经济型数控铣床主传动及进给传动系统设计
立式数控铣床进给传动系统设计
课程设计任务书目录1.概述 (3)1.1技术要求 (3)1.2总体设计方案 (3)2.滚珠丝杠螺母副的选型和计算 (3)2.1主切削力及其切削分力计算 (3)2.2导轨摩擦力的计算 (4)2.3计算滚珠丝杠螺母副的轴向负载力 (4)2.4滚珠丝杠的动载荷计算与直径估算 (5)3.工作台部件的装配图设计 (9)4.滚珠丝杠螺母副的承载能力校验 (9)4.1滚珠丝杆螺母副临界压缩载荷的校验 (9)4.2滚珠丝杆螺母副临界转速的校验 (9)4.3滚珠丝杆螺母副额定寿命的校验 (10)5.计算机械传动系统的刚度 (10)5.1机械传动系统的刚度计算 (10)5.2滚珠丝杠螺母副扭转刚度的计算 (11)6.驱动电动机的选型与计算 (11)6.1计算折算到电动机轴上的负载惯量。
(11)6.2计算折算到电动机轴上的负载力矩 (12)6.3 计算坐标轴折算到电动机轴上的各种所需力矩 (13)6.4选择驱动电动机的型号 (14)7.确定滚珠丝杠螺母副的精度等级和规格型号 (14)7.1确定滚珠丝杠螺母副的精度等级 (14)7.2滚珠丝杠螺母副的规格型号 (15)8. 课程设计总结 (15)9.参考文献 (15)1.概述1.1技术要求工作台、工件和夹具的总质量m=918kg,其中,工作台的质量510kg;工作台的最大行程Lp=600 mm;工作台快速移动速度18000mm/min;工作台采用贴塑导轨,导轨的动摩擦系数为0.15,静摩擦系数为0.12;工作台的定位精度为30μm,重复定位精度为15μm;机床的工作寿命为20000h(即工作时间为10年)。
机床采用主轴伺服电动机,额定功率为5.5kw,机床采用端面铣刀进行强力切削,铣刀直径125mm,主轴转速310r/min。
切削状况如下:数控铣床的切削状况1.2总体设计方案为了满足以上技术要求,采取以下技术方案:(1)工作台工作面尺寸(宽度×长度)确定为400mm×1200mm。
X5032铣床主传动系统数控改造
X5032铣床主传动系统数控改造专业班级:机制08-2班姓名:李鹏指导教师:童景林摘要:本文在X5032数控铣床改造设计时主要从经济性、方便性、实用性、可靠性四方面因素出发,对X5032型铣床进行了数控铣床主传动机械系统设计。
使改造后的机床的机械传动部分具有高静态、动态刚度;运动副之问的摩擦因数小,传动无间隙;功率大;便于操作和维修。
改造后的数控铣床可以实现主传动系统电机正、反转,转速分为两档,并在各档内可以实现无级调速;可以在平面或空问范围内按设定曲线(直线、圆弧等)恒速或变速运行;可以实现数值的任意设定并显示;可以实现辅助控制系统的任意起停和故障报警;可以实现与上位机的通讯。
X5032数控铣床机械系统设计包括伺服驱动系统的设计计算,丝杠螺母副的设计计算,主传动系统的参数计算,主传动系统结构设计。
进给传动系统设计中,全部拆除纵向、横向、垂向进给箱齿轮,拆除纵向、横向、垂向进给手柄,在该处将手轮轴通过一对减速齿轮和纵向、横向及垂向步进电机相连。
丝杠拆去,换上滚珠丝杠,并由齿轮箱与滚珠丝杠连接,改造后的X5032铣床的定位精度为±0.01mm,重复定位精度为±0.005mm。
X、Y电机能够拖动工作台以6-3200r/min的切削进给速度进行X向、Y向运动,Z相电机能使主轴箱获得3-1600r/min的进给速度。
主传动系统设计拆除机床主轴,重新设计主轴。
为了保证主轴在运动时有准确的定位,安装主传动的定位检测装置。
采用电气式主轴准停装置,利用磁力传感器检测定位。
只要数控系统发出指令信号,主轴就可以准确的定位。
将主传动改为采用变频交流电动机无级调速。
低档转速为270-1500r/min,高档转速为1500-4500r/min,在各档内可以实现无级调速。
与原立式铣床的机械结构相比比较简单,这是因为变速功能全部或大部分由主轴电动机的无级调速来承担,省去了复杂的齿轮变速机构,主传动系统是一个开环控制的交流变频调速系统,通过软件来实现它的调速。
数控机床的主传动系统
三、 典型数控机床的主轴部件
主轴部件是数控机床的关键部件,其 精度、刚度和热变形对加工质量有直接的 影响。本节主要介绍数控车床、数控铣床 和加工中心的主轴部件结构。
在自动换刀过程时,能自动松开 和夹紧刀具夹紧是主轴部件典型
结构。
要求恒功率调速范围尽可能大,以便在尽 可能低的速度下,利用其全功率。
变速范围负载波动时,速度应稳定。
AD-15B FANUC αP18/6000i电机功能曲线图
控制功能的多样化 • 同步控制功能:CNC车床车螺纹用; • 主轴准停功能:加工中心自动换刀、自动装卸 、 CNC车床车螺纹用;(主轴实现定向控制) • 恒线速切削功能:CNC车床和CNC磨床在进行 端面加工时,为了保证端面加工的粗糙度要求 ,要求接触点处的线速度为恒值;(AD-15B以车 代磨,零件表面粗糙度能达到0.8,铝件0.4) • C轴控制功能:车削中心。
对加工中心除上述要求外,还应有:(在机械 结构方面) 刀具的自动夹紧装置 主轴的准停装置 主轴孔的清理装置等
1、主轴端部的结构
端部用于安装刀具或夹持工件的夹具, 因此,要保证刀具或夹具定位(轴向、定 心)准确,装夹可靠、牢固,而且装卸方 便。
目前,主轴的端部形状已标准化。
图2-9(a)所示为车床主轴端部,卡盘靠前端 的短圆锥面和凸缘端面定位,用端面键传递扭 矩,卡盘装有固定螺栓。卡盘装于主轴端部时, 螺栓从凸缘的孔中穿过,转动快卸卡盘将数个 螺栓同时拴住,再拧紧螺母将卡盘固定在主轴 端部。主轴为空心轴,前端为莫式锥孔,用于 安装顶尖或心轴。 图2-9(b)所示为铣镗床主轴端部(用拉杆从 主轴后端拉紧,铣刀上有螺纹孔) 图2-9(c)所示为外圆磨床砂轮主轴端部
20215302021530may3020213020215302021530202151212202151213主轴电动机202151214202151215主轴电动机202151216转速较高变速范围不大的小型数控机床常用它通过一级带传动实现变速不用齿轮变速受电动机调速范围的限制适用于高速低扭矩特性要求的主轴鑫盛ad15ad25202151217鑫盛ad15454500rmin454500rpm202151218202151219两个电动机分别驱动主轴图21c调速电动机直接驱动主轴图21de一种为
数控铣床电主轴系统设计说明书
目录引言 (1)1.数控铣床简介 (3)1.1.数控铣床组成 (3)1.2.数控铣床的工作原理 (4)1.3数控铣床加工的特点 (4)1.4数控铣床加工的主要对象 (4)2.电主轴概述 (5)2.1电主轴的基本概念 (5)2.2电主轴单元关键技术 (6)2.2.1高速精密轴承技术 (6)2.2.2高速精密电主轴的动态性能和热态性能设计 (7)2.2.3高速电动机设计及驱动技术 (8)2.2.4高速电主轴的精密加工和精密装配技术 (8)2.2.5高速精密电主轴的润滑技术 (9)2.2.6高速精密电主轴的冷却技术 (9)2.3高速电主轴发展及现状 (9)2.3.1高速电主轴技术的发展及现状 (9)2.3.2主轴单元结构形式研究的发展 (11)2.4电主轴对高速加工技术及现代数控机床发展的意义 (12)2.5内装式电主轴系统的研究 (13)3.电主轴工作原理及结构 (16)3.1电主轴的基本结构 (16)3.1.1轴壳 (16)3.1.2转轴 (16)3.1.3轴承 (17)3.1.4定子及转子 (17)3.2电主轴的工作原理 (17)3.3电主轴的基本参数 (19)3.3.1电主轴的型号 (19)3.3.2转速 (19)3.3.3输出功率 (19)3.3.4 输出转矩 (19)3.3.5电主轴转矩和转速、功率的关系 (20)3.3.6 恒转速调速 (20)3.3.7 恒功率调速 (20)3.3.8 轴承中径 (20)3.4自动换刀装置 (21)4. 电主轴结构设计 (22)4.1主轴的设计 (22)4.1.1.铣削力的计算 (22)4.1.2 主轴当量直径的计算 (23)4.2高速电主轴单元结构参数静态估算 (23)4.2.1 高速电主轴单元结构静态估算的内容及目的 (23)4.2.2轴承的选择和基本参数 (23)4.3轴承的预紧 (24)4.4主轴轴承静刚度的计算 (24)4.4.1 主轴单元主要结构参数确定及刚度验算 (26)4.4.2主轴单元主要结构参数确定 (27)4.4.3主轴强度的校核 (32)4.4.4主轴刚度的校核 (34)4.4.5主轴的精密制造 (35)4.5主轴电机 (36)4.5.1电机选型 (36)4.6主轴轴承 (37)4.6.1轴承简介 (37)4.6.2陶瓷球轴承 (38)4.6.3陶瓷球轴承的典型结构 (40)4.7主轴轴承精度对主轴前端精度影响 (40)4.8拉刀机构设计 (41)4.8.1刀具接口 (41)4.8.2拉刀杆尺寸设计 (42)4.8.3夹具体结构尺寸设计 (43)4.8.4 松、拉刀位移的确定 (45)4.8.5碟型弹簧的设计及计算 (46)4.9HSK工具系统结构特点分析 (48)4.10HSK工具系统的静态刚度 (52)4.10.1 HSK工具系统的变形转角及极限弯矩 (52)5.电主轴的润滑及冷却 (55)5.1润滑介绍 (55)5.1.1润滑的作用和目的 (55)5.1.2 电主轴润滑的主要类型 (55)5.1.3 油气润滑的原理和优点 (57)5.2电主轴的冷却 (58)5.2.1电主轴的热源分析 (58)5.2.2电主轴的冷却方法 (59)5.3电主轴的防尘和密封 (60)6.电主轴的驱动和控制 (61)6.1恒转矩变频驱动和参数设置 (61)6.2恒功率变频驱动和参数设置 (62)6.3矢量控制驱动器的驱动和控制 (64)6.4普通变频器原理 (65)6.5本设计采用的变频器原理 (67)6.6主轴准停 (69)6.6.1主轴的准停功能 (69)6.6.2主轴准停的工作原理 (69)6.6.3主轴准停控制方法 (70)7.主轴动平衡 (72)7.1动平衡介绍 (72)7.2动平衡设计 (73)总结 (75)致谢 (76)参考文献 (77)引言高速机床是实现高速切削加工的前提和条件。
数控机床进给传动系统

数控机床进给传动系统一.进给传动体系图纵向和横向进给传动体系图二.体系图的重要构造和功用电念头:1. 步进电念头步进电念头是一种将电脉冲旌旗灯号转换成机械角位移的驱动元件。
步进电念头是一种特别的电念头,一般电念头通电后都是持续迁移转变的,而步进电念头则有定位与运转两种状况。
当有一个电脉冲输入时,步进电念头就反转展转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电念头称为步进电念头。
又因为它输入的是脉冲电流,也称作脉冲电念头。
当电脉冲持续赓续地输入,步进电念头便跟随脉冲一步一步地迁移转变,步进电念头的角位移量和输入的脉冲个数严格成正比例,在时光上与输入脉冲同步。
是以,只需控制输入脉冲的数量、频率及电念头绕组的通电次序,便可获得所需转角、转速和偏向。
在无脉冲输入时,步进电念头的转子保持原有地位,处于定位状况。
步进电念头的调速范围广、惯量小、灵敏度高、输出转角可以或许控制,并且有必定的精度,常用作开环进给伺服体系的驱动元件。
与闭坏体系比拟,它没有地位速度反馈回路,控制体系简单,成本大年夜大年夜降低,与机床配接轻易,应用便利,因而在对精度、速度请求不十分高的中小型数控机床上获得了广泛地应用。
2. 直流伺服电念头因为数控机床对进给伺服驱动装配的请求较高,而直流电念头具有优胜的调速特点,是以在半闭坏、闭坏伺服控制体系中,获得较广泛地应用。
直流进给伺服电念头就其工作道理来说,固然与通俗直流电念头雷同。
然而,因为机械加工的特别请求,一般的直流电念头是不克不及知足须要的。
起首,一般直流电念头转子的迁移转变惯量过大年夜,而其输出转矩则相对较小。
如许,它的动态特点就比较差,尤其在低速运转前提下,这个缺点就更凸起。
在进给伺服机构中应用的是经由改进构造,进步其特点的大年夜功率直流伺服电念头,重要有以下两种类型:(1)小惯量直流电念头。
重要构造特点是其转子的迁移转变惯量尽可能小,是以在构造上与通俗电念头的最大年夜不合是转子做成细长形且滑腻无槽。
数控机床技术(第六章数控机床的进给传动系统)
第六章 数控机床的进给传动系统
(2)滚珠丝杠副的特点 1)传动效率高。滚珠丝杠副的传动效率高达92 %-96%,是普通梯形丝杠的3-4倍,功率消耗减少 2/3-3/4。 2)灵敏度高、传动平稳。 3)定位精度高、传动刚度高。 4)不能自锁、有可逆性。 5)制造成本高。
第六章 数控机床的进给传动系统
第六章 数控机床的进给传动系统
下图所示是静压丝杠副的结构图。
第六章 数控机床的进给传动系统
螺纹面上油腔的连 接形式与节流控制方 式有两种,如图所示。 图 a 中每扣螺纹每侧 中径上开 3-4 个油腔, 每个油腔用一个节流 器控制,称为分散阻 尼节流。图 b 是将分 布于同侧、同方位上 的 3-4 个油腔用一个 节流器控制,称为集 中 阻 尼 节 流 。
第六章 数控机床的进给传动系统
一、滚珠丝杠副
中小型数控机床中,滚珠丝杠副是减少运动部件摩擦 阻力和动静摩擦力之差最普遍采用的结构。
1.滚珠丝杠副工作原理及特点 (1)滚珠丝杠副的工 作原理
滚珠丝杠副是回转 运动与直线运动相互转 换的新型传动装置,是 在丝杠和螺母之间以滚 珠为滚动体的螺旋传动 元件。
在开环、半闭环进给系统中,传动部件的间隙直接影 响进给系统的定位精度,在闭环系统中,它是系统的主要 非线性环节,影响系统的稳定性。常用的消除传动部件间 隙的措施是对齿轮副、丝杠副、联轴器、蜗轮蜗杆副以及 支承部件进行预紧或消除间隙。但是,值得注意的是,采 取这些措施后可能会增加摩擦阻力及降低机械部件的使用 寿命,因此必须综合考虑各种因统
四、双齿轮—齿条副 在大型数控机床(如大型数控龙门铣床)的直 线进给运动中,可采用的另一种传动方式是齿轮— 齿条结构,它的效率高,结构简单,从动件易于获 得高的移动速度和长行程,适合在工作台行程长的 大型机床上用作直线运动机构。但机构的位移精度 和运动平稳性较差。 当负载小时,可采用双片薄齿轮错齿调整法, 分别与齿条齿槽左、右两侧贴紧,从而消除齿侧间 隙。当负载大时,采用顶加负载双齿轮—齿条无间 隙传动机构能较好地解决这个问题。
数控机床的主传动系统

数控机床的主传动系统一、主传动装置1.数控机床主传动系统的特点(1)转速高、功率大(2)调速范围宽(3)主轴能自动实现无级变速,转速变换迅速可靠(4)数控机床的主轴组件具有较大的刚度、较高的精度和高的耐磨性能(5)在加工中心上,还具有安装刀具和刀具交换所需的自动夹紧装置,以及主轴定向准停装置,以保证刀具和主轴、刀库、机械手的正确啮合。
(6)为了扩大机床功能,一些数控机床的主轴能实现C轴功能(主轴回转角度的控制)2.数控机床主传动装置(1)带有二级齿轮的变速装置确保低速时输出大扭矩,扩大恒功率调速范围,以满足机床重切削时对输出扭矩特性的要求。
(2)采用定比传动装置定比传动装置常用同步齿形带或三角带连接电机与主轴,避免了齿轮传动引起的振动与噪声。
(3)采用电主轴电主轴传动方式大大简化了主轴箱体与主轴的结构,主轴部件的刚性更好。
但主轴输出扭矩小,电机发热对主轴影响较大,需对主轴进行强制冷却。
二、主轴结构1.数控车床主轴部件结构1、5—螺钉;2—带轮连接盘;3、15、16—螺钉;4—端盖;6—圆柱滚珠轴承;7、9、11、12—挡圈;8—热调整套;10、13、17—角接触球轴承;14—卡盘过渡盘;18—主轴;19—主轴箱箱体数控车床主轴部件结构示意图(2)主轴准停装置1—驱动爪; 2—卡爪; 3—卡盘;4—活塞杆;5—液压缸; 6、7—行程开关液压驱动动力的自定心夹盘2.数控加工中心(镗、铣床)主轴部件结构 (1)刀具夹紧装置和切屑清除装置1-刀架;2-拉钉;3-主轴;4-拉杆;5-碟形弹簧;6-活塞;7-液压缸(或气缸);8、10-行程开关;9-压缩空气管接头;11-弹簧;12-钢球;13-端面键数控立式加工中心主轴部件1-多楔带轮;2-磁传感器;3-永久磁铁;4-垫片;5-主轴主轴准停装置的工作原理3.内装电主轴的主轴部件结构1-刀具系统;2、9-捕捉轴承;3、8-传感器;4、7-径向轴承;5-轴向推力轴承;6-高频电动机;10-冷却水管路;11-气-液压力放大器用磁悬浮轴承的高速加工中心电主轴部件电主轴主要融合了以下技术: (1)高速电机技术 其关键技术是高速度下的动平衡。
立式数控铣床工作台进给传动系统的设计
立式数控铣床工作台进给传动系统的设计数控铣床是一种通过控制系统对工具进行运动控制并对工件进行加工的机床。
在数控铣床中,工作台的进给传动系统起着关键的作用,影响着工作台的移动速度、精度和稳定性。
因此,对于立式数控铣床工作台(X 轴)进给传动系统的设计至关重要。
一、选用合适的传动方式在传动系统的设计中,首先需要选择合适的传动方式。
常见的传动方式有蜗轮蜗杆传动、滚珠丝杠传动和直线导轨传动等。
这些传动方式各有优缺点,需要根据具体的工作要求和预算来选择。
例如,蜗轮蜗杆传动可以提供较大的传动比,适用于高速和高精度的加工,但成本较高。
滚珠丝杠传动具有高速、高精度和较低的摩擦损耗,是一种常用的传动方式。
直线导轨传动具有高刚性和稳定性,适用于大型铣床。
二、优化传动结构为了提高传动效率和减少传动误差,传动结构的设计也非常重要。
例如,在滚珠丝杠传动系统中,应根据实际需求选择合适的导程和螺旋角,以确保工作台的移动速度和加工精度。
同时,应优化螺杆的预紧力和润滑方式,以减少传动误差和磨损。
另外,还可以采用双螺杆传动或多点支撑的方式,提高传动刚性和稳定性。
三、加强系统的刚性和稳定性立式数控铣床工作台(X轴)进给传动系统必须具有足够的刚性和稳定性,以保证加工精度和表面质量。
可以通过增加横梁的强度、加大导轨和导轨座的尺寸、合理布置压板和紧固件等方式来增强系统的刚性。
同时,还可以通过使用高精度的轴承和精密的配合来减小系统的摩擦和间隙,提高系统的稳定性。
四、选择适当的驱动和控制系统立式数控铣床工作台(X轴)进给传动系统的驱动和控制系统也需要根据实际需求来选择。
可以选择伺服电机驱动系统,通过与编码器和控制器的配合,实现精确的位置控制和速度调节。
另外,还可以选择闭环步进电机驱动系统,具有简单、易用和成本低的优势。
需要根据加工要求和预算来选择适当的驱动和控制系统。
总之,立式数控铣床工作台(X轴)进给传动系统的设计对于加工质量和效率至关重要。
经济型数控铣床主传动及进给传动结构及控制系统设计

摘 要科学技术的不断发展,对机械产品的质量和生产率提出了越来越高要求。
机械 加工工艺过程的自动化是实现上述要求的最主要的措施之一。
它不仅提高产品的质 量、提高生产效率、降低生产成本、还能够大大改善工人的劳动条件。
大批量的自 动化生产广泛采用自动机床、组合机床和专用机床以及专用自动生产线,实行多刀、 多工位同时加工,以达到高效率和高自动化。
但这些都属于刚性自动化,在面对小 批量生产时并不是适用,因为小批量生产需要经常变化产品的种类,这就要求生产 线具有柔性。
而从某种程度上说,数控机床的出现正是很大的满足了这一要求。
数 控铣床一般由控制介质、数控装置、伺服系统、机床本体四部分组成。
数控装置的 作用是把控制介质、数控装置、伺服系统、机床本体四部分组成。
也就是通过计算 机控制铣削。
数控技术是现代制造技术的基础。
它综合了计算机技术、自动控制技 术、自动检测技术和精密机械等高新技术,因此广泛应用于机械制造业。
数控机床 替代普通机床,从而使得制造业发生了根本性的变化,并带来了巨大的经济效益。
可以预见,高级自动化技术将进一步证明数控机床的价值,并且正在更为广阔的开 拓着数控机床的应用领域。
关键词:自动机床,经济型铣床,步进电机,滚珠丝杠副,数控机床ABSTRACTThe continuous development of science and technology, mechanical products, and productivity of the quality of the increasing number of requests. The automation of the process to achieve the above requirements. It not only improves product quality, increase productivity, reduce production costs, but also can greatly improve the working conditions of workers. Largescale automated production, the widespread use of automatic machines, machine tool and special machine tools and automatic production lines, while the implementation of multitool, multibit processing in order to achieve high efficiency and degree of automation. These are rigid automation in the face of small batch production, it is not suitable for small batch production, is often necessary to change the type of product, which requires a flexible production line. But to a certain extent, the CNC machine tool is a great meet this requirement. The general control of the media, and numerical control device, the servo system of the CNC milling machine, the body composed of four parts. The numerical control device to control the media, the role of CNC equipment, servo system, four components of the Machine Tool. It is computercontrolled milling machine. CNC technology is the basis of modern manufacturing technology. It combines computer technology, automatic control technology, automatic detection technology, precision machinery and hightech, it is widely used in machinery manufacturing industry. Instead of general machine tools, CNC machine tools, the manufacturing sector to produce fundamental change, and bring huge economic benefits. It is foreseeable that advanced automation technologies will further demonstrate the value of CNC machine tools, CNC machine tool applications open up a broaderKey words: automatic machine, economic type milling machine, Stepping Motor, Ball Screws目 录1 绪论 (1)1.1 选题目的及其意义 (1)1.2 文献综述 (1)1.3 设计任务 (2)2 总体方案的确定 (4)2.1 机械传动部件的选择 (4)2.2 控制系统的设计 (4)3 机械传动部件的计算与选型 (5)3.1 导轨上移动部件的重量估算 (5)3.2 铣削力的计算 (5)3.3 直线滚动导轨副的计算与选型 (5)3.4 滚珠丝杠螺母副的计算与选型 (6)3.5 同步带的计算与选型 (11)3.6 步进电动机的计算与选型 (13)3.7 主轴部件的计算与选型 (16)4 机械标准件的选型与校核 (23)4.1 销连接的选型与校核 (23)4.2 联轴器的选型与校核 (23)4.3 轴承的分类及选用 (25)4.4 键的分类及选用 (28)5 微机控制系统的设计 (29)5.1 微机控制系统组成及特点 (29)5.2 微机控制系统设备介绍 (29)参考文献 (33)致 谢 (34)1 绪论1.1 选题目的及其意义本课题来源于基本的工程实际应用,数控机床是机电一体化产品中应用教广泛的一 个方向,数控铣床是数控机床中使用最多的机床之一,随着中国工业化进程的推进,数 控机床在生产实践中的应用会更加的普及,考虑到数控机床的构造相对复杂,因此以经 济型数控机床为入口,对该设备进行研究。
数控机床主传动系统
数控机床主传动系统
• 课程导引 • (1)主传动系统
如图3-2所示为VMC-15加工中心的主传动结构,其主 传动路线为:交流主电动机(150~7500r/min无级调 速)→1∶1多楔带传动→主轴。
a)各种钻床
b)铣、镗床
c)外圆磨床、平面磨统
• 3.2 主轴及其部件结构
• 2.主轴的主要尺寸参数 • (1)主轴直径
主轴直径越大,其刚度越高,但增加直径使得轴承和 轴上其他零件的尺寸相应增大。轴承直径越大,同精度等 级的轴承公差值也越大,同时轴承极限转速下降,要保证 主轴的旋转精度就越困难。
• 3.1 数控机床的主轴系统
数控机床主传动系统
• 3.1.2 主传动变速的方式
•
数控机床主运动调速范围很宽,其主轴的传动变速方
式主要有以下几种:
图3-4 数控机床主传动的四种配置方式 a)齿轮变速 b)带传动 c)两个电动机分别驱动 d)电主轴
• 1.带有变速齿轮的主轴传动(分段无级变速)
数控机床主传动系统
数控机床结构与故障检修
Structure and maintenance of NC
第3章 数控机床主传动系统
The main drive system of NC
CONTENTS 目 录
一 数控机床的主轴系统 二 主轴及其部件结构 三 典型机床主轴结构
• 课程导引
数控机床主传动系统
如图所示VMC-15加工中 心,工作台行程X/Y/Z向 20in/16in/20in( 1inc=25.4mm),快进速 度400in/min,主轴转速 150—7500r/min,定位精 度±0.0002in,主电机功 率11.2KW。
XK5032数控立式铣床总体及纵向进给传动机构设计

题目:XK5032数控立式铣床总体及纵向进给传动机构设计姓名专业班级指导教师完成日期XK5032数控立式铣床总体及纵向进给传动机构设计【摘要】在国际贸易中,很多发达国家把数控机床视为具有高技术附加值、高利润主要电机出口产品。
世界贸易强国在进行国内机电产品贸易的同时,把高技术的机电产品出口打入国际市场,作为发展出口经济的重要战略措施,数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控铣床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置。
【关键词】数控机床;发展趋势;智能化;柔性化ABSTRACTIn international trade,many centuries view digital lathesare as hi-techvalue-addsand profitable exports.Digital lathesare expensive mechanical and electrical products.The powerful trade nations export hi-texh mechanical snd electrical productsto the world market whiledoing such business at home ,Which is now an important strategy of develop-ing their export economy.Key words digital lathe ; development tendency; intelligence; tenderness目录1主运动系统设计......................................................... 31.1传动系统设计......................................................... 41.1.1参数的拟定:................................................... 41.1.2传动结构或结构网的选择......................................... 41.1.3转速图拟定..................................................... 61.1.4齿轮齿数的确定及传动系统图的绘制............................... 81.2传动件的估算与验算................................................. 111.2.1、传动轴的估算和验算......................................... 111.2.2、齿轮模数的估算与验算....................................... 141.3展开图设计......................................................... 181.3.1、结构实际的内容及技术要求................................... 181.3.2、齿轮块的设计............................................... 191.3.3、传动轴设计................................................. 211.3.4 主轴组件设计............................................... 241.4制动器设计......................................................... 282 进给系统的设计与计算................................................. 282.1设计方案的确定..................................................... 282.2 机械部分设计与计算................................................. 282.2.1纵向进给系统的设计与计算 .................................... 282.2.2横向进给系统的设计与计算 .................................... 352.2.3 垂直方向进给系统的设计与计算................................ 413控制系统设计......................................................... 483.1绘制控制系统结构框图............................................... 483.2.选择中央处理单元(CPU)的类型...................................... 493.3存储器扩展电路设计................................................. 493.3.1.程序存储器的扩展............................................ 493.3.2、数据存储器的扩展........................................... 503.4I/O接口电路及辅助电路设计....................................... 503.4.1. I/O接口电路设计........................................... 503.4.2. 步进电机接口及驱动电路....................................... 513.4.3. 其他辅助电路................................................. 52参考文献............................................................... 53致谢................................................................. 53附录................................................................. 54引言装备制造业是国民经济的基础支柱产业,而机械装备制造业又是其中的基础,其为制造工具提供了来源,因此改善生产效率,提高产品的质量就要从基础根源抓起,其中铣刀在其中就扮演重要的角色,因此研究铣刀就是一个重要环节。
XKA5750数控铣床主传动系统设计

XKA5750数控铣床主传动系统设计摘要本文介绍了XKA5750立式数控铣床的一些基本情况,简述了机床主传动系统方面的原理和类型,分析了各种传动方案的机理。
XKA5750立式数控铣床主传动系统包括主轴电动机、主轴传动系统和主轴组件三部分。
本文详细介绍了立式数控铣床主传动系统的设计过程,该立式数控铣床主轴变速箱是靠齿轮进行传动的,传动形式采用集中式传动,主轴变速系统采用多联滑移齿轮变速。
齿轮传动具有传动效率高,结构紧凑,工作可靠、寿命长,传动比准确等优点。
文中介绍了立式数控铣床主传动系统各种传动方案优缺点的比较、主传动方案的选择和确定、主传动变速系统的设计计算、主轴组件的设计、轴承的选用基润滑、关键零件的校核、以及主轴电动机的控制等设计过程。
关键词:数控铣床,主传动系统,主轴组件The main drive system design of XKA5750 CNC milling machineAuthor:Han LiguoTutor:Yan CunfuAbstractThis paper introduces some basic situations of the XKA5750 vertical CNC milling machine, briefly discusses the principles and types about spindle driving system of machine tool and analyzes the mechanism of various transmission scheme. The main driving system of XKA5750 CNC milling machine includes three parts that is spindle motor, spindle driving system and spindle components. This paper describes the main driving system design process of the XKA5750 CNC milling machine in detail. The spindle gearbox of this vertical CNC milling machine is driven by gear, and the driving mode adopts a centralized transmission, the spindle speed system uses multi sliding gear transmission. The advantages of gear drive are high transmission efficiency, compact structure, reliable, long life and accurate transmission ratio and so on. This paper compares the advantages and disadvantages of the various transmission scheme for vertical CNC milling machine system, introduces the selection and identification of main drive program, gearshift design and calculation of the main drive, the design of the spindle components, the selection and lubrication of the bearing, verification of critical parts, and the control of spindle motor, and so on.Key words:CNC milling machine, spindle driving system, spindle components目录1 绪论 (1)1.1我国数控机床的发展现状 (1)1.2课题提出的意义和目的 (2)2 XKA5750数控铣床主传动系统方案的确定 (3)2.1数控铣床主传动系统简介 (3)2.2对数控铣床主传动系统的要求 (3)2.3主传动的类型及方案选择 (4)3 主传动变速系统主要参数计算 ........................................................ 错误!未定义书签。
数控铣床及加工中心的主运动及进给运动系统 - 数控铣床及加工中心的主运动及进给运动系统
丝杠螺母间隙调整
丝杠与螺母之间有间隙会导致什么问题?
机床定位误差 机床工作台反向移动滞后
所以需要调整丝杠螺母间隙,需要进行预紧。
垫片调整法 :调 整垫片厚度使左 右两螺母产生轴 向位移,即可消 除间隙产生预紧 力。
铣刀刀柄组装
铣床主轴-装刀前
铣床主轴-装刀后
数控机床主轴准停控制装置
电动机内装编码器 (带一转信号)
主轴独立编码器
外接一转检测信号(接近开关)
3.进给运动系统
机械传动机构简单,为了提高进给系统的 灵敏度、定位精度和低速运动稳定性,在数控 机床的进给系统中普遍采用滚珠丝杠副 。
进给运动系统示意图
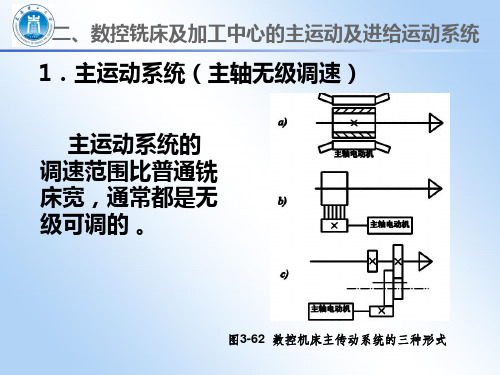
二、数控铣床及加工中心的主运动及进给运动系统
1.主运动系统(主轴无级调速)
主运动系统的 调速范围比普通铣 床宽,通常都是无 级可调的 。
图3-62 数控机床主传动系统的三种形式
1.电动机直接带动主轴旋转
( 电主轴,主轴变形,温度控制)
2.电动机通过V带或同步齿形带与主轴连接
3.电动机通过齿轮变速箱与主轴连接
进给运动系统模型
机床进给运动系统模型
滚珠丝杠的支承方式
一端固定(推力或角接触 轴承),一端自由,用于 短丝杠和竖直安装丝杠。
一端固定(推力或角接触轴 承),一端游动(向心轴承 ),较长的卧式丝杠安装。
两端固定(推力或角接触 轴承),此种方式对丝杠 的热变形较敏感,提高预 紧力可提高丝杠的轴向刚 度。
1、三位液压拨叉作用原理图
2、刀具自动夹紧装置和主轴定向装置
加工中心为了实现刀具在主轴上的自动装卸, 配置刀具自动夹紧装置,其作用是自动将刀具 夹紧和松开,以便机械手能在主轴上安装和取 走刀具。为了传递扭矩,主轴前端设置两个端 面键,与刀柄上的键槽配合。
XK5040数控铣床主传动系统设计
大学课程设计说明书题目:数控铣床主传动系统设计目录第一章概述 (1)1.1设计要求 (1)第二章主传动系统设计 (2)2.1计算转速的确定................................................... 错误!未定义书签。
2.2变频调速电机的选择........................................... 错误!未定义书签。
2.3传动比的计算....................................................... 错误!未定义书签。
2.4齿轮副齿数确定................................................... 错误!未定义书签。
2.5主轴箱传动机构简图........................................... 错误!未定义书签。
2.6转速图拟定........................................................... 错误!未定义书签。
2.7传动轴的设计 (2)2.7.1各轴计算转速 (5)2.7.2各轴功率和扭矩的计算 (5)2.7.3扭转角的选择 (6)2.7.4各轴直径的估算 (7)2.7.5主轴轴颈尺寸的确定 (7)2.7.6主轴最佳跨距的选择 (8)2.8齿轮的设计 (10)2.8.1材料和热处理工艺 (10)2.8.2初步计算齿轮的模数 (10)2.8.3齿轮宽度确定 (11)2.8.4中心距的确定 (11)2.8.5直齿圆柱齿轮的应力验算 (12)总结 (16)参考文献 (17)第一章概述1.1设计要求机床类型:数控铣床满载功率4KW,最高转速2250rpm,最低转速40rpm 变速要求:无级变速进给传动系统设计:行程1500,最低速度0.001mm/r,最高速度0.5mm/r,最大载荷4500N,精度±3μm第二章主传动系统设计1.设计要求2.电机的选取2.1计算转速的确定机床主轴的变速范围:R n=n maxn min,且:n max=2250rpm, n min=40rpm所以:R n=225040=56.25根据机床的主轴计算转速计算公式:n j=n min R n0.3得:n j=40х56.250.3=134.0rpm,选:n j=134rpm2.2主轴转速图的确定因为T max=9550P maxn j=9550×4134=285.07(N·m)T min=9550P maxn max=9550×42250=16.98(N·m)则主轴的功率转矩特性图如下主轴的功率转矩特性2.3确定电机功率图初步给定 i1=1,i2=4画出如粉红线电机功率图进而确定最佳传动比 i2=4.66画出如黑线电机功率图综合如下图:2.4确定电机的功率:P0因为:P x=n xn0又:P x≥4kw即取:P x=4kw×P0时,得4=556.7×1.331500得P0=8.1kw根据电机标称功率的系列选择:标称功率为P0=11kw=1.36此时电动机过载系数λ=118.1此时将传动比i2=4.66修正为i2=4.5,此时如下图因此选用上海皓天电机制造有限公司YVF2-160M-4 变频调速三相异步电动机,连续输出功率为11kw,售价2330元人民币。
数控铣床的主传动系统及结构
排屑系统
排屑系统将数控铣床加工过程中产生的切屑排出机床,保证加 工质量和安全。
防护系统
防护系统可以防止数控铣床在加工过程中受到外界干扰和损坏 。
05
数控铣床的结构优化及改 进建议
提高机床的刚度
总结词
机床的刚度是衡量机床稳定性和精度的重要指标,提高机床的刚度有助于提高加工精度和降低机床的 振动。
,也可以有效降低生产成本。
06
数控铣床的应用与发展趋 势
数控铣床的应用范围
航空制造
数控铣床可用于飞机发动机的制造,精确控制发动机的尺寸和形 状,提高制造效率。
汽车制造
数控铣床广泛应用于汽车零部件的加工,能够实现高效、高精度 的批量生产。
模具制造
数控铣床可用于模具的制造和修复,满足模具的高精度、高强度要 求。
防护装置
数控铣床的防护装置需考虑安全防护、防止噪音和灰尘等方面,常见的有防护罩、隔音棉等。
04
数控铣床的传动系统设计
主轴传动系统的设计
直流电机驱动
直流电机具有优良的调速性能和启动性能,常用于数控铣床的主 轴驱动。
交流电机驱动
交流电机结构简单、维护方便,在数控铣床中也有广泛应用。
伺服电机驱动
伺服电机具有高精度、高响应的特点,适用于要求高精度控制的 数控铣床。
机械主传动系统采用机械变速箱和主轴组合实现主运动,具有结构简单、维 护方便等优点,但调速范围有限。
电主传动系统
电主传动系统采用电机直接驱动主轴实现主运动,具有调速范围广、响应速 度快等优点,但需要配置相应的控制系统。
03
数控铣床的结构
床身结构
数控铣床主运动系统、进给系统及控制系统设计

优秀设计摘要数控机床即数字程序控制机床,是一种自动化机床,数控技术是数控机床研究的核心,是制造业实现自动化、网络化、柔性化、集成化的基础。
随着制造技术的发展,现代数控机床借助现代设计技术、工序集约化和新的功能部件使机床的加工范围、动态性能、加工精度和可靠性有了极大的提高。
本文主要对XK5040数控立式铣床及控制系统进行设计,首先分析立式铣床的加工特点和加工要求确定其主参数,包括运动和动力参数;根据主参数和设计要求进行主运动系统、进给系统和控制系统硬件电路设计。
主要进行主运动系统和进给系统的机械结构设计及滚珠丝杠和步进电机的选型和校核;对于控制系统由于这里主要针对经济型数控铣床的设计,这里采用步进电机开环控制,计算机系统采用高性能价格比的MCS-51系列单片扩展系统,主要进行中央处理单元的选择、存储器扩展和接口电路设计。
由于本文采用8031单片机控制系统,因此,设计出的立式铣床性能价格比高,满足经济性要求。
可实用于加工精度较高的场合。
关键词数控技术,立式铣床,设计ABSTRACTThe numerical control engine bed is the digital process control engine bed, is one kind of automated engine bed, the numerical control technology is the core which the numerical control engine bed studies, is the manufacturing industry realization automation, the network, the flexibility, the integrated foundation. Along with the manufacture technology development, the modern numerical control engine bed with the aid of the modern design technology, the working procedure intensification and the new function part caused the engine bed the processing scope, the dynamic performance, the processing precision and the reliability had the enormous enhancement .This article mainly carries on the design to the XK5040 numerical control vertical milling machine and the control system, first analyzes the vertical milling machine the processing characteristic and the processing request determines its host parameter, including movement and dynamic parameter; Carry on the host kinematic scheme according to the host parameter and the design request, enters for the system and the control system hardware circuit design. Mainly carries on the host kinematic scheme and enters for the system mechanism design and the ball bearing guide screw and electric stepping motor shaping and the examination; Regarding control system because here mainly aims at the economy numerical control milling machine the design, here uses electric stepping motor open-loop control, the computer system uses the high performance price compared to the MCS-51 series monolithic expansion system, mainly carries on the central processing element the choice, the memory expansion and the connection circuit design .Because this article uses 8,031 monolithic integrated circuits control system, therefore, designs the vertical milling machine performance price is higher than, satisfies the efficient request. But practical to processing precision higher situation .Key words:Numerical control technology,Vertical milling machine,Design目录摘要.................................................................................................................................. - 1 - 1 总体设计........................................................................................................................ - 5 - 1.1、铣床简介.................................................................................................................... - 5 - 1.2、 X K5040型数控铣床的总体布局、主要技术参数及总传动系统图 ..................... - 5 - 1.2.1 XK5040型数控铣床的总体布局 ........................................................................... - 5 - 1.2.2 XK5040型数控铣床的主要技术参数 ................................................................... - 6 -1.2.3 总传动系统图........................................................................................................ - 8 -2 主运动系统设计............................................................................................................ - 8 - 2.1 传动系统设计.............................................................................................................. - 9 - 2.1.1参数的拟定............................................................................................................... - 9 - 2.1.2 传动结构或结构网的选择...................................................................................... - 9 - 2.1.3 转速图拟定............................................................................................................ - 10 - 2.1.4齿轮齿数的确定及传动系统图的绘制 ................................................................. - 13 - 2.2传动件的估算与验算........................................................................................ - 16 - 2.2.1传动轴的估算和验算............................................................................................. - 16 - 2.2.2齿轮模数的估算................................................................................................ - 18 - 2.3展开图设计............................................................................................................ - 22 - 2.3.1结构实际的内容及技术要求............................................................................ - 22 - 2.3.2齿轮块的设计................................................................................................ - 23 - 2.3.3传动轴设计.................................................................................................... - 25 - 2.3.4主轴组件设计................................................................................................ - 27 - 2.4制动器设计............................................................................................................ - 32 - 2.4.1按扭矩选择.................................................................................................... - 32 - 2.5截面图设计.......................................................................................................... - 33 - 2.5.1轴的空间布置.................................................................................................. - 34 - 2.5.2操纵机构........................................................................................................ - 34 - 2.5.3润滑................................................................................................................ - 34 - 2.5.4箱体设计的确有关问题.................................................................................... - 35 - 3进给系统设计.............................................................................................................. - 36 - 3.1总体方案设计........................................................................................................ - 36 - 3.1.1对进给伺服系统的基本要求............................................................................ - 36 - 3.1.2进给伺服系统的设计要求................................................................................ - 37 - 3.1.3总体方案............................................................................................................ - 37 - 3.2进给伺服系统机械部分设计................................................................................ - 38 - 3.2.1确定脉冲当量,计算切削力............................................................................ - 38 - 3.2.2滚珠丝杆螺母副的计算和造型 ........................................................................ - 40 - 3.2.3齿轮传动比计算................................................................................................ - 46 - 3.2.4步进电机的计算和选型................................................................................ - 47 - 3.2.5进给伺服系统机械部分结构设计 ................................................................ - 55 - 4控制系统设计.............................................................................................................. - 58 - 4.1绘制控制系统结构框图............................................................................................. - 59 - 4.2.选择中央处理单元(CPU)的类型 .......................................................................... - 59 - 4.3存储器扩展电路设计................................................................................................. - 60 - 4.3.1程序存储器的扩展............................................................................................ - 60 - 4.3.2数据存储器的扩展........................................................................................ - 61 - 4.4I/O接口电路及辅助电路设计 ........................................................................... - 61 - 4.4.1I/O接口电路设计..................................................................................... - 61 -4.4.2步进电机接口及驱动电路............................................................................ - 62 - 4.2.3其他辅助电路................................................................................................ - 63 - 参考文献............................................................................................................................ - 65 - 致谢.. (74)附录(英文翻译及实习报告)......................................................... 错误!未定义书签。
数控铣床进给传动系统的智能化设计

4 2结 果分析 与调整 .
所有计算 步 骤 完 成 以后 , 系统 对最 后 结果 进 行 稳 定
性、 快速响应特性和精度要求进行分析, 并得到量化的分
析结 果 , 图 5 示 。如 果所 得到 的分 析结 果 不能满 足要 如 所
求, 用户 可 以进 行相 应 的调 整 , 图 6所 示 。调整 界 面列 如 举 了各项性 能指标 相 关联 的设计 参 数 , 用户 调 整后 , 系统
3 态 全 数埘 - 安系 ( 静
t机匍彻[ 辱圾
厂— —
广— j
2潘 小 轰.Vsa B s . i l ai 6 0应 用 开 发 技 术 .中 国石 化 出版社 ,9 9 u c 19 3美 国 可切 削性 数 据 中 心 . 械 加 工 切 削 数 据 手 册 . 械 工 业 出 版 机 机
最 有效 和最简单直 接 的方法 。
3J / 关参数t .LJ 耐日 电动机转子惯Biblioteka 。 一( \)一羹l
豳
图5 中间结果输 出 图6 系统稳定性调整窗 口
对 于程序源 代码形 式的知识 , 由于存 在于 VsaB s i l ac u i 程 序代码 里面 , 以要 进行 判断和 推理可 以运用 内部 的条 所 件 分支结 构实现 , 例如 Sl t a 结构 和 IT e 结 构等 。 ecCs e e f hn
2工作台负载惯量J 十关参数 t . 3B a 、工作台长度t 一 阿 ( ) b 、工作台宽度。 一 ( 同 ) c ,滚珠垒杠寻程。 —一 ( )
对于数 据库形 式存储 的知识 , 由于 数据 库存 在 于 Vs i — ul ai源代码 以外 , 以必须通 过一 定 的方式 进 行协 调 a Bs c 所
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要科学技术的不断发展,对机械产品的质量和生产率提出了越来越高要求。
机械加工工艺过程的自动化是实现上述要求的最主要的措施之一。
它不仅提高产品的质量、提高生产效率、降低生产成本、还能够大大改善工人的劳动条件。
大批量的自动化生产广泛采用自动机床、组合机床和专用机床以及专用自动生产线,实行多刀、多工位同时加工,以达到高效率和高自动化。
但这些都属于刚性自动化,在面对小批量生产时并不是适用,因为小批量生产需要经常变化产品的种类,这就要求生产线具有柔性。
而从某种程度上说,数控机床的出现正是很大的满足了这一要求。
数控铣床一般由控制介质、数控装置、伺服系统、机床本体四部分组成。
数控装置的作用是把控制介质、数控装置、伺服系统、机床本体四部分组成。
也就是通过计算机控制铣削。
数控技术是现代制造技术的基础。
它综合了计算机技术、自动控制技术、自动检测技术和精密机械等高新技术,因此广泛应用于机械制造业。
数控机床替代普通机床,从而使得制造业发生了根本性的变化,并带来了巨大的经济效益。
可以预见,高级自动化技术将进一步证明数控机床的价值,并且正在更为广阔的开拓着数控机床的应用领域。
关键词:自动机床,经济型铣床,步进电机,滚珠丝杠副,数控机床ABSTRACTThe continuous development of science and technology, mechanical products, and productivity of the quality of the increasing number of requests. The automation of the process to achieve the above requirements. It not only improves product quality, increase productivity, reduce production costs, but also can greatly improve the working conditions of workers. Large-scale automated production, the widespread use of automatic machines, machine tool and special machine tools and automatic production lines, while the implementation of multi-tool, multi-bit processing in order to achieve high efficiency and degree of automation. These are rigid automation in the face of small batch production, it is not suitable for small batch production, is often necessary to change the type of product, which requires a flexible production line. But to a certain extent, the CNC machine tool is a great meet this requirement. The general control of the media, and numerical control device, the servo system of the CNC milling machine, the body composed of four parts. The numerical control device to control the media, the role of CNC equipment, servo system, four components of the Machine Tool. It is computer-controlled milling machine. CNC technology is the basis of modern manufacturing technology. It combines computer technology, automatic control technology, automatic detection technology, precision machinery and high-tech, it is widely used in machinery manufacturing industry. Instead of general machine tools, CNC machine tools, the manufacturing sector to produce fundamental change, and bring huge economic benefits. It is foreseeable that advanced automation technologies will further demonstrate the value of CNC machine tools, CNC machine tool applications open up a broaderKey words: automatic machine, economic type milling machine, Stepping Motor, Ball Screws目录1 绪论 (1)1.1 选题目的及其意义 (1)1.2 文献综述 (1)1.3 设计任务 (2)2 总体方案的确定 (4)2.1 机械传动部件的选择 (4)2.2 控制系统的设计 (4)3 机械传动部件的计算与选型 (5)3.1 导轨上移动部件的重量估算 (5)3.2 铣削力的计算 (5)3.3 直线滚动导轨副的计算与选型 (5)3.4 滚珠丝杠螺母副的计算与选型 (6)3.5 同步带的计算与选型 (11)3.6 步进电动机的计算与选型 (13)3.7 主轴部件的计算与选型 (16)4 机械标准件的选型与校核 (23)4.1 销连接的选型与校核 (23)4.2 联轴器的选型与校核 (23)4.3 轴承的分类及选用 (25)4.4 键的分类及选用 (28)5 微机控制系统的设计 (29)5.1 微机控制系统组成及特点 (29)5.2 微机控制系统设备介绍 (29)参考文献 (33)致谢 (34)1 绪论1.1 选题目的及其意义本课题来源于基本的工程实际应用,数控机床是机电一体化产品中应用教广泛的一个方向,数控铣床是数控机床中使用最多的机床之一,随着中国工业化进程的推进,数控机床在生产实践中的应用会更加的普及,考虑到数控机床的构造相对复杂,因此以经济型数控机床为入口,对该设备进行研究。
数控铣床,是典型的机电一体化的结构之一,它采用开环控制,用步进电机驱动,微机控制,并有相应的检测装备,作为机械电子工程专业学生而言,通过该课题的毕业设计,能够将上课所学的机械设计、控制技术、检测技术技术等课程所学知识有机的结合起来,并最终达到模拟工程实际设计的目的,使学生初步掌握工程设计基本方法,达到毕业设计大纲的要求。
科学技术的不断发展,对机械产品的质量和生产率提出了越来越高要求。
机械加工工艺过程的自动化是实现上述要求的最主要的措施之一。
它不仅提高产品的质量、提高生产效率、降低生产成本、还能够大大改善工人的劳动条件。
大批量的自动化生产广泛采用自动机床、组合机床和专用机床以及专用自动生产线,实行多刀、多工位同时加工,以达到高效率和高自动化。
但这些都属于刚性自动化,在面对小批量生产时并不是适用,因为小批量生产需要经常变化产品的种类,这就要求生产线具有柔性。
而从某种程度上说,数控机床的出现正是很大的满足了这一要求。
数控铣床一般由控制介质、数控装置、伺服系统、机床本体四部分组成。
数控装置的作用是把控制介质、数控装置、伺服系统、机床本体四部分组成。
也就是通过计算机控制铣削。
数控技术是现代制造技术的基础。
它综合了计算机技术、自动控制技术、自动检测技术和精密机械等高新技术,因此广泛应用于机械制造业。
数控机床替代普通机床,从而使得制造业发生了根本性的变化,并带来了巨大的经济效益。
可以预见,高级自动化技术将进一步证明数控机床的价值,并且正在更为广阔的开拓着数控机床的应用领域。
1.2 文献综述国外数控铣床的生产厂家主要集中在德国、美国和日本。
从机械结构上看,其发展经历了十字架型(轻型)、门型(小型)、龙门型(大型)3个阶段,相应的型号种类繁多。
能够代表数控铣床技术最高水平的厂家主要集中在德国,目前,国外已有厂家在龙门式切割机上安装一个专用切割机械手,开发出五轴控制系统的龙门式专用切割工具,该系统可以在空间切割出各种轨迹,利用特殊的跟踪探头,在切割过程中控制切割运行轨迹。
相比之下,国内虽然十字架型、门型、龙门型都有所生产,但广度不够,生产厂家产品型号较为单一,尚无龙门式专用型材切割机产品。
从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。
数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高。
数控机床是一种高度机电一体化的产品,适用于加工多品种小批量零件、结构较复杂、精度要求较高的零件、需要频繁改型的零件、价格昂贵不允许报废的关键零件、要求精密复制的零件、需要缩短生产周期的急需零件以及要求100%检验的零件。
数控机床的特点及其应用范围使其成为国民经济和国防建设发展的重要装备。
进入21世纪,我国经济与国际全面接轨,进入了一个蓬勃发展的新时期。
机床制造业既面临着机械制造业需求水平提升而引发的制造装备发展的良机,也遭遇到加入世界贸易组织后激烈的国际市场竞争的压力,加速推进数控机床的发展是解决机床制造业持续发展的一个关键。
随着制造业对数控机床的大量需求以及计算机技术和现代设计技术的飞速进步,数控机床的应用范围还在不断扩大,并且不断发展以更适应生产加工的需要。
本文简要分析了数控机床高速化、高精度化、复合化、智能化、开放化、网络化、多轴化、绿色化等发展趋势,并提出了我国数控机床发展中存在的一些问题。
我国工厂的板材下料中应用最为普遍的是数控铣床和等离子切割,所用的设备包括手工下料、仿形机下料、半自动切割机下料及数控切割机下料等。