3F-2014 日语键盘成品检验规范 V2
按键检验指导书
A
B
C *
1
包装
* * * * * * *
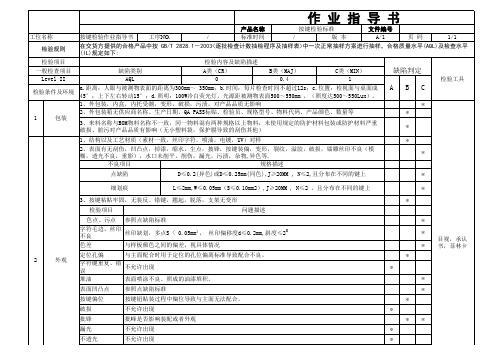
3、按键粘贴牢固,无装反、错键,翘起,脱落,支架无变形 检验项目 色点、污点 参照点缺陷标准 问题描述
* * * * * * * * * * * * *
目视,承认 书,菲林卡
字符毛边、丝印 丝印缺划,多点S < 0.05mm², 丝印偏移度d≤0.2mm,斜度≤2 O 不良 色差 与样板颜色之间的偏差,视具体情况 2 外观 定位孔偏 与主面配合时用于定位的孔位偏离标准导致配合不良。 字符键重复、错 不允许出现 误 堆油 表面喷涂不良、照成的油漆堆积。 表面凹凸点 按键偏位 破损 批锋 漏光 不透光 参照点缺陷标准 按键钮贴装过程中偏位导致与主面无法配合。 不允许出现 批峰是否影响装配或者外观 不允许出现 不允许出现
Ⅴ
耐化妆品测试
Ⅵ
耐手汗测试
将汗液(成份为氨水 1.07% ,氯化钠0.48%,水98.45%)浸泡后的无纺布贴在产品表面上并用塑料袋密封 产品表面无异常,附着力和耐磨 好,在常温环境下放置8h后,将产品表面的汗液擦拭干净,检查油漆的外观,并测试油漆的附着力、耐磨性 性测试合格。 。 将样品放入温度冲击试验箱中;先在-20℃±2℃的低温环境下保持1h ,在1min内将温度切换到 产品表面无异常,附着力和耐磨 +60℃±2℃的高温环境下并保持1h ,共做12个循环(24 h)。试验完成后,检查产品的外观,并测试油漆 性测试合格。 的附着力、耐磨性。 测量底漆及面漆的厚度符合图纸要求。 视具体尺寸判定
可靠性测试 详见可靠性实验指导书 测试项目 测试步骤 合格判定标准
Ⅰ
附着力测试
用锋利刀片(刀锋角度为15°~30°)在测试样本表面划10×10个1mm×1mm小网格, 每一条划线应深及油 在划线的交叉点处有小片的油漆 漆的底层;用毛刷将测试区域的碎片刷干净;用粘附力350 g/cm2~400g/cm2的胶带(3M 600号胶纸或等 脱落,且脱落总面积小于5%,且 同) 牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手 不能有整块面积漆脱落现象。 抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行3次相同试验; UV覆盖的丝印:200个循环,间断 直接丝印或素材:30个循环,间 断 UV 表面::280个循环,连续 PU表面:200个循环,连续 电镀表面:280个循环,连续 橡胶漆表面: 50个循环,连续 判定标准:不见底材,不见第二层 颜色,无明显可见的磨痕 试验完成后以油漆不透底(露出 底材)时为合格。 检查产品表面有无划痕(划破面 漆),当有1条以下时为合格。 注如果是UV漆,要求硬度达2H。 产品表面无异常, 附着力和耐磨 性测试合格。
按键检验标准

到4.7
塑料电镀件进行中性盐雾试验,在35℃
±2℃的密闭环境中,湿度>85%,PH值 无锈蚀、变色、
6 盐雾测试
及 镀 层 剥 落 等 盐雾机
在6.5-7.2范围内,用5%±1%的Nacl溶
不良
液连续24h盐水喷雾后
7 跌落测试 进行整机跌落试验
10.2 P+R 按键 常规可靠性检验
序号 检验项目
检验内容方法及条件
2
丝印 丝印:字型、大小、粗细与样品一致
●
key 表面异色点 D≤0.1mm,同色点 D≤0.15mm,允收一点,透光字
3
点
符上不允许
●
软划伤 L≤1.5mm,W≤0.03mm 单 key 允许有 1 条,硬划伤不允
4
划伤
许
●
5
夹水线 目视不明显或满足限度样品要求
●
6
缩水 目视不明显或满足限度样品要求
4
缩水
在较厚截面而形成的凹坑。
5
异物 又称杂质,产品表面粘有或内部夹杂的一些不必要的有损外观的物质。
由于应该有印刷/喷漆/镀层的地方未有印刷/喷漆/镀层或者印刷/喷涂/镀层过薄,造成
6
漏光
光线能从背面穿到正面。
7
桔纹 喷涂或电镀件表面出现大面积细小的像桔皮形状的纹状。
8
飞边
又称披锋。由于注塑参数或模具及材料本身的原因,造成在塑料件的边缘或分型面处所
箱中 48 小时后取出立即进行测试
色等现象。
5pcs/20K
将样品放入温度冲击试验箱中;先在
-35℃±2℃的低温环境下保持30min ,
高 低 温 度 在5min内将温度切换到+60℃±2℃的高 4
键盘-成品检验规范

1目的﹕建立和规范成品之检验流程和方法,以确保检验结果全面性和准确性。
2范围﹕适用于所有有线和无线keyboard。
3相关文件:3.1keyboard电性手感标准。
3.2keyboard缺点判定基准。
3.3外观检验规范。
3.4包装检验规范。
3.5产品规格书。
4作业程序:4.1检验计划:4.1.1批之构成:以供货商一次送验量为单位检验批。
4.1.2抽样计划:依MIL-STD-105E计数值抽样计划,实施单次抽样。
4.1.3检验水平/允收水平:参见《质量检验计划表》。
4.2批允收/拒收之判定:4.2.1依规定之AQL对照AC/RE个数与实际不良品个数之差异。
4.2.2当个别之实际不良品个数(CR/MA/MI)超过相[应之任一级(CR/MA/MI)之允许不良品个数时,则该批判定为“REJ”LOT。
4.2.3当总计之实际不良品个数超过MI级之允许不良品个数时,则该批判定为“REJ”LOT。
4.3检验项目之要求﹕4.3.1一般包装材料及方式和结构外观检查参照BOM核对料号或规格,并实施基本的检验.4.3.2 keyboard产品的种类不同, 根据产品的特点需要检验的电气功能也不同4.4.1 键盘成品外观、手感、检查内容及缺陷标准4.4.2 键盘成品电性、包装检查内容及缺陷标准4.5 对机:4.5.1 常规检验完毕后,将检验之不良品标识清楚放置整齐,同时通知生产部对机;如属严重不良及批量性不良,则要求QA 参与,并分析原因。
4.5.2 将检验OK 之成品,按原包装方式放置回去,并交生产线.不良品则送回生产部门返修.将检验后的成品予以相应状态标示。
4.6 记录:4.6.1 报表填写方式:随时记录检验状况。
4.6.2 检验结果记录在“keyboard 检验报告”上(参见附件二)。
附件一流程图主要检验内容﹑重点及相关资料生产制令(W/O)﹑生产线别﹑报验数量﹑序号范围等BOM ﹑质量标准书﹑内部订单审核表﹑样品﹑检验报告表等.依<质量检验计划>纸箱规格(尺寸﹑材质﹑文字﹑胶合方式) ﹑外观彩盒入箱方式﹑外箱贴纸粘贴﹑包扎方式规格(尺寸﹑材质﹑文字﹑胶合方式)﹑外观 规格(文字﹑条形码﹑日期﹑材质) ﹑外观规格(文字﹑条形码﹑日期﹑材质) ﹑外观外观﹑部件﹑美工线/段差﹑平整度﹑logo/颜色检查规格﹑外观﹑定位 按键测试/拉键,敲机测试/LED 测试/手感测试/ 多媒体测试/ RF 距离测试/睡眠测试./低电压测试同生产人员确认不良品,必要时知会品保人.附件二﹑keyboard 成品检验报告《附页》附件三、keyboard 电气功能测试图标说明图示:H (Windows 测试画面)。
TAOB压入机日文注释

TAOB压入机日文注释(工程未设置)软元件名注释中文注释备注X0SYSYEM_ ON进入系统X1非常停止SW急停开关X2THERMAL TRIP热断路装置X3DOOR.SW?X4MANUAL/ AUTO_SW手动/自动转换X5原点復帰SW回到原点开关X6 RESET,SW蜂鸣复位开关X7異常 RESET SW异常复位开关X8自動運転起動SW自动运行启动开关X9停止停止循环X0A /在线/离线?X0B G9SA-301動作ONX0C MODE SW①保养模式开关1X0D MODE SW②保养模式开关2X0E区域传感器、光栅X10倍率選択x1_1倍数选择*1X11倍率選択x10_1倍数选择*10X12倍率選択x100_1倍数选择*100X13軸No1選択X軸轴1选择X轴?X14軸No2選択Y軸轴2选择Y轴?X15軸No3選択Z軸轴3选择Z轴?X16軸No4選択θ軸轴4选择θ轴?X17手動OFF.SW手动脉冲发生器开关?X1A 起動SW①启动开关1X1B起動SW②启动开关2X1E AIR圧力SW空气压力按钮X1F BL-2203CALARM BL-2203C报警?X20CH1送信正常完了CH1发送消息成功X23CH1受信読出要求收到CH1的申请?X24CH1受信異常検出()CH1收信检测异常X28CH2送信正常完了CH2发送消息成功X2A CH2 受信読出要求?X3EREADYX3F(WDT???)看门狗定时器错误?X60準備完了准备开始X61原点復帰完了回到原点X62 番号ACK ACK程序号X63 番号異常程序号异常X64判定NG 発生伺服压力机的NG判定X66判定NG "BIT0"?X67判定NG "BIT1"?X68発生错误X69電源再投入要求?X6A原点復帰要求请求回到原点X6B運転動作中正在运行中X6C加圧駆動中加压驱动中X6D上昇中/ 待機中上升中/待机中X6E非常停止検出紧急停止检测X70SET治具上下上昇ORG设置夹具,上升org?X71SET治具上下下降MOV设置夹具,下降移动?X72BUSH機種方向検知前後前進ORG?X74BUSH 機種判別検知衬套,检测模型判定?X75BUSH 方向判別検知?X78SET治具機種検知1(ON=L)检测模型夹具1 (左为ON)X79SET治具機種検知2(ON=R)检测模型夹具2 (右为ON)X7C PRESS WORK検知X7D WORK 治具①確認确认夹紧夹具1X7E WORK 治具②確認确认夹紧夹具2X7F NG_BOX WORK確認X80塗布前後後退ORGX81塗布前後後退前進MOVX82塗布上下下降ORGX83塗布上下上昇MOVX84OIL 検知油量检测X85 SW自动料箱浮法?X88回転開閉開ORG卡盘旋转开合开为ORG?X89回転開閉閉MOV卡盘旋转开合开为ORG?X8A面取用前後後退ORGX8B面取用前後前進MOVX8C面取WORK検知工作检测单位倒角X8D面取手動 OPEN=ON開X8F NG 検知 ###面取###X90圧入機種検知1X91圧入機種検知2X92BUSH品種確認前後後退ORGX93BUSH品種確認前後前進MOVX94BUSH吸着検知 (T112)有(T113)無X96品種判別左SIDE判定类别为左边X97品種判別右SIDE判定类别为右边X99"軸1(-)" (X軸)“轴1”(-)溢出(X轴)X9A"軸1(+)" (X軸)“轴2”(+)溢出(X轴)X9F BUSH方向確認検知衬套方向检测确认X0F0Q64AD READYX0FE AD変換完了AD转换X0FF A1SD64 A1SD64 错误标志?Y0STOP_PLY1原位置原位置灯?Y2自動起動自动启动Y3異常発生PLY4PLC的联锁Y5SW ? 解除Y8音色#1蜂鸣器音乐1Y9音色#2蜂鸣器音乐2Y0A音色#3蜂鸣器音乐3Y0B音色#4蜂鸣器音乐4Y0C赤(上段)信号灯赤色(上段)Y0D黄(中段)信号灯黄色(中段)Y0E緑(下段)信号灯绿色(下段)Y0F白信号灯白色Y14LEDLED灯Y15発生器#1有効脉冲发生器1号有效Y17軸1STOP轴1停止Y18RLS軸1 X軸 -RLS轴1 X轴超下限Y19FLS軸1 X軸 +FLS轴1 X轴溢出Y1C面取電源ON BL-2203CY1D G9SA-301RESETY1E LAZER/ SENSOR ON LAZER\传感器开启Y1F 無効光栅无效Y20CH1送信要求CH1请求发送Y21CH1受信読出完了CH2接受信息完毕Y27CH2送信要求Y28CH2受信読出OKY2E CH1側情報初期化要求通道CH1端的错误信息初始化请求Y2F CH2 CH2错误复位Y40SQ_READYY41全軸 SERVO_ON全轴伺服器开Y44軸1停止轴1停止Y45軸2停止轴2停止Y46軸3停止轴3停止Y47軸4停止轴4停止Y48軸1正転JOG轴1正转 JOGY49軸1逆転JOG轴1逆转 JOGY50軸1位置始動 STARTING轴1位置始动开始Y90治具上下下降夹具上下下降Y91治具上下上昇夹具上下上升Y0A0起動 (SYSIN1)伺服压入机启动(系统输入1)Y0A1非常停止(SYSIN2)伺服压入机急停(系统输入2)Y0A2下降(SYSIN3)伺服压入机下降(系统输入3)Y0A3Prg番号LODE (SYSIN4)Y0A4Prg/No B0 (SYSIN5)Prg/No.B0 (系统输入5)Y0A5Prg/No B1 (SYSIN6)Prg/No.B1 (系统输入6)Y0A6Prg/No B2 (SYSIN7)Prg/No.B2 (系统输入7)Y0A7Prg/No B3 (SYSIN8)Prg/No.B3 (系统输入8)Y0A8Prg/No B4 (SYSIN9)Prg/No.B4 (系统输入9)Y0A9Prg/No B5 (SYSIN10Prg/No.B5 (系统输入10)Y0AA Prg/No B6 (SYSIN11Prg/No.B6 (系统输入11)Y0AB作業原点戻り (SYSIN12回到工作原点(系统输入12)Y0AC RESET (SYSIN13重置(系统输入13)Y0AD加圧一旦停止 (SYS1N14停止加压(系统输入14)Y0AE作業途中終了 (SYSIN15工作途中结束(系统输入15)Y0AF機械原点復帰 (SYSIN17回到机械原点(系统输入16)Y0B0BL-2203CDIR 正転/逆転BL-2203CDIR 正转/逆转Y0B1BL-2203CR/S 運転BL-2203CR/S 运转Y0B2BL-2203CBRK BL-2203CBRK 刹车Y0B3BL-2203C速度切替CH1BL-2203C高速替换CH1Y0B4BL-2203C速度切替CH2BL-2203C高速替换CH2Y0B5BL-2203C速度切替CH3BL-2203C高速替换CH3Y0B6作業OK 完了表示PL作业OK 指示灯表示?Y0B7作業NG 完了表示PL作业NG 指示灯表示Y0B8前工程OK完了表示PL ()前工程OK 指示灯表示(橙色)Y0B9BUSH.SET完了PL衬套重置完成指示灯Y0BA面取OK 完了品LANPY0BB面取WORK投入可能PLY0BC機種検知OK_PL机型检测OK 指示灯Y0BD方向検知OK_PL方向检测OK 指示灯Y0C0塗布前後前進刷涂前后推进Y0C1塗布前後後退刷涂前后后退Y0C3塗布上下下降刷涂上下下降Y0C4SET治具上下下降设置夹具上下下降Y0C5SET治具上下上昇设置夹具上下上升Y0C6OIL圧送ON/OFF抽油机开/关Y0C8面取前後前進Y0C9面取前後後退Y0CA回転開閉閉夹头回转开关关闭Y0CB回転開閉開夹头回转开关打开Y0CC O潰CLOSE O型环关闭?Y0CD O潰OPEN O 型环打开?Y0CE BUSH着座確認ON (VAC)衬套确定坐标开?Y0CF BUSH着座確認OFF (VAC)衬套确定坐标关?Y0D0BUSH機種方向検知前後後退衬套机型方向检测后退Y0D1BUSH機種方向検知前後前進衬套机型方向检测推进Y0D2品種判別前後前進品种判定前后推进Y0D3品種判別前後後退品种判定前后后退Y0E0一致信号No1 信号CH1Y0E1 指令CH1预设指令CH1Y0E2一致信号指令CH1Y0E3減算指令CH1减数运算指令CH1?Y0E4指令CH1计数启用指令CH1Y0E5外部検出指令CH1外部复位预置检测指令CH1Y0E6機能選択開始指令CH1启用计数器功能选择指令CH1 Y0E7一致信号No2 指令CH1Y0E8一致信号No1 信号CH2Y0E9 指令CH2预设指令CH2Y0EA一致信号指令CH2Y0EB減算指令CH2减数运算指令CH2Y0EC???? ?????? 指令CH2计数启用指令CH2Y0ED外部検出指令CH2外部复位预置检测指令CH2Y0EE機能選択開始指令CH2启用计数器功能选择指令CH2 Y0EF一致信号No2 指令CH2Y0F9AD変換設定要求AD转换设置请求Y0FF A1SD64 A1SD64 错误复位Y1300状態表示01状态注释显示01Y1301状態表示02状态注释显示02Y1302状態表示03状态注释显示03Y1303状態表示04状态注释显示04Y1304状態表示05状态注释显示05Y130A状態表示11状态注释显示11Y130B状態表示12状态注释显示12Y130C状態表示13状态注释显示13Y130D状態表示14状态注释显示14Y130E状態表示15状态注释显示15Y130F状態表示16状态注释显示16Y1400配列报警序列Y1401表示No.102注释显示No.102Y1402表示No.103注释显示No.103Y1403表示No.104注释显示No.104Y1404表示No.105注释显示No.105Y1405表示No.106注释显示No.106Y1406表示No.107注释显示No.107Y1407表示No.108注释显示No.108Y1409表示No.110注释显示No.110 Y140A表示No.111注释显示No.111 Y140B表示No.112注释显示No.112 Y140C表示No.113注释显示No.113 Y140D表示No.114注释显示No.114 Y140E表示No.115注释显示No.115 Y140F 表示No.116注释显示No.116 Y1410表示No.117注释显示No.117 Y1411表示No.118注释显示No.118 Y1412表示No.119注释显示No.119 Y1413表示No.120注释显示No.120 Y1414表示No.121注释显示No.121 Y1415表示No.122注释显示No.122 Y1416表示No.123注释显示No.123 Y1417表示No.124注释显示No.124 Y1418表示No.125注释显示No.125 Y1419表示No.126注释显示No.126 Y141A表示No.127注释显示No.127 Y141B表示No.128注释显示No.128 Y141C表示No.129注释显示No.129 Y141D表示No.130注释显示No.130 Y141E表示No.131注释显示No.131 Y141F 表示No.132注释显示No.132 Y1420表示No.133注释显示No.133 Y1421表示No.134注释显示No.134 Y1422表示No.135注释显示No.135 Y1423表示No.136注释显示No.136 Y1424表示No.137注释显示No.137 Y1425表示No.138注释显示No.138 Y1426表示No.139注释显示No.139 Y1427表示No.140注释显示No.140 Y1428表示No.141注释显示No.141 Y1429表示No.142注释显示No.142 Y142A表示No.143注释显示No.143 Y142B表示No.144注释显示No.144 Y142C表示No.145注释显示No.145 Y142D表示No.146注释显示No.146 Y142E表示No.147注释显示No.147 Y142F 表示No.148注释显示No.148 Y1430表示No.149注释显示No.149 Y1431表示No.150注释显示No.150 Y1432表示No.151注释显示No.151 Y1433表示No.152注释显示No.152 Y1434表示No.153注释显示No.153 Y1435表示No.154注释显示No.154 Y1436表示No.155注释显示No.155 Y1437表示No.156注释显示No.156 Y1438表示No.157注释显示No.157 Y1439表示No.158注释显示No.158 Y143A表示No.159注释显示No.159 Y143B表示No.160注释显示No.160 Y143C表示No.161注释显示No.161 Y143D表示No.162注释显示No.162Y1442表示No.167注释显示No.167 Y1443表示No.168注释显示No.168 Y1444表示No.169注释显示No.169Y1445表示No.170注释显示No.170 Y1446表示No.171注释显示No.171 Y1447表示No.172注释显示No.172 Y1448表示No.173注释显示No.173 Y1449表示No.174注释显示No.174 Y144A表示No.175注释显示No.175 Y144B表示No.176注释显示No.176 Y144C表示No.177注释显示No.177 Y144D表示No.178注释显示No.178 Y144E表示No.179注释显示No.179 Y144F表示No.180注释显示No.180 Y1450表示No.181注释显示No.181 Y1451表示No.182注释显示No.182 Y1452表示No.183注释显示No.183 Y1453表示No.184注释显示No.184 Y1454表示No.185注释显示No.185 Y1455表示No.186注释显示No.186 Y1456表示No.187注释显示No.187 Y1457表示No.188注释显示No.188 Y1458表示No.189注释显示No.189 Y1459表示No.190注释显示No.190 Y145A表示No.191注释显示No.191 Y145B表示No.192注释显示No.192 Y145C表示No.193注释显示No.193 Y145D表示No.194注释显示No.194 Y145E表示No.195注释显示No.195 Y145F表示No.196注释显示No.196 Y1460表示No.197注释显示No.197 Y1461表示No.198注释显示No.198 Y1462表示No.199注释显示No.199 Y1463表示No.200注释显示No.200 Y1464表示No.201注释显示No.201 Y1465表示No.202注释显示No.202 Y1466表示No.203注释显示No.203 Y1467表示No.204注释显示No.204 Y1468表示No.205注释显示No.205 Y1469表示No.206注释显示No.206 Y146A表示No.207注释显示No.207 Y146B表示No.208注释显示No.208 Y146C表示No.209注释显示No.209 Y146D表示No.210注释显示No.210 Y146E表示No.211注释显示No.211 Y146F表示No.212注释显示No.212 Y1470表示No.213注释显示No.213 Y1471表示No.214注释显示No.214 Y1472表示No.215注释显示No.215 Y1473表示No.216注释显示No.216Y1478表示No.221注释显示No.221 Y1479表示No.222注释显示No.222 Y147A表示No.223注释显示No.223 Y147B表示No.224注释显示No.224 Y147C表示No.225注释显示No.225 Y147D表示No.226注释显示No.226 Y147E 表示No.227注释显示No.227 Y147F表示No.228注释显示No.228 Y1480表示No.229注释显示No.229 Y1481表示No.230注释显示No.230 Y1482表示No.231注释显示No.231 Y1483表示No.232注释显示No.232 Y1484表示No.233注释显示No.233 Y1485表示No.234注释显示No.234 Y1486表示No.235注释显示No.235 Y1487表示No.236注释显示No.236 Y1488表示No.237注释显示No.237 Y1489表示No.238注释显示No.238 Y148A表示No.239注释显示No.239 Y148B表示No.240注释显示No.240 Y148C表示No.241注释显示No.241 Y148D表示No.242注释显示No.242 Y148E 表示No.243注释显示No.243 Y148F表示No.244注释显示No.244 Y1490表示No.245注释显示No.245 Y1491表示No.246注释显示No.246 Y1492表示No.247注释显示No.247 Y1493表示No.248注释显示No.248 Y1494表示No.249注释显示No.249 Y1495表示No.250注释显示No.250 Y1496表示No.251注释显示No.251 Y1497表示No.252注释显示No.252 Y1498表示No.253注释显示No.253 Y1499表示No.254注释显示No.254 Y149A表示No.255注释显示No.255 Y149B表示No.256注释显示No.256 Y149C表示No.257注释显示No.257 Y149D表示No.258注释显示No.258 Y149F 表示No.260注释显示No.260 Y14A0表示No.261注释显示No.261 Y14A1表示No.262注释显示No.262 Y14A2表示No.263注释显示No.263 Y14A3表示No.264注释显示No.264 Y14A4表示No.265注释显示No.265 Y14A5表示No.266注释显示No.266 Y14A6表示No.267注释显示No.267 Y14A7表示No.268注释显示No.268 Y14A8表示No.269注释显示No.269 Y14A9表示No.270注释显示No.270 Y14AA表示No.271注释显示No.271Y14AF表示No.276注释显示No.276 Y14B0表示No.277注释显示No.277 Y14B1表示No.278注释显示No.278 Y14B2表示No.279注释显示No.279 Y14B3表示No.280注释显示No.280 Y14B4表示No.281注释显示No.281 Y14B5表示No.282注释显示No.282 Y14B6表示No.283注释显示No.283 Y14B7表示No.284注释显示No.284 Y14B8表示No.285注释显示No.285 Y14B9表示No.286注释显示No.286 Y14BA表示No.287注释显示No.287 Y14BB表示No.288注释显示No.288 Y14BC表示No.289注释显示No.289 Y14BD 表示No.290注释显示No.290 Y14BE表示No.291注释显示No.291 Y14C7表示No.300注释显示No.300 Y14C8表示No.301注释显示No.301 Y14C9表示No.302注释显示No.302 Y14CA表示No.303注释显示No.303 Y14CB表示No.304注释显示No.304 Y14CC表示No.305注释显示No.305 Y14CD 表示No.306注释显示No.306 Y14CE表示No.307注释显示No.307 Y14CF表示No.308注释显示No.308 Y14D0表示No.309注释显示No.309 Y14D1表示No.310注释显示No.310 Y14D2表示No.311注释显示No.311 Y14D3表示No.312注释显示No.312 Y14D4表示No.313注释显示No.313 Y14D5表示No.314注释显示No.314 Y14D6表示No.315注释显示No.315 Y14D7表示No.316注释显示No.316 Y14D8表示No.317注释显示No.317 Y14D9表示No.318注释显示No.318 Y14DA表示No.319注释显示No.319 Y14DB表示No.320注释显示No.320 Y14DC表示No.321注释显示No.321 Y14DD 表示No.324注释显示No.322 Y14DE表示No.323注释显示No.323 Y14DF表示No.324注释显示No.324 Y14E0表示No.325注释显示No.325 Y14E1表示No.326注释显示No.326 Y14E2表示No.327注释显示No.327 Y14E3表示No.328注释显示No.328 Y14E4表示No.329注释显示No.329 Y14E5表示No.330注释显示No.330 Y14E6表示No.331注释显示No.331 Y14E7表示No.332注释显示No.332 Y14E8表示No.333注释显示No.333Y14ED表示No.338注释显示No.338 Y14EE表示No.339注释显示No.339 Y14EF表示No.340注释显示No.340 Y14F0表示No.341注释显示No.341 Y14F1表示No.342注释显示No.342 Y14F2表示No.343注释显示No.343 Y14F3表示No.344注释显示No.344 Y14F4表示No.345注释显示No.345 Y14F5表示No.346注释显示No.346 Y14F6表示No.347注释显示No.347 Y14F7表示No.348注释显示No.348 Y14F8表示No.349注释显示No.349 Y14F9表示No.350注释显示No.350 Y14FA表示No.351注释显示No.351 Y1535 COMMENT409Y1536 COMMENT410Y1537 COMMENT411Y1538 COMMENT412Y1539 COMMENT413Y153A COMMENT414Y153B COMMENT415Y153C COMMENT416Y153D COMMENT417Y153E COMMENT418Y153F COMMENT420Y1540 COMMENT421Y1541 COMMENT422Y1542 COMMENT423Y1543 COMMENT424Y1544 COMMENT425Y1545 COMMENT426Y1546 COMMENT427Y1547 COMMENT428Y1548 COMMENT429Y1549 COMMENT430Y154A COMMENT431Y154B COMMENT432Y154C COMMENT433Y154D COMMENT434Y154E COMMENT435Y154F COMMENT436Y1550 COMMENT437Y1551 COMMENT438Y1552 COMMENT439Y1553 COMMENT440Y1554 COMMENT441Y1555 COMMENT442Y1556 COMMENT443Y1557 COMMENT444Y1558 COMMENT445Y155A COMMENT447 Y155B COMMENT448 Y155C COMMENT449 Y155D COMMENT450 Y155E COMMENT451 Y155F COMMENT452 Y1560 COMMENT453 Y1561 COMMENT454 Y1562 COMMENT455 Y1563 COMMENT456 Y1564 COMMENT457 Y1565 COMMENT458 Y1566 COMMENT459 Y1567 COMMENT460 Y1568 COMMENT461 Y1569 COMMENT462 Y156A COMMENT463 Y156B COMMENT464 Y156C COMMENT465 Y156D COMMENT466 Y156E COMMENT467 Y156F COMMENT468 Y1570 COMMENT469 Y1571 COMMENT470 Y1572 COMMENT471 Y1573 COMMENT472 Y1574 COMMENT473 Y1575COMMENT474 Y1576 COMMENT475 Y1577 COMMENT476 Y1578 COMMENT477 Y1579 COMMENT478 Y157A COMMENT479 Y157B COMMENT480 Y157C COMMENT481 Y157D COMMENT482 Y157E COMMENT483 Y157F COMMENT484 Y1580 COMMENT485 Y1581 COMMENT486 Y1582 COMMENT487 Y1583 COMMENT488 Y1584 COMMENT489 Y1585 COMMENT490 Y1586 COMMENT491 Y1587 COMMENT492 Y1588 COMMENT493 Y1589 COMMENT494 Y158A COMMENT495 Y158B COMMENT496 Y158C COMMENT497 Y158D COMMENT498 Y158E COMMENT499Y1590 COMMENT501Y1591 COMMENT502Y1592 COMMENT503Y1593 COMMENT504Y1594 COMMENT505Y1595 COMMENT506Y1596 COMMENT507Y1597 COMMENT508Y1598 COMMENT509Y1599 COMMENT510Y159A COMMENT511Y159B COMMENT512Y159C COMMENT513Y159D COMMENT514Y159E COMMENT515Y159F COMMENT516Y15A0 COMMENT517Y15A1 COMMENT518Y15A2 COMMENT519Y15A3 COMMENT520Y15A4 COMMENT521Y15E5表示No.586注释显示No.586Y15E6表示No.587注释显示No.587Y15E7表示No.588注释显示No.588Y15E8表示No.589注释显示No.589Y15E9表示No.590注释显示No.590Y15EA表示No.591注释显示No.591Y15EB表示No.592注释显示No.592Y15EC表示No.593注释显示No.593Y15ED表示No.594注释显示No.594Y15EE表示No.595注释显示No.595Y15EF表示No.596注释显示No.596Y15F0表示No.597注释显示No.597Y15F1表示No.598注释显示No.598Y15F2表示No.599注释显示No.599Y15F3表示No.600注释显示No.600Y15F4表示No.601注释显示No.601Y15F5表示No.602注释显示No.602Y15F6表示No.603注释显示No.603Y15F7表示No.604注释显示No.604Y15F8表示No.605注释显示No.605Y15F9表示No.606注释显示No.606Y15FA表示No.607注释显示No.607Y15FB表示No.608注释显示No.608Y15FC表示No.609注释显示No.609Y15FD表示No.610注释显示No.610Y15FE表示No.611注释显示No.611Y15FF表示No.612注释显示No.612Y1A00 格納済み配列错误代码存储序列M0PLC異常PLC异常M1ON开启系统? M2SYSTEM ON系统运作中? M3ON PLSM4??圧力異常气压异常M5PC異常PC主机异常M6運転準備运转准备M7運転準備运转准备脉冲? M8運転準備PLF运转准备? M10ON PLS重置开启 PLSM11重置M12PLSM13非常停止急停M14異常热异常M15異常系统故障M16異常单位异常M17総合異常综合异常M18無し没有工作M19満杯全职工作M20起動位置原点復帰受付起始位置回到原点?M21MANU. SET PLF手动设置PLF(下降沿)?M22AUTO SET PLS自动甚至PLS(上升沿)?M23起動位置原点復帰PLS?M24MANU. OPE OK M25手動手动模式M26自動自动模式M27ON LINE MODE在线模式M28OFF LINE MODE离线模式M29起動位置原点復帰#1M30起動位置原点復帰起始位置回到原点M31起動位置原点復帰PLSM32原点復帰M33MANU. SET PLFM34PRTS. SET PLSM35起動原位置起动原位置M36ALL READY全部准备M38NOT BUSY空闲,不忙M40 自動起動PLS在线自动起动PLSM41運転受付接收运转操作M42運転受付PLSM43INDEX START PLSM44自動運転中M45自動運転PLSM46自動運転自动运转连锁M47MODE SELECT ERR.模式选择错误M48停止受付接收停止M49停止停止M50PLS蜂鸣器复位 PLSM51ON LINE MODE,PLS在线模式,PLSM52OFF LINEMODE,PLS离线模式,PLSM55異常脉冲异常M56異常出力蜂鸣器输出异常M57警報1PLS报警1 PLSM58警報BZ 出力1报警BZ输出1M59警報2PLS报警2 PLSM60警報BZ 出力2报警BZ输出2M64HOST.PC 作成中1=BUSYHOST.PC 数据库创建中? M65自動運転中PC.動作PASSS設定受付M66HOST.PC 正常 READY HOST.PC 正常准备M70安全扉閉安全门关闭M71DOOR OPENM72MNT MODE安全扉無効MNT 模式安全门无效M75DOOR 開开门M76DOOR, OPEN, ERROR 开门,错误M79手動中DOOR開手动开门M80異常光栅异常M82異常①CL&SOL M83 異常②1軸M84異常③JANOME PURESS M86自動運転無効1光栅自动运转无效1M87自動運転無効2光栅自动运转无效2M88部品# 格納PLS 存储部分?M89部品# 読出PLF 读出部分?M90起動位置原点復帰受付PLS M91☆WORK☆TYPE(L)工作类型(L)M92☆WORK☆TYPE(R)工作类型(R)M94 遮光警報光栅遮光报警M95PC/TEST MODE PLS PC/测试模式 PLS M98切替PLFM99始業点検中画面表示中M100HOST.PC 装置使用設定中HOST.PC 装置使用设定中M101装置1号機装置1号机M102装置2号機装置2号机M103装置3号機装置3号机M108PC問合READY PC查询就绪M110前工程問合開始BUSY M111#1設備M1122DM 読込開始2D M代码开始读入M113????? ???脱线路径M1142D 読込OK 完了2D代码读入OK 结束M1152D 読込NG 完了2D代码读入NG 结束M1162D 読込NG 手入力動作開始2D代码读入NG 手动录入开始操作M1182D.CODE手入力OK完了2D 代码手动录入OK 结束M1192D.CODE 手入力PASS 跳过2D 代码手动录入M1202D CODE 読出OK 完了受付2D 代码读出OK 结束接收M121O/L.2D. CODE入力完了O/L.2D代码完成输入M1222D CODE入力読取完了2D代码完成输入读取M124機種TYPE方向TYPE一致OK 机型键入与方向一致OK M125機種TYPE照合不一致机型键入配套不一致M126方向TYPE照合不一致方向键入配套不一致M128 照合一致OK 电源线配套一致 OKM129 照合不一致異常問电源线配套不一致异常问题M130前工程問合開始M132読出応答OK PC ?PLC 读取相应数据OK PC ?PLCM133読出応答NG PC ?PLC 問合读取相应数据NG PC ?PLC 查询M134送信受信装置ID 照合OK 发送接收设备ID验证 OKM135送信受信装置ID 照合異常問合发送接收设备ID验证异常查询M136送信受信ID 照合OK 发送接收文本ID验证 OK M137送信受信ID 照合異常問合发送接收文本ID验证异常查询M138送信受信装置 2D/CODE 照合OK发送接收设备 2D代码验证OK M140送信受信装置 2D照合OK 发送接收设备 2D验证OK M141送信受信装置 2D照合NG 发送接收设备 2D验证NG M142 受信結果OK 接收数据结果OKM143 受信結果NG 接收数据结果NG M150自工程OK完了品自我工程工作制品完成OK M151自工程NG完了品自我工程工作制品完成NG M152前工程NG品前工程工作制品NG M153工程飛びNG品M154未使用工程問合異常未使用工程异常查询?M155要求DATA異常请求DATA异常?M156予備②初步2?M157その他NG 其他NG M158PC.ERRORDATA収集異常PC.ERROR DATA 异常集合M160 読込ON SC供給条形码读入ON SC供给?M170PC問合結果OK/NG完了PC查询结果完成OK/NG M172PC問合信号OFF "0"PC查询信号OFF "0"M179PC工程進捗動作完了PC工程进展动作完成?M180進捗問合1 問合进展查询超时查询M1822D読込NG 手入力動作開始2D码读入NG 手动录入动作开始M190送信完了PLS 发送完毕 PLS M191送信異常发送异常M192送信完了发送完毕M193送信完了PLS 发送完毕PLS M199PC工程進捗問合異常PC工程进展查询异常M200NG品報告有ON=有NG品报告ON=有M220実績報告開始BUSY 性能情况报告开始BUSY ?M224OK実績報告開始性能OK 开始报告?M225NG実績報告開始性能NG 开始报告?M226実績報告無し无性能报告?M230実績報告開始信号ON 性能报告开始信号 ON ?M232読出応答OK PC ?PLC 读出响应数据OK PC ?PLC M233読出応答NG PC ?PLC 報告读出响应数据NGPC ?PLC 报告M234送信受信装置ID 照合OK 发送接收设备ID验证 OKM235送信受信装置ID 照合異常報告发送接收设备ID验证异常报告M236送信受信ID 照合OK 发送接收文本ID验证 OK M237送信受信ID 照合異常報告发送接收设备ID验证异常报告M238送信受信装置 2D/CODE 照合OK发送接收设备 2D代码验证OK M239送信受信装置 DATA 照合OK 发送接收设备 DATA 验证OK M240送信受信装置2D& DATA照合OK 发送接收设备2D&DATA验证OK M241送信受信装置2D& DATA照合NG 发送接收设备2D&DATA验证NG M242受信結果OK 接收结果OK M243受信結果NG 報告接收结果NG 报告M250NG予備①NG 初步1?M251NG予備②NG 初步2?M252NG予備③NG 初步3?M253NG 予備④NG 初步4?M254NG予備⑤NG 初步5?M255要求DATA異常请求数据异常M256NG予備⑥NG 初步6M257その他異常其他异常M258PC_DATA 収集異常PC DATA 收集异常M270PC報告結果OK 完了PC报告结果OK 完成M272PC実績報告信号OFF "0"PC性能报告信号OFF "0"M279PC報告動作完了PC报告动作完成M280実績報告1 報告性能报告超时 ?M299PC実績報告異常PC性能报告异常M300CPK用荷重DATA"0"CPK负荷重 DATA"0"M320GRAPH作成開始BUSY 图片作成开始 BUSY M324GRAPH 作成動作有图片作成动作有M326GRAPH作成動作無图片作成动作无M328PC_GRAPH作成開始受付PC 图片作成开始接收M330GRAPH作成開始信号ON 图片作成开始信号 ON M332GRAPH 作成応答OK PC ?PLC 图片作成响应OK PC ?PLCM333GRAPH作成応答NG PC ?PLC 報告图片作成响应NG PC ?PLC 报告M334送信受信装置ID 照合OK 发送接收设备ID 验证OKM335送信受信装置ID 照合異常報告发送接收设备ID 验证异常报告M336送信受信ID 照合OK 发送接收文本ID 验证OK M337送信受信ID 照合異常報告发送接收文本ID 验证异常报告M338送信受信装置 2D/CODE 照合OK发送接收设备 2D代码验证OK M340送信受信装置2D& DATA照合OK 发送接收设备2D&DATA验证OK M341送信受信装置2D& DATA照合NG 发送接收设备 2D&DATA验证NG M342受信結果OK 接收结果OK M343受信結果NG 報告接受结果NG 报告M350仕掛工作过程中的数据文件错误M351No 重複異常没有重复序列的异常检查M352自工程正常完了品自我工程正常完成品M353自工程NG 完了品自我工程NG 完成品M354工程飛び異常工程跳跃异常M355全行程NG 全行程检查标志NG M356最終工程完了品最终工程完成品M357予備1初步1M358予備2初步2M370PC 報告結果OK 完了PC报告结果OK 完成M372PC_GRAPH作成開始STOP受付PC图片作成开始停止接收M373PC_GRAPH作成開始STOP受付PLS PC图片作成开始停止接收 PLS M374PC_GRAPH 作成最終DATA読出PC图片作成最终DATA 读出M379GRAPH作成動作完了图片作成动作完成M380GRAPH作成報告图片作成报告超时M399GRAPH作成報告異常图片作成报告异常M420運転初始运转互锁M421耐久運転WORK.有無選択SW. PLS 持久运转工作有无选择开关 PLS ?M422耐久運転WORK.無MODE選択持久运转工作无模式选择M423耐久運転WORK.無MODE選択中持久运转工作无模式选择中M424測定受付测量初步验收M426PRESS荷重????? ????MODE 按初始负载检查模式M427PRESS荷重????? ????MODEPLS 按初始负载检查模式 PLS M428OIL塗布????? ????MODE 油箱初次申请检查模式?M429OIL塗布MODEPLS 油箱初次申请检查模式PLS ?M430PRESS 耐久運転MODE 按持久运转模式M431PRESS 耐久運転MODE PLS 按持久运转模式PLS M441始業点検MODE受付接收开启检查模式M442始業点検受付PLS 接收开启检查PLSM443始業点検INDEX START. PLS 开启检查指数开启PLS M444始業点検運転起動开启检查运转起动M445始業点検RUN PLS 开启检查运行 PLS M446始業点検开启检查互锁M448始業点検停止受付开启检查停止接收M449始業点検停止开启检查停止M450 CHECK開始初始启动检查M452始業点検動作完了受付开启检查动作完成接收M459始業点検動作完了开启检查动作完成M460耐久運転WORK "1"個目持久运转工作M470BUSH品種 CHECK動作条件M472BUSH始業点検開始BUSY衬套开启检查开始BUSYM475BUSH方向検知確認OK①衬套方向检测确认OK 1M476品種判別前後前進開始①品种判别前后前进开始 1M477品種判別前後前進完了①品种判别前后前进完结 1M480判定NG 動作OK①判定NG 动作OK 1M481NG.WORK 投入判定OK動作NG①NG.WORK 判定转向行为OK NG1? M482品種判別前後後退開始①品种判别前后后退开始1M483品種判別前後後退完了①品种判别前后后退完结 1M484BUSH着座確認OFF (VAC)衬套坐标确认OFF (VAC)M485BUSH方向検知確認OK②衬套方向检测确认OK 2M486品種判別前後前進開始②品种判别前后前进开始 2M487品種判別前後前進完了②品种判别前后前进完结 2M490判定NG 動作OK②判定NG 动作OK 2M491OK.WORK 投入判定NG動作NG②OK.WORK 判定转向行为OK NG2M492品種判別前後後退開始②品种判别前后后退开始 2M493品種判別前後後退完了②品种判别前后后退完结 2M499BUSH始業点検完了衬套启用检查完结M600PRESS 重複開始按下检查重复数据开始M601PRESS 重複開始PLS按下检查重复数据开始 PLS M602PRESS 読出中按下读取数据中M603PRESS 読出中PLF按下读取数据中 PLFM610読出品種DATA1-32一致读出品种DATA 1-32一致M612品種DATA検索完了品种DATA检索完毕M614PRESS 重複無OK按下检查重复无 OKM616PRESS 重複有NG按下检查重复有 NGM619PRESS 重複完了按下检查重复数据完毕M900動作変更開始PLS动作变更开始 PLSM902品種検知強制OK SATO 120404品种检测强制OK SATO M920 MODE DOOR&無効教学模式门及区域无效?M922 MODE DOOR&無効教学模式门及区域无效?M990BUSH 上治具使用回数M991機種No2 治具使用回数M992JANOME JPU8004 点検回数M993OIL充填回数 COUNT.UP加注油量计数加法?M994修正箇所120711 SATO常時OFFM995☆120417動作変更箇所☆SATO动作变更 SATOM996☆120410動作変更箇所☆SATOM997機種検知追加 130402 SATO/OF新增检测机型M998PC/TEST用111108 SATO PC/测试用 111108 SATOM999PC問合無MODE ON=問合無PC查询无模式 ON=无查询M1000WORK供給RB/READYM1001WORK供給RB/ 起動原点M1003WORK供給RB/ N.BUSYM1005原点復帰SW PLS回归原点开关 PLSM1006WORK供給RB 原点復帰M1007原点在原点的循环时间? M1008軸1(X) HOME. POSITION移動ON轴1 HOME. 位置移动ONM1009軸1(X) HOME. POSITION移動完轴1 HOME. 位置移动完毕M1010原点復帰WORK CLANP OPENM1011原点復帰治具 PALET無M1012軸1(X) HOME. POSITION条件轴1 HOME. 位置条件M1014歩進PLS循环步进 PLSM1016BUSH機種方向検知前後後退開始衬套机型方向检测前后后退开始M1017BUSH機種方向検知前後後退完了衬套机型方向检测前后后退完毕M1018BUSH機種方向検知前後後退開始衬套机型方向检测前后后退开始M1019BUSH機種方向検知前後後退完了衬套机型方向检测前后后退完毕M1020WORK供給歩進受付WORK供给步进周期接收? M1021WORK供給歩進受付PLS WORK供给步进周期接收 PLS? M1022歩進完了步进周期完毕M1023WORK. PRESS始業点検SW. PLS WORK. 按下启用检测开关. PLSM1024WORK. PRESS始業点検BUSY WORK. 按下启用检测BUSYM1025WORK. PRESS始業点検BUSYPLS WORK. 按下启用检测BUSY PLSM1026WORK. PRESS始業点検完了WORK. 按下启用检测完毕M1028始業点検PRESS圧入OK完了启用检测按下注入OK 完毕M1029始業点検PRESS圧入NG完了启用检测按下注入NG 完毕M1031OIL塗布始業点検SW.PLS涂油启用检测开关PLS?M1032OIL塗布始業点検BUSY涂油启用检测开关 BUSYM1033OIL塗布始業点検BUSY.PLS涂油启用检测开关BUSY.PLSM1034OIL塗布始業点検完了涂油启用检测完毕M10352D/CODE 始業点検SW.PLS2D代码启用检测开关 PLS M10362D/CODE 始業点検BUSY2D代码启用检测BUSYM10372D/CODE 始業点検BUSY.PLS2D代码启用检测BUSY PLSM10382D/CODE 始業点検完了2D代码启用检测完毕M10402D/CODE READ. OK完了2D代码读取 OK完毕M10412D/CODE READ. NG完了2D代码读取 NG完毕M1053STEP WORK供給STEPM1054運転受付不明品異常运转接收工作未知品异常? M1055再投入SW, PLS模式周期开关 PLSM1056再投入受付接收模式周期M1058通常受付接收正常周期M1059再投入MODE周期模式M1090選択機種L_TYPE选择机型L_输入M1091選択機種R_TYPE选择机型R_输入M1092SET治具TYPE.OK设置夹具输入OKM1094SET治具TYPE.異常设置夹具输入异常M1100WORK供給 BUSY WORK首次供给 BUSYM1101WORK供給 BUSY.PLS WORK首次供给 BUSY.PLS M1104WORK 治具①②_OK WORK 夹紧夹具1.2 OKM1105WORK 治具①②_NG WORK 夹紧夹具1.2 NGM1110WORK供給POINT移動SUB.ON WORK 供给点移动SUB.ONM1111WORK供給POINT移動SUB.OFF WORK 供给点移动SUB.OFFM1149WORK供給 BUSY完了WORK首次供给 BUSY 完毕M1150WORK供給RB/BUSYM1151WORK供給RB/BUSY PLSM1160SET治具機種No OK设置夹具机型号码 OKM1161SET治具機種No NG设置夹具机型号码 NGM1170WORK PRESS動作OK完了品WORK 按下动作OK完了品? M1171OIL塗布済PRESS 未完了WORK预先涂油按下未完运作M1172OIL塗布PRESS 未完了WORK涂油按下未完运作M1173WORK.NG CODE10<=CODE19>=M1175WORK 不明品WORK 未知不明品M1176PRESS WORK無按下无工作单位M1177PRESS WORK無PLS按下无工作单位PLS?M1180???? ????启动装置M1181???? ????PLS启动装置 PLSM1190WORK 投入WORK 输入启动装置?M1192WORK供給部WORK有WORK 零部件供应部位有运作?M1193WORK供給部WORK有PLS WORK 零部件供应部位有运作PLS M1194WORK供給部WORK無WORK 零部件供应部位无运作M1195WORK供給部WORK無PLS WORK 零部件供应部位无运作PLS M1200WORK PRESS動作OK完了品WORK 按下动作OK完了品M1201WORK PRESS動作OK完了品PLS WORK 按下动作OK 完了品 PLS M1202OIL塗布済PRESS 未完了WORK 预先涂油按下未完 WORK M1203OIL塗布済PRESS 未完了WORK.P 预先涂油按下未完 WORK.P M1204OIL塗布PRESS 未完了WORK 涂油按下未完 WORK M1205OIL塗布PRESS 未完了WORK.P 涂油按下未完 WORK.P M1206前工程NG不明品WORK有M1207前工程NG不明品WORK有PLSM1210WORK. OK/NG品取出動作受付work OK/NG品接收取出动作M1212WORK. OK/NG品取出動作完了work OK/NG品取出动作完毕M1213停止受付①停止接收1M1214OK/NG品取出。
模具日本语

技術聯絡 樣品,樣板 承認樣品 限度樣品 特別采用 暫定對策 恒久對策 檢查基准 QC工程表 評價 判定 認定 確認重點 漏檢 耽誤 失誤,錯誤 投訴,抱怨 公差 加,正數 減,負數 平衡
尺,規尺 卡尺 游标卡尺,标尺 千分尺 柱规,销规,栓规 方块规 环规 小型测微仪 高度规,高度尺 百分表 千分表 扭力计 张力计 塞规,塞片 螺纹塞规(下穴孔) 三次元测定器 投影机 测轮齿合式验机 直角尺 卷尺 角度定规,角度仪 硬度计
トライ トライ、トライショット トライ結果(けっか) 成形不良(せいけいふりょう) バリ 糸バリ(いと) 傷(きず)、型傷(かたきず) 打痕(だこん) 齧り(かじり) 引け(ヒケ)、肉引け(にくひけ)、収縮(しゅうしゅく) 寸法不良(すんぽうふりょう) 偏肉(へんにく) 気泡(きほう)、巣(す)、ボイド 気紋(きもん)、ジェッディング 取られ(とられ) 抜けない(ぬけない)、貼り付き(はりつき) 亀裂(きれつ)、割れ(われ)、クラック 剥がれ(はがれ) 捲れ(めくれ) ウェルドライン、結合線(けつごうせん) 艶斑(つやむら)、光沢不良(こうたくふりょう) 白化(はっか) フラッシュ、銀条(ぎんじょう)、シルバー 流紋(りゅうもん)、フローマーク 焼け(やけ) 変形(へんけい) 反り(そり) 曲がり(まがり) 捩れ(ねじれ) 浮き(うき) 勘合不良(かんごうふりょう) ぶつかる 損傷(そんしょう)、ダメージ 衝撃(しょうげき)、ショック 充填不足(じゅうてんぶそく)、ショートショット 充填過剰(じゅうてんかじょう)、オーバーパッキング 圧力不足(あつりょくぶそく) 圧力過剰(あつりょくかじょう) 油汚れ(あぶらよごれ) 異物(いぶつ) 色斑(いろむら) 縞(しま) 染(しみ) 不安定(ふあんてい) バラバラ、バラツキ、バラけ ガタガタ、ガタつき、ガタ ズレ 別材料混入(べつざいりょうこんにゅう) 異物混入(いぶつこんにゅう) プラテン ガイドレール ストッパー ボルト or ネジ ケーブル ミニホッパー フィルター 自動パージ パージゴロ クッション カプラ パネル ヒーターバンド 温度センサー ナット
键盘成品检验规范

键盘成品检验规范前言:为确保键盘的生产、检验工作有序进行,为过程质量控制、例行检验、最终成品检验和确认检验提供依据,特编写本标准。
1.范围本标准适用于福建新威电子工业有限公司通讯厂所生产的键盘成品质量检验。
2.规范性引用文件在下面所引用的文件中,对于企业标准部分没有写出年代号,使用时应以网上发布的最新标准为有效版本。
GB/T 2828-1987 逐批检查计数抽样程序及抽样表GB/T 2829-1987 周期检查计数抽样程序及抽样表GB/T 14081-2010 信息处理用键盘通用规范参考文件一:键盘可靠性试验规范3.质量检验3.1 检验分类本标准规定的质量评定规则包括两类检验:鉴定检验和质量一致性检验。
3.2 检验条件除非本标准或产品标准另有规定,对样本的检验应在GB 2421-89第五章规定的标准大气条件下进行。
3.3 例行检验例行检验是对同一型号若干样品进行外观结构工艺、电性能、安全、环境适应性和可靠性等一系列完整的检验,其目的在于确定制造者是否有能力制造符合该标准要求的产品。
当产品进行设计定型、生产定型,主要的设计、工艺、材料、及零部件(元器件)变更后或停产后恢复生产时,均应进行鉴定检验。
3.4 确认检验质量一致性检验是以逐批检验为基础,从产品中抽取样品进行的、用于确定产品生产过程中能否保证质量持续稳定的检验。
3.5产品不合格分类,A类不合格、B类不合格、C类不合格;A类不合格:即单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定,称为A类不合格,也称为严重缺陷。
B类不合格:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定,称为B类不合格,也称为轻缺陷。
C类不合格:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定,称为C类不合格,也称微缺陷。
表1 检验项目序号检验项目例行检验确认检验不合格判定1 外观(参考表2、表3)2 结构(参考表2)3性能参数测数发射功能、发射灵敏度(无线4 各电流参数5 功能测试使用测试软件测试键盘的基本6环境试验具体参考《键盘可靠性试验低温/高温存储试验7 低温/高温运行试验8 裸机跌落试验9 振动试验10 静电试验11可靠性测试具体参考《键按键帽拔力测试12 百格测试13 按键寿命测试14 耐酒精擦拭试验15 耐摩擦测试16 连接线拉力测试17 防水测试18 底部支点承受力度测试19 盘可靠性试硬度测试试验20 特殊检验参考表420 产品标志、包装、运输4.检验项目及判定标准4.1装配外观检验表2 装配检验项目及判定标准检验项目检验项目标准及说明缺陷判定CR MA MI外观检验外观检键帽插错键帽插错、漏插,键帽插歪、插反键帽异色、斑点 1.正前方0.5mm以上:MA,以下MI;2.左右后方位0.5mm;以上:;没擦干净或侧面有灰尘:MA键帽或外壳脏污脏污严重MA;发白可擦干净MA;有灰尘没擦干净MI键帽划伤 1.正前方2.0mm以上:MA,以下:MI2.左右后方位2.0mm以下:MI键帽晃动、抖动 1.手捏键帽左右或上下摇晃要求抖动时间小于15ms。
按键外观及可靠性测试检验标准
按键外观及可靠性测试检验标准1. 概述:为确保产品可靠性的检验方法和检验标准有明确的规定;确定塑料和金属零件表面处理后的品质要求,能满足公司的需要。
2. 范围:2.1 本部门制造的所有需要测试的产品。
2.2 适用于塑料、金属制品外表的涂装加工,外观的检验标准。
3. 说明:本标准仅为检验之标准,所述及之内容为规范本部门所有产品外观及功能共通性之检验项目,其它结构设计、物理特性、化学特性之检验标准因设计、材质、制程之不同而会有所差异,此处不论及,本规范中不予以制定。
4. 产品外观检验标准:4.1 检验要求:4.1.1 检验区域所需的最小照度为85英尺烛光;4.1.2 检验人员的眼睛与检验产品的距离约为30-45CM;4.1.3 观察角度:产品所有可视位置;4.1.4 一般情况下,单点目视检测观看时间为5秒,整体目视检测观看时间约15秒;4.1.5 视觉敏锐度= 普通,矫正视力达到普通水平,每年检验一次视力。
4.2 检验标准:4.2.1 表面缺陷分类标准:4.2.2 附加检验事项:4.2.3 喷涂外观细节:5. 装饰表面耐久性要求和DVT测试:5.1 基本检验要求:5.1.1 测试区域环境要求:20°C±5°C, 65%RH±20%RH;5.1.2 产品要求:从产品完成到测试开始,喷涂产品必须在正常环境中存储超过48小时。
5.2 装饰表面耐久性要求测试:1. 干净的样品。
2.冷热冲击参数:循环次数= 12次温度= –40℃至+85℃保持时间= 每种极限温度保持1小时过渡时间= 10 秒使用Norman (RCA) 耐磨试验机。
耐磨圈数必须≥500圈。
175g的继续压力。
5.3 DVT测试:。
键盘成品检验规范

键盘成品检验规范前言:为确保键盘的生产、检验工作有序进行,为过程质量控制、例行检验、最终成品检验和确认检验提供依据,特编写本标准。
1.范围本标准适用于福建新威电子工业有限公司通讯厂所生产的键盘成品质量检验。
2.规范性引用文件在下面所引用的文件中,对于企业标准部分没有写出年代号,使用时应以网上发布的最新标准为有效版本。
GB/T 2828-1987 逐批检查计数抽样程序及抽样表GB/T 2829-1987 周期检查计数抽样程序及抽样表GB/T 14081-2010 信息处理用键盘通用规范参考文件一:键盘可靠性试验规范3.质量检验3.1 检验分类本标准规定的质量评定规则包括两类检验:鉴定检验和质量一致性检验。
3.2 检验条件除非本标准或产品标准另有规定,对样本的检验应在GB 2421-89第五章规定的标准大气条件下进行。
3.3 例行检验例行检验是对同一型号若干样品进行外观结构工艺、电性能、安全、环境适应性和可靠性等一系列完整的检验,其目的在于确定制造者是否有能力制造符合该标准要求的产品。
当产品进行设计定型、生产定型,主要的设计、工艺、材料、及零部件(元器件)变更后或停产后恢复生产时,均应进行鉴定检验。
3.4 确认检验质量一致性检验是以逐批检验为基础,从产品中抽取样品进行的、用于确定产品生产过程中能否保证质量持续稳定的检验。
3.5产品不合格分类,A类不合格、B类不合格、C类不合格;A类不合格:即单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定,称为A类不合格,也称为严重缺陷。
B类不合格:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定,称为B类不合格,也称为轻缺陷。
C类不合格:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定,称为C类不合格,也称微缺陷。
表1 检验项目4.检验项目及判定标准4.1装配外观检验表2 装配检验项目及判定标准4.2外观检验4.2.1塑料件检验项目(见表3)塑料件包括前盖、后盖、按键等塑胶结构件,可以根据实际设计情况在检验时依据下列检验项目进行检验。
无线键盘检验规范

文件制修订记录1. 目的作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求。
2. 范围本厂生产之各机种无线键盘。
3. 参考资料3.1《镭射印刷字符检验规范》3.2《Laser辉度计操作规范》3.3《耐磨测试规范》3.4《粘附力测试规范》4. 定义4.1 Major: 主缺点. 列为批退之依据, 是可能引起键盘功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收。
4.2 Minor: 次缺点. 是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收。
5. 内容说明5.1 检验条件与工具5.1.1功能测试将Keyboard 通过接收器连接到计算机上, 选择ENG提供的对应测试程式进行测试。
5.1.2外观检验I)角度: 眼睛与被测物成0∘~45∘II)距离: 45-60cmIII)光源:40W*2日光灯5.1.3 利用计算机, 放大镜,照度计,辉度计,读码器,厚薄规, 污点标准Film. golden sample 及各机种Layout film、CRL、BOM 、ECO等进行检验。
5.2.不良判定:不良品分Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明。
(包含所有的部件)部件配放未按要求装配部件,漏放漏装或多放多装. 目视/资料*破损裂痕裂痕与破损. 目视*塑胶件顶白\缩水塑胶件有顶白或于30cm目视有明显缩水痕迹, 目视*上下盖上盖LOGO上盖Logo边距2cm内,不允许有任何污点,刮伤. 目视/直尺*上盖Logo和上盖其它印刷的内容、颜色、形状、大小、位置错误及Logo漏印.目视/封样* 上盖Logo印刷断字超过字体的1/3, 毛边大于0.15mm目视+污点图* 上盖其它印刷之字符断字有超过字体的1/3,毛边大于0.15mm.目视+污点图* 组合不良上下盖组合后,间隙段差大于0.5mm; 目视+厚薄规*上下盖卡椎未定位. 目视*扭动组合后的上下盖有noise或松动感. 耳听* 不平衡上下盖组合后,平置于玻璃平台下盖K/B任一端,脚垫距玻璃平台高度间隙大于0.4mm(包括撑幵脚架时的距离).目视+厚薄规*刮伤、污染正面盖刮伤或污染不能>3*0.25mm,侧面刮伤或污染不能>5*0.25mm,背面刮伤或污染不能>7*0.25mm. 且5公分内不有两点. 目视/污点图* 污点正面盖污点直径不能>0.4mm,侧面不能>0.7mm,背面不能>1.0mm. 且5公分内不得有两点.* 内有异物摇动Keyboard发出有异物之杂音响声耳听/目视*喷漆喷漆或电镀系列上盖掉漆现底色超过0.4mm目视/污点图* 喷漆或电镀系列下盖掉漆现底色超过1.0mm * 毛边毛边不可划手且上下盖边缘毛边长度超过0.5mm 目视/污点图*字键(包括功能键\开关) 异声轻敲space bar响声>60db, 带LINK KEY响声>55db. 其它key响声>50db.耳听/手按* 高低键字键浮高,未压定位同行的字键高低超过0.5mm. 目视+厚薄规*手感不良带Link的横向字键各敲左中右不低于两次;竖摆字键各敲上中下不低于两次;大回车键敲5个点左上、右上、左下、右下、正中不低于两次,普通键按中间不低于两次,确认字键手感是否卡涩.特注手指不可超出KEY边缘.*按压特殊key两端发现有铁条脱落或未装,及拨动特殊KEY歪斜不复原目视/手按*卡键任一按键按下后不能自由回弹 (含Hot key、开关).目视/手按*变形任一字键或上下盖呈明显弯曲变形. 目视*拉拔力过低按键拉拔力低于0.5kg千克力.目视/拉拔力器*拍打掉键拍打键盘背面时有掉KEY. 耳听/手拍*晃动特殊key cap晃动及1*1倍字键轻微晃动超过3颗. 目视/手按* 毛边字键毛边长度超过0.15mm. 目视*污点.刮伤A区超过0.25mm 目视/污点图*。
成品检验标准(电子玩具)
成品检验标准(电子玩具)1. 目的These criteria specify the acceptance inspection for finished good in the OEM factory in order to maintain and assure the quality required in market at the time of production and delivery of TAKARA brand products. (Electronic toy item)为了保证生产和交付的TAKARA牌产品(电子玩具)质量符合市场上所要求的标准, 这些标准详细说明了OEM工厂成品的检验.2. SCOPE OF APPLICATIONThese criteria are applied to the acceptance inspection as quality judgment criteria for finished good which produced by OEM factory. However, if there is any doubt occurs within product standard of individual model, this Acceptance Inspection Criteria for Finished Good and each established operation criteria as below, priority shall be given to product standard of individual model.(a)Classification Of Defects Operation Criterion(b)Measurement Test Operation Criterion(c)Product Safety & EMC Test Operation Criterion(d)Assembly Inspection Operation Criterion(e)Dismantle Test Operation Criterion(f)Reliability Test Operation Criterion(g)First Piece Confirmation Operation Criterion(h)Production Line Defective Confirmation Operation Criterion2. 运用范围:这些标准用于對OEM工厂生產的成品進行檢驗時作為質量判斷標準. 但是, 如果在個別樣板標準, 這個成品檢驗標準, 和下列的實施標準產生沖突, 樣板的標準享有優先權.(a)缺陷分類實施標準(b)測試實施標準(c)產品安全和EMC測試實施標準(d)組裝檢驗實施標準(e)拆卸測試實施標準(f)可靠性測試實施標準(g)首件确認實施標準(h)生產線上次品确認實施標準3. DEFINITION3-1 Inspection & TestThe inspection and test for product acceptance inspection is defined as follows:a)General Inspection (Done by TAKARA QC after factory QC inspection pass)Conduct confirmation on appearance, structure and function.b)Accessories Inspection (Done by TAKARA QC after factory QC inspection pass)Conduct confirmation on actual usage connection condition and function.c)Packing Inspection (Done by TAKARA QC after factory QC inspection pass)Conduct confirmation on gift box, outer carton, printing indication, cushion material, etc.d)First Piece Confirmation (Done by both TAKARA QC and factory QC)Conduct confirmation on operational check accordance with instruction booklet and thecompleteness accordance with product specification.3. 定義3-1 檢驗和測試產品的檢驗和測試定義如下:a)一般檢驗(在工廠QC檢驗通過後由TAKARA公司的QC進行)确認產品的外觀, 結構, 和功能b)附件檢驗(在工廠QC檢驗通過後由TAKARA公司的QC進行)确認實際使用時的電路狀況和功能c)包裝檢驗(在工廠QC檢驗通過後由TAKARA公司的QC進行)确認彩盒, 外箱, 印刷狀況, 襯墊材料.d)首件确認(由工廠QC和TAKARA公司的QC進行)根據使用說明書對運行控制進行确認, 根據產品規格确認完整性.e)組裝檢驗(由工廠QC進行)根據標準工序确認加工工序和生產工序線上的部件.f)拆卸測試(由工廠QC進行)拆卸外殼确認狀態, 布線, 安裝狀況, 和安全部件等.g)測試(由工廠QC進行)通過測試确認製造標準是否得到保證h)可靠性測試(由工廠QC和TAKARA公司的QC進行)通過加速試驗确認產品的可靠性i)產品安全測試/EMC測試(由工廠QC和TAKARA公司的QC進行)對各安全項目進行确認j)生產線缺陷資料确認, 如安全缺陷, 傳染病缺陷e)Assembly Inspection (Done by factory QC)Conduct confirmation on process and parts at production process line base on StandardWorking Procedure (SWP).f)Dismantle Test (Done by factory QA)Conduct confirmation on indication, wiring, mounting condition, and safety part, etc withdismantling of cabinet.g)Measurement Test (Done by factory QA)Confirm that the manufacturing standard (SPEC) is guaranteed through measurement test.h)Reliability Test (Done by both TAKARA QA and factory QA)Conduct confirmation on product reliability through accelerated test.i)Product Safety Test / EMC Test (Done by both TAKARA QA and factory QA)Conduct confirmation on safety standard items.j)Production Line Defective Data Confirmation (Done by factory production engineering) Conduct confirmation on defective in the production line which safety defect, epidemic defect.3-2Inspection Producta) New ProductA product which never produced / experience at the factory previously.b) Re-Producing ProductA product which produced at the factory previously.(Repeat order)3-3Inspection Lota)First LotFirst production lot of new product.b)Repeat LotRepeat order’s production lot.3-2檢驗的產品a)新產品工廠以前從未生產或經歷的產品.b)再生產產品工廠以前生產過的產品(重復定單)3-3檢驗批量a)第一批新產品的第一個生產批量.b)重復批量重復定單的生產批量3-4 Lot Construction & Date codea) 1 Inspection Lot per each orderConstruction of lot shall be established as one lot unit for per each order production's quantity at Factory, and classification of lot basically shall be corresponded with date code's date ofproduct.b) 1 Inspection Lot per few day productionsIn case with dividing of lot by few day production, each divided lot shall be established as one lot unit and classification of established lot basically shall be corresponded with date code's dateof product without any overlapping.c)Production LotConstruction of lot shall be established as one lot unit for per day production's quantity atFactory, and classification of lot basically shall be corresponded with date code’s date ofproduct.3-5批量構成和資料代碼a)每個定單一個檢驗批量批量的構成設定應是工廠每批定單的生產量為一個批量單位, 批量的劃分應其本上和產品的日期代碼中的日期一致.b)每幾天的產量為一個檢驗批量批量的劃分以幾天的產量進行, 每幾天的產量設定為一個批量單位, 批量的劃分應和產品的日期代碼中的日期一致而無重疊.c)生產批量批量的構成應設定為工廠每天的產量為一個批量單位, 批量的劃分應和產品日期中的代碼一致.3-6 Classification Of DefectsClassifications of defects are classified into 4 levels, and Acceptance Quality Level (AQL) is also defined respectively.a)Critical Defectb)Functional Major Defectc)Major Defectd)Minor Defect3-4缺陷的分類缺陷劃分為4個級別, 也分別詳細說明了質量的接受級別(AQL).a)嚴重缺陷b)功能性主要缺陷c)主要缺陷d)次要缺陷3-7 Definition Of Defectsa)Critical DefectDefects by which may cause harm to be inflicted upon the body of a user or its property.For examples, Inclusion of dangerous object, Sharp point, edge, highly ignitable or smoky,contains heavy metal exceeding a specified level. Any matter other than above which isregarded as “critical defect in safety” in TAKARA Safety Standard.Major defects in production control and quality control which causes distributors and customersto distrust the maker, it also defined critical defect.For examples, Shortage in contents of carton/package, Missing main unit, etc.b) Functional Major DefectDefects by which practical use is not assured and without accomplishing each function andoperation.For examples, Failure of a power switches to operate, Malfunction, Unable to be assembled, etc.c) Major DefectDefects by which specified performance is not assured obviously and the product grade becomelower.For examples, Erroneous or unreadable indication, Short mold, Lack of screw, Missingaccessory, etc.d) Minor DefectDefects by which specified performance is not assured obviously and the product grade becomelower, but do not prevent the product from exhibiting its primary function.For examples, Color drift, discoloration, Looseness of fitting, Dirty, Scratch, etc.3-5缺陷的定義a)嚴重缺陷可能對使用人或其財產構成傷害的缺陷. 如, 含有危險物品, 尖點, 利邊, 高易燃性或發煙性的物品, 包含的重金屬超過規定的級別. 或其他在TAKARA安全標準里被認為是安全方面的嚴重缺陷.生產控制和質量控制中會引起經銷商和客戶不信任制造商的主要缺陷. 如裝箱/包裝內容物短缺, 缺少主要部件等.b)功能性主要缺陷不能保證產品的實際使用并且沒有實現各項功能和操作的缺陷. 如, 電源開關不能操作,故障, 不能組裝等缺陷.c)主要缺陷引起規定的性能明顯沒有得到保證, 產品級別變得更低的缺陷. 如, 錯誤的或難以認清的指示, 缺膠, 缺少螺釘, 缺少附件等.d)次要缺陷規定的性能明顯沒有得到保證, 產品級別變得更低, 但防礙產品實現主要功能. 如, 顏色偏差, 褪色, 組裝變松, 弄臟, 刮花等.4. INSPECTION CRITERIA4-1Inspection MethodAs a rule, Single Sampling Inspection Method ( ANSI/ASQC Z 1.4 ) is applied for samplinginspection.4. 檢驗標準4-1 檢驗方法通常, 抽樣檢驗采用”單個抽樣檢驗方法”(ANSI/ASQCZ 1.4).4-2 Acceptance Quality Level (AQL)The AQL of each defect classification as mentioned in 3-5 is established as follows:a)Critical Defect = 0b)Functional Major Defect = 0.4 %(High price) 0.65 %(Low price)c)Major Defect + Functional Major Defect = 1.0 %d)Minor Defect = 4.0 %4-2質量接受級別(AQL)3-5所制定的每一缺陷類別的接受級別如下:a) 嚴重缺陷 = 0b) 功能性主要缺陷 = 0.4 %(高價) 0.65 %(低價)c) 主要缺陷 + 功能性主要缺陷 = 1.0 %d) 次要缺陷 = 4.0 %4-3Inspection Levela) New ProductFor new product, after full inspection on general inspection, accessories and packing will be transferred to sampling inspection. The sampling inspection is applied on Inspection Level[ I ].b) Re-Producing ProductFor re-producing product, it is applied on Inspection Level [ I ] based on lot construction.4-3 a) 新產品對新產品, 在一般性檢驗全檢後, 附件和包裝轉成抽樣檢驗. 抽樣檢驗采用檢驗級別[ I ].b) 再生產產品對再生產產品來說, 以批量構成為其礎, 采用檢驗級別[ I ].4-4 Standard Inspection Conditiona)Temperature. HumidityTemperature = 20o C + 3o C, Humidity = 65% + 5% for inspection, test and test environment(unless there is any designation).However, when there is no doubt for judgment, also applicable for inspection in a range ofTemperature = 5o C ~ 35o C, Humidity = 45% ~ 85%.b)Illumination DistanceFor appearance inspection, it shall be placed at lightness 750~1000 Lx under the lighting sameas two 40W white fluorescent lamps and be judged by naked eye at 40cm away.However, when there is no doubt for judgment, also applicable for inspection under naturallight.c)Accessories Used For InspectionFor Accessories Inspection and First Piece Confirmation, use the accessories which are attachedto the product. However, for other inspection and test, when there is no doubt for judgment, it isapplicable to use same type of accessories.4-5標準檢驗條件a)溫度. 濕度如果不是另有指定, 在溫度= 20o C + 3o C, 濕度= 65% + 5% 的條件下進行檢驗和測試但如果不產生沖突, 在溫度 = 5o C ~ 35o C, 濕度 = 45% ~ 85%.的範圍內檢驗也可以.b)照明距离在檢驗外觀時, 產品應放在亮度750~1000 Lx(和兩個40W的熒光燈相同的照明)下, 用裸眼隔40cm遠進行判斷.但是, 如不產生沖突, 在自然光下檢驗也是可行的.c)用來檢驗的附件進行附件和首件檢驗時, 要用附在產品上的附件.但是, 在進行其他檢驗和測試時,如果不產生沖突, 也可用同型號的附件.4-6Inspection / Test Sampling Sizea) The sampling size for general inspection, accessories inspection and packing inspection shall bedetermined in accordance with the Table-1[Sampling Table ] Full Inspection & InspectionLevel [ I ].b)For other inspection and test, the test and test quantity shall be determined in accordance witheach respective operation criteria.4-7 Inspection / Test Procedurea)For general inspection shall be conducted based on Inspection Procedure by model base.b)For accessories inspection shall be conducted in accordance with instruction booklet to checkthe installation, detaching and usage condition.c)For packing inspection shall be conducted to check the missing / wrong accessories, packingmaterial, and wrong date code, destination, indication, etc.d)For other inspection and test shall be conducted in accordance with each respective operationcriteria.4-6檢驗/測試抽樣量a)一般檢驗, 附件檢驗, 和包裝檢驗的抽樣量應根據表1 [抽樣表] 全檢和檢驗級別[ I ]進行.b)對于其他檢驗和測試, 測試和測試數量應根據相應的實施標準進行.4-7 檢驗/測試程序a) 一般检验根据模式库的检验程序进行。
开关电源日韩系客户成品检验规范

1 / 13A:检查项目抽样方式制定标准缺点判定外观检查每个LOT按ANSI/ASQ Z1.4 III抽样计划表依出货检验规范CRI=0MAJ=0MIN=0.4安全检查电气特性测试包装检查外观尺寸检查每个LOT N=6PCS依出货检验规范解剖检查每个LOT N=2PC依出货检验规范跌落实验每个LOT N=5PCS依出货检验规范安规重要部品确认每个LOT N=2PC依出货检验规范环境管理物质确认每月N=1PC依出货检验规范D:检查后LOT处理1.不合格LOT不合格LOT发生时,此LOT全部返给生产制造单位重工,返OK LOT重新送验按“C”之抽样检查方式来检查2.合格LOT经检查判定为合格LOT时,通知生产部门进行入库作业。
E:《成品检验报告》的作成与保存1.OQC按每次出货数量提出1份成品检验报告。
(如客户有要求则依客户要求执行)B:抽检LOT定义 2.《成品检验报告》保存,原则上为3个日历年.,(如客户有要求则依客户要求执行)C:LOT判定合格:经抽样检查后,所检查出不良品的数量,如在合格判定个数允收以下,此LOT则合格。
不合格:如在不何格判定个数拒收以上,此(LOT)则不合格,针对不合格抽样调整方式如下:制造送验以每张送检单为1 LOT(成品每次送验批量≤3200PCS)332SAA 插脚 BS 插脚 3C 插脚 UL 插脚 VDE 插脚客户抱怨问题点记录制订 审核 批准文件编号 版本文件名称 日韩客户出货检验规范制定日期页次第4页 共7页[外观检查基准-2] 检查前准备事项NO.检查项目判定基准检查工具 CR MA MI 1. 成品检验报告样式准备; 2. 抽取产品时验检规范的准备; 3. 该LOT 规定的sample 数抽取。
2CASE 检查CASE 表面没有刮痕、刮花、伤及内层、底盖爆裂 目视 V CASE 表面不可有斑点、杂色、脏污、毛刺、气纹 目视 V CASE 表面没有缩水、夹水纹、披伤、烫伤、发白目视V CASE 表面没有扭曲、披峰、亮点、杂质、手印 目视 V CASE 表面颜色要符合色板要求、光泽度要一致 目视 V 注意事项上下盖之间缝隙为0.2mm Max ,四周缝隙均匀目视/厚薄规V1. 检验产品时必须戴好静电带与手套;螺丝不可生锈、滑牙、氧化、浮高同一批上下盖、材质、型号、颜色一致目视V有指示灯产品,必须对正导光窗口,指示灯歪斜需≤1/4 ,LED 应与胶壳面平行、下陷≤0.3mm 、且不影响导光效果目视/量具V 生产周期印字清晰、排列均匀、不残缺、深度一致目视V检查方法检查图示1. 拿起产品;2. 依次对CASE 各个面进行检查。
按键检验标准
.精选范本目录1目的 (2)2适用范围 (3)3定义 (3)3.1缺陷代码对照表 (3)3.2缺陷类别定义 (3)4检验标准 (3)4.1 检验条件及环境 (3)4.2抽样标准 (3)4.3外观点、线、面标准,见表2 (3)4.4其他缺陷判定,见表3 (4)5尺寸检验: (5)6整机装配外观检验 (5)7可靠性检验 (6)8包装要求 (7)8.1包装检验 (7)8.2 现品票要求 (7)9参考资料 (7)10手机按键不良项目分类参考表 (7)1 目的统一本公司的手机按键类标准,作为指导测试人员、生产人员和检验人员对产品检验的依据,用以规范和统一手机检验标准。
同时可作为批量生产前的评审依据。
2 适用范围本标准建立了手机按键类的外观、可靠性、装配等方面的测试检验标准,适用于友利通所有系列手机按键类。
用以规范和统一公司内部、供应商、协作生产厂对部件等检查。
注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正更新本标准。
3 定义3.1 缺陷代码对照表缺陷代码对照表见表13.2 缺陷类别及名词定义:3.2.1A类致命缺陷Critical Defect:对产品使用者人身与财产安全构成威胁的缺陷;3.2.2 B类主要缺陷Major Defect:制品的性能不能满足该产品预定的功能或严重影响该产品正常使用性能或可导致客户退机的外观等缺陷;3.2.3 C类次要缺陷Min,Minor Defect:对产品外观产生轻微影响的缺陷;3.2.4 可接受缺陷Acc,Acceptable Defect:可以接受的缺陷,在产品制程质量评估时使用,在产品出货抽样检验中仅供参考;3.2.5 封样Golden Sample,也称为样板:由设计部门或品质部门或市场部签名认可的、用于确认和鉴别各种订制结构件来料批量供货质量的样品;一般可分为标准样板和/或上限样板、下限样板(上/下限样板一般需征求市场部意见)、结构样板等。
音响成品检验规范
文件制修订记录
1. 目的:
作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求。
2. 范围:
本厂生产之各机种音响产品。
3. 参考资料:
N/A
4. 定义:
4.1 Critical:重大缺点. 产品对人身安全有重要影响缺点。
4.2 Major: 主缺点. 列为批退之依据, 是可能引起产品功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收。
4.3 Minor: 次缺点.是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收。
5.内容说明:
5.1. 检验条件与工具
5.1.1功能测试:
将产品与测试设备连接进行测试。
5.1.2检验条件:
在距离40W荧光灯1M—1.2M光线内,眼睛平视物品(距离20CM—30CM),视物约3—5秒为标准。
5.1.3 测试工具:利用测试电脑、Ipad、手机、读码器,厚薄规, 污点标准Film. Golden sample 各机种CRL、BOM 、包装规格书、ECO等进行检验。
5.2.不良判定:不良品分Cri、Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明。
手机按键性能检测标准

手机按键性能检测标准1.范围本标准适用于联想移动通信科技有限公司在新产品开发阶段及量产阶段按键在供应商样品评测、来料检验、周期性质量监控等所有环节按键性能检测标准。
2.检测项目与要求2.1硬度测试对象:P(PC)+R(rubber)烤漆按键、PMMA+R按键、PC板材+R按键、P(IMD/IML)+R按键、钢片+R按键、真空镀按键注:纯硅胶烤漆按键不在测试对象之列2.1.1P(PC)+R(rubber)烤漆按键a)测试区域:按键外表面b)测试样品数量:2件c)测试条件:型号为耐摩擦试验机-5600,硬度为1H的三菱铅笔。
d)测试步骤与要求:1)小心削铅笔使铅芯呈光滑圆柱状露出大约3mm,然后在坚硬的平面上放置砂纸,将铅笔芯垂直靠在砂纸上慢慢研磨,直至铅笔尖端磨成平面,边缘锐利为止。
2)在试验机的试验样板放置台上,将按键的外表面朝上,水平地放置且固定。
3)将铅笔固定在铅笔夹具上,使笔杆与测试面成45度,使铅笔的铅芯外圈接触到按键表面且往上顶起0.5mm左右,将接触产生的铅笔屑吹除。
在夹具上方加上1kg的祛码,祛码的荷重加到尖端上,然后启动试验机进行试验,负载会使笔芯产生均衡的压力去刮划按键表面,划痕长度应尽可能的走过按键表面的整个长度,对同一地方重复来回划3次(单行程计为一次,每划一次旋转45°)。
4)试验后,用绘图橡皮擦轻轻擦去表面炭灰,用带光照的放大镜检查铅笔划痕(推荐使用显微镜检查),如表面没有深刻划痕(在烤漆件上底漆未划破),即可判定为合格。
2.1.2P MMA+R 按键a)测试区域:按键外表面。
b)测试样品数量:2件c)测试条件:型号为耐摩擦试验机-5600,硬度为1H的三菱铅笔。
d)测试步骤与要求:(同P+R烤漆按键)2.1.3P C板材+R按键a)测试区域:按键外表面。
b)测试样品数量:2件c)测试条件:型号为耐摩擦试验机-5600,硬度为HB的三菱铅笔。
d)步骤与要求:(同P+R烤漆按键)2.1.4P(IMD/IML)+R 按键a)测试区域:按键外表面。
笔记本电脑成品出厂检验标准
笔记本电脑成品出厂检验标准1、范围为了统一成品出厂质量检验标准,确保成品整机满足规定质量要求,特制定此标准;本标准规定了笔记本电脑成品整机出厂检验质量要求、检验项目、检验方法。
适用于笔记本电脑成品检验。
2、引用标准GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T9813-2000 微型计算机通用规范;GB191-1990 包装储运图示标志;GB4943-2001 信息技术设备的安全(ide IEC950:1991);GB9254-2008 信息技术设备的无线电骚扰限值和测量方法;Q/SPTA003.1-2009 笔记本电脑检验标准(企业标准)3、一般要求3.1 正常测试条件温度:15~35℃相对湿度:25%~75%大气压力:86Kpa~106kPa电源电压:交流220V±22V电源频率:50/60 Hz在上述测试条件下,被测笔记本应满足其性能要求,但在比上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能要求,并允许被测笔记本在更为极端的条件下储存。
3.2 图形符号图形符号应符合GB/T 5465.1-5465.2《电气设备用图形符号》中的有关规定。
3.3 互连配接要求笔记本电脑与耳机、外接扬声器、音箱、显示器、USB设备、以太网、电缆系统等外部设备配接时,电脑与外设应能正常工作。
笔记本电脑与外接直流电源的配接要求由产品标准中规定。
4、整机检验的分类检验包括:全数检验和抽样检验5、整机的全数检验5.1.成品整机全数检验要求:必须在PCBA全数检验及老化完成并合格后才能进行。
5.2.检验方式:全数检验方式采取在线检验方式,在整机生产的各主要环节设臵QC,对整机生产的成品整机进行全数检验。
5.3.检验项目及检验方法5.3.1.外观和结构检验按《产品外观和结构检验标准》要求进行,凡有任何一项不符合要求,无论判据为Z、A 或B均按照不合格品处理。
按键检验规范

审核:___________________ 日期:_________________________________________ 批核:___________________ 日期:_________________________________________
523.1检查环境
1)光源:正常自然光或1米高40W日光灯。
2)距离:人眼与被测面距离30-35CM
3)角度:检查角度与制品水平面成土45°。
4)时间:检查时间为10S-15S
523.2检验区域划分:
)检查区域A :外露产品的KEY正面及外露侧面;如图3-1 ;
)检查区域B:外露产品的非外露侧面、产品底部以及非外露产品的表面;如
图示:
3)正面:暴露在外面,且正常使用时可直接看到的表面。
4)侧面:暴露在外面,但正常使用时并不直接看到的次要表面。
5)背面:只有拆卸手机时才能看到的地方。
524装配检验
与此按键对应的结构件和主板试装配键盘用手指按动检查控制手感效果及配合间隙。
具体缺陷判定标准如
5.2.5包装
5.2.5.1产品的包装应与《装配制品检验作业指导书》上所注明的包装方式、包装数量一
致。
525.2产品的外箱标签须填写定单编号、产品编码、产品规格(配色)、产品数量,无
少填、错填或超单现象。
5.2.5.3标签内容须与箱内产品一致。
5.2.5.4外箱需按部品的实际重量选用合适的材质,需保证无破损、变形(已影响到部品
的质量)及脏污等现象。
(注:范文素材和资料部分来自网络,供参考。
只是收取少量整理收集费用,请预览后才下载, 期待你的好评与关注)。
(日本)电子产品设计验证规范
√
√
9
负载接触不良确认
模拟负载接触不良时,产品的可靠性
输出线与负载反复接触断开100个循环,各零件参数在规格内
√
√
7. UL773A感应开关和光控开关安规要求
NO.
测试项目
测试要求和判定规格
测试时机
手工样
正式样
PP品
1
外殼固定
防觸及
強度足夠防止內部器件移動,能防火和電擊。開口的直徑不大於5.4mm,有不多於四個孔的螺絲固定方式,電壓15V以上的部位能防止人手觸及。
√
√
3
洒水测试
点灯1小时后,进行洒水,灯灭后30小时测试绝缘阻抗
绝缘阻抗1000MΩ~∞
√
√
4
防湿测试
按JIS C 8105-1 9.29ATa35~40℃91~95% 8h点灯,常温常湿16h灭灯测试10个循环
绝缘阻抗在1MΩ以上。
√
√
5
长时间寿命测试
取10台产品模拟消费者实际使用环境做三个月长时间寿命测试
三、权责
3.1品管SQE:负责零件承认和进料时相关零件参数的验证和确认。
3.2技术部工程师:负责设计过程中对手工样品,正式工程样品的测试和验证。
3.3品保部QA:负责设计过程中对手工样品,正式工程样品、小量试产的测试和验证。
3.4品保FQC:负责量产品和零件可靠性进行持续测试和验证。
四、内容
4.1产品测试验证流程
焊锡无裂痕
√
5.安全性
No.
测试项目
测试要求
判定规格
测试时机
手工样
正式样
PP品
1
绝缘阻抗
测试带电零件与非带电的金属件间的绝缘阻抗
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. Purpose
目的
The purpose of this inspection standard is to provide a guideline to perform the inspection and judge of the finished product to ensure product quality can meet our customers’ requirement and expectation.
作為品管生產人員,檢驗與判定之標準和依據,以致使生產之產品符合客戶之品質要求.
2. Scope
范圍
Our factory produces desktop keyboard of Japanese.
本廠生產之日语系桌上型鍵盤.
3. Definition:
定義
3.1Major defect: List as rejected of basis, it is to cause the function failure of the keyboard or reduce the using
of the products, some such defects will be rejected by the customer or the end user.
主缺點: 列為批退之依據, 是可能引起鍵盤功能失效或降低產品使用性的缺點, 這樣一些缺點會被客戶或最終用戶拒收。
3.2 Minor defect: May not be reducing the products using or not accord with the standard, but to the products using or
have no influenced to operate. Some such defects might not be rejected by the customer or the end user.
次缺點. 是可能不會減少產品的實際使用性或者不符合標準但對產品使用性或操作無影響的缺點.這樣一些缺點可能不會被客戶或最終用戶拒收.
3.3 Defect definition: This defects including scuffs, shadowing, clouding, discoloration, surface texture
variation, contamination, fine scratching and shininess.
缺陷定義:擦傷、黑點、白斑、異色點、咬花紋異常、髒污、亮點等都可為缺陷.
4. Responsibility
權責
4.1 QA: Perform quality inspection and problem follow up.
品管: 執行品質檢驗,問題追蹤。
.
4.2 ENG: Problem analysis and drafted correction action for any urgent.
工程: 問題分析,應急對策擬定。
4.3 Relevant Dept: Perform relation correction action.
相關部門: 對策執行。
5. Flow chart
NO/無
6. Procedure requirements:
作業內容
6.1Inspection condition and equipments:
檢驗條件与工具:
6.1.1Function test
功能測試.
6.1.2 Cosmetic inspection
外觀檢驗.
I)V iewing angle=45°~90°.
角度: 與產品成45°~90°
II)Viewing distance =30-40cm
距離: 30-40cm
III)Inspection area illumination: 1100-1300LUX
燈光要求:1100-1300LUX
6.1.3 Perform inspection are used the computer , read code of devices , thickness gage , standard Film of
stain , and differ type BOM , ECN,etc. are examined.
利用電腦、讀碼器、厚薄規、污點標准Film,及各機種BOM 、ECN等進行檢驗。
6.1.4 All inspector need to wear gloves or finger.
所有的檢驗人員都需佩戴手套或手指套。
6.2 Sample Plan 抽樣計劃
6.2.1 OBA AQL=0.15
6.2.2 Defect judge standard: Defects divides the Major and Minor . Any defects wouldn’t been
accepted. Details pls reference below explained.
不良判定:不良品分主缺點&次缺點,任何缺點都不可被允收, 具體見下表之標准說明.
7Ref document
參考文件
7.1 Attribute value standard for sample plan/計數值抽樣計劃使用規范
7.2 Final Inspection And Test Procedure/最終檢驗與測試程序
7.3 Engineering Specification DS29-105XX01 工程規格
7.4 Foxconn- Acer KB 外觀檢驗規範
8 Records
使用表單
8.1 OOBA inspection record for Keyboard /Keyboard廠OOBA檢查記錄表
8.2 Serial Number record for finished goods/流水碼之成品抽樣登記表
9 Appendix 附件No/無。