能截断,附电线围绕主线缠绕6--8圈。
电线出现打火、短路、接触不良的现象很严重,处理起来是很简单,电线打火与短路是因为没有正确的接线头造成的,接线头松动后,高负荷电流通过时就会产生电离子,电离子相互排斥样子很象电焊的焊花,同时温度也升高起来了,而且很快,如果能粘上就通电,通不了电就形成了短路。
相关图片:5、现在接线头如果说究的话,电线应该用防火胶布缠在里面,它的作用就是防止电打火烧坏东西,这是在吊顶内很重要,特别是现在很多吊顶材料用了木方做龙骨,更需要这样做,我在做工的时候都用它了,(吊顶内)。
相关图片:6、每一根电线的末端都要做这样的处理,这样有效的避免触电的危险,也是从细微处看工人的做工是否专业相关图片:7、电线的打火,短路,接触不良,等等的故障不止是在接头上,还有一处是在接线盒内,有很多的现象是新房子水电都没有问题,装修结束后问题就现来了,再说一下电线盒内线头接法。
工控产品连线接线图
深圳市吉庆电子有限公司工程部2008-04-15工控产品通讯连线接线图一、说明如下:1.8S-----------------8针S端子2.5S-----------------5针S端子3.9公--------------- DB9公头4.9母--------------- DB9母头5.25公-------------- DB25公头6.25母-------------- DB25母头二、端子的引脚定义:三、工控产品通讯线定义如下:1.三菱PLC 台达TP04(8S)(9母)7―――――――――――――64―――――――――――――71―――――――――――――92―――――――――――――82.PC 台达PLC(9母)(8S)2―――――――――――――-53――――――――――――――45――――――――――――――33.三菱PLC 台达触摸屏(人机界面/DOP)(8S)(9母)4――――――――――――――17――――――――――――――22――――――――――――――31――――――――――――――43――――――――――――――54.台达PLC 台达触摸屏(HMI)(8S)(9公)5―――――――――――――24―――――――――――――38―――――――――――――55.PC 台达TP04(9母)(9母)2―――――――――――――33―――――――――――――25―――――――――――――56.台达PLC 台达TP04(8S)(9母)5―――――――――――――24―――――――――――――38―――――――――――――57.PC 台达人机界面(9母)(9公)7―――――――――――――88―――――――――――――75―――――――――――――52―――――――――――――33―――――――――――――28.PC 台达变频器(9母)(RJ-11)定义如下:1:+ 绿:-2:- 红:+ 注:RS485通讯!!!9.海泰克人机台达PLC(25母)(8S)2――――――――――43――――――――――57――――――――――845682010.海泰克PWS人机PC(25母)(9母)2――――――――――23――――――――――37――――――――――5475814611.GP人机欧姆龙PLC (25公)(9公)2――――――――――――33――――――――――――27――――――――――――94512.PC 三菱PLC (9母)(8S)2――――――――――――43――――――――――――15――――――――――――24767813.海泰克PWS500 PC(9公)(9母)2――――――――――33――――――――――25――――――――――514.海泰克TD220 台达PLC (9母)(8S)2―――――――――――53―――――――――――45―――――――――――8 15.Eview MT500触摸屏台达PLC (9母)(8S)2――――――――――――43――――――――――――55――――――――――――3(8)16.台达触摸屏西门子PLC(S7-200)(9公)(9公)¾RS232通讯:2―――――――――――23―――――――――――35―――――――――――5¾RS485通讯:2――――――――3(+)31――――――――8(-)45―――――――――――517.台达触摸屏/TPO4 松下PLC (9公)/(9母)(5 S)2―――――――――――23―――――――――――35―――――――――――118. PC 三菱触摸屏(F930)(9母)(9母)2―――――――――33―――――――――25―――――――――564――――――86―――――-4819.三菱触摸屏(F930)三菱PLC(9公)(8S)1―――――――――――22―――――――――――76―――――――――――17―――――――――――49―――――――――――54 3――――――5 620. PC 台达A系列伺服CN3(9母)(IEEE1394)5―――――――――12―――――――――23―――――――――421. PC 台达B系列伺服CN3 (9母)(8S)2―――――――――53―――――――――45―――――――――822.台达触摸屏台达B系列伺服CN3(9公)(8S)2―――――――――53―――――――――45―――――――――823. Eview文本(MD204LV4)台达PLC(9母)(8S)2――――――――――53――――――――――45――――――――――824. 台达A系列伺服CN2 编码器5――――――――――A----------(A)4――――――――――/A---------(B)7――――――――――B ---------(C)9――――――――――/B---------(D)10 ―――――――――Z----------(F)2――――――――――/Z---------(G)14―――――――+5V-------(S)1613―――――――GND------(R)1525.台达触摸屏KV Series(9公)(RJ-11/6Pin)2―――――――――33―――――――――5 基恩士 KEYENCE5―――――――――4注:RS232通讯!!!26.海泰克触摸屏三菱PLC(FX2N)(25母)(8S)14―――――――――――215―――――――――――116―――――――――――717――――――――421注:RS422通讯!!!27.海泰克触摸屏三菱PLC(FX2N)(9公)(8S)1――――――――――26――――――――――14――――――――――79――――――――――4注:RS422通讯!!!28.威纶触摸屏三菱PLC(9母)(8S)1――――――――――42――――――――――75――――――――――33――――――――――14―――――――――-229. 威纶触摸屏PC(9母)(9母)5―――――――――57―――――――――28―――――――――330.富士触摸屏(VGOOC-E)三菱PLC(25公)(8S)31.Wein View MT500触摸屏NAIS FP PLC(9公)(5S)2――――――――――――-33―――――――――――――25―――――――――――――132.海泰克触摸屏PWS6600C-S 台达PLC(25公)(8S)2―――――――――――43―――――――――――57―――――――――――84533.海泰克触摸屏PWS6A00T-P PC(25公)(9母)2――――――――23――――――――37――――――――54 15 467834.海泰克触摸屏PWS1711 西门子PLC(S7-200)(25母)(9公)14―――――――――315―――――――――835.台达触摸屏台达A系列伺服CN3(9公)(IEEE1394)5―――――――――12―――――――――23―――――――――4工控产品通讯连线接线图36.西门子触摸屏(TP178)西门子PLC(S7-200)(9公)(9公)3――――――――――35――――――――――58――――――――――8第 11 页共 11 页。
faunc-0i-31i硬件连接图线材制作图纸大全
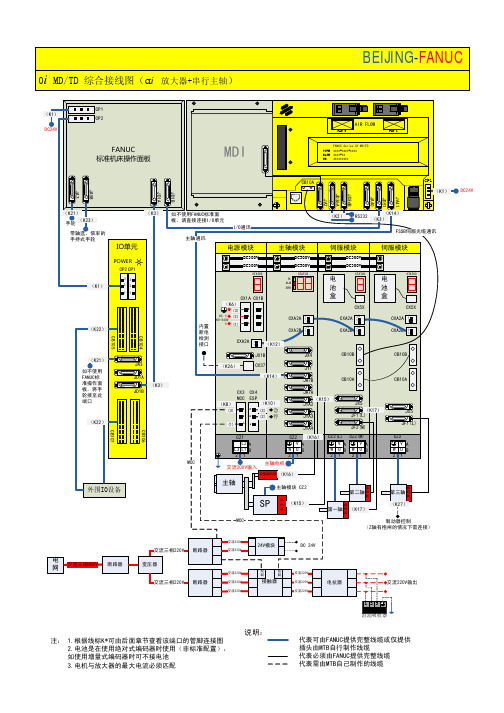
说明:
代表可由FANUC提供完整线缆或仅提供
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
说明:
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC提供完整线缆或仅提供注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
插头由MTB自行制作线缆
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),DC24V
i
i i
position
coder
24V
24V
接
于
为制动插脚于,
为制动插脚
i
电源故障检测
i
电源故障检测
i
i i。
实用!41例电动机接线方法-清晰大图(上)

实用!41例电动机接线方法-清晰大图(上)01电动机接线一般常用三相交流电动机接线架上都引出6个接线柱,当电动机铭牌上标为Y形接法时,D6、D4、D5相连接,D1~D3接电源;为△形接法时,D6与D1连接,D4与D2连接,D5与D3连接,然后D1~D3接电源。
可参见图1所示连接方法连接。
图1 三相交流电动机Y形和△形接线方法02三相吹风机接线有部分三相吹风机有6个接线端子,接线方法如图2所示。
采用△形接法应接入220V三相交流电源,采用Y形接法应接入380V三相交流电源。
一般3英寸、3.5英寸、4英寸、4.5英寸的型号按此法接。
其他吹风机应按其铭牌上所标的接法连接。
图2 三相吹风机六个引出端子接线方法03单相电容运转电动机接线单相电动机接线方法很多,如果不按要求接线,就会有烧坏电动机的可能。
因此在接线时,一定要看清铭牌上注明的接线方法。
图247为IDD5032型单相电容运转电动机接线方法。
其功率为60W,电容选用耐压500V、容量为4μF的产品。
图3(a)为正转接线,图3(b)为反转接线。
图3 IDD5032型单相电容运转电动机接线方法04单相电容运转电动机接线图4 JX07A-4型单相电容运转电动机接线方法图4是JX07A-4型单相电容运转电动机接线方法。
电动机功率为60W,用220V/50Hz交流电源、电流为0.5A。
它的转速为每分钟1400转。
电容选用耐压400~500V、容量8μF的产品。
图4(a)为正转接线,图4(b)为反转接线。
05单相吹风机接线图5 单相吹风机四个引出端子接线方法有的单相吹风机引出4个接线端子,接线方法如图5所示。
采用并联接法应接入110V交流电源,采用串联接法应接入220V交流电源。
06Y100LY系列电动机接线目前,Y系列电动机被广泛应用。
Y系列电动机具有体积小、外形美观、节电等优点。
它的接线方式有两种:一种为△形,它的接线端子W2与U1相连,U2与V1相连,V2与W1相连,然后接电源;另一种为Y形,接线端子W2、U2、V2相连接,其余3个接线端子U1、V1、W1接电源。
刻字机快速安装说明新
呼吸屋刻字机快速安装及使用说明1、接线1.1、接上刻字机电源线。
1.2、接好电脑与刻字机之间的数据线(注:九针串口白线和USB黑线只能接一根,不能同时接)1.3、地线链接请务必安装地线,刻字机持续刻绘,会产生一定的静电,如无地线,有可能在刻绘过程中出现骤停、乱刻等现象。
2、软件安装(注:建议安装在电脑C盘,默认安装即可,电脑必须有光驱没有光驱的可以买一个移动光驱)2.1、安装2009文泰刻绘软件(默认安装,不要修改)把2009文泰刻绘光盘放入光驱(一定要先安装文泰刻绘光盘).打开之后打开光驱会出现文泰欢迎界面点选择是选择最大安装。
下一个进度条走完就OK了(安装速度根据电脑性能而定)进度条走完会出现下图点结束就行电脑桌面出现图标说明安装成功。
形成一个文泰刻绘的图标,再双击这个图标,电脑会提示你放入千年图库2.2、放入千年图库盘安装千年图库双击光驱会出现欢迎界面点击下一个选择是默认是安装在C盘点击下一个再次点击下一个等进度条走完(大概需要2—3分钟)千年图库安装完成。
2.3、如使用USB黑线,需安装USB驱动(使用白色串口线无需安装驱动,忽略此步骤即可)将USB驱动插入光驱双击打开选择USB驱动机-340双击打开直接点击“INSTALL”进行安装出现如下图,点击确定,提示安装成功3、USB驱动与刻绘输出端口设置(需打开刻字机电源,连接好USB黑线或串口线,端口一旦设置好接口不要随意更换新手不熟练时建议不要用刻字纸)3.1、双击打开桌面上的文泰2009刻绘软件,根据需要设定宽高纸,然后点击创建新文件3.2、然后点击下“刻绘输出”按键,或文泰软件正上方的工具栏图标3.3、在厂商处请选择下拉条,在下里找到“飞宇”点击选中,右边会出现“飞宇电脑刻字机”,再将它选中,点右边的“添加”按钮,然后关闭此框。
如下图:3.4、端口设置使用USB线连接电脑刻字机端口一定要选择COM2(如用白色九针串口线选择COM1)切记端口类型选择:串口(注:如果端口里面没有COM1或是COM2,需要再设备管理器里面进行修改)再次点下旁边的“设置端口”,再点击“详细设置”,然后在流式控制里面选择1和3,如下(注:由于电脑系统或是设置不同,勾选的选项有变化)右键点击“我的电脑”图标,点击属性,在硬件中找到“设备管理器”并点击进入(若没找到“设备管理器”,有“管理器”选项的话,也可以点击打开,再从中就可以找到“设备管理”)双击端口,下边出现或USB CUTTER,端口显示COM3或其他端口双击显示有刻字机的这个端口,点击端口设置,在点击高级在COM 端口号里把COM3或其他端口改为COM2或COM1(如果com2和com1都被占用可以选择其他端口),然后电脑一定要重新启动。
YAG激光打标机飞行标刻接线及使用说明(共10页)
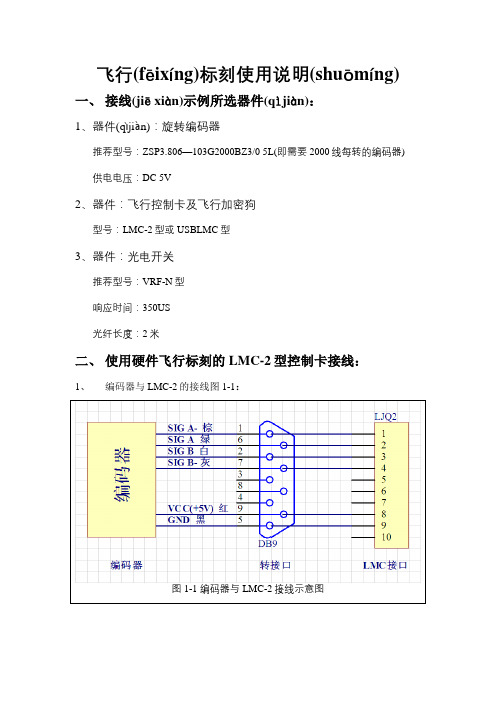
飞行(fēixíng)标刻使用说明(shuōmíng)一、接线(jiē xiàn)示例所选器件(qìjiàn):1、器件(qìjiàn):旋转编码器推荐型号:ZSP3.806—103G2000BZ3/0 5L(即需要2000线每转的编码器) 供电电压:DC 5V2、器件:飞行控制卡及飞行加密狗型号:LMC-2型或USBLMC型3、器件:光电开关推荐型号:VRF-N型响应时间:350US光纤长度:2米二、使用硬件飞行标刻的LMC-2型控制卡接线:1、编码器与LMC-2的接线图1-1:图1-1 编码器与LMC-2接线示意图注:图为ZSP3.806—103G1000BZ3/0 5L型编码器的接线方式,其他型号编码器在线的颜色上可能略有不同,实际应用时请以信号为准。
(信号所对应的线颜色一般在编码器上有详细标注。
)2、光电开关与LMC-2接线(jiē xiàn)图1-2:图 1-2光电开关与LMC-2连接示意图三、使用硬件(yìnɡ jiàn)飞行标刻的USBLMC控制卡接线:编码器与USBLMC接线图2-1:图2-1编码器与USBLMC接线示意图注:图为ZSP3.806—103G1000BZ3/0 5L型编码器的接线方式,其他型号编码器在线的颜色上可能略有不同,实际应用时请以信号为准。
(信号所对应(duìyìng)的线颜色一般在编码器上有详细标注。
)光电开关与USBLMC接线图2-2:图2-2光电开关与USBLMC接线示意图四、软件(ruǎn jiàn)设置1.运行EzCad2.0软件主程序,在工作空间上绘制(huìzhì)要标刻的内容。
2.点击(diǎn jī)“参数(cānshù)F3”按钮,调到“激光(jīguāng)控制”标签,点击“飞行标刻”按钮,如图3-1所示图3-1 配置参数对话框3.若使用编码器来追踪生产线进行(jìnxíng)飞行标刻:请在弹出的对话框中勾选“飞行(fēixíng)标刻”以及使能硬件(yìnɡ jiàn)飞行模式,并填入合适的“飞行速度系数(xìshù)”。
五联刻字机安装使用总结

五联刻字机安装使用总结第一篇:五联刻字机安装使用总结五联刻字机使用方法总结部聚1.将刻字机的电源线,数据线.(数据线我们随机带有两根.一根是串口线.(白色).另一根是USB数据线.(黑色).根据电脑端口选择.如果电脑没有串口9针.请使用黑色USB数据线.联接电脑与刻字机.部聚2.将不干胶纸从机器的后面向前续纸.然后用压纸座均匀的压在纸上.在滚轴与滚轴交结的地方.我们贴有黄色提示.那个地方请不要压压纸座.以免滚轴不动.刻字过程中纸没法前进.如图:部聚3.数据线,电源线联接完毕.检查小车上的(固定结)是否全部拆掉.<如不拆掉.打开电源会小车自动复位移动不动> 打开电源开关.(刻字机左侧内部的红色开关按钮)这时刻字机自动复位.归到原点.部聚4.订位刻字的起始点:按一下脱机键.脱机灯会亮.这时用手按住加速键不松开.纸会向前移动.松开手.则停止.按住减速键,纸会向后退.松开手.则停止.按住加压键,小车则向左移动,松开手,则停止.按住减压键,小车则向右移动,松开手,则停止.备注:在平时需要移动纸或小车时也是上述操作方法.首选按一下脱机键.在脱机灯亮的前提下.按加速或减速或加压或减压.部聚5.刻字机工作的起始点订位完毕.下一步是测试刀压: 首先按一下原点键.这时显示屏会显示压力和速度.在此压力和速度下.按一下脱机键.再接着按一下试刀键.机器会自动走框.走完后用手揭一下看看压力是否合适.如果压力合适.再根据部聚4的方法重新订位一下开始工作的起始点.如果压力不合适请按一下原点.这时按一下加压就是加压力.减压就是减压力.然后再按一下脱机--试刀.再一次测试.直到压力正好合适为止.部聚6.压力正好合适.这时就可以输出打印文件了.按一下机器的原点键.去电脑上操作输出文件即可.第二篇:刻字机快速使用指南刻字机快速使用指南1、先装刀【从刻字机上把刀座取下来】一只手按住后面弹不放,另一只手把刀柄从刀孔里插入进去,插到底后松开后面的弹簧,刻刀就装进去了,用手指触碰刀孔那里如果能感觉到刀尖就行,如果感觉不到刀尖,或是刀尖出来过长,我们都要拧后面的螺丝来调节刀尖的深浅,要调节刀尖深浅的话,先是松开铜环螺丝1,逆时针拧是松,松开铜环之后,就可以拧后面的铝螺丝2来调节深浅了,逆时针拧铝螺丝2,刀尖就是在往后退,顺时针拧的话,刀尖就往前进,刀尖的位置差不多露出刀口0.2mm,所以看起来刀尖和刀口差不多是处于一个相平的位置就刚好,手指往刀口那触碰,能感觉到刀尖就行,差不多就合适了。
一文弄懂PLC输入端和输出端怎么接线

一文弄懂PLC输入端和输出端怎么接线目前,PLC在工业生产和自动化控制中是使用率非常高的集中控制设备,PLC代替了繁重的继电器柜,交流接触器柜等,逐渐的在生产和控制中普及使用。
PLC 控制系统的设计中,虽然接线工作占的比重较小,大部分工作还是PLC 的编程设计工作,但它是编程设计的基础,只要接线正确后,才能顺利地进行编程设计工作。
PLC的正确接线是PLC发挥功能的前提条件,熟练的掌握PLC输入端口和输出端口的接线是每一个电力作业人员所必需的。
一般情况下,PLC电源输入端接AC220V,是为了给PLC提供运行电源。
PLC输出电源端口一般为DC24V,是PLC自带的电源输出。
PLC使用过程中,输入端和输出端正确的接线是非常重要,接线正确是PLC工作的前提。
下面我们重点来分析一下PLC的输入端,输出端常见的接线类型:一,输入端口常见的接线类型和对象:PLC输入端口一般是输入:1,开关量信号:按钮,行程开关,转换开关,接近开关,拨码开关等等。
举个简单的例子更加容易说清楚:按钮或者接近开关的接线所示:PLC开关量接线,一头接入PLC 的输入端(X0,X1,X2等),另一头并在一起接入PLC公共端口(COM端)。
2,模拟量信号:一般为各种类型的传感器,例如:压力变送器,液位变送器,远传压力表,热电偶和热电阻等等信号。
模拟量信号采集设备不同,设备线制(二线制或者三线制)不同,接线方法也会稍有不同。
如图所示:二,输出端口接线。
PLC输出端口接线一般可以分为以下三种情况:1,继电器输出。
2,晶体管输出。
3,晶闸管输出。
PLC输出方式不同,输出负载所接的电源类型也不同。
如图所示:这是PLC输入端和输出端的基本接线,属于PLC基本知识。
三,PLC接线过程中的三点常识:1,PLC电源电路。
PLC控制系统的电源除了交流电源外,还包括PLC直流电源,一般而言,PLC交流电源可以由市电直接供应,而输入设备(开关,传感器等)的直流电源和输出设备(继电器)的直流电源等,最好采取独立的直流电源供电。