注塑成形条件参数记录表
注塑生产工艺参数监控记录表
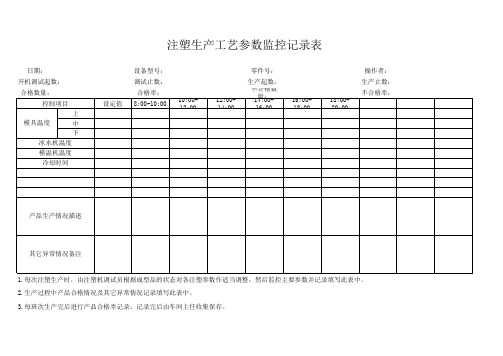
日期: 开机调试起数: 合格数量: 控制项目 模具温度 冰水机温度 模温机温度 冷却时间 上 中 下 设定值 设备型号: 调试止数: 合格率: 零件号: 生产起数: 不合格数量: 操作者: 生产止数: 不合格率:
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:Biblioteka 0-18:00 18:00-20:00
产品生产情况描述
其它异常情况备注
1.每次注塑生产时,由注塑机调试员根据成型品的状态对各注塑参数作适当调整,然后监控主要参数并记录填写此表中。 2.生产过程中产品合格情况及其它异常情况记录填写此表中。 3.每班次生产完后进行产品合格率记录,记录完后由车间主任收集保存。
注塑工艺参数表

注塑工艺参数表1. 引言注塑工艺在制造领域中扮演着重要的角色。
注塑过程是将熔融状态的塑料材料注入模具中,通过冷却固化后形成所需的塑料制品。
注塑工艺参数是指影响注塑过程和最终产品质量的相关参数,包括注射压力、注射速度、熔融温度、模具温度等。
合理调整和控制这些参数,可以确保产品的质量稳定和生产效率的提高。
本文将介绍注塑工艺参数表的编写方法和常用参数的解释,以便生产人员在注塑过程中能够准确设置和调整工艺参数。
2. 注塑工艺参数表的编写方法注塑工艺参数表用于记录和管理注塑过程中的各项参数,以便在生产过程中进行参考和调整。
编写注塑工艺参数表通常遵循以下步骤:2.1 确定表格格式注塑工艺参数表通常采用表格的形式进行组织和展示。
可使用Markdown或其他表格编辑工具进行编写。
表格的列可以包括参数名称、参数值、参数单位等。
2.2 确定参数名称根据具体的注塑过程和要生产的产品,确定需要监控和调整的工艺参数。
常见的注塑工艺参数包括注射压力、注射速度、熔融温度、模具温度、冷却时间等。
2.3 设置参数值和单位根据注塑机的型号和产品的要求,设置每个参数的取值范围和单位。
参数的取值范围通常需要根据实际生产条件和试验结果进行确定。
2.4 填写参数值在实际生产过程中,根据产品要求和工艺要求,填写每个参数的具体取值。
在设置参数值时,需要根据实际情况进行调整和优化,以确保产品质量和生产效率。
3. 常用注塑工艺参数解释本节将介绍常用的注塑工艺参数及其解释,以便生产人员在设定和调整参数时能够更好地理解其作用和影响。
3.1 注射压力注射压力是指在注塑过程中,注塑机向模具中注射塑料材料时施加的压力。
适当的注射压力可以确保塑料材料充分填充模具腔体,并产生所需的制品形状。
3.2 注射速度注射速度是指注塑机在注塑过程中将塑料材料注入模具的速度。
合适的注射速度可以控制塑料材料的流动性,避免产生气泡和翘曲等缺陷。
3.3 熔融温度熔融温度是指塑料材料在注塑过程中达到的熔融状态的温度。
塑胶件成型记录表
速度: 保压二 压力: 段 位置: ㎜
射出 一段
压力: 位置: 速度:
溶胶一 压力:
位置:
(模次)
箱 箱
产品PO号:
PO: 说明:
填表人:
领班:
审核:
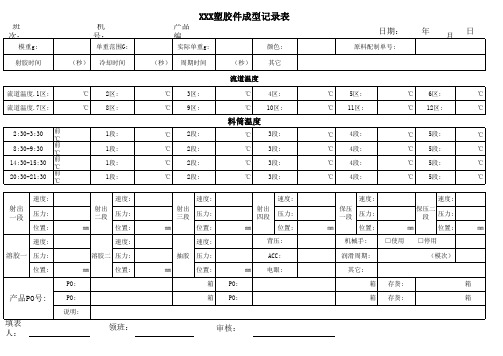
XXX塑胶件成型记录表
班次:
模重g: 射胶时间 (秒)
机号:
单重范围G: 冷却时间 (秒)
产品编号:
实际单重g: 周期时间 (秒) 颜色: 其它
日期:
原料配制单Байду номын сангаас:
年
月
日
流道温度
流道温度.1区: 流道温度.7区: ℃ ℃ 2区: 8区: ℃ ℃ 3区: 9区: ℃ ℃ 4区: 10区: ℃ ℃ 5区: 11区: ℃ ℃ 6区: 12区: ℃ ℃
料筒温度
2:30-3;30 8:30-9:30 14:30-15:30 20:30-21:30 前 前 前 前 ℃ ℃ ℃ ℃ 1段: 1段: 1段: 1段: ℃ ℃ ℃ ℃ 2段: 2段: 2段: 2段: ℃ ℃ ℃ ℃ 3段: 3段: 3段: 3段: ℃ ℃ ℃ ℃ 4段: 4段: 4段: 4段: ℃ ℃ ℃ ℃ 5段: 5段: 5段: 5段: ℃ ℃ ℃ ℃
速度:
速度: 射出 二段 ㎜ 压力: 位置: 速度: 溶胶二 压力: ㎜ PO: 位置: ㎜ 抽胶 ㎜ 射出 三段
速度: 压力: 位置: 速度: 压力: 位置: 箱 箱 PO: PO: ㎜ ㎜ 射出 四段
速度: 压力: 位置: 背压: ACC: 电眼: ㎜ 保压 一段
速度: 压力: 位置: 机械手: 润滑周期: 其它; 箱 箱 存货: 存货: □使用 ㎜ □停用
注塑工艺参数表及变更记录表

Written by/date制表/日期:
Fabricate审核:
抽芯进 芯进1 芯进2
模具运水(动) 模具运水(定)
热流道温度<℃> 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
1、当有产品不良需要关闭此穴时只需调整塑化量,保压切换位置不要调整.螺杆的 残余量控制在 8±2mm.(特殊颜色料化不开的除外) 2、射胶速度调整范围±5 ,注塑压力±10 ,保压压力±5, 时间±0.5s 3、螺杆切换位置调整范围±5.0mm 计量 余料量±1.0mm. 4、周期调整范围在±5 冷却时间调整范围在±1.0s 5、螺杆的转速一般调整范围在±30U/mm.背压参数一般在±5Bar. 6、使用机械手和不使用机械手循环时间相差±2S
编号:
OPERATION FOAM-MOULDING PRARMETERS 注塑工艺参数表
编写: 批准: 页数:
产品名称 模具编号
机台号 模穴数
机台型号 原材料
温度设定 (℃)
添加剂 色号
产品单重(g) 一模重量(g)
回料比例% 循环时间(s) 材料干燥
动模模温
定模模温
喷咀 +/-10
第一段 +/-10
第二段 +/-10
第三段 +/-10
第四段 +/-10
第五段 +/-10 下 料 口 +/-10
关模设定 关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm) 保压设定 保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 切换位置 mm 压力(p) 速度(v) 位置(mm) 热流道温度<℃> 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 +/-10 29 30 31 32 33 34 35 +/-10 71 72 73 74 75 76 77
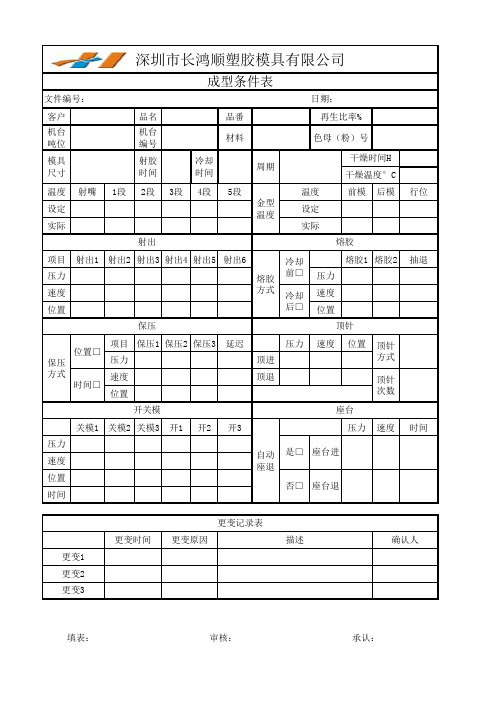
注塑成型条件表
客户品名品番机台吨位机台编号材料
温度射嘴
1段
2段
3段
4段
5段
前模
后模
行位
设定实际
项目射出1射出2射出3射出4射出5射出6
熔胶1熔胶2
抽退
压力压力速度速度位置
位置
项目保压1保压2保压3延迟
压力
速度
位置
压力顶进速度顶退
位置
关模1关模2关模3
开1
开2
开3
压力
速度
时间
压力速度位置时间
模具尺寸射胶时间深圳市长鸿顺塑胶模具有限公司
再生比率%成型条件表
色母(粉)号
冷却时间周期
干燥时间H 干燥温度°C 熔胶方式
冷却前□冷却后□
保压
金型温度
温度设定实际
射出
熔胶
顶针更变记录表
顶针次数
开关模
座台保压方式
位置□时间□
顶针方式 填表: 审核: 承认:
文件编号: 日期:更变3
更变时间
更变原因
描述
更变2座台进
确认人
更变1座台退
自动座退
否□是□。
注塑工艺记录表

产品名称 产品图号 第一段 第二段 使用塑料 模具编号 温度(℃) 第三段 第四段 时间 冷却时间(S) 关模 起始位置 关模一段 关模二段 关模低压 关模高压 射出 起始位置 射出一段 射出二段 射出三段 射出四段 射出终止 转保压 保压 压力 保压一段 保压二段 保压三段 保压四段 设备运行情况: 速度 时间 压力 速度 时间 压力 速度 开模一慢 开模快一 开模快二 开模二慢 开模终止 起始位置 成型周期(S) 射出时间(S) 再循环时间(S) 开模 压力 速度 第五段 第六段 操作人 复核人 回料比例 阻燃剂比例
注塑成型工艺表
次数
保持'S
时间+位置 2 3 4
冷却时间 保压切换 位置 射出终点 锁模表压 5 6
设定: 制定:
实际: 审核:
设定: 模具水路图
实际: 批准:
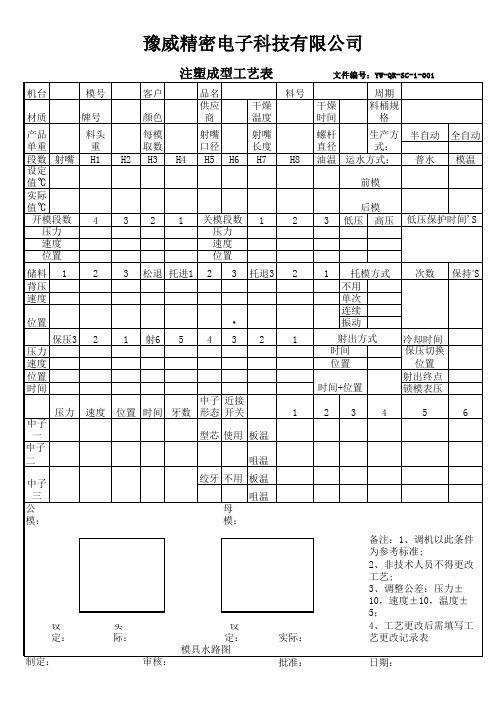
豫威精密电子科技有限公司
注塑成型工艺表
机台 材质 产品 单重 段数 射嘴 设定 值℃ 实际 值℃ 开模段数 压力 速度 位置 储料 背压 速度 位置 保压3 压力 速度 位置 时间 压力 中子 一 中子 二 中子 三 公模: 速度 中子 近接 位置 时间 牙数 形态 开关 型芯 使用 板温 咀温 绞牙 不用 板温 咀温 母模: 备注:1、调机以此条件 为参考标准; 2、非技术人员不得更改 工艺; 3、调整公差:压力± 10,速度±10,温度± 5; 4、工艺更改后需填写工 艺更改记录表 日期: 1 2 1 射6 5 4 1 模号 牌号 料头 重 H1 客户 颜色 每模 取数 H3 品名 供应 商 射嘴 口径 H5 H6 料号 干燥 温度 射嘴 长度 H7 干燥 时间
文件编号:YW-QR-SC-1-001
周期 料桶规 格 半自动 普水 全自动 模温
H2
H4
H8
螺杆 生产方 直径 式: 运水方式: 油温 前模 后模 低压 高压
4
3
2
1
关模段数 压力 速度 位置 2 3
1
2
3
低压保护时间'S
2
3
松退 托进1
托退3
2
1
· 3 2 1
托模方式 不用 单次 连续 振动 射出方式 时间 位置
注塑参数巡查记录表[空白模板]
![注塑参数巡查记录表[空白模板]](https://img.taocdn.com/s3/m/96d7a8b6be23482fb4da4cfe.png)
客户名称 颜色
产品名称 原料供应商
时间及结果
可否用机械手 模具编号
出现异常时 的处理记录
记录保 管期
备注:1、标准参数为受控的工艺参数;2、巡检参数必须与首检参数一致,否则为不合格;3、改变参数必须重 新做首检并在记录栏注明原因和时间.
白班IPQC
夜班 IPQC
审核
日期:
年
机
号
原料型号
巡检项目
射胶
一级
位置 (mm
)
二级 三级 四级
五级
一级
速度 (IV)
二级 三级 四级
五段
一级
压力 (IP)
二级 三级 四级
五段
温度(℃)
一段
射胶筒 温度
二段 三段 四段
五段
模具 前 温度 后
烘பைடு நூலகம்温度/时间
时间(S)
射胶/保压时间
冷却时间
周期时间
要求范围 标准 首检
注塑工艺参数巡检记录表
注塑原料烘烤条件表

序号
原料名称
颜色
干燥温度(℃)
干燥时间(Hr)
成型温度(℃)
循环温度(℃)
1
LCP
B
140±10
4-8
300-340
80-110
W
140±10
4-6
300-340
80-110
2
PA66
B
100±10
4-8
260-320
80-110
W
80±10
4-6
260-320
80-110
3
PBT
B
140±10
文件制修订记录
NO
制/修订日期
修订编号
制/修订内容
版本
页次
1
2023-10-11
-
新制订
A0
核准
审核
制订
一、目的:
根据各种原料成型、干燥温度,设定合理参数,以保证生产品质。
二、适用范围:
成型物料加料人员,机台技术员 。
三、权限:
加料人员负责机台及时加料,并按要求设定烘烤条件;机台责任技术员负责设备点检,参数修正及督导。
80-110
8
PA46
B
90±10
4-6
270-320
80-110
9
ABS
80±10
3-6
一般180-220
80-110
耐热210-260
80-110
五、说明:
1、参数设定根据原料品牌,玻纤多少,颜色作合理设定。
2、必须保证设备正常运转。
3-5
230-270
80-110
W
120±10
4-6
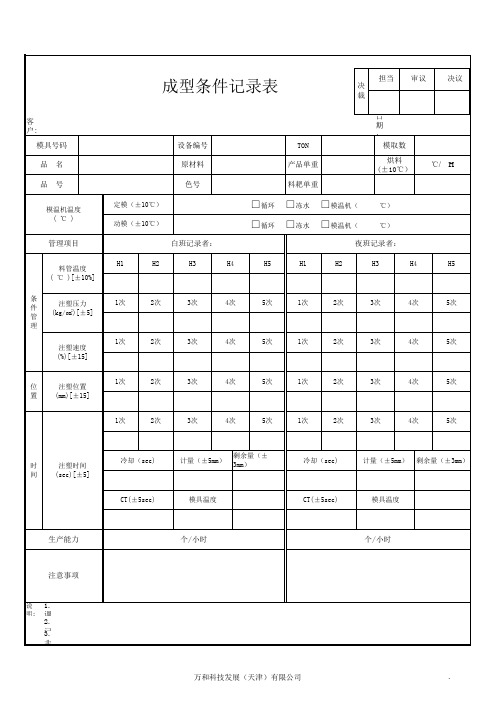
成型条件记录表
万和科技发展(天津)有限公司
.
万和科技发展(天津)有限公司
.
料管温度 ( ℃ )[±10%] 条 件 管 理 H1 H2
夜班记录者:
H4 H5 H1 H2 H3 H4 H5
H3
注塑压力 (kg/㎠)[±5]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
注塑速度 (%)[±15]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
位 置
注塑位置 (mm)[±15]
1次
2次
3次
4次
成型条件记录表
客户: 模具号码 品 品 名 号
定模(±10℃) 动模(±10℃)
决 裁
担当
审议
决议
日期: 设备编号 原材料 色号 TON 产品单重 料耙单重 模取数 烘料 (±10℃)
年
月
日
℃/ H
模温机温度 ( ℃ )
□循环 □循环
白班记录者:
□冻水 □冻水
□模温机( □模温机(
℃) ℃)
管理项目
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
时 间
注塑时间 (secmm)
剩余量(±3mm)
冷却(sec)
计量(±5mm)
剩余量(±3mm)
CT(±5sec)
模具温度
CT(±5sec)
模具温度
生产能力
个/小时
个/小时
注塑成型参数表
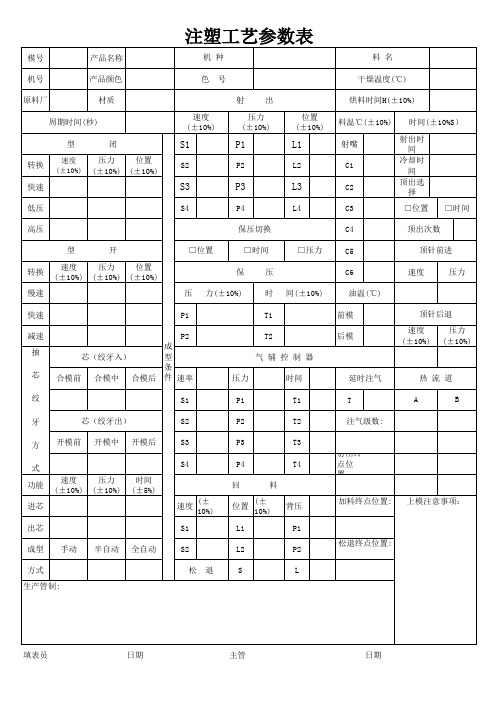
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C5 C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
式
功能
速度 (±10%)
压力 (±10%)
时间 (±5%)
进芯
出芯
成型 手动 半自动 全自动
S3 S4
注塑工艺参数表
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
注塑工艺记录表

模具出水温度
电压 V
模具状况
产品质量状况
注:在线巡检员根据安排进行注射工艺、模具状况(正常、保养、部件维修)、产品质量(正常、飞边、缩壁、拉
有限公司塑胶部 注塑工艺参数记录表 模具编号
注塑机编号
年月
产品质量(正常、飞边、缩壁、拉毛、变形等)
天目电子深圳有限公司塑胶部注塑工艺参数记录表产品名称产品型号使用材料模具编号机器编号机型水口重量产品净量毛重标准周期实际周期颜色是否用水口水口加入比列是否用脱模剂冻水机温度射出压力保压转换位置螺杆类型速度储料一位置射退距离位置储料二位置料量压力射出时间冷却时间慢速位置速度保压时间慢速位置慢速位置储料压力射退压力射退速度低压位置二慢速位置储料速度螺杆背压高压位置开模终止位置快速压力顶出一压力温度机器油温一慢速度快速速度顶出一速度喷嘴温度快速压力低压压力顶出一位置烤料温度水温快速速度低压速度顶出二压力烤料时间油温机温度二慢压力高压压力顶出二速度主流道类型顶出行程二慢速度高压速度顶出二位置余料量进浇口类型顶出次数模具状况产品质量状况作业方式记录者标准化批准日期注
天目电子深圳有限公司塑胶部 注塑工艺参数记
产品名称பைடு நூலகம்
产品型号
使用材料
时间
压力
射出 速度
时间
压力
保压 速度
时间
储料压力
储料速度
储料 射退压力
身退速度
冷却时间
一慢压力
一慢速度
开模
快速压力 快速速度
二慢压力
二慢速度
快速压力
快速速度
关模
低压压力 低压速度
高压压力
高压速度
1#
2#
3#
温度
4# 油温
喷嘴温度
模具进水温度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
55 65
IP
50
23 IV
25 mm
保压切换压 保压力切换位 计量置完了位
置
保压切换条 件
SB选择
《型开
型闭》
保护
回转》
4段
←3 ←2 段段
←1 段
45 45 50 55 mo%
35 35 30 mm
1段→ 2段→ 3段 99
85 55 65 135
45
40
55
m m
M
MP
C Sec
1段 2段 →→
注塑成型条件记录表
注塑机号 注塑机型 客户名称 产品型号
13号 日钢70T
康伦 __
产 品产 品模 具 模出数
推出制钮 原 材 料 POM M90-44
21159021-000 材料编号 M90-44
1159007 颜色/代号 MAWT02190
1×4
烘料温度
75℃
NO:
净重
2.2
水口 重
7.0
作成日
85 85
35 30
3段 RV% BP%
30 40 mm
型开完了位 置
EJ前进限 EJ突出回数 EJ保持时间
锁模压力 螺旋背压
200 定次
2
140 5-3
mm mm
回
Sec TO N ㎏/㎝2
《EJ后退
3段 ←2段 ←1段
55 EBF%
25
EBP
m%
m
EJ前进》
1段→
2段 →
65 75
45 55
Байду номын сангаас
保 压 3段
2013-1-10
作成者
谢明席
确认人
唐永清
材料比例 原100% 水0 % 实出数
1×4
烘料时间
2H
承认人
陈国平
温度
后 冻 模 水
前模 LNH NH 机水
H4
H3
H2
H1
进料 口
油温
射出保压 回转待机
Sec Sec
设定 6℃ 15℃
170 185 180 175
冷却时间
Sec
《保压
《射出
25 HP% 8 Sec
日期
原参数
更改后参数
更改原因
更改时间
签名
确认
XX-QR-40/A0
EFF E%FP RSB
%%
mm mm
计量后SB
HSB% m m
螺杆位置 射胶残量 射出时间 计量时间 中间时间 周期时间
40.73 mm 1.6 mm 4.5S Sec
Sec Sec 24 Sec
半 自
√
全 自
机 械
循环方式
设定数据公差范围: 1.位置± (mm) 2.速度± (%) 3.压力± (%) 4.温度± (℃) 5.时间± (Sec)