五金计算公式
五金包材的成本计算公式

五金包材的成本计算公式单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴ 单重的计算:① 圆柱形: πr∧2 * 長度*密度*② 冲压片板材: 长*宽*厚*密度*⑵ 冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶ 常用材料密度:材料名称密度g/cm3(t/m3)铁 7.8钢 7.85铝 2.7紫铜 8.9铅黄铜 8.5猛铜 8.5⑷ 常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸ 废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050 三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
常用五金重量计算公式
常用金属材料重量计算公式正方形和长方形(矩形)截面碳钢:每米重量单位: kg/m(千克/米) & lb/ft(磅/英尺) 公式:kg/m = (Oc - 4Wt) * Wt * 0.00785 其中:Oc是外周长,Wt是壁厚;正方形Oc=4*a 长方形Oc=2a+2b a,b是边长一,金属材料的理论重量计算方法(单位:公斤)角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相同)扁钢:每米重量=0.00785*厚度*边宽管材:每米重量=0.02466*壁厚*(外径-壁厚)不锈钢管:(外径-壁厚)×壁厚×0.02491=公斤/米板材:每米重量=7.85*厚度黄铜管:每米重量=0.02670*壁厚*(外径-壁厚)紫铜管:每米重量=0.02796*壁厚*(外径-壁厚)铝花纹板:每平方米重量=2.96*厚度有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37有色金属板材的计算公式为:每平方米重量=比重*厚度二,弯头重量计算公式圆环体积=2X3.14X3.14(r^2)Rr--圆环圆半径R--圆环回转半径中空管圆环体积=2X3.14X3.14((r^2)-(r’^2))Rr’--圆环内圆半径90,60,45度的弯头(肘管)体积分别是对应中空管圆环体积的1/4、1/6、1/8。
钢的密度工程上计算重量时按7.85公斤/立方分米,密度*体积=重量(质量)。
1、180°弯头按表2倍计算,45°按1/2计算;2、R1.0DN弯头重量按表2/3计算;3、表中未列出壁厚的重量,可取与之相近的两个重量计算平均值;4、90°弯头计算公式; 0.0387*S(D-S)R/1000 式中 S=壁厚mm D=外径mm R=弯曲半径mm二,以下是焊接弯头的计算公式1.外径-壁厚X壁厚X0.0387X弯曲半径÷1000, =90°弯头的理论重量举例:426*1090°R=1.5D的(426-10)*10*0.387*R600÷1000=96.59Kg180°弯头按表2倍计算,45°按1/2计算;2..(外径-壁厚)X壁厚X0.02466XR倍数X1.57X公称通径=90°弯头的理论重量举例:举例:426*1090°R=1.5D的(426-10)*10*0.02466*1.5D*1.57*400=96.6Kg180°弯头按表2倍计算,45°按1/2计算。
五金常用公式及数据表

第三章 常用公式及數據表 第四節 衝壓件模具設計常用公式一. 衝裁間隙分類見表4-1表4-1 衝裁間隙分類(JB/Z 271-86)分 類 依 據類 別ⅠⅡⅢ制 件 剪 切 面 質 量剪切面特征t=材料厚度塌角深度a (4~7)%t (6~8)%t (8~10)%t 光亮帶b (35~55)%t(25~40)%t(15~25)%t剪裂帶E 小 中 大 毛刺高度h 一般 小 一般 斜度β4°~ 7°7°~ 8°8°~ 11°制件 精 度撓角f稍小 小 較大尺寸精度落料件接近凹模尺寸 稍小于凹模尺寸 小于凹模尺寸 沖孔件接近凸模尺寸稍小于凸模尺寸 小于凸模尺寸模 具 壽 命較低較高最高適 用 場 合制件剪切面質量﹑尺寸精度要求高時采用,模具壽命較低制件剪切面質量﹑尺寸精度要求一般時采用,適用于繼續塑變的制件制件剪切面質量﹑尺寸精度要求不高時采用,以利提高模具壽命二. 衝裁間隙選取(僅供參考) 見表4-2表4-2 衝裁間隙比值(單邊間隙) (單位:%t)分 類 依 據類 別Ⅰ Ⅱ Ⅲ 低碳鋼08F ﹑10F ﹑10﹑20﹑A3﹑B23.0~7.0 7.0~10.0 10.0~12.5 中碳鋼45不銹鋼1Cr18Ni9Ti 、4Cr13可伐合金4J293.5~8.0 8.0~11.0 11.0~15.0 高碳鋼T8A 、T10A 、65Mn8.0~12.012.0~15.015.0~18.0純鋁L 2、L 3、L 4、L 5 鋁合金(軟態)LF21 黃銅(軟態)H62紫銅(軟態)T 1、T 2、T 32.0~4.0 4,5~6.0 6.5~9.0(注: 1. 本表適用于厚度為10mm以下的金屬材料, 厚料間隙比值應取大些;2. 凸,凹模的制造偏差和磨損均使間隙變大, 故新模具應取最小間隙;3. 硬質合金衝模間隙比鋼模大20% 左右.)注: 衝裁間隙選取應綜合考慮下列因素:1.衝床﹑模具的精度及剛性.2.產品的斷面品質﹑尺寸精度及平整度.3.模具壽命.4.跳屑.5.被加工材料的材質﹑硬度﹑供應狀態及厚度.6.廢料形狀.7.衝子﹑模仁材質﹑硬度及表面加工質量.三.衝裁力﹑卸(剝)料力﹑推件力﹑頂件力F衝= 1.3 * L * t *τ(N) (公式4-1)F卸= K卸* F衝(N) (公式4-2)F推= N * K推* K衝(N) (公式4-3)F頂= K頂* F衝(N) (公式4-4)其中:L ―― 衝切線長度(mm)t ―― 材料厚度(mm)τ ―― 材料抗剪強度(N/mm2 )1.3 ――安全系數K卸――卸(剝)料力系數K推―― 推料力系數K頂―― 頂料力系數K卸K推K頂數值見表4-3表4-3 卸料力﹑推件力和頂件力系數注:卸料力系數K卸在衝多孔﹑大搭邊和輪廓復雜時取上限值.四.中性層彎曲半徑R = r + x * t (mm) (公式4-5)其中:R―― 中性層彎曲半徑(mm)r ―― 零件內側半徑(mm)x ―― 中性層系數中性層系數見表4-4(僅供參考)表4-4 中性層系數x值注: 彎曲件展開尺寸與下列因素有關:1.彎曲成形方式.2.彎曲間隙.3.有無壓料.4.材料硬度﹑延伸率﹑厚度.5.根据實際狀況精確修正.五.材料最小彎曲半徑,見表4-5表4-5 最小彎曲半徑注:表列數据用于彎曲中心角≧90∘﹑斷面質量良好的情況. 六﹑彎曲回彈半徑及回彈角r 凸= r0 / ( 1 + K r0 / t ) (公式4-6)回彈角的數值為Δα = (180°-α0 )( r0 / r凸- 1) (公式4-7)式中r凸―― 凸模的圓角半徑, [r凸]為mm;r0 ―― 工件的圓角半徑, [r0 ]為mm;α0 ――工件的彎曲角度, [α0]為(°);t ―― 工件材料厚度, [t]為mm;K ―― 簡化系數, 見表4-6表4-6 簡化系數k值名稱牌號狀態K 名稱牌號狀態K鋁L4, L6 退火0.0012 磷青銅QSn65-0.1 硬0.015 冷硬0.0041鈹青銅Qbe2軟0.0064防銹鋁LF21退火0.0021 硬0.0265冷硬0.0054 鋁青銅QA15 硬0.0047 LF12 軟0.0024碳鋼08, 10, A2 0.0032硬鋁L Y11軟0.0064 20, A3 0.005硬0.0175 30, 35, A5 0.0068 L Y12軟0.007 50 0.015硬0.026碳工鋼T8退火0.0076銅T1, T2, T3 軟0.0019 冷硬0.0035 硬0.0088不銹鋼1Cr18Ni9Ti退火0.0044黃銅H62軟0.0033 冷硬0.018半硬0.008彈簧鋼65Mn退火0.0076 硬0.015 冷硬0.015 H68軟0.0026 60Si2MnA 冷硬0.021硬0.0148七﹑彎曲力計算針對“v”型彎曲:F彎= 0.6kbtσb/ (R + t ) (N) (公式4-8)其中:b――― 彎曲線長度(mm)t――― 材料厚度(mm)r――― 內側半徑(mm)σb―― 材料極限強度(N/mm2)k――― 安全糸數,一般k=1.3八﹑拉深(抽引)系數m = d/D (公式4-9)其中:d ―― 拉深(抽引)后工件直徑(mm)D―― 毛坯直徑(mm)1. 無凸緣或有凸緣筒形件用壓邊圈拉深系數見表4-7表4-7 無凸緣或有凸緣筒形件用壓邊圈拉深的拉深系數(適用08,10號鋼)t/d×100 r1r/t d凸/D 1.5 1.0 0.6 0.3 0.11 4 12 5 15 6 18 7 20 8注: 1) 隨材料塑性高低,表中數值應酌情增減.2) ――線上方為直筒件(d凸=d1 ).3) 隨d凸/D 數值增大, r/t 值可相應減小, 滿足2r1≦h1, 保証筒部有直壁.4) 查用時, 可用插入法, 也可用偏大值.5)多次拉深首次形成凸緣時,為考慮多拉入材料,m1增大0.02.2. 帶凸緣筒形件第一次拉深系見表4-8表4-8 帶凸緣筒形件第一次拉深時的拉深系數m1注:適用于08﹑10號鋼3. 無凸緣筒形件用壓邊圈拉深系數見表4-9表4-9 無凸緣筒形件用壓邊圈時的拉深系數注: 1. 凹模圓角半徑大時(r凹= 8 ~ 15t ), 拉深系數取小值, 凹模圓角半徑小時(r凹= 4 ~ 8t ), 拉深系數取大值.2. 表中拉深系數適用于08﹑10S﹑15S鋼與軟黃銅H62 ﹑H68. 當拉深塑性更大的金屬時(05﹑08Z及10Z鋼﹑鋁等), 應比表中數值減小1.5-2%. 而當拉深塑性較小的金屬時(20﹑25﹑A2﹑A3﹑酸洗鋼﹑硬鋁﹑硬黃銅等), 應比表中數值增大1.5-2%(符號S為深拉深鋼, Z為最深拉深鋼).4. 無凸緣筒形件不用壓邊圈拉深系數見表4-10表4-10 無凸緣筒形件不用壓邊圈時的拉深系數注:適用于08﹑10以及15Mn等材料5. 有工藝切口的第一次拉深系數見表4-11表4-11有工藝切口的第一次拉深系數m1 (材料:08﹑10)6. 有工藝切口的以后各次拉深系數見表4-12表4-12有工藝切口的以後各次拉深系數m n(材料:08﹑10))7. 有工藝切口的各次拉深系數見表4-13表4-13有工藝切口的各次拉深系數九﹑拉深(抽引)力F抽=3(σb + σs )( D – d - r凹)t (N) (公式4-10)其中:σb―― 材料極限強度(N/mm2)σs ―― 材料屈服強度 (N/mm 2) D―――毛坯直徑 (mm) d――― 拉深凹模直徑 (mm) r 凹―― 拉深凹模圓角 (mm)t――― 材料厚度 (mm)十﹑孔的翻邊1. 翻邊系數 K = d/D (公式4-11) d ―― 預衝孔直徑 (mm) D ―― 翻邊后平均直徑 (mm) 各種材料極限翻邊系數見表4-14,表4-15 表4-14 低碳鋼的極限翻邊系數K翻邊方法孔的加工方法比 值 d/t 100 50 3520 15 10 8 6.5 5 3 1 球形凸模鑚后去毛刺 用沖孔模沖孔 0.70 0.75 0.60 0.65 0.520.57 0.45 0.52 0.40 0.48 0.36 0.45 0.33 0.44 0.31 0.43 0.30 0.42 0.25 0.42 0.20 — 圓柱形凸模鑚后去毛刺 用沖孔模沖孔 0.80 0.85 0.70 0.75 0.600.65 0.50 0.600.45 0.550.42 0.520.40 0.500.37 0.500.35 0.480.30 0.470.25 —表4-15 其它一些材料的翻邊系數退火的材料 翻 邊 系 數 KKmin白鐵皮 黃銅H62 ﹑t=0.5~6mm 鋁t=0.5~5mm硬 鋁 0.70 0.680.70 0.89 0.65 0.62 0.64 0.802. 預衝孔直徑d = D-2( h - 0.43r - 0.72t ) (公式4-12) h ―― 翻邊高度 (mm) r ―― 翻邊圓角 (mm) t ―― 材料厚度 (mm) 3. 翻邊高度h = D/[( 1-k )/2] + 0.4r + 0.72t (公式4-13) 4. 翻邊口部材料厚度t1 = t√k (mm) (公式4-14) 5.翻邊力F = 1.1tπtσs( D -d )σs ―― 材料屈服強度 (Mpa) 十一 設計連接器五金零件應注意的要點1.尺寸標注:1)尺寸標注在最顯要位置,直觀,不封閉;2)重要﹑關鍵尺寸直接標注,不能有累積公差;3)尺寸公差大小應綜合考慮功能及制造成本,并非越小越好,体現“該精就精,該粗就粗”一般經濟公差為:下料±0.03,成形±0.05,角度±0.5°4)重要及關鍵尺寸應綜合考慮制程穩定性、裝配、使用功能并非多益善.5)設計基准,制造基准,測量基准相統一;2.形位公差:1)基准(面或線)不應有變形2)標注應清楚明確,方便量測;3)設計基准,制造基准,測量基准相統一;4)應綜合考慮制程穩定性及使用要求,并非多多益善,精度一般可達到0.10;5)很穩定的尺寸, 如下料尺寸等可以不標.3.結構設計及強度要求1)材料選用滿足使用要求,又方便采購的原料;2)零件外形園角,防止滾鍍表面刮傷;3)零件應有足夠的強度及剛性,防止在貯存,電鍍、搬運過程中的變形及尺寸變異;4)特殊零件,可采用多種工序組合方式,如多軸成形加工.五金模具+治具等不同方式來完成;5)連續料帶要求:A)Carrier應有足夠的強度及剛性B)盡量采用雙側CarrierC)注意包裝時Carrier及零件是否變形D)連續電鍍的孔徑、孔距特殊要求4.五金零件加工工藝:1)衝裁A)斷面質量、光亮面比例大小B)毛刺大小(一般不超過0.05)及方向,對外觀、功能的影響C)倒刺結構,不允許有園角D)盡量避免長懸臂或長槽E)零件平整度要求,一般為0.102)彎曲A)最小彎曲半徑B)外側龜裂的影響C)彎起高度應大于2t,如圖4-4D)孔邊距離應大于t,如圖4-5,也可采用如圖4-6所示工藝F)材料方向性對使用性能的影響3)抽引A)形狀盡量簡單對稱B)R角不應太小,一般可達R0.30, 如圖4-7C)內外尺寸不可同時標注D)表面模痕不應有苛刻要求E)平面度一般可達0.10第八章工程圖面作業標准第二節五金模具一.五金模具開發流程,見表8-1二.五金模具裝配圖(圖8-1)三.模具圖面常見符號含義M,MC ―― 銑SP ―――― 基准點H ――― 熱處理TYP ―――― 典型尺寸ELE ―― 鍍鉻RP ―――― 圓弧點DYE ―― 染黑CEN,CL ―― 中心線G ――― 磨TAN ―――― 切點PG ――― 光學曲線磨THR ―――― 穿孔JG ――― 座標磨BOTT ――― 底面W/C,W ――線割TOP ―――― 頂面E,EDM―― 放電SYM ―――― 對稱L ―――― 車T ――――― 厚度INT ――― 交點CB ―――― 沉孔C ―――― 倒角CLEAR ――― 間隙四.典型零件排樣1.HOOK類,見圖8-22.抽引類,見圖8-33.外殼類,見圖8-4。
完整版)五金手册查询表

完整版)五金手册查询表金属材料理论重量表下面是金属材料理论重量计算公式表:表1名称。
单位。
计算公式圆钢、盘条。
㎏/m。
W=0.×d²(d为直径,单位为㎜)螺纹钢。
㎏/m。
W=0.×d²(d为断面直径,单位为㎜)方钢。
㎏/m。
W=0.×d²(d为边宽,单位为㎜)扁钢。
㎏/m。
W=0.×d×b(d为边宽,b为厚,单位为㎜)六角钢。
㎏/m。
W=0.×d²(d为对边距离,单位为㎜)八角钢。
㎏/m。
W=0.0065×d²(d为对边距离,单位为㎜)等边角钢。
㎏/m。
22W=0.×[d×(2b-d)+0.215(R-2r)](b为边宽,d为边厚,R为内弧半径,r为端弧半径)不等边角钢。
㎏/m。
22W=0.×[d(B+b-d)+0.215(R-2r)](B为长边宽,b为短边宽,d为边厚,R为内弧半径,r为端弧半径)槽钢。
㎏/m。
22W=0.×[h×d+2t(b-d)+0.349(R-r)](H为高,b为腿长,d为腰厚,t为平均腿长,R为内弧半径,r为端弧半径)工字钢。
㎏/m。
22W=0.×[h×d+2t(b-d)+0.8584(R-r)](H为高,b为腿长,d为腰厚,t为平均腿长,R为内弧半径,r为端弧半径)钢板。
㎏/㎡。
无公式,根据实际尺寸和厚度查询重量表即可钢管(无缝及焊接钢管)。
㎏/m。
W=0.×S(D-S)(D为外径,S为壁厚,单位均为㎜)注:由于型材在制造过程中有允许偏差值,因此用公式计算的理论重量,与实际重量有一定的出入(误差一般约为0.2~0.7%之间),只能作为估算时的参考。
槽钢理论重量表下面是槽钢的理论重量表:型号。
尺寸(mm)。
高度(h)。
腿宽度(b)。
腰厚度(d)。
理论重量(kg/m)。
备注6.3.40.20.4.8.6.7098.43.20.5.8.04510.48.22.5.3.10.00712.6.53.22.5.5.12.31814a。
五金手册的计算公式有哪些

五金手册的计算公式有哪些五金手册是指导五金制造和加工过程中所需的技术手册,其中包括了各种五金制造和加工的计算公式。
这些计算公式是五金制造和加工过程中非常重要的工具,能够帮助工程师和技术人员准确地计算各种参数,以确保产品的质量和性能。
在五金手册中,有很多不同类型的计算公式,涉及到材料力学性能、加工工艺、机械设计等多个方面。
下面将介绍一些常见的五金制造和加工计算公式。
1. 强度计算公式。
在五金制造和加工过程中,强度是一个非常重要的参数。
强度计算公式可以帮助工程师和技术人员确定材料的承载能力,以及产品在使用过程中的安全性能。
常见的强度计算公式包括拉伸强度、屈服强度、抗压强度等。
拉伸强度计算公式:σ = P/A。
其中,σ表示拉伸强度,P表示受力,A表示截面积。
屈服强度计算公式:σy = Fy/A。
其中,σy表示屈服强度,Fy表示屈服力,A表示截面积。
抗压强度计算公式:σc = P/A。
其中,σc表示抗压强度,P表示受力,A表示截面积。
2. 热处理计算公式。
在五金制造和加工过程中,热处理是一种常见的工艺,可以改善材料的力学性能和耐磨性。
热处理计算公式可以帮助工程师和技术人员确定热处理参数,以确保产品的性能达到要求。
淬火深度计算公式:D = k√(t)。
其中,D表示淬火深度,k表示淬火系数,t表示时间。
回火硬度计算公式:Hv = (Hv0 (a t)) / (1 + b t)。
其中,Hv表示回火硬度,Hv0表示初始硬度,a和b表示回火参数,t表示时间。
3. 加工力计算公式。
在五金加工过程中,加工力是一个重要的参数,可以帮助工程师和技术人员确定加工设备的选型和参数设置。
加工力计算公式可以帮助确定加工过程中所需的力和功率。
切削力计算公式:Fc = kc ap f。
其中,Fc表示切削力,kc表示切削力系数,ap表示切削深度,f表示进给速度。
钻削功率计算公式:P = π n d f kc。
其中,P表示钻削功率,n表示转速,d表示刀具直径,f表示进给速度,kc表示切削力系数。
五金件成本计算公式

五金件成本计算公式五金件成本计算公式是指根据五金件的制造过程和相关成本因素,计算出每个五金件的成本。
五金件是指用于制造机械、设备和其他工业产品的金属制品,如螺丝、螺母、螺栓、钉子等。
五金件的成本计算是企业生产成本管理中的重要环节,对于企业的盈利能力和竞争力具有重要影响。
五金件成本计算公式包括以下几个关键因素:1. 原材料成本:五金件的制造过程中需要使用各种金属材料,如钢材、铜材、铝材等。
原材料成本是五金件成本的重要组成部分,通常根据实际使用的材料重量和材料单价计算。
2. 加工成本:五金件的制造过程中需要进行各种加工工艺,如冷镦、车削、铣削、冲压等。
加工成本包括设备折旧费、能耗费、人工工资等多个方面,通常根据加工工艺的复杂程度和加工时间计算。
3. 辅助材料成本:五金件的制造过程中还需要使用各种辅助材料,如切削液、磨料、润滑油等。
辅助材料成本是五金件成本的另一个重要组成部分,通常根据实际使用的辅助材料用量和材料单价计算。
4. 设备折旧费:五金件的制造过程中需要使用各种加工设备,如冷镦机、车床、铣床等。
设备折旧费是五金件成本的重要组成部分,通常根据设备的购置成本、使用年限和折旧方法计算。
5. 人工工资:五金件的制造过程中需要操作和管理人员进行各种加工工艺和生产管理。
人工工资是五金件成本的重要组成部分,通常根据实际工作时间和工资标准计算。
五金件成本计算公式可以表示为:五金件成本 = 原材料成本 + 加工成本 + 辅助材料成本 + 设备折旧费 + 人工工资在实际应用中,为了提高计算准确性和效率,企业通常会建立五金件成本计算模型,根据实际情况设置各项参数和权重,将实际数据输入模型进行计算,得出每个五金件的成本。
通过对五金件成本的准确计算和分析,企业可以合理制定产品价格、优化生产工艺、降低成本开支,提高企业的竞争力和盈利能力。
需要注意的是,五金件成本计算公式只是一个基本的计算框架,实际应用中还需要考虑各种特殊情况和因素,如批量生产、设备维护费用、质量成本等。
五金重量计算公式

五金重量计算公式园钢重量(公斤)=0.00617×直径×直径方钢重量(公斤)=0.00785×边宽×边宽六角钢重量(公斤)=0.0068×对边宽×对边宽八角钢重量(公斤)=0.0065×对边宽×对边宽螺纹钢重量(公斤)=0.00617×计算直径×计算直径角钢重量(公斤)=0.00785×(边宽+边宽-边厚)×边厚扁钢重量(公斤)=0.00785×厚度×边宽钢管重量(公斤)=0.02466×壁厚×(外径-壁厚)钢板重量(公斤)=7.85×厚度×面积园紫铜棒重量(公斤)=0.00698×直径×直径园黄铜棒重量(公斤)=0.00668×直径×直径园铝棒重量(公斤)=0.0022×直径×直径方紫铜棒重量(公斤)=0.0089×边宽×边宽方黄铜棒重量(公斤)=0.0085×边宽×边宽方铝棒重量(公斤)=0.0028×边宽×边宽六角紫铜棒重量(公斤)=0.0077×对边宽×对边宽六角黄铜棒重量(公斤)=0.00736×边宽×对边宽六角铝棒重量(公斤)=0.00242×对边宽×对边宽紫铜板重量(公斤)=0.0089×厚×宽黄铜板重量(公斤)=0.0085×厚×宽铝板重量(公斤)=0.00171×厚×宽园紫铜管重量(公斤)=0.028×壁厚×(外径-壁厚)园黄铜管重量(公斤)=0.0267×壁厚×(外径-壁厚)园铝管重量(公斤)=0.00879×壁厚×(外径-壁厚)。
产品报价计算公式(五金家具)
产品报价计算公式(五金家具)1:PE袋重量计算公式:长度/10*宽度/10*厚度(0.004*2〈两面〉)*0.94/1000=KG*单位用量=总重量(kg);2:保丽龙重量计算公式:长度/1000*宽度/1000*高度/1000*密度(8kg、10kg、12kg……)*单位用量=总重量(kg);3:纸箱重量计算方法:(2*宽+2*高)*(长+2*高)*5*0.00015/1000*单位用量=总重量(kg)4:纸板重量计算公式:长度*宽度*0.00015mm/1000*单位用量=总重量(kg);5:日期标重量:0.003kg;6:回复卡重量:0.002kg;7:说明书(A4):0.004kg;8:椭圆管表面积计算公式:(3.1415926*短边+短边*2)*长度/1000000=m29:铁线:半径*半径*长度*支*3.1416*密度(7.85)÷100000010:扁铁: 厚度*宽度*长度*支数*密度(7.85)÷100000011:铁板:长*宽*高*密度(7.85)÷100000012:圆管(外径-厚度)*厚度*长度*支数*0.02466÷100013:正方管边长*4*3.1416-厚度)厚度*长度*支数*0.02466÷100014:长方管{(短边*3.1416*)+(长边-短边)*2}÷3.1416-厚度*厚度*支数*0.02466÷100015:椭圆管:{(短边*3.1416*)+(长边-短边)*2}÷3.1416-厚度*厚度*长度0.02466÷100包材:1:卡通箱: {(长*宽)÷2.54+2} {(长*宽)÷2.54+1}*2*单价÷10002:中封箱: {2*高÷2.54}+(2*宽÷2.54)+1} {2*高÷2.54}+长÷2.54+1}*单价÷1000侧封箱: {3*高÷2.54+2*宽2.54+1} {2*高÷2.54}+长÷2.54+1}*单价÷1001:卡通箱(A=B)(长度/25.4+宽度/25.4+2)*(宽度/25.4+高度/25.4+1)*2/1000*22:中封箱(A=B)(长度/25.4+2*宽度/25.4+1)*(2*高度/25.4+2*高度/25.4+1)/1000*2 中封箱(B3C)(长度/25.4+2*高度/25.4+1)*(2*宽度/25.4+2*高度/25.4+1)/1000*1.71 中封箱(W=B)(长度/25.4+2*高度/25.4+1)*(2*宽度/25.4+2*高度/25.4+1)/1000*2.3 1:卡通箱(B3C)长度/25.4+宽度/25.4+2)*(宽度/25.4+高度/25.4+1)*2/1000*1.13 2:卡通箱(B=B)(长度/25.4+宽度/25.4+2)*(宽度/25.4+高度/25.4+1)*2/1000*1.71卡通箱(W=B)长度/25.4+宽度/25.4+2)*(宽度/25.4+高度/25.4+1)*2/1000*2.3侧封箱(A=B)(长度/25.4+2*高度/25.4+1)*(2*宽度/25.4+3*高度/25.4+1)/1000*2侧封箱(B3C)(长度/25.4+2*高度/25.4+1)*(2*宽度/25.4+3*高度/25.4+1)/1000*1.13 侧封箱(W=B)<FONT face="Tim。
五金模具产品展开回单计算公式

五金模具产品展开回单计算公式一、弯曲件展开长度计算。
1. 直角弯曲(90°弯曲)- 对于厚度为t的板料,弯曲内半径为r时,弯曲件展开长度L的计算公式为:- 当r/t≥0.5时,L = l_1 + l_2 - 0.4t,其中l_1和l_2分别为弯曲件直边部分的长度。
- 当r/t<0.5时,L = l_1 + l_2 - 0.5t。
2. 多角弯曲件。
- 对于有多个弯曲角的弯曲件,先分别计算每个弯曲部分的展开长度,然后将各直边部分长度相加。
例如,有两个90°弯曲角的弯曲件,内弯曲半径均为r,厚度为t,直边长度分别为l_1、l_2和l_3。
- 当r/t≥0.5时,展开长度L=l_1 + l_2 + l_3 - 2×0.4t。
- 当r/t<0.5时,展开长度L = l_1 + l_2 + l_3 - 2×0.5t。
二、拉伸件展开尺寸计算。
1. 无凸缘圆筒形拉伸件。
- 对于直径为d、高度为h、底部圆角半径为r的无凸缘圆筒形拉伸件,毛坯直径D的计算公式为:- D=√(d^2)+4dh - 1.72dr - 0.56r^{2}。
2. 有凸缘圆筒形拉伸件。
- 对于凸缘直径为d_f、筒部直径为d、筒部高度为h、底部圆角半径为r的有凸缘圆筒形拉伸件,毛坯直径D的计算公式为:- D=√(d_f)^2+4dh - 3.44dr - 0.56r^2。
三、翻边件展开尺寸计算。
1. 圆孔翻边。
- 对于圆孔翻边,预冲孔直径d_0的计算。
设翻边后孔的直径为D,翻边高度为h,材料厚度为t,翻边系数为K(K = d_0/D)。
- 当h≤(D - d_0)/2时,d_0 = D - 2h。
- 当h>(D - d_0)/2时,d_0 = D√(1 - frac{h){D}(1 - K)},其中翻边系数K一般根据材料的塑性和翻边工艺条件取值,常见材料的K值在手册中可查。
五金手册的计算公式怎么写

五金手册的计算公式怎么写五金手册的计算公式。
五金手册是五金行业中常用的参考手册,其中包含了许多重要的计算公式。
这些公式可以帮助五金工程师和设计师在他们的工作中进行各种计算,例如材料强度、尺寸设计、重量计算等。
本文将介绍五金手册中常用的计算公式,并对其进行详细的解释和应用。
一、材料强度计算公式。
在五金行业中,材料的强度是一个非常重要的参数。
在设计五金零件时,工程师需要确保所选材料的强度能够满足设计要求,以保证零件的安全性和可靠性。
以下是常用的材料强度计算公式:1. 拉伸强度计算公式:拉伸强度 = 负荷 / 断面积。
其中,负荷是材料所能承受的最大拉伸力,断面积是材料横截面的面积。
这个公式可以帮助工程师计算材料的拉伸强度,从而确定材料是否能够承受设计要求的拉伸负荷。
2. 压缩强度计算公式:压缩强度 = 负荷 / 断面积。
与拉伸强度类似,压缩强度计算公式也是通过负荷和断面积来计算材料的压缩强度。
这个公式可以帮助工程师确定材料在受压状态下的承载能力。
3. 弯曲强度计算公式:弯曲强度 = (3 负荷长度) / (2 宽度厚度^2)。
这个公式用于计算材料在弯曲状态下的强度,通过负荷、长度、宽度和厚度等参数来确定材料的弯曲强度。
二、尺寸设计计算公式。
在五金零件的设计过程中,尺寸是一个非常关键的参数。
正确的尺寸设计可以确保零件的装配和使用性能。
以下是常用的尺寸设计计算公式:1. 最小壁厚计算公式:最小壁厚 = (最大负荷安全系数) / (材料强度壁厚系数)。
这个公式用于计算零件的最小壁厚,通过最大负荷、安全系数、材料强度和壁厚系数等参数来确定零件的最小壁厚,以确保零件在使用过程中不会发生破裂或变形。
2. 最大孔径计算公式:最大孔径 = (孔的最大拉伸应力安全系数) / 材料的拉伸强度。
这个公式用于计算零件孔的最大尺寸,通过孔的最大拉伸应力、安全系数和材料的拉伸强度等参数来确定零件孔的最大尺寸,以确保孔的强度和稳定性。
五金件体积计算公式
五金件体积计算公式五金件是指用于固定、连接、传动和支撑的金属制品,如螺丝、螺母、螺栓、垫圈等。
在工程设计和生产过程中,需要对五金件的体积进行计算,以便进行材料采购、运输规划和存储管理。
本文将介绍五金件体积计算的公式和方法,帮助读者更好地理解和应用这一知识。
五金件的体积计算公式可以根据其形状和尺寸进行推导,一般来说,常见的五金件包括圆柱形、立方体、圆锥形等。
下面将分别介绍这些常见形状的五金件体积计算公式。
1. 圆柱体积计算公式。
圆柱体积计算公式为,V = πr^2h,其中V表示体积,r表示圆柱的底面半径,h表示圆柱的高度,π为圆周率,取3.14或3.1416。
例如,对于一个圆柱形的螺母,如果其底面半径为2cm,高度为3cm,则可以通过上述公式计算其体积为V = 3.14 2^2 3 = 37.68cm³。
2. 立方体积计算公式。
立方体积计算公式为,V = lwh,其中V表示体积,l表示立方体的长度,w表示立方体的宽度,h表示立方体的高度。
例如,对于一个立方体形状的螺栓,如果其长度为4cm,宽度为4cm,高度为4cm,则可以通过上述公式计算其体积为V = 4 4 4 = 64cm³。
3. 圆锥体积计算公式。
圆锥体积计算公式为,V = (1/3)πr^2h,其中V表示体积,r表示圆锥的底面半径,h表示圆锥的高度。
例如,对于一个圆锥形的销钉,如果其底面半径为1cm,高度为3cm,则可以通过上述公式计算其体积为V = (1/3) 3.14 1^2 3 = 3.14cm³。
除了上述常见形状的五金件外,还有一些特殊形状的五金件,其体积计算公式可能需要根据具体形状进行推导。
在实际工程设计和生产中,可以借助计算机辅助设计软件进行体积计算,也可以通过测量和实验方法来获取五金件的实际体积。
在进行五金件体积计算时,需要注意以下几点:1. 单位统一,在进行体积计算时,需要确保所使用的尺寸单位统一,例如统一使用厘米(cm)或毫米(mm)。
五金冲压单价计算公式
五金冲压单价计算公式
五金冲压单价计算公式一般包括以下几个因素:
1. 材料成本:五金冲压的材料成本是计算单价的重要因素之一。
材料成本可以根据五金材料的种类、规格和市场价格来确定。
2. 人工成本:五金冲压过程中需要工人进行操作和监控,人工成本也是计算单价的重要因素之一。
人工成本可以根据工人的工资标准和工作时间来计算。
3. 设备折旧费用:五金冲压过程中使用的设备需要进行折旧计算,设备折旧费用也是计算单价的重要因素之一。
设备折旧费用可以根据设备的购买价格、使用寿命和折旧方式来计算。
4. 能源消耗费用:五金冲压过程中会消耗一定的能源,能源消耗费用也是计算单价的重要因素之一。
能源消耗费用可以根据能源的价格和消耗量来计算。
五金冲压单价计算公式可以表示为:
单价 = 材料成本 + 人工成本 + 设备折旧费用 + 能源消耗费用
其中,材料成本 = 材料价格 * 材料用量
人工成本 = 工人工资 * 工作时间
设备折旧费用 = 设备购买价格 / 使用寿命
能源消耗费用 = 能源价格 * 能源消耗量
需要注意的是,五金冲压单价计算公式可以根据具体情况进行调整和修改,以上仅为一种常用的计算方式。
五金行业常用的一些金属材料重量计算公式
常用金属重量公式常用的一些金属材料重量计算公式,钢管重量计算公式,方钢重量计算公式,钢板重量计算公式圆钢重量(公斤)=0.00617×直径×直径×长度方钢重量(公斤)=0.00785×边宽×边宽×长度六角钢重量(公斤)=0.0068×对边宽×对边宽×长度八角钢重量(公斤)=0.0065×对边宽×对边宽×长度螺纹钢重量(公斤)=0.00617×计算直径×计算直径×长度角钢重量(公斤)=0.00785×(边宽+边宽-边厚)×边厚×长度扁钢重量(公斤)=0.00785×厚度×边宽×长度钢管重量(公斤)=0.02466×壁厚×(外径-壁厚)×长度钢板重量(公斤)=7.85×厚度×面积园紫铜棒重量(公斤)=0.00698×直径×直径×长度园黄铜棒重量(公斤)=0.00668×直径×直径×长度园铝棒重量(公斤)=0.0022×直径×直径×长度方紫铜棒重量(公斤)=0.0089×边宽×边宽×长度方黄铜棒重量(公斤)=0.0085×边宽×边宽×长度方铝棒重量(公斤)=0.0028×边宽×边宽×长度六角紫铜棒重量(公斤)=0.0077×对边宽×对边宽×长度六角黄铜棒重量(公斤)=0.00736×边宽×对边宽×长度六角铝棒重量(公斤)=0.00242×对边宽×对边宽×长度紫铜板重量(公斤)=0.0089×厚×宽×长度黄铜板重量(公斤)=0.0085×厚×宽×长度铝板重量(公斤)=0.00171×厚×宽×长度园紫铜管重量(公斤)=0.028×壁厚×(外径-壁厚)×长度园黄铜管重量(公斤)=0.0267×壁厚×(外径-壁厚)×长度园铝管重量(公斤)=0.00879×壁厚×(外径-壁厚)×长度注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米以上重量X材料单价为材料费.加上表面处理+每个工艺流程的工时费+包装材料+出货费+税金+利率= 报价(FOB)关于丝网类计算的几个公式及参数求丝网的重量:丝直径x丝直径x目数=1平方米的(市斤)重量求钢板网的重量:1平方米钢板的重量÷延长率=1平方米钢板网的重量求钢板的重量:板厚x比重=1平方米钢板的重量常用材料的比重:铁=7.85 铝=2.7 铜=8.95 不锈钢=7.93求钢板网的延长率:钢板网菱形孔短方向节距÷2倍的梗=1平方米钢板能拉伸到几米钢板网求铁丝的重量:丝直径x丝直径x0.00617=1米铁丝的重量304不锈钢的密度计算公式:W=3.1416×壁厚(外径- 壁厚)×密度式中,W单位kg/m; 壁厚、外径单位mm; 密度单位见下表。
小五金计算

常用的一些金属材料重量计算公式,钢管重量计算公式,方钢重量计算公式,钢板重量计算公式2009-7-16 17:50:24园钢重量(公斤)=0.00617×直径×直径×长度方钢重量(公斤)=0.00785×边宽×边宽×长度六角钢重量(公斤)=0.0068×对边宽×对边宽×长度八角钢重量(公斤)=0.0065×对边宽×对边宽×长度螺纹钢重量(公斤)=0.00617×计算直径×计算直径×长度角钢重量(公斤)=0.00785×(边宽+边宽-边厚)×边厚×长度扁钢重量(公斤)=0.00785×厚度×边宽×长度钢管重量(公斤)=0.02466×壁厚×(外径-壁厚)×长度钢板重量(公斤)=7.85×厚度×面积园紫铜棒重量(公斤)=0.00698×直径×直径×长度园黄铜棒重量(公斤)=0.00668×直径×直径×长度园铝棒重量(公斤)=0.0022×直径×直径×长度方紫铜棒重量(公斤)=0.0089×边宽×边宽×长度方黄铜棒重量(公斤)=0.0085×边宽×边宽×长度方铝棒重量(公斤)=0.0028×边宽×边宽×长度六角紫铜棒重量(公斤)=0.0077×对边宽×对边宽×长度六角黄铜棒重量(公斤)=0.00736×边宽×对边宽×长度六角铝棒重量(公斤)=0.00242×对边宽×对边宽×长度紫铜板重量(公斤)=0.0089×厚×宽×长度黄铜板重量(公斤)=0.0085×厚×宽×长度铝板重量(公斤)=0.00171×厚×宽×长度园紫铜管重量(公斤)=0.028×壁厚×(外径-壁厚)×长度园黄铜管重量(公斤)=0.0267×壁厚×(外径-壁厚)×长度园铝管重量(公斤)=0.00879×壁厚×(外径-壁厚)×长度注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米园钢重量(公斤)=0.00617×直径×直径×长度。
计算五金产品材料费
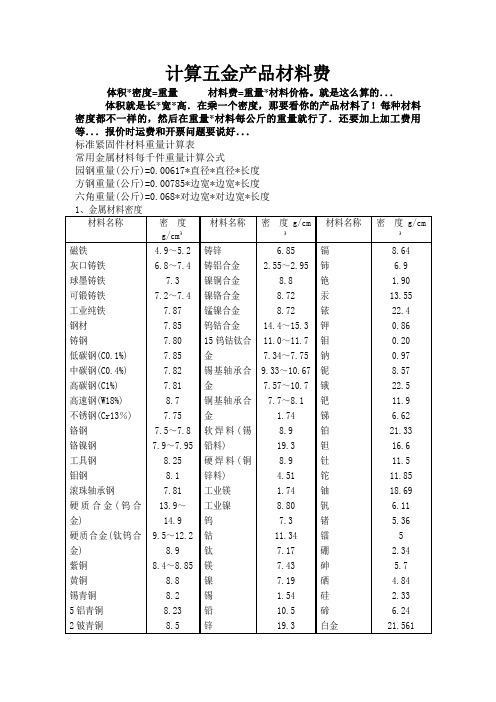
计算五金产品材料费体积*密度=重量材料费=重量*材料价格。
就是这么算的...体积就是长*宽*高.在乘一个密度,那要看你的产品材料了!每种材料密度都不一样的,然后在重量*材料每公斤的重量就行了.还要加上加工费用等...报价时运费和开票问题要说好...标准紧固件材料重量计算表常用金属材料每千件重量计算公式园钢重量(公斤)=0.00617*直径*直径*长度方钢重量(公斤)=0.00785*边宽*边宽*长度六角重量(公斤)=0.068*对边宽*对边宽*长度2、非金属材料密度非金属材料密度见附表2。
附表2 非金属材料密度3、气体密度气体密度见附表3。
附表3 气体密度注:表中的ρ是干燥气体在0℃和1.01325×10Pa(760mmHg)压力下的密度。
气体对空气的相对密度是假定两者在相同的压力和温度条件下的密度之比。
4、固体线胀系数固体线胀系数见附表4.附表4 固体线胀系数(100℃以下)网筛的目不是法定计量单位,网筛的目与孔直径的米数的换算关系是:1目孔的直径=1.52392×10-2m n2式中:n-为每英寸的目数; m-长度的单位米。
例如,200目网筛的孔的直径尺寸为:200×1.52392×10-2m=0.000076196m=0.076196mm≈0.08mm 20025、装配扭矩装配时,应将在同一分组组别内的内、外螺纹进行装配。
螺纹最终的装配扭矩应满足表1要求。
在保证表1规定的扭矩前提下,螺纹可不按分组进行装配。
表1 螺纹装配扭矩值本表摘自GB/T 1181-1998。
6、旋合长度GB/T 1181-1998所规定的螺纹公差仅适用于旋合长度符合表2规定的过盈配合螺纹。
对旋合长度过长或过短的过盈配合螺纹,为满足GB/T 1181-1998规定的装配扭矩要求,需适当地调整螺纹公差。
本表摘自GB/T 1181-1998。
7、摩擦系数(见表3)螺纹牙侧表面间的摩擦系数受材料、表面粗糙度、润滑剂、热处理、表面涂镀、螺纹加工精度(各种形位误差)、螺纹规格等因素影响。
五金冲压成型冲压力计算公式
五金冲压成型冲压力计算公式
五金冲压成型是指通过压力将金属材料冲压成所需形状的加工
方法。
在冲压过程中,需要计算冲压力来保证成型质量和加工效率。
以下是五金冲压成型冲压力计算公式:
1. 单位冲压力公式:P=K×T×L
其中,P表示单位冲压力,K表示材料的力学性能系数,T表示材料的厚度,L表示冲孔边缘距离。
2. 冲压力公式:F=P×A
其中,F表示冲压力,A表示冲孔面积。
以上公式是五金冲压成型中常用的计算冲压力的公式。
在实际应用中,还需要根据具体材料、模具和工艺进行调整和优化,以达到最佳加工效果。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
扁铁/圆钢/钢管/铁板计算每米公斤的计算公式
时间:2007-12-08 21:02:11 来源: 作者: 浏览: 801
钢的密度为: 7.85g/cm3
钢材理论重量计算
钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:
W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000
各种钢材理论重量计算公式如下:
名称(单位)
计算公式
符号意义
计算举例
圆钢盘条(kg/m)
W= 0.006165 ×d×d
d = 直径mm
直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg
螺纹钢(kg/m)
W= 0.00617 ×d×d
d= 断面直径mm
断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg 方钢(kg/m)
W= 0.00785 ×a ×a
a= 边宽mm
边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg
扁钢
(kg/m)
W= 0.00785 ×b ×d
b= 边宽mm
d= 厚mm
边宽40 mm ,厚5mm 的扁钢,求每m 重量。
每m 重量= 0.00785 ×40 ×5= 1.57kg 六角钢
(kg/m)
W= 0.006798 ×s×s
s= 对边距离mm
对边距离50 mm 的六角钢,求每m 重量。
每m 重量= 0.006798 ×502=17kg
八角钢
(kg/m)
W= 0.0065 ×s ×s
s= 对边距离mm
对边距离80 mm 的八角钢,求每m 重量。
每m 重量= 0.0065 ×802=41.62kg
等边角钢
(kg/m)
= 0.00785 ×[d (2b – d )+0.215 (R2 – 2r 2 )]
b= 边宽
d= 边厚
R= 内弧半径
r= 端弧半径
求20 mm ×4mm 等边角钢的每m 重量。
从冶金产品目录中查出4mm ×20 mm 等边角钢的R 为3.5 ,r 为1.2 ,则每m 重量= 0.00785 ×[4 ×(2 ×20 –4 )+0.215 ×(3.52 – 2 ×1.2 2 )]=1.15kg
不等边角钢
(kg/m)
W= 0.00785 ×[d(B+b – d )+0.215 (R2 – 2 r 2 )]
B= 长边宽
b= 短边宽
d= 边厚
R= 内弧半径
r= 端弧半径
求30 mm ×20mm ×4mm 不等边角钢的每m 重量。
从冶金产品目录中查出30 ×20 ×4 不等边角钢的R 为3.5 ,r 为1.2 ,则每m 重量= 0.00785 ×[4 ×(30+20 – 4 )+0.215 ×(3.52 – 2 ×1.2 2 )]=1.46kg
槽钢
(kg/m)
W=0.00785 ×[hd+2t (b – d )+0.349 (R2 – r 2 )]
h= 高
b= 腿长
d= 腰厚
t= 平均腿厚
R= 内弧半径
r= 端弧半径
求80 mm ×43mm ×5mm 的槽钢的每m 重量。
从冶金产品目录中查出该槽钢t 为8 ,R 为8 ,r 为4 ,则每m 重量=0.00785 ×[80 ×5+2 ×8 ×(43 – 5 )+0.349 ×(82–4 2 )]=8.04kg
工字钢(kg/m)
W= 0.00785 ×[hd+2t (b – d )+0.615 (R2 – r 2 )]
h= 高
b= 腿长
d= 腰厚
t= 平均腿厚
R= 内弧半径
r= 端弧半径
求250 mm ×118mm ×10mm 的工字钢每m 重量。
从金属材料手册中查出该工字钢t 为13 ,R 为10 ,r 为5 ,则每m 重量= 0.00785 ×[250 ×10+2 ×13 ×(118 –10 )+0.615 ×(102 –5 2 )]=42.03kg
钢板(kg/m2)
W= 7.85 ×d
d= 厚
厚度 4mm 的钢板,求每m2 重量。
每m2 重量=7.85 ×4=31.4kg
钢管(包括无
缝钢管及焊接
钢管(kg/m)
W= 0.02466 ×S (D – S )
D= 外径
S= 壁厚
外径为60 mm 壁厚4mm 的无缝钢管,求每m 重量。
每m 重量= 0.02466 ×4 ×(60 –4 )=5.52kg。