塑料模具设计制造PPT0.pptx
合集下载
塑胶模具设计基楚PPT课件

射出成型﹑壓鑄成型﹑吸塑成型﹑吹塑成型﹑ 發泡成型﹑擠壓成型等。
工作循環﹕
計量 塑化 注射充模 保壓增密 品冷卻 開模 頂件 取件 閉模 料
制 后加
2020/3/23
10
通用注射成型系統及工作循環
吹塑成型
2020/3/23
பைடு நூலகம்
擠壓成型
壓鑄成型
11
通用注射成型系統及工作循環
單色模具注射機分立 式﹑臥式
選擇分模面時,應考慮減小由於脫模斜度造成塑件大小端尺 寸差異,若模窩設在公模,會因脫模斜度造成塑件大小端尺 寸差異太大,當塑件不允許有較大的脫模斜度時,採用這種 結構使脫模困難,若塑件外觀無嚴格要求,可將分模選在塑 件中部,它可採用較小的脫模斜度有利於脫模
確保塑件表面要求 分模面盡可能選擇在不影響塑件外觀的部位以及塑件
GATE
澆口
CAVITY 型腔
2020/3/23
20
塑膠模具的基本結構
澆口位置的選擇 1)澆口選擇有阻擋物最近的距離。 2)澆口的尺寸及位置選擇應避免產生噴射和蠕動。 3)澆口應開設在塑件斷面最厚處。 4)澆口位置的選擇應使塑料流程最短﹐料流變向最少。 5)澆口位置選擇應有利于型腔內氣體的排出。 6)澆口位置的選擇應減少或避免塑件的熔接痕增加熔接牢度。 7)澆口位置的選擇應防止料流將型腔﹐型蕊﹐嵌件擠壓變形。
4
塑料
塑料的工藝特性﹕ 收縮率或稱縮水率 收縮率=常溫模具尺寸-常溫塑件尺寸 比容和壓縮率 流動性 吸濕性 結晶性 應力開裂及熔體液裂 定型速度
2020/3/23
5
塑料
塑料種類 熱塑性塑料﹕這類塑料的合成樹脂都是線型或支鏈型
高聚物﹐因而受熱變軟﹐甚至成為可流動的穩定粘稠 液體﹐在此狀態時具有可塑性﹐可塑制成一定形狀的 塑件﹐冷卻后保持既得的形狀﹐如再加熱又可變軟成 另一種形狀﹐如此可以進行反復多次。這一過程中只 有物理變化﹐而無化學變化﹐其變化是可逆的。(反 復多次成型)
第一章塑料成型工艺及其模具设ppt课件

1.3.1聚合物的结晶
1.聚合物的结晶现象 (1)结晶的概念 (2)二次结晶和后结晶 (3)结晶速度和结晶度
1)结晶速度 2)结晶度 2.结晶对塑件质量的影响
通常结晶度大的塑件密度大,强度、硬度高,刚度、 耐磨性好,耐化学性和电性能好;结晶度小的塑料,柔 软性、透明性较好,伸长率和冲击韧度较大。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
前锋料遇到障碍后分流-合流-熔接
1.3 聚合物成型过程中的物理行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.1.3 聚合物高分子的物理状态、力学及加工适应性
1. 高聚物的温度、力学状态及成型加工的关系
1.2
聚合物的流变性质 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.2.1 聚合物的粘弹性质
1.成型过程中的应力和应变
2.聚合物变形流动时的粘弹性质
➢ 温度残余应力:由于注射型腔内快速的不均匀冷却固 化而产生的热应力。
1.4 聚合物成型过程中的化学行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.4.1 聚合物降解
定义:聚合物分子在受到热、应力、微量水、酸、碱等 杂质以及空气中的氧作用,导致聚合物链断裂、分子变 小、相对分子质量降低的现象 。
1.聚合物的结晶现象 (1)结晶的概念 (2)二次结晶和后结晶 (3)结晶速度和结晶度
1)结晶速度 2)结晶度 2.结晶对塑件质量的影响
通常结晶度大的塑件密度大,强度、硬度高,刚度、 耐磨性好,耐化学性和电性能好;结晶度小的塑料,柔 软性、透明性较好,伸长率和冲击韧度较大。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
前锋料遇到障碍后分流-合流-熔接
1.3 聚合物成型过程中的物理行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.1.3 聚合物高分子的物理状态、力学及加工适应性
1. 高聚物的温度、力学状态及成型加工的关系
1.2
聚合物的流变性质 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.2.1 聚合物的粘弹性质
1.成型过程中的应力和应变
2.聚合物变形流动时的粘弹性质
➢ 温度残余应力:由于注射型腔内快速的不均匀冷却固 化而产生的热应力。
1.4 聚合物成型过程中的化学行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.4.1 聚合物降解
定义:聚合物分子在受到热、应力、微量水、酸、碱等 杂质以及空气中的氧作用,导致聚合物链断裂、分子变 小、相对分子质量降低的现象 。
塑料模具PPT课件

塑料模具PPT课件
目录
• 塑料模具简介 • 塑料模具设计 • 塑料模具制造 • 塑料模具使用与维护 • 塑料模具案例分析 • 塑料模具未来发展展望
01
塑料模具简介
塑料模具的定义与分类
01
02
定义
分类
塑料模具是一种用于成型塑料制品的工具,通过加热或冷却塑料使其 发生形变,从而得到所需的塑料制品。
根据成型方式的不同,塑料模具可分为注射成型模具、压缩成型模具 、挤出成型模具等。
塑料模具的应用领域
汽车工业
汽车零部件如保险杠、仪表盘等。
家电行业
家电外壳、内部结构件等。
包装行业
包装容器、包装盒等。
其他领域
医疗器械、航空航天、电子电器等。
塑料模具的发展趋势
高精度化
随着科技的发展,塑料制品的精度 要求越来越高,因此塑料模具的制
模具制造工艺
总结词
采用先进的制造工艺,确保模具精度和表面 质量。
详细描述
模具制造工艺是实现模具设计意图的关键环 节。采用数控加工、电火花加工等先进制造 工艺,提高模具的制造精度和表面质量。同 时,严格控制加工过程中的温度、压力、时 间等参数,防止热处理变形和裂纹的产生。 通过合理的装配和调试,确保模具的正常运 行和使用效果。
案例二:家电外壳模具制造
总结词
高精度、高效生产
详细描述
家电外壳模具制造需要高精度和高效生产,以满足家电产品的外观和质量要求。 在制造过程中,需要采用先进的加工设备和工艺,确保模具的精度和稳定性,同 时提高生产效率,降低生产成本。
案例三:医疗器械精密模具应用
要点一
总结词
要点二
详细描述
高精度、复杂结构
模具结构设计
目录
• 塑料模具简介 • 塑料模具设计 • 塑料模具制造 • 塑料模具使用与维护 • 塑料模具案例分析 • 塑料模具未来发展展望
01
塑料模具简介
塑料模具的定义与分类
01
02
定义
分类
塑料模具是一种用于成型塑料制品的工具,通过加热或冷却塑料使其 发生形变,从而得到所需的塑料制品。
根据成型方式的不同,塑料模具可分为注射成型模具、压缩成型模具 、挤出成型模具等。
塑料模具的应用领域
汽车工业
汽车零部件如保险杠、仪表盘等。
家电行业
家电外壳、内部结构件等。
包装行业
包装容器、包装盒等。
其他领域
医疗器械、航空航天、电子电器等。
塑料模具的发展趋势
高精度化
随着科技的发展,塑料制品的精度 要求越来越高,因此塑料模具的制
模具制造工艺
总结词
采用先进的制造工艺,确保模具精度和表面 质量。
详细描述
模具制造工艺是实现模具设计意图的关键环 节。采用数控加工、电火花加工等先进制造 工艺,提高模具的制造精度和表面质量。同 时,严格控制加工过程中的温度、压力、时 间等参数,防止热处理变形和裂纹的产生。 通过合理的装配和调试,确保模具的正常运 行和使用效果。
案例二:家电外壳模具制造
总结词
高精度、高效生产
详细描述
家电外壳模具制造需要高精度和高效生产,以满足家电产品的外观和质量要求。 在制造过程中,需要采用先进的加工设备和工艺,确保模具的精度和稳定性,同 时提高生产效率,降低生产成本。
案例三:医疗器械精密模具应用
要点一
总结词
要点二
详细描述
高精度、复杂结构
模具结构设计
塑料模具设计(多孔塑料罩) ppt课件

3.校核推出机构作用在塑件上的单位压力
(1) 推出面积 A1=π /4(602-50.442)=828.81mm2
(2) 推出应力 &=1.2F/A=1.2*3535.2/828.81=4.45Mpa<53Mpa(抗压强度),合格。
ppt课件
18
九 冷却系统的设计(冷却介质)
1.冷却介质
LDPE属于低粘度材料,其成型温度及模具温度为170C和30-45C, 所以,模具温度初步选定为50C,用常温水碓模具进行冷却。
ppt课件
13
(2)凸模的结构设计(型芯)
涂抹时成型零件内表面的成型零件,通常可以分为组合式和整体式两种类型, 通过对塑件的结构分析可知,该塑件的型芯有一个:即成型零件内表面的大型芯, 如图所示因塑件包紧力较大,所以设在动模部分
ppt课件
14
3成型零件工作尺寸计算 凹模尺寸的计算
Lm1=[(1+Scp)ls1-x1△1]+& 0=[(1+0.0325)60.22-0.6*0.42]+0.42/60=60.49+0.070mm Lm2=[(1+Scp)ls2-x1△1]+&0 =[(1+0.0325)50.22-0.6*0.44]+0.44/60=50.46+0.0730mm Hm1=[(1+Scp)hs-x1*△1]+&0 =[(1+0.0325)*30.12-0.65*0.22]+0.22/60=30.17+0.0370mm
r浇=3.3qv/πRn3=3.3q浇/[π(Bh/π)3/2]=21093s-1 形侧浇口的剪切速率处于浇口与分流道的最佳剪切速率5000~50000s-1 之间,所以,浇口的剪切速率校核合格
(1) 推出面积 A1=π /4(602-50.442)=828.81mm2
(2) 推出应力 &=1.2F/A=1.2*3535.2/828.81=4.45Mpa<53Mpa(抗压强度),合格。
ppt课件
18
九 冷却系统的设计(冷却介质)
1.冷却介质
LDPE属于低粘度材料,其成型温度及模具温度为170C和30-45C, 所以,模具温度初步选定为50C,用常温水碓模具进行冷却。
ppt课件
13
(2)凸模的结构设计(型芯)
涂抹时成型零件内表面的成型零件,通常可以分为组合式和整体式两种类型, 通过对塑件的结构分析可知,该塑件的型芯有一个:即成型零件内表面的大型芯, 如图所示因塑件包紧力较大,所以设在动模部分
ppt课件
14
3成型零件工作尺寸计算 凹模尺寸的计算
Lm1=[(1+Scp)ls1-x1△1]+& 0=[(1+0.0325)60.22-0.6*0.42]+0.42/60=60.49+0.070mm Lm2=[(1+Scp)ls2-x1△1]+&0 =[(1+0.0325)50.22-0.6*0.44]+0.44/60=50.46+0.0730mm Hm1=[(1+Scp)hs-x1*△1]+&0 =[(1+0.0325)*30.12-0.65*0.22]+0.22/60=30.17+0.0370mm
r浇=3.3qv/πRn3=3.3q浇/[π(Bh/π)3/2]=21093s-1 形侧浇口的剪切速率处于浇口与分流道的最佳剪切速率5000~50000s-1 之间,所以,浇口的剪切速率校核合格
塑料成型及模具设计课件PPT
三、压缩模塑工艺
2.模压过程 ⑴加料 ①加料的关键是加料量
②定量的方法:
重量法:准确、麻烦
容量法:方便但不很准
计件法:预压锭料,计数放入
③合理堆放塑料,粉料或粒料的堆放要做到 中间高四周低,便于气体排放。
三、压缩模塑工艺
2ቤተ መጻሕፍቲ ባይዱ模压过程 ⑵合模
加料后即可合模,合模时间一般从几秒到 几十秒不等。 合模过程分为两个部分: ①凸模触及塑料之前:尽量加快合模速度 (缩短周期,避免塑料过早固化) ②凸模触及塑料之后:减慢合模速度(利于 排气)
粉粒状、纤 维状的料
置于成型温 度的型腔中
合模 加压
成型 固化
一、压缩模塑原理
2.压缩模塑特点
⑴塑料直接加入型腔,加料腔是型腔的延伸。 ⑵模具是在塑件最终成型时才完全闭合 ⑶压力通过凸模直接传给塑料 有利于成型流动性较差的以纤维为填料的 聚合物 不能压制带有精细、易断嵌件及较多嵌件 的塑件。 不易获得尺寸精度尤其是 高精度的塑件
去除水分和挥发物 为压缩模提供热塑料
干燥 预热
塑料成型前加热的方法:
热板预热 烘箱预热
红外线预热
高频加热
三、压缩模塑工艺
1.模压前的准备 ⑶嵌件的安放
嵌件 —— 作为塑件中导电部分或使塑件与
其它零件相连接的零件。 常用嵌件有轴套、螺钉、螺帽、接线柱等等 大嵌件在模具装上压机后要先预热 嵌件的安放要求位置正确、平稳
5 硫化方法 渍制品
硫化方法
热硫化 硫化罐硫化 个体硫化机硫化 常压热水硫化
平 板 硫 化 机
三、模型硫化工艺及硫化条件
硫化三要素:硫化的温度、压力和时间。 1、硫化压力
施加压力的目的:
《塑料成型模具设计》课件
《塑料成型模具设计》 PPT课件
本课件将介绍塑料成型模具的设计,包括定义、分类、设计步骤、考虑因素 以及常见问题与解决方法,帮助您深入了解这一领域的知识。
什么是塑料成型模具?
塑料成型模具是用于塑料制品成型的模具,通过注塑、吹塑或压塑等方式将 熔化的塑料材料注入到模具中,经过冷却和固化后得到成型产品。
行模具的具体设计,包括各个零件和
模具装配。
5
进行模具的加工与制造
根据设计图纸,进行模具的加工和制 造,确保模具的精度和可靠性。
塑料成型模具设计中需要考虑的因素
塑料材料的熔融特性
不同的塑料材料具有不同 的熔融温度和熔融性能, 需要根据材料的特点进行 模具设计。
模具的结构和材料
模具的结构和材料选择直 接影响到成型产品的质量 和生产效率,需要综合考 虑。
1 模具的变形和磨损
长时间使用和高温环境 下,模具会出现变形和 磨损问题,需要及时维 护和更换。
2 模具的保养和维护
定期清洗和保养模具, 及时更换零部件,延长 模具的使用寿命。
3 模具的使用寿命
模具的使用寿命型模具设计是塑料制品生产过程中的关键环节,合理的设计和使用能 够提高生产效率和产品质量,为塑料制品行业的发展做出贡献。
1
研究产品的结构和工艺要求
了解产品的结构特点以及生产工艺要
确定模具的结构和材料
2
求,为模具设计奠定基础。
根据产品要求和生产条件,确定模具
的结构形式和所选材料,确保成型的 质量和效率。
3
进行塑料流程分析
通过模拟塑料注塑过程,分析塑料的
流动、冷却和收缩等情况,优化模具
进行模具造型设计
4
设计。
根据产品的几何形状和结构要求,进
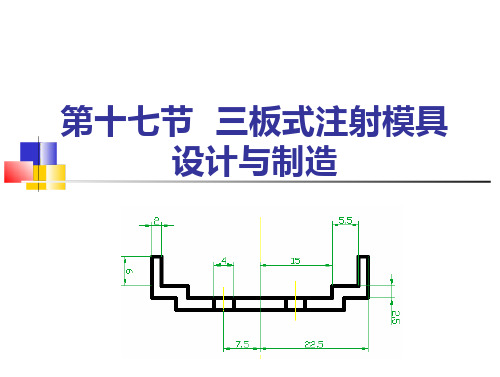
(塑料模具设计与制造课件)17-三板式注射模具设计与制造
行车零件;可作水、蒸汽、各种酸碱等的输送管道,化工容器和其他设备 的衬里、表面涂层;可制造盖和本体合一的箱壳,各种绝缘零件,并用于 医药工业中。 ■ 1.3.成型特点
1、结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生 分解;
2、流动性极好,溢边值0.03mm左右; 3、聚丙烯热容量大,注射成型模具必须设计能充分进行冷却的冷却回路; 冷却速度快,浇注系统及冷却系统应散热缓慢; 4、成形收缩范围大,收缩率大,易发生缩孔、凹痕、变形,方向性强; 5、注意控制成形温度,料温低方向性明显,尤其低温高压时更明显,模 具温度低于500C以下塑件不光泽,易产生熔接不良,流痕;90℃以上时易 发生翘曲、变形,因此,适宜模温为800C左右,不可低于500C; 6、塑件应壁厚均匀,避免缺口、尖角,以避免应力集中。
聚丙烯的熔点为164~1700C,其耐热性好,能在1000C以上 的温度下进行消毒灭菌。聚丙烯耐低温的使用温度可达-150C, 在低于-350C时会脆裂。聚丙烯的高频绝缘性能好,而且由于其 不吸水,绝缘性能不受湿度的影响。聚丙烯在氧、热、光的作用 下极易解聚、老化,所以必须加入防老化剂。
■ 1.2.主要用途 聚丙烯可用于制作各种机械零件如法兰、接头、泵叶轮、汽车零件和自
螺钉直接固定时,模具固定板与注射机上的螺钉完全吻合,而用
压板固定板时,只要在模具固定板附近有螺孔就可以了,因此。压
板固定板有较大的灵活性。
■ 故选注射机型号XZ-Z-30其主要技术参数规格如下表;
最大理论注射量:30g 250*280mm
模板尺寸
螺杆直径; 28mm 最小70mm
模具高度最大200 mm
PP的工艺参数:
2、制件体积计算与注射机的选 取
■ 塑件的体积;V1=2.5×3.14×22.5×22.5+3.14× (22.5×22.5-20.5×20.5)- 3×3.14×2×2×2.5=5500mm3
1、结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生 分解;
2、流动性极好,溢边值0.03mm左右; 3、聚丙烯热容量大,注射成型模具必须设计能充分进行冷却的冷却回路; 冷却速度快,浇注系统及冷却系统应散热缓慢; 4、成形收缩范围大,收缩率大,易发生缩孔、凹痕、变形,方向性强; 5、注意控制成形温度,料温低方向性明显,尤其低温高压时更明显,模 具温度低于500C以下塑件不光泽,易产生熔接不良,流痕;90℃以上时易 发生翘曲、变形,因此,适宜模温为800C左右,不可低于500C; 6、塑件应壁厚均匀,避免缺口、尖角,以避免应力集中。
聚丙烯的熔点为164~1700C,其耐热性好,能在1000C以上 的温度下进行消毒灭菌。聚丙烯耐低温的使用温度可达-150C, 在低于-350C时会脆裂。聚丙烯的高频绝缘性能好,而且由于其 不吸水,绝缘性能不受湿度的影响。聚丙烯在氧、热、光的作用 下极易解聚、老化,所以必须加入防老化剂。
■ 1.2.主要用途 聚丙烯可用于制作各种机械零件如法兰、接头、泵叶轮、汽车零件和自
螺钉直接固定时,模具固定板与注射机上的螺钉完全吻合,而用
压板固定板时,只要在模具固定板附近有螺孔就可以了,因此。压
板固定板有较大的灵活性。
■ 故选注射机型号XZ-Z-30其主要技术参数规格如下表;
最大理论注射量:30g 250*280mm
模板尺寸
螺杆直径; 28mm 最小70mm
模具高度最大200 mm
PP的工艺参数:
2、制件体积计算与注射机的选 取
■ 塑件的体积;V1=2.5×3.14×22.5×22.5+3.14× (22.5×22.5-20.5×20.5)- 3×3.14×2×2×2.5=5500mm3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工工艺装备:塑料模具
模塑成型工工艺、高效率的设备、先进的模具 是影响塑料制品(塑件)生产的三大重要因素
绪论
2021/2/23
四、 塑料模塑成型及模具技术的发展动向
国内外塑料模具技术比较表
项目 注塑模型腔精度 型腔表面粗糙度
非淬火钢模具寿命
淬火钢模具寿命 热流道模具使用 率 标准化程度 中来自塑料模生产 周期轮胎橡胶模
大型覆盖件模
成型--机械加工--修饰--装配
绪论
二、塑料工业与塑料制品
塑料----属合成高分子材料
通用塑料 2021/2/23 工程塑料 特殊塑料
塑料工业---包括塑料生产和塑料制品(塑件)生产
单
体
的
助
制
剂
造
树
塑
原 料
脂 的 制
树 脂
料 的 制
造
造
成
塑
塑
型
料
料
加
制
工
品
树脂的生产
塑料的生产
压缩成型 压注成型 注射成型 挤出成型
固相成型 —— 塑料处在熔融温度以下(至少 低于熔点10-20℃ ),塑料尚处于软化状态 时进行的一种成型方法。
吹塑成型 真空及压缩空气成型 气辅成型
绪论
掌握知识点: 加工材料:塑料
2021/2/23
加工依据:塑料的成型性能,塑件结构、尺寸精度
加工设备:主要是塑料成型设备
模具设计与制造专业主干专业课程之一 2021/2/23 课程情况总体简介 授课学时: 108学时 课程性质: 模具设计与制造专业的一门主干专业技术 课,是一门实践性、综合性很强的课程。
课程目录:
绪论 第一章 模塑成型基础 第二章 塑料成型工艺与制件的结构工艺性 第三章 注射模与注射机的基本结构及特征 第四章 注射模的设计与制造 第五章 压缩模的设计与制造 第六章 压注模的设计与制造 第七章 挤出机头的设计与制造 第八章 气动成型模
三、 塑料的成型工艺方法与成型模具
模塑成型法
压缩模 压棍(模) 真空成型模
压注模
注射模
塑料成型方 法及其模具
挤出模 吹塑模
彩印模
搪塑模
发泡模 热压印模
绪论
三、 塑料成型工艺方法与成型模具
2021/2/23
2.按成型过程中物理状态不同分 :
熔融成型—— 把塑料加热至熔点以上(使之处 于熔融态),对其进行成型加工的一种方法。
塑件的生产
绪论
2021/2/23
三、 塑料的成型工艺方法与成型模具
1.按塑件的结构不同分:
线状成型法 ——人造纤维
板状成型法 ——薄板材料或片状材料(胶 片薄板、塑料薄膜)
工具
立体状成型法(模塑成型法) ——把塑料模塑成 为几何形状、尺寸精度、物理性
塑料模具 能等符合使用要求的制品。
绪论
2021/2/23
蜂窝煤
饼模
引言
2021/2/23
塑件---塑料模具
引言
2021/2/23
月饼( 材料---面粉) 工具---饼模
蜂窝煤(材料---煤)工具--蜂窝煤模具 塑件(材料---塑料) 工具--塑料模具
本门课程研究的内容之二: 塑料模具设计
认识模具--了解模具--掌握模具技术--应用模具技术
引言
2021/2/23
高技术行业。 模具是制造过程中的重要工艺装备。 模具设计与制造专业人才是制造业紧缺人才。
绪论
一、模具及模具的发展概况 3.现代模具分类
2021/2/23
绪论
2021/2/23
塑料模具(基本概念2)---是指利用其本 身特定密闭腔体去成型具有一定形状 和尺寸的立体形状塑料制品的工具。
模具(基本概念1):——是指利用其本 特定形状去成型具有一定形状和尺寸 的制品的工具。
本门课程研究的内容之三: 塑料模具制造
应用已学知识—研究并掌握塑料模具零件加工特点
塑料模具设计及制造
2021/2/23
塑料产品生产流程--本课程研究的内容:
塑料产品设计
相互关联
模塑成型工艺设计
塑料模具设计
相互影响
塑料模具制造
塑料产品
工艺是模具设计的依据 制造是模具设计的保证
模具设计与制造专业主干专业课程之一 2021/2/23 课程的学习目的与要求:
形状去成型具有一定形状和尺寸的制品的工具。
特点:
1)模具----是一种工具; 2)模具与塑件-----“一模一样” ; 3)订货合同-----单件生产 4)模具生产制件所具备的高精度、高复杂度、 高一致性、高生产率和低消耗,是其他加工制造 方法所不能比拟的。
绪论
2021/2/23
一、模具及模具的发展概况
引言
2021/2/23
这些产品是什么材料制做的?你是否拥有这 种材料的产品?举出2-3个例子。
引言
2021/2/23
什么是塑料?塑料的成份?塑料的品
种?塑料的使用性能?塑料成型加工
时呈现的性能?如何编制模塑成型工
艺?
本门课程研究的内容之一:
塑料-塑件-塑料模塑成型工艺
引言
2021/2/23
月饼
1.了解塑料及其主要性能; ; 2.认识模塑成型工艺方法、塑料模具典型结构、
塑料模具加工方法与手段 ;
3.掌握常用塑料成型性能、塑料成型工艺编制,
塑料模具设计方法和塑料模具制造工艺设计方 法;
4.具备进行中等复杂塑料件的模塑工艺编制、塑
料模设计、塑料模具制造工艺编制的能力; 5.了解先进的塑料模具设计与制造技术。
2.模具发展概况: 我国古代模具技术已达到较为先进的水平
我国现代模具行业发展迅猛 工业革命推动了工业技术的发展
绪论
2021/2/23
模具技术已成为衡量一个国家产品制造水平的重 要标志之一。
美国工业界认为:模具是美国工业的基石
日本工业界认为:模具是促进社会繁荣的动力
国外将模具比喻为“金钥匙”、 “进入富裕社会的原动力” 模具工业是我国国民经济的基础产业,是技术密集的
国外 0.005~0.01mm Ra0.01~0.05μm 10~60万次 160~300万次 80%以上
绪论
一、模具及模具的发展概况
2021/2/23
4.模具技术的应用
模具是先进生产力的代表 是先进文化的发展方向
是工业生产的基础工艺装备 广泛用于各行各业
绪论
举例:
汽车模具系列 Moulding Die For Automotive
反光镜玻璃模
绝缘陶瓷模
2021/2/23
保险杠注射模
密封圈挤出模
轮毂压铸模
绪论
2021/2/23
学习目的与要求:
1.了解模具发展历史; 2.了解常用的塑料成型方法; 3.掌握模具与塑料模具的概念; 4.了解塑料成型技术的发展. 重点: 1、模具与塑料模具的概念; 2、本课程的学习目的与要求
绪论
2021/2/23
一、模具及模具的发展概况
1. 模具(基本概念1):——是指利用其本身特定