全部焊条焊丝化学成份及用途表正版
常见焊条焊丝成分表.doc
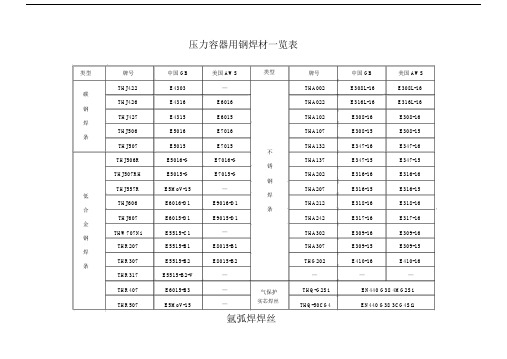
压力容器用钢焊材一览表类型牌号中国 GB 美国 AWS 碳THJ422 E4303 —钢THJ426 E4316 E6016 焊THJ427 E4315 E6015 条THJ506 E5016 E7016THJ507 E5015 E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15 —低THJ606 E6016-D1 E9016-D1 合金THJ607 E6015-D1 E9015-D1 钢THW707Ni E5515-C1 —焊THR207 E5515-B1 E8015-B1 条THR307 E5515-B2 E8015-B2THR317 E5515-B2-V —THR407 E6015-B3 —THR507 E5MoV-15 —类型不锈钢焊条气保护实芯焊丝牌号中国 GB 美国 AWSTHA002 E308L-16 E308L-16THA022 E316L-16 E316L-16THA102 E308-16 E308-16THA107 E308-15 E308-15THA132 E347-16 E347-16THA137 E347-15 E347-15THA202 E316-16 E316-16THA207 E316-15 E316-15THA212 E318-16 E318-16THA242 E317-16 E317-16THA302 E309-16 E309-16THA307 E309-15 E309-15THG202 E410-16 E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4 EN440 G38 3CG4Si1氩弧焊焊丝型号牌号GBTHT49-1 ER49-1THT-10MnSi ER50-GTHT50-6ER50-6( TIG-J50)THT55-B2 ER55-B2THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309LTHT-309LSi H03Cr24Ni13Si1 THS-309LSi类别碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝主要用途用于船舶、石化、核电话等高压管的对接及角焊用于薄板及打底焊接结构用于管道、平板等需作抛光度准确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、301、 304 等不锈钢结构的焊接用于 304L、 308L 等不锈钢结构的焊接用于改善填充金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2 复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接用于 309 型不锈钢以及304 型不锈钢与碳钢的焊接THT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo、 1Cr13 等不能进行预热及后热处理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于相同类型不锈钢以及复合钢结构的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐蚀化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐蚀化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、321、 347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、321、 347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐蚀性材料的堆焊H31Cr13THS-420THT-430H10Cr17 用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊THS-430THT-2209用于含 Cr22%双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209碳钢焊条熔敷金属化学成分(%)(≤)熔敷金属力学性能(≥)型号牌号GB C Mn Si S P 其余J421 E4313 —THJ421X E4313 —THJ421Fe18 E4324 —THJ422 E4303 —THJ422GM E4303 —THJ423 E4301 —THJ425XE4310E4311—THJ426 E4316 —THJ427 E4315 —Rel/Rm AMPa MPa%440/355225703304201733042017330420223304202233042022330420223304202233042022AKV特点与用途J0℃焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
各类焊条技术参数及用途
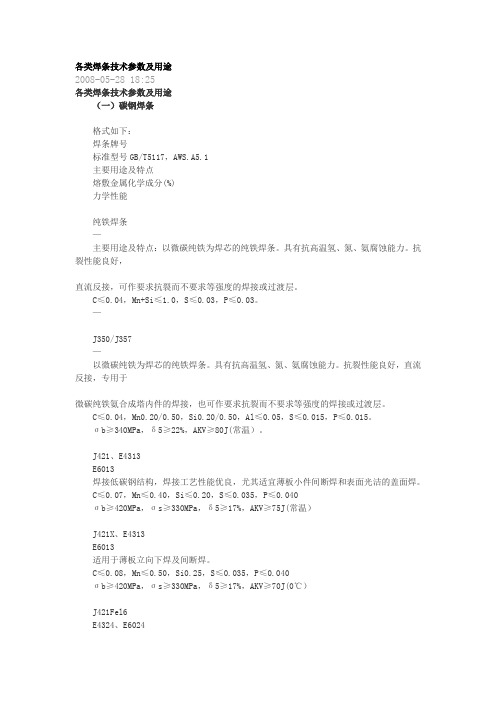
各类焊条技术参数及用途2008-05-28 18:25各类焊条技术参数及用途(一)碳钢焊条格式如下:焊条牌号标准型号GB/T5117,AWS.A5.1主要用途及特点熔敷金属化学成分(%)力学性能纯铁焊条—主要用途及特点:以微碳纯铁为焊芯的纯铁焊条。
具有抗高温氢、氮、氨腐蚀能力。
抗裂性能良好,直流反接,可作要求抗裂而不要求等强度的焊接或过渡层。
C≤0.04,Mn+Si≤1.0,S≤0.03,P≤0.03。
—J350/J357—以微碳纯铁为焊芯的纯铁焊条。
具有抗高温氢、氮、氨腐蚀能力。
抗裂性能良好,直流反接,专用于微碳纯铁氨合成塔内件的焊接,也可作要求抗裂而不要求等强度的焊接或过渡层。
C≤0.04,Mn0.20/0.50,Si0.20/0.50,Al≤0.05,S≤0.015,P≤0.015。
σb≥340MPa,δ5≥22%,AKV≥80J(常温)。
J421、E4313E6013焊接低碳钢结构,焊接工艺性能优良,尤其适宜薄板小件间断焊和表面光洁的盖面焊。
C≤0.07,Mn≤0.40,Si≤0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥75J(常温)J421X、E4313E6013适用于薄板立向下焊及间断焊。
C≤0.08,Mn≤0.50,Si0.25,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥70J(0℃)J421Fel6E4324、E6024适用于低碳结构和要求表面光洁的平焊平角焊的盖面焊,熔敷效率达160%C≤0.12,Mn,0.40,Si,0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥60J(常温)J421ZE4324、E6024熔敷效率160%的重力焊条,化学成分、力学性能与J421Fe16一样,C≤0.12,Mn,0.40,Si,0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥17%,AKV≥60J(常温)J422E4303焊接较重要的低碳钢结构和强度等级相当的低合金钢结构C≤0.12,Mn,0.40,Si,0.18,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(-20℃)J422FeE4303适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同J422 C≤0.12,Mn0.40,Si0.18,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(-20℃)J422Fe16E4323用于焊接较重要的低碳钢结构和强度等级相当的低合金钢结构的焊接,熔敷效率达160%C≤0.12,Mn0.40,Si0.20,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(-20℃)J422CrCuE4303耐候钢专用焊条,用于12MnCrCu等耐候钢焊接,具有良好的耐大气腐蚀性能C≤0.12,Mn0.40,Si0.20,S≤0.035,P≤0.040,Cr0.40,Cu0.30σb≥420MPa,σs≥340MPa,δ5≥17%,AKV≥47J(-20℃)J422CuCrNiE4303耐候钢专用焊条,用于09CrP、09CuPRe,09CuCrNi等耐候钢焊接,具有良好的耐大气腐蚀性能C≤0.12Mn,0.40,Si0.20,S≤0.035,P≤0.040,Cr≤0.60,Cu0.40,Ni≤0.5σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥27J(0℃)J423E4301可焊接较重要的低碳钢结构,C≤0.12,Mn0.40,Si0.16,S≤0.035,P≤0.040σb≥420MPa,σs≥330MPa,δ5≥22%,AKV≥47J(0℃)J425E4311用于低碳钢薄板结构的立向下焊专用焊条,C≤0.20,Mn0.40,Si0.25,S≤0.03,P≤0.040σb≥420MPa,σs≥330MPaδ5≥22%,AKV≥27J(-30℃)J426E4316用于重要的低碳钢和低合金钢的结构焊接,如09Mn2等。
常见焊条焊丝成分表
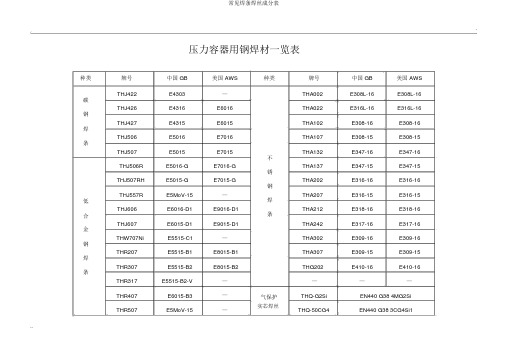
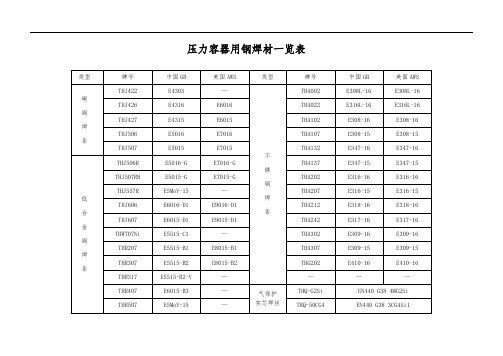
.压力容器用钢焊材一览表种类牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—种类不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6〔 TIG-J50 〕THT55-B2ER55-B2THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类型碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝.氩弧焊焊丝主要用途用于船舶、石化、核等高压管的对接及角焊用于薄板及打底焊接构造用于管道、平板等需作抛光度正确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢构造的焊接用于 304L 、 308L 等不锈钢构造的焊接用于改良填补金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接. THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不可以进行预热及后热办理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔状况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐化介质构造的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等构造及不可以进行热办理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于同样种类不锈钢以及复合钢构造的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐化化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐化化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐化性资料的堆焊H31Cr13THS-420THT-430用于腐化〔硝酸〕、耐热同种类不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209.碳钢焊条型号牌号GBJ421E4313 THJ421X E4313 THJ421Fe18E4324 THJ422E4303 THJ422GM E4303THJ423E4301E4310 THJ425XE4311熔敷金属化学成分〔 %〕〔≤〕熔敷金属力学性能〔≥〕C MnSi S PRm A AKV其余MPa MPa%J355440/220℃—57047330420170℃—27330420170℃—47330420220℃—27330420220℃—2733042022-20℃—2733042022-30℃—27特色与用途焊接低碳钢构造,特别合用于薄板小件及短焊缝的中断焊和盖面焊。
全部焊条焊丝化学成份及用途表正版
E4310
E4311
0.20
0.32/
0.60
0.30
0.035
0.040
—
330
420
22
-30℃
27
适用于低碳钢管及低合金管环缝,全位置立向下焊接。底层焊时单面焊双面成形操作容易
THJ426
E4316
0.10
1.25
0.90
0.035
0.040
—
330
420
22
-30℃
27
焊接重要的低碳钢及低合金钢结构,焊缝具有良好的力学性能和抗裂性能,可全位置焊接
THJ427
E4315
0.10
1.25
0.90
0.035
0.040
—
330
420
22
-30℃
27
用途和特点同THJ426,采用电源为支流反接
THJ501Fe15
E5024
0.12
1.25
0.90
0.035
0.040
—
400
490
17
0℃
27
焊接相应强度的碳钢及低合金钢结构,适用于平焊、平角焊。熔敷效率为150%
THJ506Fe16
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率为160%左右
THJ507
E5015
0.10
0.85/
1.40
0.65
0.030
0.035
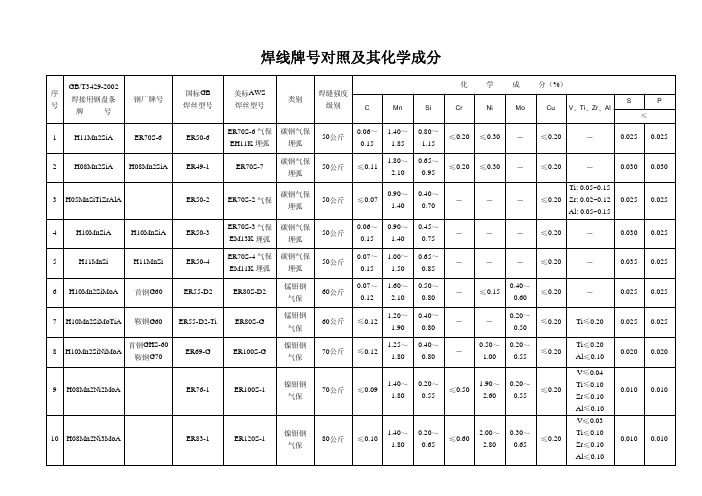
焊线牌号对照、用途及其化学成分
-
-
- ≤0.20
-
EM11K 埋弧 埋弧
0.15 1.50 0.85
0.035 0.025
锰钼钢
0.07~ 1.60~ 0.50~
0.40~
6 H10Mn2SiMoA 首钢G60
ER55-D2
ER80S-D2
60公斤
- ≤0.15
≤0.20
-
气保
0.12 2.10 0.80
0.60
0.025 0.025
低温钢用气保或氩弧焊丝,在低温-45℃有优良的冲击值,熔敷金属的X-Ray性能优越。适用低温机器、低温用 铝净钢及LPG储槽钢的焊接。 低温钢用气保或氩弧焊丝,具有优良的低温冲击值。用于-70℃下工作的结构的焊接。
市场用量 内销及出口有一定的需求量。
较少,但附加值高。 较少,但附加值高。
14 ER44-8Ⅱ
7 H10Mn2SiMoTiA 鞍钢G60 ER55-D2-Ti
ER80S-G
锰钼钢
1.20~ 0.40~
60公斤 ≤0.12
-
气保
1.90 0.80
0.20~
-
≤0.20 Ti≤0.20 0.025 0.025
0.50
首钢GHS-60 8 H10Mn2SiNiMoA
鞍钢G70
ER69-G
9 H08Mn2Ni2MoA
美标AWS 焊丝型号
特性及用途
市场用量
该焊丝采用CO2 或富氩作保护气体进行施焊。具有良好的焊接工艺性能;电弧燃烧稳定、飞溅少;焊缝成型美
ER70S-6 气保 观、焊缝金属气孔敏感性小;全位置施焊工艺好,可适宜较宽的焊接电流范围。
使用最为广泛,占到气保实芯焊丝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
540
17
-40℃
57
用于焊接中碳钢以及部分低合金钢
THJ606
E6016-D1
490
590
15
-30℃
27
焊接中碳钢及相应强度等级的低合金钢的焊接。
THJ606NiCrCu
E5016-G
(TB)
550
600
20
-40℃
60
用于60Kg级耐候钢以及车辆、近海工程结构、桥梁等的焊接
THJ607
E6015-D1
用于防弹钢、覆面不锈钢及碳钢异材的焊接
THT-307Si
THS-307Si
H10Cr21Ni10Mn6Si1
用于高锰钢、硬化性耐磨钢及非磁性钢的焊接
THT-308
THS-308
H08Cr21Ni10Si
用于308、301、304等不锈钢结构的焊接
THT-308L
THS-308L
H03Cr21Ni10Si
THS-309LMo
H03Cr24Ni13Mo2
用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接
THT-310
THS-310
H12Cr26Ni21Si
用于高温条件下工作的耐热钢以及1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接
THT-312
THS-312
H15Cr30Ni9
用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接
E316-16
THJ557R
E5MoV-15
—
THA207
E316-15
E316-15
THJ606
E6016-D1
E9016-D1
THA212
E318-16
E318-16
THJ607
E6015-D1
E9015-D1
THA242
E317-16
E317-16
THW707Ni
E5515-C1
—
THA302
THJ507-1
E5015-1
—
400
490
22
-46℃
27
适用于碳钢或低合金钢及船用A、B、C、D、E级钢重要结构。
低合金钢焊条
牌号
型号
GB
熔敷金属化学成分 (%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其 余
Rel/
MPa
Rm
MPa
A
%
AKV
J
THJ502WCu
E5003-G
(TB)
THT-316
THS-316
H08Cr19Ni12Mo2Si
用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接
THT-316L
THS-316L
H03Cr19Ni12Mo2Si
用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接
THT-316LSi
THS-316LSi
H03Cr19Ni12Mo2Si1
-20℃
27
用途同THJ506,适用于平焊和平角焊接,药皮中含有铁粉,可提高熔敷效率
THJ506Fe16
E5028
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率为160%左右
THJ507
E5015
—
400
490
22
-30℃
47
适用于中碳钢及低合金钢结构的全位置焊接,焊接电源为支流反接。焊缝具有良好的力学性能和抗裂性能
THJ506-1
E5016-1
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可提高焊条熔敷效率,工艺性能好
THJ506D
E5016
—
400
490
22
-30℃
27
专用于中碳钢及低合金钢结构的底层打底焊接,单面焊双面成形操作容易
THR507
E5MoV-15
—
THQ-50CG4
EN440 G38 3CG4Si1
氩弧焊焊丝
牌号
型号
GB
类别
主 要 用 途
THT49-1
ER49-1
碳钢焊丝
用于船舶、石化、核电话等高压管的对接及角焊
THT-10MnSi
ER50-G
用于薄板及打底焊接结构
THT50-6
(TIG-J50)
ER50-6
用于管道、平板等需作抛光度准确时的焊接
用于相同类型不锈钢以及复合钢结构的焊接
THT-317
THS-317
H08Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-317L
THS-317L
H03Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-321
THS-321
H08Cr19Ni10Ti
用于304、321、347型不锈钢以及耐热钢的焊接
420
22
-30℃
27
用途和特点同THJ426,采用电源为支流反接
THJ501Fe15
E5024
—
400
490
17
0℃
27
焊接相应强度的碳钢及低合金钢结构,适用于平焊、平角焊。熔敷效率为150%
THJ501Fe18
E5024
—
400
490
17
0℃
27
用途用THJ501Fe15,熔敷效率为180%左右
THJ556
E5516-G
≥
—
440
540
17
-30℃
27
焊接中碳钢及相应强度的低合金钢结构,如15MnV等
THJ556R
E5516-G
440
540
17
-40℃
47
用于低温高韧性材料及相应强度等级的低合金钢的焊接
THJ556RH
E5516-G
440
540
17
-40℃
54
用于低温高韧性材料及相应强度等级的低合金钢的焊接
THJ506
E5016
E7016
THA107
E308-15
E308-15
THJ507
E5015
E7015
THA132
E347-16
E347-16
低
合
金
钢
焊
条
THJ506R
E5016-G
E7016-G
THA137
E347-15
E347-15
THJ507RH
E5015-G
E7015-G
THA202
E316-16
H10Cr17
用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊
THT-2209
THS-2209
H03Cr22Ni8Mo3N
用于含Cr22%双相不绣钢的焊接
碳钢焊条
牌号
型号
GB
熔敷金属化学成分(%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其余
Rel/
MPa
Rm
MPa
A
%
AKV
J
J421
E4313
425
(例值)
540
(例值)
27
(例值)
-40℃
35
(例值)
耐候钢专用焊条,用于铁路耐候车辆的焊接
THJ502NiCu
E5003-G
(TB)
420
(例值)
535
(例值)
27
(例值)
-40℃
36
(例值)
耐候钢专用焊条,用于铁路耐候车辆的焊接
THJ502NiCrCu
E5003-G
(TB)
420
(例值)
530
THJ425X
E4310
E4311
—
330
420
22
-30℃
27
适用于低碳钢管及低合金管环缝,全位置立向下焊接。底层焊时单面焊双面成形操作容易
THJ426
E4316
—
330
420
22
-30℃
27
焊接重要的低碳钢及低合金钢结构,焊缝具有良好的力学性能和抗裂性能,可全位置焊接
THJ427
E4315
—
330
压力容器用钢焊材一览表
类型
牌号
中国GB
美国AWS
类型
牌号
中国GB
美国AWS
碳
钢
焊
条
THJ422
E4303
—
不
锈
钢
焊
条
THA002
E308L-16
E308L-16
THJ426
E4316
E6016
THA022
E316L-16
E316L-16
THJ427
E4315
E6015
THA102
E308-16
E308-16
—
355
440/
570
22
0℃
47
焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。可全位置焊接
THJ421X
E4313
—