成型条件点检表
成型工艺条件点检、自检表

外观确认
点检人
备注
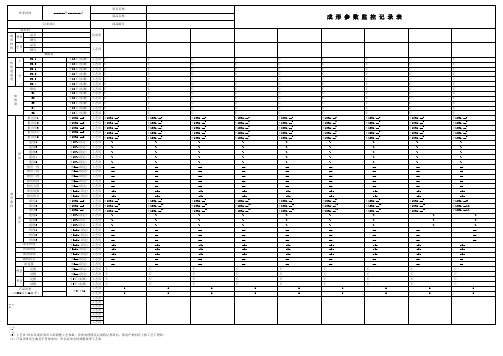
注:1、外观确认主要指:料花、缺胶烧焦、缩孔、 色差、混色、变形、飞边、台阶、多胶、堵孔、断镶件、缺胶、料 接痕等异常现象。 2、整啤重量(g)=产品重量(g)+水口重量(g)
编 号:
管理番号:
艺条件点检、自检表
核准
确认
差、混色、变形、飞边、台阶、多胶、堵孔、断镶件、缺胶、料花、熔 口重量(g)
成型工艺条件点检、自检表
核准
确
机台 名称
点检日期/时间
点检内容 产品型号
射胶时间
时间 冷却时间
周期
射胶 速度
一段 二段 三段
射胶 压力
一段 二段 三段
射胶 位置
一段 二段 三段
速度
保压 压力
时间
熔胶位置 其它
松退位置
射咀
料筒 温度
一段 二段 三段
四段
模温
前模 后模
材料名称
材料 干燥温度
材料批号
整啤重量(g)
压铸模具成型点检记录表
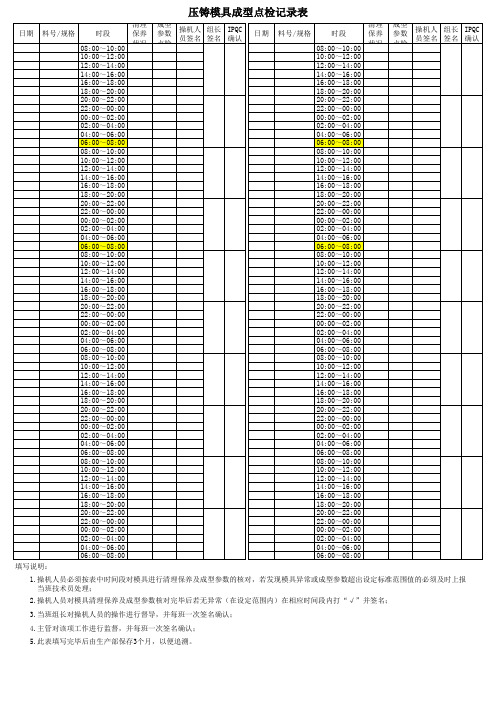
日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:005.此表填写完毕后由生产部保存3个月,以便追溯。
成型参数点检表A4xls
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm
2
成 形 参 数 监 控 记 录 表
部品编号 记录者
工艺员 ℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
成型条件表

2
se c
se
c
12
se c
7
se c
/
se c
28
se c
《开模
4段---3段---2段---1段
OP 30 45 40 EN
%
锁模》 3段---2段---1段
65 35 10
保护
15
MP %
CL
10 OS
E%
250 230 15 mm
120 35
1 mm
1
se c
锁模力设定
100
to n
开模完成位置 250 mm
注塑室成型条件基准表
文件编号 发行日期:
制作 检讨
张科业
1月14日
/
承认 /
注塑机型:
胶
注塑机号: 1号
料 名
称
胶
PC 透明
机种: GTX-75
名称: 数字/功能键(2#) 编 号
1225L
料
筒 温
NH
度
设 定
310
实 际
310
H3 H2 H1
315 310 275 ℃ 315 310 275 ℃
《射胶 6段---5段---4段---3段---2段---1段
60
95
80
IP %
烤料温度 120 ℃
烤料时间 4 H
保压 4段---3段---2段---1段
HP %
36Biblioteka 7055IV %se c
10 36 40 mm
计量完成位置 40 mm
保压切换位置 10 mm
射胶剩余位置 8 mm
回胶速度
20 %
倒索量
注塑成型工艺点检表

点检人
2、端盖生产工艺: 1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小 于6 ℃,且模腔温度较高。模具温度未达到要求不允许生产。(需现场测 试) 2)、注塑压力:控制在70——90kg/cm2(通常),根据实际情况可放宽至 100kg/cm2,但不允许超过100kg/cm2。 3)、保压:保压时间控制在5——20s,尽量控制在8s;根据注塑机的类 型,最高保压压力控制在50——70kg/cm2内。(注意:注射压力和液压系 统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒 内熔融塑料单位面积上的力。我们通过压力表和设备操作屏检测到的实际 为液压系统的压力)。
位置
7 8 9 10 11 12 13 14 15 16 17 18
1、口框生产工艺: 1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小 于6 ℃,且模腔温度较高。模具温度未达到要求不允许生产。(需现场测 试) 2)、注塑压力:控制在70——90MPa(通常),根据实际情况可放宽至 125MPa,但不允许超过125MPa。 3)、保压:保压时间控制在5——20s,尽量控制在8s;根据注塑机的类 型,最高保压压力控制在50——70MPa内。(注意:注射压力和液压系统的 压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔 融塑料单位面积上的力。我们通过压力表和设备操作屏检测到的实际为液 压系统的压力)。
点检时间 标准值
注塑成型工艺点检表
机台编号
项目 分类 标准值 1段 射出 压力 2段 3段 4段 1段 射出 速度 2段 3段 4段 1段 射出 位置 2段 3段 7
注塑成型工艺点检表

192021222324123456压力速度位置1段2段193段204段211段222段233段244段11段22段33段44段561段2段3段1段2段3段1段2段3段前模后模点检人审核1、口框生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90MPa (通常),根据实际情况可放宽至125MPa ,但不允许超过125MPa 。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70MPa 内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
2、端盖生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90kg/cm2(通常),根据实际情况可放宽至100kg/cm2,但不允许超过100kg/cm2。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70kg/cm2内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
保压压力保压速度保压时间模具温度分类标准值夜班实际点检值(时间)储料注塑时间(S )模温机温度冷却时间成型周期项目射出压力射出速度射出位置注塑成型工艺点检表生产日期机台编号产品名称产品图号(编码)标准值点检时间。
成型机设备每日点检表

年月
时间
16点检内容日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日1确认紧急停止按钮动作是否正常
2安全门组件是否正常
3料管温度偏差(允可范围±5°C)
4管道有无漏油漏水现象
5集中润滑系统工作是否正常
6机台外观清洁
7运转时有无振动和异音
8落料口温度是否偏高,循环水是否开启
9散乱管道线路整理,各动作机构加油保养
时间16点检内容夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜1确认紧急停止按钮动作是否正常
2安全门组件是否正常
3料管温度偏差(允可范围±5°C)
4管道有无漏油漏水现象
5集中润滑系统工作是否正常
6机台外观清洁
7运转时有无振动和异音
8落料口温度是否偏高,循环水是否开启
9散乱管道线路整理,各动作机构加油保养
15确认人(领班)
稽核有无异样(正常“OK”,异常“NG”)
确认人(领班)
11121314项目123抽核人(主 管)
抽核人(主 管)
672526点检人(技术员)
89102122设备每日点检表
设备名称: 注塑机编号:项目17
18192045注:①正常划“√”不正常划“×”备用划“/”调整中划“△”数字项须填写。
②点检中有异常,点检人必须报告上级。
③交接班后1小时内点检完毕。
稽核有无异样(正常“OK”,异常“NG”)
31点检人(技术员)
272829302324。
模具状况及成形状况检查表
顶出导销的,导销套的清扫
弹簧,支撑块的清扫
一般分型面的清扫
用无尘布擦拭一般分型面 产 流道部的清扫 品 及 镶块部的清扫
滑 定位块的清扫 块 部 侧芯滑块的清扫
滑块导轨的清扫
确认带有球形活塞的模具的运作
确认吊眼螺丝的变形
确认吊眼螺丝的插入状况
其 确认定位环上的是否有严重的划伤等 它 确认模具联结器的变形,损伤
给品保5模以上样品
品担 质当 确
认承 认
流程:成型课—技术课—模具制造商—技术课-成型课-品质保证课(最终承认)-技术课(保管)
量产后模具修理·修正指示书
NO.
不具合内容
对策指示内容
费用明细(模具制造商记录栏)
工程
时间
及
零件
单价
金额
合计
修理内容(模具制造商记录)
模具制造商确认 印
模具接收日 STPS 制造商
1 有否确认模具图纸?
2 顶针孔是否呈三点式?
3 安装板是否是指定厚度?
4 吊环螺栓是否如指示?
5 是否是2点平行悬吊状或在定模上?
6 有否安装铭牌?
7 冷却水的IN、OUT是否在操作侧的反面?
8 是否安装指示?
10 模具是否能简单闭拢?滑块是否能用手轻易拨动?
Ⅳ
制定,改订 制定 改订
0~1万模/月
年月日 2004-8-2
—01 —02 —03 —04
作成
根据模具预防保养作业基 准书实施
确认
承认
备注
模具状况/成形状况检查表
Mold Condition Check List
质量记录编号: 品名:
日期
品号:
/ (星 / (星 / (星 / (星 / (星 / (星 / (星
成型机及周边设备日常点检记录表

日 期 点检项目4.25.1温度设定值与实际值差值是否在±5℃范围内点检人审 核异常情况记录注﹕ 1.现场技术人员必须在生产作业前点检此设备﹐发现设备异常及时报修﹔3. 1.x---成型机 2.x---机械手 3.x---模温机4.x---升降台5.x---温控箱28293031序号点检22232425152627161718192021910111213145.2 2.线/组长每日审核﹐设备部工务人员不定期稽核点检状况.4.停机时无需点检,开机前对设备进行点检。
1.正常情况书写"O" ,异常情况书写"X" ;2.表中有数值处请填写实际值;456783.5机台是否整洁4.1升降台上下动作是否平稳(上升高度与机械手不可大于50cm)承接台面是否垫缓冲物(泡棉)有无漏气﹑漏电现象温控箱是否整洁﹐温控板是否齐全3.2系统管路阀门是否打开3.3温度设定值与实际值差值是否在±10℃范围内3.4水压表指数显示是否正常(>1kg/cm 2)2.3有无漏气﹑异音2.4气压值是否在5~7kgf/cm 2范围内3.1机器运转有无异音,有无漏水﹑漏油等现象1.6可动侧板及曲肘活动部位有无异常噪音或震动2.1程序动作是否正确2.2运行动作是否安全(安全开关确认)1.3油温是否在30℃~50℃范围内1.4有无漏电﹑漏水﹑漏气﹑漏油现象1.5机台是否整洁﹐安全装置是否正常生产设备日常点检记录表使用单位/线别: 设备名称: 成型机 机械手 模温机 升降台 温控箱 设 备 编 号: ________年________月1.1机器运转是否正常,润滑是否良好1.2料管温度设定值与实际值差值是否在±10℃范围内123。
吹塑成形机日常点检表

●异常内容及处置记录 发现异常时的内容及处置对策记录
管理者确认
点检频率(毎日) 点检者签名
TA样式-G-007-12-0
保存年限:1年
⑨ 各滑动部位润滑油
目视手摸各滑动部位有润滑油附着源自⑩ 机器冷却装置确认冷却水通水,各接头无漏水现象 ⑾ 成形机周围的3S巡视(物品摆放整齐)
机器上或周围无放置工具等生产无关的杂物
◎实施点检 设备连续运转时每日早上8:30~10:00之间, 异常发生日
非连续运转时在成形开始前由设备担当者进行
(日常)开工点检; ◎记录检验结果
点检项目正常时划○、异常时划×、无此项目
或停机时划\ ;有数值显示的应记录其实际值;
◎异常时或不明确时要及时向上司报告,发生异常 时应记录内容及处置对策等并由管理者确认
◎其它事项
审查和承认栏月末由管理者确认当月点检实施
结果后进行
成形条件确认记录表

年
确认者:
月
日
确认项目 确认时间 基本条件 变更条件 品质状况
备注:
注意事项:1,确认基本条件是否保存,且须与当前生产部番的条件一致,有保存记录○,无保存记录×; 2,有变更时需在纸档条件表记录调整数据及调整人,并在此确认表记录△,无变更记录○; 3,变更条件需确认品质状况,正常记录○,异常记录×,并及时对应跟进; 4,此确认表由当班职员每班确认两次,需保管三个月。
成 型 条 件 确 认 记 录 表
日期:
白班:8:00--20:00 机台号 350T-1 350T-2 350T-3 350T-4 350T-5 350T-9 450T-1 450T-2 450T-3 450T-4 650T-1 650T-2 850T-1 850T-2 35T 部番 确认者: 确认项目 确认时间 基本条件 变更条件 品质状况 部番 白班
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
相差数 月日 (+/-) 时分
品名: 签名:
相差数 月日 (+/-) 时分
品名: 签名:
相差数 月日 (+/-) 时分
品名: 签名:
相差数 月日 (+/-) 时分
品名: 签名:
相差数 月日 (+/-) 时分
品名: 签名:
相差数 (+/-)
表单 编 号:Q E7.5 -15 保存 期 限:2 年
4#压力/速度/位置
保 压
1#压力/速度/位置 2#压力/速度/位置 3#压力/速度/位置
料储
1#压力/速度/位置 2#压力/速度/位置
射 压力/速度/位置
产品重量
g
产品重量
g
最小残量
背压 kgf/cm
取数
射出时间 s
冷却时间 s
全程时间 s
月日 时分 品名: 签名:
实际条件与理论条件相差数 (如实填写并说明原因)
成型条件点检表
机台号:
项目
日期
原料品级/色号
原料批次
原料与粉碎料混合比例%
料筒温度(NH)
℃
料筒温度(H1)
℃
料筒温度(H2)
℃
料筒温度(H3)
℃
料筒温度(H4)
℃
料筒温度(H5)
℃ห้องสมุดไป่ตู้
烘料温度/时间 ℃/h
定模温度
℃
动模温度
℃
滑块温度
℃
1#压力/速度/位置
射 2#压力/速度/位置
出 3#压力/速度/位置