IE标准工时测量
IE标准工时测量
程序分析就是消除产品生产过程中的全部浪费和 不合理,从而提高效率!
1、加工 2、搬运 3、检查 4、停滞
(等待)
改善案例(各组讨论)
铁
铁
铁
架
架
架
30
米
塑
铁
料
铁
架
管
架
材
60米
主管
铁
架
料帐
工 具 架
铁 架
查阅领料单 走到塑料管材铁架处(50) 选择比实际长度稍长且必须稍长的管子 带料回柜台(50) 校对长度,用大拇子按住锯切点 带管子到工具铁架处(7) 从箱子里面取出手锯 带手锯及管子会柜台(7) 锯切 比对长度 发管子给领料人 在领料单上签字 放领料单在抽屉,并夹住。 带锯剩的管子回塑料管材铁架(50) 放回管子在铁加上 走回柜台(50)
七大浪费MUDA
等待浪费
库存 过多
不良改正
加工 过剩
制造过多
标准时间ST的制订方法与应用
1、认识标准时间
时间研究的定义:“时间研究是一种作业测定技术,旨在 决定一位合格、适当、训练有素的操作者,在标准状态下 ,对一特定的工作以正常速度操作所需要的时间。”
定义中有: 1、合格、适当、训练有素的操作者; 2、在标准状态下。
也就是说,必须测时22次才是合理次数。已 经 做了8次,还要测时14次。
General Electric观测次数
周期时间 40分钟以上 20-40分钟 10-20分钟 5-10分钟 2-5分钟 1-2分钟 0.75-1.0分钟 0.50-0.75分钟 0.25-0.50分钟 0.10-0.25分钟 0.10分钟以下
IE 标准工时
• 方法二、利用产线瓶颈工序标准工 时和人数相乘
精品课件
产线标准工时方法一
• 方法一公式:
产线标准工时=工序1标准工时+工序2 标准工时+工序3标准工时+……+工序n标准 工时
例:某流水线秒表测试时间如下,A,50s B,60s
C,45s,求此流水线标准工时为多少?(宽 放时间为2s)
• 标准时间=41*200+60*100=8200+6000 =14200min
精品课件
实际作业时间
实际时间:做某些人完所有工作所
,不包括非作
花的时间
作业时间指吃
业时间(非
间)
饭、休息时
实际时间=(下班点-上班点)-非 精品课件
如:某条生产线40人上班时间8:00,下班时 间16:00,完成了一天工作任务,其中中午 吃饭60min,10:00休息10min,15:00休息 10min,问实际作业时间?
注:标准工时一般单位为分钟 • 时间测定法:即使用秒表进行直接测量的方法,通常选择
一般熟练员工在正常环境下作业,进行时间测量,一个工 序可测量数次,所测的结果为循环时间。 • 模特法:即将人体的各种动作分解为21种基本的动作,制 定标准工时的时候,将员工作业的动作分解成模特法中对 应的动作,并根据对应动作相对应的时间来制定标准工时 ,模特法中最基本的动作单元时间为0.129秒,可以根据 熟练度等条件不同而加以调整。
精品课件
标准工时计算公式
• 标准工时=标准作业时间+宽放时间 • 标准工时=正常工时+宽放时间
=正常工时*(1+ 宽放率)
精品课件
宽放时间
IE工时测量方法标准指引

IE工时测量方法标准指引咱先来说说啥是 IE 工时测量。
其实啊,这就好比你要算清楚做一顿饭得花多长时间。
比如说,你从洗菜、切菜到炒菜,每一个步骤所花费的时间都得算得明明白白的。
IE 工时测量呢,就是要给工作的每一个环节都精确地算好时间。
这可不是随便估摸一下就行的,得有一套标准的方法。
就拿咱们常见的生产线上组装一个小零件来说吧。
你得先选好要测量的那个工作任务,就像挑出要做的那道菜一样。
然后呢,得确定好从哪儿开始计时,到哪儿结束计时,这可不能马虎。
有一次,我去一个工厂观察,就发现了个有趣的事儿。
有个工人师傅在组装一个小部件,我就在旁边悄悄记录他的时间。
刚开始,他动作挺快的,可过了一会儿,可能是累了,速度就慢了下来。
这时候,如果我不仔细观察,不把这些变化都考虑进去,那测出来的工时可就不准确啦。
测量的时候,还得把那些会影响工作时间的因素都考虑到。
比如说,工作环境是不是舒服,工具好不好用。
就好比做饭的时候,要是厨房又热又挤,锅铲还不顺手,那做饭的速度肯定受影响。
还有啊,测量的次数也不能少。
不能只测一次就觉得准了,得多测几次,取个平均值,这样才能更靠谱。
就像你做一道新菜,第一次可能没掌握好火候,多做几次才能找到最合适的时间和方法。
另外,测量的人也得专业,不能一会儿看看手机,一会儿跟别人聊天,得全神贯注。
而且,还得和工人师傅提前沟通好,别让人家紧张,不然也会影响测量结果。
总之啊,IE 工时测量是个细致活儿,得有耐心,有方法,才能测准了,为提高工作效率提供有用的依据。
就像你只有把做饭的时间算准了,才能合理安排一天的生活,对吧?希望大家都能掌握好这个标准指引,让工作变得更高效,更有条理!。
IE(工业工程)标准工时

13
HI-13
Insert L901.L301.F1.D901
2 31.87 28.56 27.39 26.88 29.55 31.87 26.88 14.43
14
HI-14
Insert SK.CR1.CX1.CX2
2 31.67 30.59 31.64 29.68 30.14 31.67 29.68 15.37
26
T U-04
Total inspection
1 15.99 15.34 14.28 13.48 10.38 15.99 10.38 13.89
27
ICT
Testing components of main board
1 10.23 12.34 11.25 13.88 14.22 14.22 10.23 12.38
UPH(units per hour)单位小时产能,产能的指标。
UPH=年生产量/(12*月工作日*日工作小时)或 UPH=日生产量/日工作小时
计算当前整机cell 线UPPH?
常用术语—生产力、生产效率
常用术语— OPE
OPE(Overall Plant Efficiency)整体工厂效率
用来衡量工厂经营管理的整体效率,包含:设计者效率,管理者 效率,作业效率。反应工厂综合能力。
五、标准工时的制定方法
标准工时的制定方法有很多,归纳起来有如下几种: 1)秒表观测法俗称“马表法”或时间观测法(我司采用的方法) 2)标准时间预定法(PTS法) a、WF法(Work Factor) b、MTM法(Methods Time Measurement) C、MODAPTS法(Modular Arrangement of PTS) 3)标准资料法 4)经验法 5)VTR法(摄影法)
IE基础培训--标准工时测定
工作环境条件 测时人员姓名、时间、地点
IE基础知识—制定标准时间的步骤
2.划分操作单元 将操作过程划分为细微之单元,以便衡量。其 理由有下:
便于记录和描述方便
划分各单元便于得到各单元之标准时间 一般人可在整个操作过程中均保持相同的速度,而划分单元可将 个别单元赋予评比,补救速度不平均的弊端。 易于查出操作单元实际工时之过长或过短弊端。
用秒表测时的方法有连续计时法、反复计时法和循环计时法等
连续计时法
计时开始时首先启动秒表的指针,为避免指针回零时所产生 的时间累计误差,在整个时间测定过程中,秒表要持续工作。观 测者将上、下作业的分界点的时刻读取并记录下来,待观测终了 后,用减法分别求出各个作业要素的时间值。 优点:将整个操作过程详细纪录,增加数据确实性
IE基础知识—标准时间介绍
3.标准时间的作用 作业方法的比较选择
对于不同的作业方法透过方法研究、时间研究,可以选择 最好的作业方法。
工厂布置的依据
有了产品制程分析,每个作业制定了标准时间,即可测算 每个作业(部门)的负荷,依据负荷测算所需的作业空间,可 达到更为流畅的工厂布臵。
可预估工厂负荷产量
缺点:书面作业较为繁多
IE基础知识—制定标准时间的步骤
反复计时法(归零法)
在每一单元开始时将秒表按行,指针由零位开始走动。 待本单元终止,迅速按停秒表,使指针归零。此时第二单元 开始,同时将秒表按行,使指针又由零开始走动。此时同时 记下上一单元的时值,以此类推。
IE工时评量与LAYOUT绘制

2.2预定时间标准法(模特法)
• 模特法是把人作业时的动作分为各种基本动作,并预先为各种动作制定时 间标准来确定进行各种操作所需的标准时间.量测人员通过现场记录工人 操作动作,可直接计算正常时间.加宽放时间后,即可求出标准时间.
预定时间标准法应用中的问题
• 缺乏对作业进行方法研究 标准工时测试强调操作者按规定的作业标准操作. 规定的作业标准是指 1.经过方法研究之后制定的标准的工作方法, 2.有关设备,材料,负荷等一切规定的标准的情况. 实际上测试者忽视了这一基本问题,在对操作方法,作业环境,材料,设备, 工具等方面没有进行方法研究的情况下,直接对工人操作进行观测,记录,并计 算测试时间.由于缺乏方法研究,工人的作业程序不合理,操作随意性大,无效 动作多,已制定的标准时间含有许多无效时间,研究结果有较大的误差,定额缺 乏先进性
排关程序范例:
YOUT 绘制
3.2.1 疲劳宽放和政策宽放
•
疲劳宽放是指为了恢复劳动者劳动机能所需要的 时间.到目前为止,尚无一满意方法确定疲劳宽放值.一 般情况下定额人员可参照疲劳宽放表取值,也可根据作 业时实际能耗计算 • 严格来讲,政策宽放并非"时间研究"的一部分,但 由于在应用时很有效,所以常被给予一定的时间值.例 如,当材料的品质不良,或者机器的性能欠佳,可以考虑 给此类宽放.但应注意,此类宽放的给予必须严格控制, 并且,当这些影响因素消主要包括4种方法 a时间研究法(也称秒表时间研究) b工作抽样法 c预定时间标准法(模特法) d标准资料法 目前企业最常用的测试方法为时间研究和预定时间标 准法中的模特法
2.1时间研究方法
• 时间研究法属于密集性抽样方法 1.利用秒表在一段时间内按照预计的观测次数对作业者 的各单元操作进行连续观测,记录,计算各单元实测时间平 均值,并对操作者各单元的操作进行评比,求出工人完成此 项工作的正常时间; 2.根据工作环境及工作性质要求,确定宽放时间,以制定标 准时间.
IE标准工时计算
含义:标准工时是在标准工作环境下,进行一道加工所需的人工时间。
标准工时的制定方法有多种,通常使用的方法有1.直接观测法,即使用秒表(也叫码表)进行直接测量的方法,通常选择一般熟练员工在正常环境下作业,进行时间测量;秒表测量也有多种方法,可以选择使用多次测量,也可以选择连续测量;2.模特法,即将人体的各种动作分解为21种基本的动作,制定标准工时的时候,将员工作业的动作分解成模特法中对应的动作,并根据对应动作相对应的时间来制定标准工时,模特法中最基本的动作单元时间为0.129秒,可以根据熟练度等条件不同而加以调整;3.简明工作因素法(BWF:Brief Work Factor ),BWF也是将各种动作分解成基本动素,基本单位为BU,每个BU的时间为0.06秒,每个动素为5个BU,通过将员工动作分解为BWF中的基本动素,以制定标准工时。
除了上述几种方法之外,还有MTM(预定动作时间标准法)、WF(工作因素法)等其他的标准工时制定方法。
这是指理论上的方法,实际上制定标准工时的方法可以灵活运用,比如有新机种需要制定标准工时是,可以参考以往的相似机种来制定标准工时。
IE标准工时计算标准工时是衡量一切工作的标准,它具有相当高的客观性与公平性,IE的全部方法和手段都是为了保证所制订的标准工时合理。
在计算标准工时时,要了解以下内容:1.明确标准工时的作用(1)预估工厂负荷产量。
工厂空间一定,过程上有了标准时间,即可测算工厂产能。
(2)制定生产计划的基础。
利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
(3)增加机器设备的依据。
依据机器产能(换算标准时间)可得知生产量变动时所需要的机器数量。
(4)保证流水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
(5)效率分析的基础。
有了标准时间,就可计算在多少时间内,完成多少产品。
《IE标准工时测量》课件

本课件介绍IE标准工时测量的原理、步骤、应用和优缺点。了解IE标准工时 测量,优化生产管理。
IE标准工时测量简介
IE标准工时测量是什么?
IE即工业工程,是生产和工艺 管理的重要组成部分,其中IE 标准工时测量是对所用工时数 量的统计和计算。源自为什么需要进行IE标准工 时测量?
IE标准工时测量可以有效地衡 量生产过程中的时间和资源消 耗,发现问题并促进流程改进, 从而提高生产效率。
3 严格流程管理
制定明确而有效的流程并进行严格管理,确保IE标准工时测量的实施和运作。
缺点
• 需要实施成本 • 需要培训和专业知识 • 需要明确的流程设计 • 可能会影响员工积极性
IE标准工时测量的未来发展趋势
自动化信息化
随着自动化技术和信息化技术 的发展,未来IE标准工时测量 将更多地应用于生产流程中, 实现生产自动化、互联互通。
应用大数据技术
通过大数据技术分析生产流程 和资源使用情况,进一步提高 生产效率,实现资源最大化利 用。
2
工艺改进
IE标准工时测量不仅可以发现生产线上的问题,而且可以设计新的流程,进一步 改进工艺。
3
工资核算
对于按工时计算工资的员工,IE标准工时测量可以更准确地评估员工耗费的时间, 从而减少计时错误,为员工提供公正的工资计算结果。
IE标准工时测量的优缺点
优点
• 流程透明 • 生产效率高 • 减少浪费和冗余 • 执行反馈迅速
数据初步处理、数据分类、 异常数据处理、标准工时 计算
IE标准工时的计算方法
单元标准工时、总工时计算、更新标准工时、 人员基本工时计算
结果分析
数据展示、分析讨论、达成共识、形成报告
IE标准工时

海特博士G.C.Heyde
数据来源
电影的微动作分 析、波形自动记 录图 用频闪观测器摄 影的现场作业片
由现场作业片进 行的时间分析
由现场观察作业 动作及模似作业
PTS法的特点与发展方向
1) 事前设定标准时间,提供了管理的标准与方法的评估。 2) 可以对作业内动素进行表制定作业标准。 4) 不需要对观测时间的评比与修正,可直接求得正常时间
IE标准工时
1 标准工时的定义 2 时间研究的目的 3 常用术语 4 标准时间的构成 5 标准工时的制定方法
标准化
大家共同遵照的、统一的一个准则 。
n亨利·福特提出:当前的标准化是你现在能想到的最 佳境界,是促成未来改善的必要基础。但你不能把标准
化当成种种限制,否则你就不会再有进步。
n 标准化不仅包括产品标准化、零部件标准化、质量 标准化,还包括作业标准化、在库标准化等。
五、标准工时的制定方法
标准工时的制定方法有很多,归纳起来有如下几种: 1)秒表观测法俗称“马表法”或时间观测法(我司采用的方法) 2)标准时间预定法(PTS法) a、WF法(Work Factor) b、MTM法(Methods Time Measurement) C、MODAPTS法(Modular Arrangement of PTS) 3)标准资料法 4)经验法 5)VTR法(摄影法)
生理宽放 3%~5% (一般3%)
可避免的 管理宽放 3%~5%(一般3%)
宽放
说明 更换不良工具、加油、清扫设备等无规律活动, 是不可避免的宽放。但准备作业例外。
因疲劳而使作业时间延迟 以及为消除疲劳而需休息的宽放。
上厕所、擦汗、饮水等生理需要而导致的宽放
等待材料及搬运的宽放,若管理改善,此项可免
标准工时分析步骤是什么?ie标准工时分析怎么做?
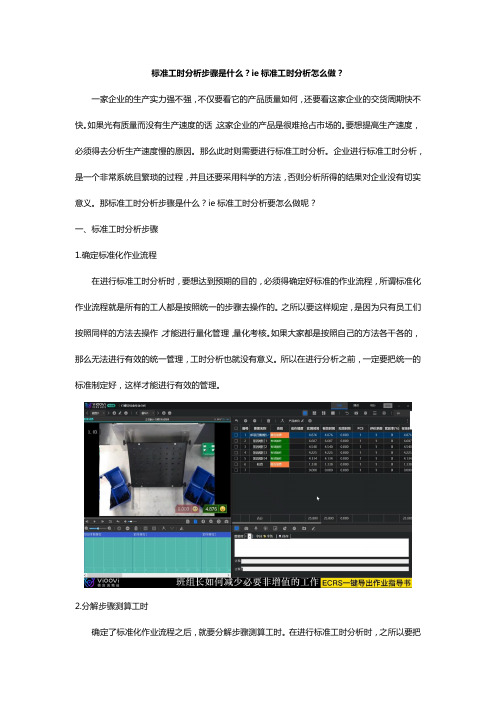
标准工时分析步骤是什么?ie标准工时分析怎么做?一家企业的生产实力强不强,不仅要看它的产品质量如何,还要看这家企业的交货周期快不快。
如果光有质量而没有生产速度的话,这家企业的产品是很难抢占市场的。
要想提高生产速度,必须得去分析生产速度慢的原因。
那么此时则需要进行标准工时分析。
企业进行标准工时分析,是一个非常系统且繁琐的过程,并且还要采用科学的方法,否则分析所得的结果对企业没有切实意义。
那标准工时分析步骤是什么?ie标准工时分析要怎么做呢?一、标准工时分析步骤1.确定标准化作业流程在进行标准工时分析时,要想达到预期的目的,必须得确定好标准的作业流程,所谓标准化作业流程就是所有的工人都是按照统一的步骤去操作的。
之所以要这样规定,是因为只有员工们按照同样的方法去操作,才能进行量化管理,量化考核。
如果大家都是按照自己的方法各干各的,那么无法进行有效的统一管理,工时分析也就没有意义。
所以在进行分析之前,一定要把统一的标准制定好,这样才能进行有效的管理。
2.分解步骤测算工时确定了标准化作业流程之后,就要分解步骤测算工时。
在进行标准工时分析时,之所以要把操作步骤分解开来,其目的主要是为了方便测算工时。
在生产操作过程当中,有一些操作动作是必要的,有一些操作动作是辅助的,而有一些则是多余的,把这些动作分解了之后,只要可以更好的去清除那些多余的动作,而达到优化操作流程的目的。
3. 利用软件精准计算在标准工时分析的测算过程中为了提高测算效率和精准度,大家要选用数字化管理软件如vioovi的ECRS分析软件去测算。
在测算过程中,只需将操作视频导入软件之中,软件就会自动计算并进行分类,哪一个步骤需要花费多少时间一目了然,而且非常的精准。
二、ie标准工时分析怎么做ie是指工业工程学。
ie标准工时分析是指通过专业的软件去进行标准工时分析。
当前被广泛应用的是vioovi的ECRS分析软件,识别作业浪费、消除无效的工序和时间,从而输出科学的有效的SOP和标准工时,生产管理者根据本企业的作业环境、产品、人力等进行二次分析,从而形成ie标准工时分析,最大限度减少企业生产所用的资源,进而降低管理和运营成本。
ie标准工时如何计算示例
ie标准工时如何计算示例
IE标准工时是指在一定的生产条件下,完成一件产品所需的标准工时。
它是通过研究和实践得出的,是衡量生产效率和工艺质量的重要指标。
IE标准工时的计算方法包括以下几个步骤:
1. 分析工艺流程:首先,对产品的生产过程进行详细的分析,确定每
个工序所需的操作步骤、工器具和材料等。
2. 记录操作时间:在实际生产过程中,通过观察和记录,准确地计算
每个工序的操作时间,包括准备时间、操作时间和整理时间等。
3. 分析操作性能:根据实际操作记录,分析工人在进行每个工序时的
操作性能和效率,进行合理的评估和调整。
4. 计算额定工时:根据每个工序的操作时间和工人的操作性能,计算
出每个工序的额定工时,即完成该工序所需的标准时间。
5. 累加标准工时:将每个工序的额定工时累加起来,得出整个产品生
产过程所需的标准工时。
通过以上步骤,可以计算出IE标准工时,为企业生产管理和生产计划
提供重要的依据,帮助提高生产效率和控制成本。
IE标准工时(ST)基本知识
技术偏执者精选IE标准工时基本知识Beson2010.06.21技术偏执者精选大纲⮚1.标准工时概念⮚2.标准工时测量方法⮚3.秒表测量法⮚4.标准工时发行流程⮚5.异常工时管理办法⮚6.生产日报表填写方法技术偏执者精选正常时间⮚正常时间=平均时间*(1+评比系数)平均时间:所测量有效时间的平均值。
摒弃小于平均值25%、大于平均值30%的测量值,取剩下时值平均值。
评比:PIE将所观测的作业员实际作业时间修正为合理的作业速度时间,消除作业员个人的工作态度、熟练度及环境因素对实测的影响。
技术偏执者精选宽放时间⮚作业宽放:在作业中对于更换不良工具、注油、清扫等不规则发生、且不可避免的迟延的宽放。
不包括准备作业。
⮚疲劳宽放:对于因疲劳而使作业时间拖延,及恢复疲劳所需的休息宽放。
⮚生理宽放:上洗手间、拭汗、喝水等生理上所需的宽放。
⮚管理宽放:等待材料、等待搬运宽放。
倘设备完美或管理改善后即可避免。
技术偏执者精选标准工时的结构图技术偏执者精选标准工时测量方法⮚秒表测量法⮚综合数据法⮚工作抽查法⮚预定时间标准法(MOST﹐MOD)技术偏执者精选秒表测量法1.測時方法A. 連续測時法(按预定的总观察次数,在整个工序作业的测时过程中,秒表自始自终不停顿,累计计时,在划分各操作单元的定时点处读表,并记录下时间)B. 归零法(划分各操作单元后,测一组值,归零,再重新测量)C. 循环測時法(是观察人员以秒表为工具,按操作顺序有规律地连续测定其中若干个(N=操作单元总数-1)操作单元延续时间的一种测时方法)技术偏执者精选秒表测量法1.測時方法A. 連续測時法(按预定的总观察次数,在整个工序作业的测时过程中,秒表自始自终不停顿,累计计时,在划分各操作单元的定时点处读表,并记录下时间)B. 归零法(划分各操作单元后,测一组值,归零,再重新测量)C. 循环測時法(是观察人员以秒表为工具,按操作顺序有规律地连续测定其中若干个(N=操作单元总数-1)操作单元延续时间的一种测时方法)技术偏执者精选秒表测量法例題﹕某一單元試行觀測10次,結果如下﹕7,5,6,8,7,6,7,6,6,7問需觀測多少次?说明:一般统一测量次数为10次。
ie测量工时方法
ie测量工时方法
IE(工业工程)测量工时方法是一种用于评估工作任务所需时间的工程方法。
IE测量工时的目的是确定一个任务所需的标
准时间,以便为工厂的生产计划和工人的工资制定提供参考。
以下是一些IE测量工时的常用方法:
1. 时间研究法(Time Study Method):时间研究法是通过观
察和记录工人完成某项任务所需的时间来测量工时。
该方法通常通过使用表格或移动观察设备,记录工人的动作和时间流程。
2. 标准运动法(Standard Motion Method):标准运动法是通
过预先设定标准动作和动作元素,来测量工时。
该方法将每个任务分解为短时间标准动作,并通过观察和记录工人完成这些标准动作所需时间,来评估整个任务的工时。
3. 快速分析法(Quick Analysis Method):快速分析法是一种
使用经验和专业知识来评估工时的方法。
该方法依赖于工程师或IE专家的经验和能力,根据任务的复杂度、工人的技能水
平和其他相关因素,来估算任务所需的工时。
4. 模拟法(Simulation Method):模拟法是通过建立一个模拟
系统,来评估工时。
该方法使用计算机软件和模型,模拟工作任务的各个方面,如工人动作、工作流程和任务难度等,从而得出工时估计结果。
这些方法常常结合使用,根据具体情况选择适合的方法进行工
时的测量。
IE测量工时的目标是提高工作效率和生产质量,以及合理安排工人的工作时间和工资待遇。
标准工时-秒表法和MOST法
第一节 秒表法概述
秒表法是作业测定技术中的一种常用方法,也称被直接时间 研究,实际是一种密集抽样的方法。
秒表法测定的特点
① 秒表时间研究以生产过程中的操作单元为研究对象,在 一段时间内,按照预定的观测次数利用秒表连续不断地 观测操作者的作业,然后以此为依据计算该作业的标准 时间。
第二节 秒表法关键技术
一、作业分解——划分操作单元 作业分解是指为便于观测和分析,将某一作业加以细分成若干个操作单元。
原则:①单元与单元之间的界限要分清,使每个单元得以准确地测定。 ②在不影响精确观测记录前提下,每一操作单元的时间越短越佳。 ③将人操作时间和机器工作时间分开。
例:作业内容:从椅子上起身走到电视机处,切换电视频道,返回椅子坐下”
第二节 标准工时概念
“标准状态”指标准工作方法、标准工作环境、标准设备、标准程序、标准 动作、标准工具、机器的标准转速等。这些都是有方法研究确定的。故必须 首先进行方法研究,规定并达到标准状态,然后进行时间研究。
“正常速度”
第二节 标准工时概念
“正常速度” 指平均动作速度,这个速度,每天没有过度的身体和精神疲劳, 容易持续下去但须努力才能达到。 一般具体的测定方法是:把一副扑克牌放到边长为一英尺(30.5cm)见方的 四个角,用0.5min(30s)将牌分完时,手的动作速度。
和效益。
第一节 IE概述
第一节 IE概述
第一节 IE概述
关于IE的故事:泰勒的时间研究(Time Study)
1898年,泰勒在某钢铁厂工作,当时该厂雇有铲手工人铲动各种不同之物料。铲煤时, 每铲重仅3.5磅,而铲矿砂时每铲竟重达38磅,每铲重量之差额,引起泰勒的好奇。他 想:“铲子的形状、大小和铲物工作量有没有关系?”,“究竟以何种铲重为最经济最 有效?”,“什么样子的铲子,工人拿了既舒服又铲得多,铲得快? 于是,泰勒选两名优良铲手,分别在场内不同地点作试验工作,同时用秒表(Stop watch)记录其时间,并分别用大小不同的铲子去铲比重不同之物料,并分别记录所用 铲子的大小及式样和每铲重量,经多次试验后,发现每铲重量约为21.5磅时,可得最经 济、最有效之结果。既铲重物时用小铲,铲轻物时用大铲,但每铲重量均约为21.5磅左 右。泰勒得此结果后,于是设计各种尺寸大小不同的铲具,训练工人,并拟定奖工办法, 凡工人能完成规定之工作时,可得日薪60%之奖金,否则派员授以正确工作方法,务使 其亦可得同样奖金。 改善后,原需400~600名工人才能完成的工作,用新方法后,140名工人即可完成。因 此,每吨所需铲费减少达50%,而工人工资则增加60%,工厂可节省78,000美元。如 此不但使工厂的生产量大增,也使铲手工作效率提高,待遇增加,工作情绪也愉快很多。
IE之标准工时

标准作业规定STANDARD PRACTICE LETTER1.标准工时的定义所谓标准工时,是指在既定作业条件下,用标准作业方法完成单件作业对象所花费的时间.既定作业条件包括:使用既定的设备,使用既定的作业环境,作业人员对该项作业十分熟练,作业人员的平均水平都能达到,用正常的作业速度,完成单件作业对象.2.标准工时的构成标准工时=(主作业时间+准备时间)*宽放度%3.设定标准工时的目的3.1为了比较改善作业方法,选择更好的作业方法时.3.2为了平衡不同小组相互之间的作业工时.3.3能为制定生产计划提供必要的依据.3.4管理劳务费时需要.4.标准工时的设定4.1秒表设定法—适用于新机种量试后要批量生产的所有阶段.4.2经验估算法—适用于新机种量试前的预估.5.确定标准工时的考虑因素5.1作业人员的熟练程度如何?从接受培训到上岗,从一般熟练到高度熟练,不同行业要经历不同时间才能达到.测定时,就以一般作业人员正常能够达到的熟练程度为对象.5.2设备,夹具的运作情况如何?不能以最大速度为测取对象,而是在现有条件下,设备,夹具正常速度为对象.5.3准备时间如何?准备时间包括事前准备时间,中途准备时间,善后处理时间等,准备时间不容易测定,有时还带有突发性,可取某一段时期内的平均值作为准备时间.当作业越熟练,设备运作越顺畅,材料不良越少,准备时间也越少,但很难缩到为零.5.4确定标准工时前,先确定标准作业方法.如果有多种方法,可以达到同样的结果,就必须确定其中一种为标准作业方法,并以《标准作业书》的形式定出来.5.5标准作业方法,制造条件等变更后,标准工时亦要同步更改.5.6确定标准工时的人,要熟悉测定对象和计算方法.如果确定标准工时的人本身就不熟悉现场,结果只会得出一些错误的数据,再用这些错误的数据来指导工作,势必引发更大的混乱.降低工时,意味着降低成本,当作业工序无法缩减,简化的情况下,要降低工时,通常要考虑提高作业熟练度,压缩盈余时间,减少准备时间等几方面.6.注意事项6.1动作方面6.11减少动作的次数,能否一次取拿2个,3个以上的部品.6.12尽量同时使用双手,左右开弓.6.13把脚也用上,辅助做一些开关类的控制工作.6.14尽量减少躯体的运动,避免不自然的坐姿,躯体一旦运动,手脚的原始位置也跟着改变,定位就不容易.6.15加工品,夹具放在伸手可及处,并考虑是否顺手,避免有突然改变方向的动作,尽可能保持连贯动作.6.16需要精细调整的动作,能否简单化,如做上目标识记,便于调整一步到位.6.17需要手持作业的部分,尽量改用夹具作业.6.2加工方面.6.21尽量使用多功能一体化的夹具,以减少夹具之间的移动时间.6.22尽可能用夹具代替人进行操作.6.23摇柄,踏板,按键设置的位置,尽量迎合作业者身材高矮.6.24谋求加工方法简单化,加工工序越多,越容易失败.6.25事先计算好夹具所需数量,避免乱找而浪费时间.6.26谋求加工作业标准化,只有标准化才能省时,省力.6.27加工精度有无过高?能够满足工序能力要求即可.6.3搬运方面.6.31避免多次搬动,谋求一步到位.6.32能否利用物品本身的自重来移动物体,如设置滑槽.6.33画定专门的行走路线,避免”蛇行”,缩短搬运距离.6.34充分使用各种有效的搬运工具,满负荷搬运.6.35搬运能否机械化?如使用机器,人,叉车,输送带,管道等.6.36设置生产流程时,能否合理地缩短搬运路程.6.4其它方面6.41作业环境:有无因光线,温湿度,气味,噪音等而影响作业人员情绪的?6.42设备使用:有无因经常维修而造成待机时间过长的?以上都是容易被人忽视的准备时间.有些人看上去很忙,其实真正作业的时间并不多,其原因就出在准备上.7.标准工时的计算7.1机种工时(Sec)=8H*60*60*总人数/产能7.2产能=8H*60*60/平衡工时7.3平衡工时=工程段中标准工时之最大值7.4标准工时=单位动作完成时间*宽放度%7.4.1喇叭制造部除投入,排板工位及机台操作宽放度为8%外,其余为5%.7.4.2部品制造部全为15%7.5单位动作完成时间=辅助工时+作业工时(用秒表直接测量)8.标准工时的测定8.1由生技专人负责用秒表测定8.2测定时,以标准工时统计表,按每个作业名测定.8.3测单个工位时含辅助工时+作业工时连续测5pcs以上,取平均值测单位产品工程段行程时,须待整条流水线顺畅后,选择2pcs以上的制品,由线头投入开始到线尾生产完成,记录所花费的时间,中途不应用正常变异以外的因素,如调机,待料等等,否则需重新测定或时间暂停.8.4预估标准工时在量试前由生技工程师根据生产过的同类型机种的标准工时预估,初期标准工时在量试时测定,中期标准工时在量产时测定,后期标准工时在大批量连续生产时测定,后期标准工时必须每半月测量一次,直到相邻两次的工时相差幅度小于5%为止.8.5停止某机种生产一个月以上或是换线生产时,以中期标准工时为准,一个星期后,以后期标准工时为准.作成: 审核: 核准:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现行方法: 操作:6 检查:4 搬运:6 16(214m)
局部调整与结构性改善对ST的关系 局部调整与结构性改善对ST的关系
动作分析、作业改善、程序分析都是建立 高效率的基础,但从改善的全局看,我们 称之为局部性调整。 从产品工艺的结构特点,统筹规划企业的 产能和物流状况,从系统性、全面性实施 决策,我们称之为结构性改善。
发现动作的浪费
如何发现动作的浪费? 如何发现动作的浪费? 动作浪费是指在制造物品的基础上,不能产生附加价值 的人的活动(包括设备的空转)。 因组装过快导致的收藏浪费 勉强作业 为作业而做的准备工作
关注员工的动作: 关注员工的动作:
有无存放动作? 有无人员频繁走动而不作业? 有无人员在焦急的寻找? 有无人员在等待? 有无人员1 有无人员1小时都不抬头? 有无多余的空手等待? 有无单手作业?
原始数据:测量时间 原始数据 测量时间 正常时间=测量时间( 评定系数 评定系数) 正常时间 测量时间(1+评定系数) 测量时间 标准时间=正常时间 放宽时间 正常时间(1+放宽系数 标准时间 正常时间+放宽时间 正常时间 放宽系数 正常时间 放宽时间=正常时间 放宽系数)
秒表测时法制定标准工时
由泰勒创造,是目前全世界运用最古老、最普遍, 也不可能被其他方法替代的基本方法。 深入企业作现场测时,测时工程师必须充分了解 被测对象: 1、工作件的制程与作业。 2、作业的工作方法与作业标准。 3、进行该作业的人或机器。
IE 的基本概念和标准工时的测量
工艺
Tony Zhao
什么是IE? 什么是IE?
—— 明其理,方学其道!
工业工程( 工业工程(Industrial Engineering) Engineering)
工业工程是一门综合应用技术科学、社会科学、 管理科学、人文科学提高生产率、降低成本、提 高效益的管理技术。 IE是在泰勒(Taylor)所创建的科学管理的基础上, IE是在泰勒(Taylor)所创建的科学管理的基础上, Taylor 不断吸收近代科学技术新近展发展起来的关于 “人员、机器、原料、时间与信息”的效率化的 人员、机器、原料、时间与信息” 应用技术方法,是关于“ 应用技术方法,是关于“人的工作系统的设计的 学问” 学问”。
作业点
工 具
零部件
动作分析目的:经济动作
利用动作经济原则为改善之工具 利用动作经济原则为改善之工具,其重点不在于改变整个制 改善之工具,其重点不在于改变整个制 造程序的工作计划,工作说明书的内容,不良的机器, 造程序的工作计划,工作说明书的内容,不良的机器,生 产进度跟催或耽搁等问题,而是在于以上条件不改变之下 产进度跟催或耽搁等问题,而是在于以上条件不改变之下 使工人工作效率提高 使工人工作效率提高,并使工人本身确感身心舒适愉快。 工作效率提高,并使工人本身确感身心舒适愉快 舒适愉快。 目 的: 减轻作业者的疲劳 提高作业效率
机械设计原则
1、用夹具固定产品及 工具 2、使用专用的工具 3、合并两种工装为一 个 4、提高工装的便利 5、机械操作问题,程 序流程化 6、操控程序与作业程 序配合
三角形原理的定义:
在作业的过程中,有作业点、工具、零部件三个位置。 这三个位置构成了一个三角形关系。这个三角形越小,作业效率就越高。这就是“ 这三个位置构成了一个三角形关系。这个三角形越小,作业效率就越高。这就是“三 角形原理” 角形原理”。
期待的成果 P Q C D S M
规划 设计 评价 改进 创新
工业工程的特点
工业工程是工程学的重要分支,具有典型的工程学属性。 它不是解决具体的产品、工程等问题,而是面对所有产品、 所有过程解决所投入系统的资源效率。 工业工程同其他工程学科最大的不同在于,工业工程的关 键要素—人和组织— 键要素—人和组织—是开发系统的两个知识本体。 与其他工程学科相比,工业工程的数学模型化和定量化还 比较弱,因而更注重实践、经验和技巧。
研究标准时间的意义与目的
1、制订经济、有效、轻松的标准工时。 2、评估产能,生产排期的作用 3、发现现状问题,改善作业 4、研究各种方法的优劣评估 5、绩效评估管理(毛效率、净效率) 、绩效评估管理(毛效率、净效率) 6、成本核算 7、生产线平衡率的改善和调整 8、新标准时间的制订
标准时间的几个概念
铁 架
铁 架
铁 架
料帐
铁 架
塑 料 管 材
铁 架
工 具 架
铁 架
60米
查阅领料单 走到塑料管材铁架处(50) 走到塑料管材铁架处(50) 选择比实际长度稍长且必须稍长的管子 带料回柜台(50) 带料回柜台(50) 校对长度,用大拇子按住锯切点 带管子到工具铁架处(7 带管子到工具铁架处(7) 从箱子里面取出手锯 带手锯及管子会柜台(7 带手锯及管子会柜台(7) 锯切 比对长度 发管子给领料人 在领料单上签字 放领料单在抽屉,并夹住。 带锯剩的管子回塑料管材铁架(50) 带锯剩的管子回塑料管材铁架(50) 放回管子在铁加上 走回柜台(50) 走回柜台(50)
直接标准工时 = 生产线的标准工时X产量 生产线的标准工时X 直接标准工时 直接标准工时 + 额外工时 + Downtime ≌ 实际直接工时 Downtime 间接标准工时 = 直接标准工时 X (间接工人数 / 直接工人 (间接工人数 数) 标准工时 = 直接标准工时+间接标准工时 直接标准工时+ 标准工时 + 额外工时 + Downtime ≌ 实际工时 Downtime 实际工时 = 实际直接工时+实际间接工时= 付钱的工时 实际直接工时+实际间接工时=
结构改善
1 2 3 4 5
项 目 能 力
工序1 工序1 100件 100件/H
工序2 工序2 75件/H 75件
工序3 工序3 110件/H 110件
工序4 工序4 80件/H 80件
工序5 工序5 125件 125件/H
生产线平衡率的计算
各工序时间总和
生产线平衡率= 生产线平衡率= ---------------------------------- X 100%
时间观测的步骤
步 骤 1 2 3 4 5 6 7 8 9 10 工 作 内 容
仔细观察作业对象 观察作业人员N 观察作业人员N个作业循环 分解观测作业对象,分解成机构作业要素 分解观测作业对象, 按照作业顺序, 按照作业顺序,在观测记录表上记录作业要素 在观测记录表上记录必要外来事项 按动秒表 迅速纪录作业要素时间 依次观测全部作业要素 根据作业周期,决定观测M次数 根据作业周期,决定观测M 整理观测时间,计算出个作业要数的 所需时间。 所需时间。 整理观测时间,
动 作 分 析 作 业 分 析 布 局 与 能 力 分 析
工 序 分 析
工 作 分 析
效 率 改 善
精益企业
时间分析基础---动作分析 时间分析基础---动作分析
類別 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 動素名稱 伸手 (Reach) 握取 (Grash) 移物 (Move) 裝配 (Assemble) 應用 (Use) 拆卸 (Disassemble) 放手 (Release) 檢驗 ( I ) 尋找 (Search) 選擇 (Select) 計劃 (Plan) 對準 (Position) 預對 (Preposition) 持住 (Hold) 休息 (Rest) 遲延 (Unavoidable Delay) 故延 (Avoidable Delay) 文字符號 RE G M A U DA RL I SH ST PN P PP H RT UD AD 形象符號 定 義 接近或離開目的物之動作 為保持目的物之動作 保持目的物由某位置移至另一位置之動作 為結合2個以上目的物之動作 籍器具或設備改變目的物之動作 為分解2個以上目的物之動作 放下目的之動作 將目的手與規定標準比較之動作 為確定目的物位置之動作 為選定欲抓起目的物之動作 為計劃作業方法而遲延之動作 為便利使用目的物而校正位置之動作 使用目的物後為避免[對準]動作而放置目的物之動作 保持目的物之狀態 不含有用的動作而以休養為目的之動作 不含有用的動作而作業者本身所不能控制者 不含有用的動作而作業者本身可以控制之遲延
经典IE研究 经典IE研究
Taylor 搬运实验与 劳动定额
Gilbreth 砌墙实验与 经典的工作研究 动作经济性原则
时间研究
动作研究
IE的使命 的使命
专门的
人员 物料 设备 时间 信息
观 察
综 合 体 系 通过
学 习 思 考
利用
数 学 物理学 社会科学
知识 技术
工学的 分析 设计 原理 方法
1)秒表法制订ST的方法和步骤 秒表法制订ST的方法和步骤
1、连续累积法
选择作业员并接近 收集记录有关资料 划分单元 初步决定观测次数 评时评分 观测次数是否足够 去除异常值 决定宽放数 计算及预定标准时间 N O
2、归零法
标准工时结构
在一定的工作方法、条件,任何正常人以正常速 度能完成某项作业的时间 度能完成某项作业的时间。 某项作业的时间。
制订标准时间的方法种类
很多企业为贪图方便,常常主观地推测、猜测、凭想象揣 测,采用“经验臆测法” 测,采用“经验臆测法”和“历史记录法”,因此存在严 历史记录法” 重的个人主观和心态情绪偏差。
主观法
经验臆测法 历史记录法 行政主观决策法 员工调查法
客观法
秒表测时法 音像法 预定动作时间标准法 Motion(Predetermined MotionTime Standard) Standard) 综合数据法
上限位置
下限位置 上限位置
下限位置
适合作业区域 最适合作业区域
人体各部分的尺寸、体重、体表面积、比重、重心以及人体各 部分在活动时相互关系和可及范围等人体结构特征参数提供人体 各部分的发力范围、活动范围、动作速度、频率、重心变化以及 动作时惯性等动态参数分析人的视觉、听觉、触觉、嗅觉以及肢 体感觉器官的肌能特征。