t68镗床电气原理图
T68卧式镗床电气原理分析ppt课件
13
控
制
SB6:停止按钮
电
路
部
分
---
主
电
SB3:正向点动按钮
动
机
的 点
SB4:反向点动按钮
动
控
制
14
---
控 制 电 路 部 分
主 电 动 机 的 按下SB3,KM1、KM6动作, 点 M1三相绕组接成三角形且串 动 入电阻实现正向低速点动 控 制
15
控 制 电 路 部 分
---
主
电
动
机
的
按下SB4,KM2、KM6动作,
速 启 动
于“高速”档位,ST 被压动,ST触点 (12-13)闭合
按下SB2按钮,KA2、KM3、KT、KM2、 KM6依次动作并锁定,M1定子绕组先 接成三角形,反向全压低速启动
19
---
控 制 电 路 部 分
主 电 动 机 的 反 向 高 低速启动并经延时后,KM6复位、KM7和KM8动作,M1定子绕组换接 速 成双星形,由低速变高速运行 运 行
T68型镗床电气原理分析_by TKR
1
T68型卧式镗床主要由床身、前立柱、镗头架、工作台、后立柱和尾架等组 成T68型卧式镗床的运动方式有: 主运动:镗轴的旋转运动与花盘的旋转运动。 进给运动:镗轴的轴向进给,花盘刀具溜板的径向进给,镗头架的垂直进给, 工作台的横向进给,工作台的纵向进给。 辅助运动:工作台的旋转,后立柱的水平移动及尾架的垂直移动。
停 车 时
M1转速下降到约100r/min时, 速度继电器KS释放,触点复 原,M1又正向低速启动
的
主
轴 变
主轴变速时,拉出主轴变速手柄, 主轴变速行程开关ST1、ST2不受
t68卧式镗床电气分析
1 绪论可编程控制器是一种为工业机械控制所设计的专用计算机,在各种自动控制系统中有着广泛的应用,它是在继电器控制和计算机控制基础上开发的产品,逐渐发展成为以微处理器为核心,把自动化技术、计算机技术,通信技术融为一体的新型工业自动控制装置。
早期的可编程控制器在功能上只能进行逻辑控制,因而称为可编程程序逻辑控制器简称PLC。
随着技术的发展,其控制功能不断增强,可编程程序控制器还可以进行算术运算,模拟量控制、顺序控制、定时、计数等,并通过数字,模拟的输入、输出控制各种类型的机械生产过程。
镗床是机械加工中使用比较普遍的设备,它主要用于加工精密和光洁度要求较高的孔以及各孔间的距离要求比较精确的零件,如一些箱体零件,它属于精密机床。
T68镗床是应用最广泛的一种。
它原控制电路为继电器控制,接触触点多,线路复杂,故障多,操作人员维修任务较重。
针对这种情况,我们用PLC改造其继电器控制电路,克服了许多缺点,降低了设备故障率,提高了设备使用效率,运行效果非常好。
2 机床主要结构和运动T68卧式镗床的机构如图2-1所示,主要由床身、前立柱、镗头架、后立柱、尾座、下溜板、上溜板、工作台等部分组成。
图2-1 T68卧式镗床机构示意图1-床身2-镗头架3-前立柱4-平旋盘5-镗轴6-工作台7-后立柱8-尾座9-上溜板10-下溜板11-刀具溜板床身是一个整体的铸件,在它的一端固定有前立柱,在前立柱的垂直导轨上装有镗头架,镗头架可沿导轨垂直移动。
镗头架上装有主轴、主轴变速箱、进给箱与操纵机构等部件。
切削刀具固定在镗轴前端的锥形孔里,或装在平旋盘的刀具溜板上。
在镗削加工时,镗轴一面旋转,一面沿轴向做进给运动。
平旋盘只能旋转,装在其上的刀具溜板做径向进给运动。
镗轴和平盘旋经由各自的传动链运动,因此可以独立旋转,也可以不同转速同时旋转。
在床身的另一端装有后立柱,后立柱可沿床身导轨在镗轴轴线方向调整位置。
在后立柱导轨上安装有尾座,用来支撑镗轴的末端,尾座与镗头架同时升降,保证两者的轴心在同一水平线上。
T68型卧式镗床的电气控制线路 - 机床
T68型卧式镗床的电气控制线路 - 机床镗床主要用来加工箱体类零件的孔,一般有卧式镗床和坐标镗床两种。
T68型卧式镗床主要用于钻孔、镗孔、铰孔及加工端平面等,使用一些附件后,还可以车削螺纹。
T68型卧式镗床主要由床身、前立柱、镗头架、工作台、后立柱和尾座等部分组成。
床身是一个整体铸件,在它的一端固定有前立柱,前立柱的垂直导轨上装有镗头架,镗头架可沿着导轨垂直移动。
镗头架里集中地装有主轴部分、变速箱、进给箱与操纵机构等部件。
切削刀具固定在镗轴前端的锥形孔里,或装在花盘的刀具溜板上,在工作过程中,镗轴一面旋转,一面沿轴向作进给运动。
花盘只能旋转,装在上面的刀具溜板可作垂直于主轴轴线方向的径向进给运动。
镗轴和花盘主轴是通过单独的传动链传动的,因此可以独立转动。
在大部分工作情况下使用镗轴加工,只有在用车刀切削端面时才使用花盘。
后立柱的尾座用来支承装夹在镗轴上的镗杆末端,它与镗头架同时升降,两者的轴线始终在一直线上。
后立柱可沿床身导轨在镗轴的轴线方向调整位置。
安装工件的工作台安放在床身中部的导轨上,它由上溜板、下溜板与工作台组成,其下溜板可沿床身导轨作纵向移动,上溜板可沿下溜板上的导轨作横向移动,工作台相对于上溜板可回转。
这样配合镗头架的垂直移动,工作台的横向、纵向移动和回转,就可加工工件上一系列与轴心线相互平行或垂直的孔。
由上分析可知T68卧式镗床的运动形式有:主运动:镗轴的旋转运动和花盘的旋转运动。
进给运动:镗轴的轴向进给、花盘上刀具的径向进给、镗头架的垂直进给、工作台的横向进给和纵向进给。
辅助运动:工作台的回转、后立柱的轴向移动、尾架的垂直移动及各部分的快速移动。
图1所示为T68型卧式镗床的电气控制线路图,其主要特点有:(1)主轴有较大的调速范围,采用△/YY双速笼型异步电动机作为主拖动电动机,并采用机电联合调速。
低速时将定子绕组接成三角形,高速时接成双星形。
主电动机在低速时可直接启动,高速时先接通低速再经延时接通高速。
T68卧式镗床电气原理与故障分析

摘要T68镗床主要用于加工精确的孔和各孔间的距离要求较为精确的零件。
目前国内使用镗床90%都是使用继电器-接触器控制方式。
掌握T68镗床电气控制电路板中各电器位置的合理布置及配线方式。
熟悉所用电器的规格、型号、用途及动作原理。
在分析继电—接触器控制电路的基本环节在T68镗床电气控制电路中的控制作用时,使用仪表、工具等对机床电气控制电路进行有针对性的检查、测试和维修。
学会根据电气原理图分析和排除故障,初步掌握一般机床电气设备的调试。
故障分析和排除故障的方法,具有一定的维修能力。
T 68 镗床电气原理与故障分析目录摘要 (I)课程名............................................................................................................| 第一章t68卧式镗床简介 (1)1.1 t68镗床运动特性介绍 (1)1.2 t68镗床电力拖动方式及电气控制要求 (2)1.3 设计目的 (3)第二章t68镗床电气控制系统原理分析 (4)2.1 t68镗床电气控制系统组成 (4)2.2 T68型镗床电气控制线路分析 (5)第三章t68卧式镗床的电气排故 (9)3.1t68排故的前期准备 (9)3.2 t68常见电气故障排除方法 (11)3.3机床电气排故的方法总结 (13)总结 (18)参考文献 (19)致谢 (20)第一章t68卧式镗床简介1.1t68镗床运动特性介绍在介绍t68镗床运动特性之前,先看镗床各运动部的分布情况,找来一张镗床整体外观图,对个别地方稍加修改后如下,供大家参考。
床身是一个整体铸件,在它的一端固定有前立柱,在前立柱的垂直导轨上又安装有镗头架,镗头架可沿垂直导轨上下移动。
在镗头架里集中里装有主轴、变速箱、进给箱和操纵机构等部件。
切削刀具一般安装在镗轴前端的锥形孔里,或安装在花盘的刀具溜板上。
t68镗床电气原理图及接线图

t68镗床电气原理图及接线图1.2.1 主要结构镗床在加工时,一般是将工件固定在工作台上,由镗杆或平旋盘(花盘)上固定的刀具进行加工。
1) 前立柱:固定地安装在床身的右端,在它的垂直导轨上装有可上下移动的主轴箱。
2) 主轴箱:其中装有主轴部件,主运动和进给运动变速传动机构以及操纵机构。
3) 后立柱:可沿着床身导轨横向移动,调整位置,它上面的镗杆支架可与主轴箱同步垂直移动。
如有需要,可将其从床身上卸下。
4) 要作台:由下溜板,上溜板和回转工作台三层组成。
下溜板可沿床身顶面上的水平导轨作纵向移动,上溜板可沿下溜板顶部的导轨作横向移动,回转工作台可以上溜板的环形导轨上绕垂直轴线转位,能使要件在水平面内调整至一定角度位置,以便在一次安装中对互相平等或成一角度的孔与平面进行加工。
1.2.2 运动形式卧式镗床加工时运动有:1) 主运动:主轴的旋转与平旋盘的旋转运动。
2) 进给运动:主轴在主轴箱中的进出进给;平旋盘上刀具的径向进给;主轴箱的升降,即垂直进给;工作台的横向和纵向进给。
这些进给运动都可以进行手动或机动。
3) 辅助运动:回转工作台的转动;主轴箱、工作台等的进给运动上的快速调位移动;后立柱的纵向调位移动;尾座的垂直调位移动。
1.2.3 T68型卧式镗床运动对电气控制电路的要求1) 主运动与进给运动由一台双速电动机拖动,高低速可选择;2) 主电动机要求正反转以及点动控制;3) 主电动机应设有快速准确的停车环节;4) 主轴变速应有变速冲动环节;5) 快速移动电动机采用正反转点动控制方式;6) 进给运动和工作台不平移动两者只能取一,必须要有互锁。
1.2 T68卧式镗床的电气控制线路分析T68卧式镗床的运动情况比较复杂,控制电路中使用了较多的行程开关。
它们都安装在床身的相应位置上。
主电路有两台电动机。
T68卧式镗床电气控制电路所用电器元件一览表如下表所示:1.3.1 主电路工作原理T68卧式镗床主电动机M1采用双速电动机,由接触器KM3、KM4和KM5作三角形——双星形变换,得到主电动机M1的低速和高速。
t68镗床电气原理图分析

元器件明细表
符号 SB1 电动机M1正转启动按钮 SB2 电动机M1正转启动按钮 SB3 电动机M1反转启动按钮 SB4 电动机M1正转低速点动按钮 SB5 电动机M1反转低速点动按钮
名称及用途
一、主电动机M1的启动
(双速电动机):
KM1、KM2用于正、反转控制。 KM3 用于低速△形连接 KM4、KM5用于高速YY连接
主体运动:有主轴的旋转运动和花盘的旋转运动。
进给运动:有主轴的轴向进给、花盘刀具溜板的径向进给、 镗头架(主轴箱)的垂直进给、工作台的横向进给、工作 台的纵向进给。
辅助运动:有工作台的旋转运动、后立柱的水平移动和尾 架的垂直移动。
机床的主体运动及各种常速进给运动都是由主轴电动机M1 来驱动,机床各部分的快速进给运动是由快速进给电动M2 来驱动。
T68镗床
T68镗床结构示意图
构成: 1-镗头架, 2-前立柱, 3-平旋盘, 4-镗轴, 5-工作台, 6-后立柱, 7-尾架, 8-刀具溜板
T68卧式镗床简介(一)
用途: 镗孔(加工精确的孔)
构成: 床身,前立柱,镗头架,工作
台,后立柱,尾架。 分类:
卧式镗床,坐标镗床,专用镗 床
T68镗床的运动状况
SQ1为动态 (主变手柄在高速)
按动SB2→KM1线圈通电自锁 →KT线圈通电→KM3线圈通电 →M1△接低速→KT延时到→KM3 线圈断电,KM4和KM5线圈通 电—M1为YY接高速运行
互锁功能
主轴进给时手柄压下 SQ3,工作台进给时手 柄压下SQ4,从电路可 以看出,只能选择一 种进给方式,否则无 法工作,即互锁。
SQ1 工作台和镗头架自动进给手柄联动行程开关
SQ2 与主轴和平旋刀架自动进给手柄联动行程开关
T68镗床电气控制线路绘制CAD
摘要镗床主要用来加工精确的孔和各孔间相互位置要求较高的零件,而这些工件的加工对于钻床来说是难以胜任的。
T68镗床是镗床中应用较广的一种,主要用于钻孔、镗孔、及加工端平面等,使用一些附件后,还可以车削螺纹。
镗床也是用于孔加工的机床,与钻床比较,镗床主要用于加工精确的孔和各孔间的距离要求较精确的零件,如一些箱体零件(机床主轴箱、变速箱等)。
镗床的加工形式主要是用镗刀镗削在工件上已铸出或已粗钻的孔,除此之外,大部分镗床还可以进行铣削、钻孔、扩孔、铰孔等加工。
镗床的主要类型有卧式镗床、坐标镗床、金刚镗床和专用镗床等,其中以卧式镗床应用最广。
关键词:T68 镗床加工车削螺纹SummaryThe Tang bed is mainly used to process accurate hole and each hole the mutual place request higher parts, but these of process is hard and competent to drilling machine.The T68 Tang bed applieds more wide 1 kind in the Tang bed and mainly useds for drilling, Tang hole and processes to carry flat etc., after using some accesserieses, can also with the truning thread.The Tang bed is also the engine bed used for hole's processing, compare with drilling machine, Tang bed mainly useds for hole and space between each hole that process a precision to request more accurate parts, like some body partses(the engine bed main shaft box, and speed change box...etc.).The Tang bed processes a form mainly is use Tang knife the Tang pare on the work piece already Zhu or already thick drill of hole, in addition, greatly parts of Tang beds can also carry on milling, drilling and expand hole, and Jiao hole...etc. to process.The main type of Tang bed has the lie type the Tang bed and sit to mark a Tang bed, gold just Tang bed and appropriation Tang bed etc., among them, the lie type Tang bed applied most widely.目录1引言 (4)1.T68镗床电气控制线路绘制CAD (4)1.1设计要求 (4)1.2设计思路 (5)1.3设计目的 (5)2 T68卧式镗床的结构和运动形式 (5)2.1 T68卧式镗床控制原理 (5)2.2电气控制线路的特点 (7)2.3镗床运动对电气控制电路的要求 (7)2.4控制线路工作原理 (7)2.5 T68镗床的电气元件表 (8)3. 调试说明 (9)3.1主轴正转低速 (10)3.2主轴正转高速 (10)3.4主轴变速和进给变速控制 (10)结论 (10)参考文献 (11)附录 (11)引言随着计算机的迅猛发展,工程界的迫切需要,计算机辅助绘图(ComputerAidedDraw—ing)应运而生。
T68卧式镗床电气原理分析

动
机
控
制
控
制
电
防止在工作台或主轴箱机动进给时(压下ST5),
路 部
又将主轴或平旋盘刀具溜板操纵手柄扳到机动 进给(压下ST6)的误操作
分
分析本控制电路的一个关键点是:明 确各行程开关的操作部件,实现各控 制功能时的行程开关通断状态
控 制
拉出主轴变速手柄,主轴变 速行程开关ST1、ST2将不受
电 压,电路将按右图所示路径
以下幻灯片添加了动画效果和备注。下载使用,学习效果更好!
主 电 路 部 分
主
电
路
部
分
---
M1用接触器KM1和KM2控制正反转,
主
接触器KM6、KM7和KM8作三角形一
电
双星形变速切换,KM3控制限流电阻
动
机
控
制
主 电 路 部 分
---
快
速
快速移动M2用接触器KM4和KM5
移
控制其正反转
动
电
控 状态,进给变速手柄开关ST3、
制 ST4均为受压状态
控
制
电 进给变速时的低速脉动转动与
路 部 分
主轴变速时相类同,此时起作 用的是进给变速开关ST3、 ST4
---
停
车
时
的
进
给 变 速
进给变速时,拉出进给变速手 柄,进给变速手柄开关ST3、 ST4不受压;此时主轴变速手柄
控 应处于推回状态,主轴变速行
控 制 电 路 部 分
---
主
电
动
机
的 点
按下SB4,KM2、KM6动作, M1三相绕组接成三角形且串
动
入电阻实现反向低速点动
T68型卧式镗床电气控制电路分析

LOGO
3、主轴变速手柄拉开时不能制动 (1)主轴变速行程开关SQ1的位 置移动,所以主轴变速手柄拉开时 SQ1不能复位。 (2)速度继电器损坏,其常开触 点不能闭合,使反接制动接触器不 能吸合。 4、进给变速手柄拉开时不能制动 原因与3基本相同,不过应检查进 给变速行程开关SQ3有没有复位, 速度继电器是与进给变速可在主电动机停车或运转时进行。为便 于变速时齿轮啮合,应有变速低速冲动过程。
6)为缩短辅助时间,各进给方向均能快速移动,配有快速移动 电动机拖动,采用快速电动机正、反转的点动控制方式。
7)主电动机为双速电机,有高、低两种速度供选择,高速运转 时应先经低速起动。
(B)低速起动、高速运行 将高低速手柄打在高速位置,行 程开关SQ压合,KT线圈可得电。
Page 8
LOGO
(2)主轴电动机的制 设M1为正转,KS-1动合闭合、 KS-1动断断开,按SB5,其动断 断开,KA1、KM3线圈断电。 M1反转时制动过程与上述相反
Page 9
LOGO
(3)主轴电动机的点动 SB3为正转点动按钮,
LOGO
Page 14
电 器 位 置 图
LOGO
常见故障分析:
1、主轴能低速起动,但不能高速运 转 (1)手柄在高速位置时没有能把行 程开关SQ压下,主要原因是SQ位置 变动或松动,应重新调整位置,拧紧 螺钉。 (2)行程开关SQ或时间继电器KT 触点接触不良或接线脱落。 2、主轴电动机不能制动 (1)速度继电器损坏,其正转常开 触点KS—1和反转常开触点KS—2不 能闭合。 (2)接触器KM1或KM2的常闭触点 接触不良。
触点闭合时,M1定子绕组为△接法电动机为 低速。
注意:绕组与电源连接的相序低速与高速
t68镗床电气原理图及接线图

t68 镗床电气原理图及接线图1.2.1 主要结构镗床在加工时,一般是将工件固定在工作台上,由镗杆或平旋盘(花盘)上固定的刀具进行加工。
1) 前立柱:固定地安装在床身的右端,在它的垂直导轨上装有可上下移动的主轴箱。
2) 主轴箱:其中装有主轴部件,主运动和进给运动变速传动机构以及操纵机构。
3) 后立柱:可沿着床身导轨横向移动,调整位置,它上面的镗杆支架可与主轴箱同步垂直移动。
如有需要,可将其从床身上卸下。
4) 要作台:由下溜板,上溜板和回转工作台三层组成。
下溜板可沿床身顶面上的水平导轨作纵向移动,上溜板可沿下溜板顶部的导轨作横向移动,回转工作台可以上溜板的环形导轨上绕垂直轴线转位,能使要件在水平面内调整至一定角度位置,以便在一次安装中对互相平等或成一角度的孔与平面进行加工。
1.2.2 运动形式卧式镗床加工时运动有:1) 主运动:主轴的旋转与平旋盘的旋转运动。
2) 进给运动:主轴在主轴箱中的进出进给;平旋盘上刀具的径向进给;主轴箱的升降,即垂直进给;工作台的横向和纵向进给。
这些进给运动都可以进行手动或机动。
3) 辅助运动:回转工作台的转动;主轴箱、工作台等的进给运动上的快速调位移动;后立柱的纵向调位移动;尾座的垂直调位移动。
1.2.3 T68 型卧式镗床运动对电气控制电路的要求1) 主运动与进给运动由一台双速电动机拖动,高低速可选择;2) 主电动机要求正反转以及点动控制;3) 主电动机应设有快速准确的停车环节;4) 主轴变速应有变速冲动环节;5) 快速移动电动机采用正反转点动控制方式;6) 进给运动和工作台不平移动两者只能取一,必须要有互锁。
1.2 T68 卧式镗床的电气控制线路分析T68 卧式镗床的运动情况比较复杂,控制电路中使用了较多的行程开关。
它们都安装在床身的相应位置上。
主电路有两台电动机。
T68卧式镗床电气控制电路所用电器元件一览表如下表所示:1.3.1 主电路工作原理T68卧式镗床主电动机M1采用双速电动机,由接触器KM3 KM4和KM5乍三角形一一双星形变换,得到主电动机M1的低速和高速。
T68镗床电气控制工作原理流向图
广西职业技术学院
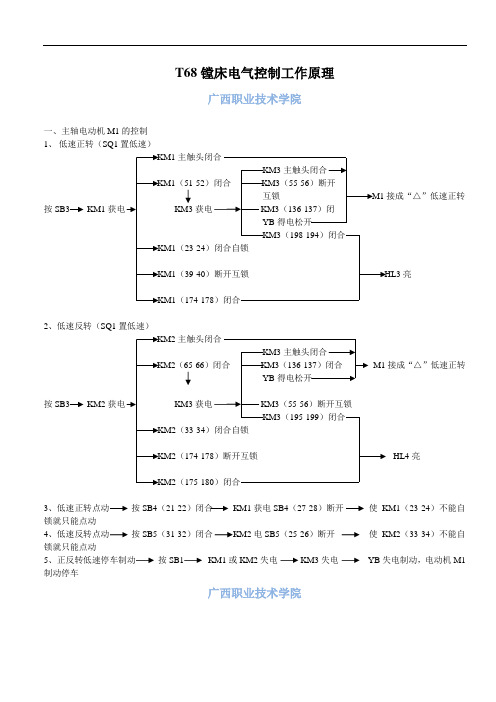
一、主轴电动机M1的控制
1、低速正转(SQ1置低速)
KM1主触头闭合
KM3主触头闭合
KM1(51-52)闭合KM3(55-56)断开
互锁M1接成“△”低速正转
按SB3KM1获电KM3获电KM3(136-137)闭
YB得电松开
KM3(198-194)闭合
KM1(23-24)闭合自锁
KM1(51-52)KT(45-46)N秒
闭合后断开
主触头断开
KT获电KM3失电
(55-56)闭合
KM1(39-40)断开互锁KT(53-54)N
秒后闭合KM4和KM5
主触头闭合
KM4和KM5获电KM5(142-143)
闭合YB亮
KM4(192-196)
闭合
KM4(47-48)
断开互锁HL1亮
KM1(174-178)闭合
KM2(174-178)断开互锁HL4亮
KM2(175-180)闭合
3、低速正转点动按SB4(21-22)闭合KM1获电SB4(27-28)断开使KM1(23-24)不能自锁就只能点动
4、低速反转点动按SB5(31-32)闭合KM2电SB5(25-26)断开使KM2(33-34)不能自锁就只能点动
5、正反转低速停车制动按SB1KM1或KM2失电KM3失电YB失电制动,电动机M1制动停车
KM1(39-40)断开互锁HL3亮
KM1(174-178)闭合
2、低速反转(SQ1置低速)
KM2主触头闭合
KM3主触头闭合
KM2(65-66)闭合KM3(136-137)闭合M1接成“△”低速正转
YB得电松开
按SB3KM2获电KM3获电KM3(55-56)断开互锁
T68镗床电气线路分析 ppt课件
为高速运转,转速n=2880转/分。
ppt课件
21
主轴电动机的正、反向高速启动控制
…… → 11 →SQ (常开,已闭合) →13 → KT线圈→12 →KA1或KA2 (常开, 已闭合) →1
2→FR → 3 → SQ1或SQ2(常闭) → 4 → KM1或KM2 (常开,已闭合) →16 →KT (延时动断) →22 →KM5 (常闭) →23 →KM4线圈(失电) →1
另一台电动机M2是快速进给电动机,它带动主轴的 轴向进给、主轴箱的垂直进给、工作台的横向和纵 向进给的快速移动。
ppt课件
8
T68镗床控制电路分析
主轴电动机M1是一台双速电动机(绕组接法是△YY),它可进行点动或连续正反转控制,停车制动 采用由速度继电器SR控制的反接制动,为了限制制 动电流和减小机械冲击,M1在制动、点动及主轴和 进给的变速冲动控制时串入了电阻器。
镗头架(主轴箱)的垂直进给、工作台的横向进给、工作 台的纵向进给。
辅助运动:有工作台的旋转运动、后立柱的水平移动和尾 架的垂直移动。
机床的主体运动及各种常速进给运动都是由主轴电动机M1 来驱动,机床各部分的快速进给运动是由快速进给电动M2 来驱动。
ppt课件
7
T68镗床控制电路分析
T68镗床有两台电动机,一台是主轴电动机M1,它 通过变速箱等传动机构带动主轴及花盘旋转并作为 常速进给的动力,同时还带动润滑油泵;
ppt课件
23
主轴电动机正转时的制动控制
⑤ 当停止按钮的常开触点SB1 (4-16)后闭合时,由于电 动机的转速仍然很高,速
度继电器SR3(16-20)仍 处于闭合状态,因此接触
器KM2线圈通电吸合, KM4线圈随之吸合,电动 机在低速情况下串电阻进
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床线路排故实习指导书职业技术学院机电工程系电气教研室目录课题一:机床电气控制电路的故障分析方法 (4)一、如何阅读机床电气原理图 (4)二、机床电气控制电路故障的一般分析方法 (5)三、机床电气控制电路电阻法检查故障举例 (7)附件一智能答题器的操作方法 (10)课题二:X62W万能铣床故障的分析与排除 (13)第一节X62W型卧式万能铣库电气控制线路分析 (17)一、铣床的主要工作情况 (17)二、主电路 (18)三、控制电路 (19)YL-ZX型X62W万能铣床电路故障点原理图 (26)第二节X62W万能铣床故障的分析与排除 (27)一、X62万能铣床面板 (27)二、X62万能铣床故障分析 (27)四、X62W铣床电路问答题 (36)附件二YL-ZX型X62W万能铣床电路实训考核台故障现象 (41)课题三:T68镗床故障的分析与排除 (43)第一节T68型镗床电气控制线路分析 (47)一、T68型卧式镗床的主要工作情况 (47)二、主电路 (48)三、控制线路 (48)五、辅助电路分析 (53)YL-ZT型T68镗床电路故障点原理图 (54)第二节T68镗床故障的分析与排除 (55)一、T68镗床的面板 (55)二、T6T镗床故障分析 (55)三、T68型镗床电路问答题 (63)附件三YL-ZT型T68镗床电路实训考核台故障现象 (65)课题四:Z3050摇臂钻床故障的分析与排除 (67)第一节Z3050摇臂钻床电气控制线路分析 (71)一、主要结构及运动形式 (72)二、摇臂钻床的电力拖动特点及控制要求 (72)三.电气控制线路分析 (73)YL-ZT型T68摇臂钻床电路故障点原理图 (77)第二节电气线路常见故障分析 (78)附件四YL-ZZ型Z3050摇臂钻床电路实训考核台故障现象 (80)课题一:机床电气控制电路的故障分析方法由于各类机床型号不止一种,即使同一种型号,制造商的不同,其控制电路也存在差别。
只有通过典型的机床控制电路的学习,进行归纳推敲,才能抓住各类机床的特殊性与普遍性。
重点学会阅读、分析机床电气控制电路的原理图;学会常见故障的分析方法以及维修技能,关键是能做到举一反三,触类旁通。
检修机床电路是一项技能性很强而又细致的工作。
当机床在运行时一旦发生故障,检修人员首先对其进行认真的检查,经过周密的思考,作出正确的判断,找出故障源,然后着手排除故障。
一、如何阅读机床电气原理图掌握了阅读原理图的方法和技巧,对于分析电气电路,排除机床电路故障是十分有意义的。
机床电气原理图一般由主电路、控制电路、照明电路、指示电路等几部分组成。
阅读方法如下:1、主电路的分析:阅读主电路时,关键是先了解主电路中有哪些用电设备,主要所起的作用,由哪些电器来控制,采取哪些保护措施。
2、控制电路的分析:阅读控制电路时,根据主电路中接触器的主触点编号,很快找到相应的线圈以及控制电路。
依次分析出电路的控制功能。
从简单到复杂,从局部到整体,最后综合起来分析,就可以全面读懂控制电路。
3、照明电路的分析:阅读照明电路时,查看变压器的变比、灯泡的额定电压。
4、指示电路的分析:阅读指示电路时,了解这部分的内容,很重要的一点是:当电路正常工作时,为机床正常工作状态的指示;当机床出现故障时,是机床故障信息反馈的依据。
二、机床电气控制电路故障的一般分析方法1、修理前的调查研究A、问询问机床操作人员,故障发生前后的情况如何,有利于根据电气设备的工作原理来判断发生故障的部位,分析出故障的原因。
B、看观察熔断器内的熔体是否熔断;其它电气元件有烧毁、发热、断线、导线连接螺钉是否松动;触点是否氧化、积尘等。
要特别注意高电压、大电流的地方,活动机会多的部位,容易受潮的接插件等。
C、听电动机、变压器、接触器等,正常运行的声音和发生故障时的声音是有区别的,听声音是否正常,可以帮助寻找故障的范围、部位。
D、摸电动机、电磁线圈、变压器等发生故障时,温度会显著上升,可切断电源后用手去触摸判断元件是否正常。
注:不论电路通电还是断电,要特别注意不能用手直接去触摸金属触点!必需借助仪表来测量。
2、从机床电气原理图进行分析首先熟悉机床的电气控制电路,结合故障现象,对电路工作原理进行分析,便可以迅速判断出故障发生的可能范围。
3、检查方法根据故障现象分析,先弄清属于主电路的故障还是控制电路的故障,属于电动机的故障还是控制设备的故障。
当故障确认以后,应该进一步检查电动机或控制设备。
必要时可采用替代法,即用好的电动机或用电设备来替代。
属于控制电路的,应该先进行一般的外观检查,检查控制电路的相关电气元件。
如接触器、继电器、熔断器等有无硬裂、烧痕、接线脱落、熔体是否熔断等,同时用万用表检查线圈有无断线、烧毁,触点是否熔焊。
外观检查找不到故障时,将电动机从电路中卸下,对控制电路逐步检查,可以进行通电吸合试验,观察机床电气各电器元件是否按要求顺序动作,发现哪部分动作有问题,就在那部分找故障点,逐步缩小故障范围,直到全部故障排除为止,决不能留下隐患。
有些电器元件的动作是由机械配合或靠液压推动的,应会同机修人员进行检查处理。
4、无电原理图时的检查方法首先,查清不动作的电动机工作电路。
在不通电的情况下,以该电动机的接线盒为起点开始查找,顺着电源线找到相应的控制接触器,然后,以此接触器为核心,一路从主触点开始,继续查到三相电源,查清主电路;一路从接触器线圈的两个接线端子开始向外延伸,经过什么电器,弄清控制电路的来龙去脉。
必要的时候,边查找边画出草图。
若需拆卸时,要记录拆卸的顺序、电器结构等,再采取排除故障的措施。
5、在检修机床电气故障时应注意以下问题:①检修前应将机床清理干净。
②将机床电源断开。
③电动机不能转动,要从电动机有无通电,控制电动机的接触器是否吸合入手,决不能立即拆修电动机。
通电检查时,一定要先排除短路故障,在确认无短路故障后方可通电,否则,会造成更大的事故。
④当需要更换熔断器的熔体时,必须选择与原熔体型号相同,不得随意扩大,以免造成意外的事故或留下更大的后患。
因为熔体的熔断,说明电路存在较大的冲击电流,如短路、严重过载、电压波动很大等。
⑤热继电器的动作、烧毁,也要求先查明过载原因,不然的话,故障还是会复发。
并且修复后一定要按技术要求重新整定保护值,并要进行可靠性试验,以避免发生失控。
⑥用万用表电阻档测量触点、导线通断时,量程置于“×1Ω”档。
⑦如果要用兆欧表检测电路的绝缘电阻,应断开被测支路与其它支路联系,避免影响测量结果。
⑧在拆卸元件及端子连线时,特别是对不熟悉的机床,一定要仔细观察,理清控制电路,千万不能蛮干。
要及时做好记录、标号,避免在安装时发生错误,方便复原。
螺丝钉、垫片等放在盒子里,被拆下的线头要作好绝缘包扎,以免造成人为的事故。
⑨试车前先检测电路是否存在短路现象。
在正常的情况下进行试车,应当注意人身及设备安全。
⑩机床故障排除后,一切要恢复到原来样子。
三、机床电气控制电路电阻法检查故障举例根据故障现象判断故障范围,检查故障的方法有电阻法、电压法、短接法等。
下面主要介绍电阻法检查故障。
电阻法检查故障可以分为通电观察故障现象、检查并排除电路故障、通电试车复查三个过程。
1、通电观察故障现象第一步:验电。
合上实验台上的电源开关(空气开关),用电笔检查电动机控制线路进线端(端子排)是否有电;检查电动机控制线路电源开关(组合开关代用)上接线桩是否有电;合上电源开关,检查电源开关下接线桩、熔断器上接线桩、熔断器下接线桩是否有电;检查有金属外壳是否漏电;一切正常,可进行下一步通电试验。
第二步:通电试验,观察故障现象,确定故障范围。
按照故障现象,确定可能产生故障原因,然后切断电源(注意最后一定切断实验台上的电源开关),并在电路图上画出检查故障的最短路径。
例1:如下图顺序起动逆序停止控制线路原理图(设电路只一处故障),按下起动按钮SB2时,M1电动机不能起动,故障是在从FU2熔断器-1号线-FR1常闭触头-2号线-FR2常闭触头-3号线-SB1常闭触头-4号线-SB2常开触头-5号线-KM1线圈-9号线的路径中。
(图1)顺序起动逆序停止控制线路原理图2)检查并排除电路故障把万用表从空档切换到⨯10或⨯100电阻档,并进行电气调零。
调零后,可利用二分法,把万用表的一支表棒(黑表棒或红表棒),搭在所分析最短故障路径的起始一端(或末端)。
如上例中按下起动按钮SB2时,M1电动机不能起动,把万用表的一支表棒(黑表棒或红表棒),搭在上图中1号线所接的FU2接线桩,另一支表棒搭在所判断故障路径中间位置电气元件的接线桩上,如4号线所接的SB1接线桩。
(两表棒间如有起动按钮,应按下起动按钮)此时,万用表指针应指向零位,表明故障不在两表棒间的电路路径:1号线—FR1常闭触头—2号线—FR2常闭触头—3号线—SB1常闭触头中,而在所分析故障路径的另一半路径中(电阻为无穷“∞”则故障在此路径中、如两表棒间有线圈,无故障时电阻值应为线圈直流电阻值,约1800Ω~2000Ω)。
再用万用表检查另一半电路,上例中把万用表的一支表棒(黑表棒或红表棒)搭在5号线所接的SB2接线桩,另一支表棒搭于9号线所接的FU2接线桩,电阻应为1800Ω~2000Ω,则路径:SB2常开触头—5号线—KM1线圈—0号线—熔断器FU2无故障,故障应在SB1—SB2的4号线。
用万用表测量SB1-SB2的4号线电阻为无穷“∞”,故障判断正确。
然后用短接线连接SB1—SB2的4号线排除故障。
以上第二步判断由于只有三段线,也可用万用表一段、一段线检查,直至找到故障点,找到后用短线连接故障点排除故障。
(检查的三段线分别是SB1-SB2的4号线、SB2常开触头-KM1线圈-熔断器FU2的9号线一一检查排故)3)通电试车复查,完成故障排除任务试车前先用万用表初步检查控制电路的正确性。
上例顺序起动逆序停止控制线路,用万用表的⨯10或⨯100电阻档,搭在控制回路熔断器FU2的9号线与1号线之间,按下起动按钮SB2,电阻应为1800Ω~2000Ω;模拟KM1通电吸合状态(指导教师允许时,手动使KM1、KM2同时通电吸合状态,电阻也为900Ω~1000Ω,则电路功能正常。
在按第一步和第二步试电步骤通电试车,试车成功,拆除短路线,整理好工作台,并把万用表打回空挡。
完成故障排除任务。
注意事项:1)注意检电,必须检查有金属外壳的元器件外壳是否漏电;2)电阻法必须在断电时使用,万用表不能在通电状态测电阻:3)用短路线短路故障点时,必须线号相同的同号线才能短路;4)如需再次试电观察故障现象,必须经指导老师同意;〖特别提醒〗1、电阻测量法,必须在断电情况下进行。
2、在排除故障时,通常以接触器、继电器的得电与否来判断故障在主电路还是控制电路。