数控机床用直线光栅尺(中文)
海德汉直线光栅尺产品说明书
用于NC数控机床10/20212更多信息,请访问海德汉官网• ,•也欢迎索取。
有关以下产品的样本:••敞开式直线光栅尺••内置轴承角度编码器••无内置轴承角度编码器••旋转编码器••海德汉后续电子电路••海德汉数控系统••机床检测和验收测试的测量装置技术信息:••海德汉编码器接口••进给轴精度••高安全性位置测量系统••EnDat•2.2-位置编码器双向数字接口••直驱编码器本样本是以前样本的替代版,所有以前版本均不再有效。
订购海德汉公司的产品仅以订购时有效的样本为准。
有关产品所遵循的标准(ISO,EN等)仅以样本中的标注为准。
目录4直线光栅尺用于NC数控机床用于数控机床的海德汉直线光栅尺几乎适用于任何应用。
也是进给轴为闭环控制的机器和设备的理想选择,例如铣床、加工中心、镗铣床、车床和磨床。
动态性能优异的直线光栅尺允许高速运动,沿测量方向的加速性能使其不仅能满足常规轴高动态性能要求,也能满足直驱电机对高动态性能的要求。
海德汉也提供其它应用所需的直线光栅尺,例如:••手动操作机床••冲压机和弯板机••自动化生产设备•直线光栅尺优点如果用直线光栅尺测量滑座位置,位置控制环就包括全部进给机构。
这就是全闭环控制模式。
进给轴的直线光栅尺检测机械运动误差并在控制系统电路中进行修正。
因此,能消除潜在的多个误差源:••滚珠丝杠发热导致的定位误差••反向误差••滚珠丝杠螺距误差导致的运动特性误差因此,直线光栅尺是高精度定位和高速加工机床不可或缺的基础技术手段。
机械结构用于数控机床的直线光栅尺为封闭式测量设备:铝制的尺壳保护尺带、读数头和导轨,避免切屑、灰尘和切削液进入。
自动向下压的弹性密封条保持外壳密封。
读数头沿光栅尺带上摩擦力极小的导轨运动。
联接件将读数头与安装架连接在一起并补偿光栅尺与机床滑座间的不对正误差。
光栅尺与安装块间允许±•0.2•mm至•±•0.3•mm的横向和轴向误差,具体•数值与光栅尺型号有关。
sino光栅尺说明书
sino光栅尺说明书一、概述sino光栅尺是一种应用于数控机床和线性测量领域的高精度测量装置。
它采用了光学传感器和光栅尺的结构,通过测量光栅尺上的刻线来实现对位置和位移的精确测量。
sino光栅尺具有高分辨率、高精度、稳定可靠等特点,广泛应用于机床行业。
二、结构和工作原理1. 结构sino光栅尺主要由光栅尺、读数头、信号处理模块等组成。
光栅尺由光栅带、刻线和保护层构成,刻线的间距决定了光栅尺的分辨率。
读数头是光学传感器,能够感知光栅尺上的刻线,并将其转化为电信号。
信号处理模块则负责对电信号进行处理和解码,得到准确的位置信息。
2. 工作原理当被测物体发生位移时,光栅尺上的刻线也会相应移动。
光学传感器会对刻线进行感应,并将感应到的光信号转化为电信号。
信号处理模块会对电信号进行放大、滤波和解码等处理,最终得到位置信息并输出给控制系统。
三、性能指标1. 分辨率sino光栅尺的分辨率是指能够测量到的最小位移量。
分辨率越高,测量精度越高。
一般情况下,sino光栅尺的分辨率可达到亚微米级别。
2. 精度sino光栅尺的精度是指其测量结果与真实值之间的偏差。
精度受到多种因素的影响,包括光栅尺的加工精度、光学传感器的性能、信号处理模块的精度等。
3. 重复性sino光栅尺的重复性是指在相同测量条件下,多次测量得到的结果之间的差异。
重复性越好,表明测量结果的稳定性越高。
4. 线性误差sino光栅尺的线性误差是指在测量范围内,测量结果与真实值之间的线性偏差。
线性误差越小,表明光栅尺的测量线性度越好。
四、使用注意事项1. 安装sino光栅尺的安装需要保证其与被测物体之间的相对位置关系,以确保测量结果的准确性。
安装时应注意避免光栅尺受到外界振动和冲击。
2. 清洁sino光栅尺的刻线和光学传感器表面应保持清洁,避免灰尘和污物的堆积影响测量精度。
可以使用软布轻轻擦拭,切勿使用有机溶剂清洗。
3. 防护sino光栅尺的刻线和光学传感器应受到良好的防护,避免受到机械碰撞和弯曲。
光栅尺 直线模组
光栅尺直线模组1.引言1.1 概述光栅尺是一种用于测量长度、直线或角度的精密测量仪器,它基于光学原理和光电传感技术,通过测量光栅尺上的光栅条纹变化来实现精确测量。
光栅尺由固定刻度和移动读数头组成,刻度上的光栅条纹被读数头感知并转换为电信号,进而通过信号处理器转化为我们熟悉的数字显示。
光栅尺具有精度高、响应速度快、重复性好等特点,广泛应用于制造业、测量仪器、数控机床、线划机械等领域。
在机械加工过程中,光栅尺可以被用来测量加工件的尺寸和位置,实现高精度加工。
在数控机床中,光栅尺更是不可或缺的一部分,用于反馈机床轴的位置信息,实现精确定位和运动控制。
光栅尺的应用在制造业中起到了举足轻重的作用,它不仅提高了产品的质量和加工精度,还大大缩短了加工周期,提高了生产效率。
此外,光栅尺还可以用于科学研究和实验室测量,例如测量光学实验中的物体位移或角度变化,有助于实现更精确的实验结果。
总的来说,光栅尺作为一种高精度、高可靠性的测量仪器,在现代制造业和科学研究中发挥着至关重要的作用。
随着技术的不断发展和创新,光栅尺的应用前景也越来越广阔,我们可以期待它在未来的发展中更加强大和多样化。
文章结构部分的内容如下:1.2 文章结构本文主要围绕光栅尺直线模组展开讨论,结构安排如下:引言部分将对文章的背景和意义进行概述,介绍光栅尺直线模组的基本概念和应用领域。
正文部分将分为两个主要部分。
首先,会详细介绍光栅尺的原理,包括其基本构造、工作原理以及相关的技术参数。
其次,将重点探讨光栅尺在工业自动化、机械加工等领域中的应用,包括其在精密测量、位置反馈和运动控制等方面的功能与优势。
结论部分将对光栅尺的优势进行总结,并展望其未来的发展前景。
同时,将指出光栅尺在工业自动化领域的重要作用,并对其进一步提升和应用进行展望。
通过以上结构安排,本文将全面介绍光栅尺直线模组的原理、应用和发展前景,以期为读者提供一个全面、系统的了解光栅尺的参考。
1.3 目的本文的目的是介绍光栅尺和直线模组的相关知识。
HELDENHAIN 直线光栅尺 说明书
可达 0.1 μm
± 5 μm
440 mm至30 040 mm
6
扫描原理
增量信号信号周期
绝对位置值
型号
页
单场扫描
1 VPP:20 μm EnDat 2.2 Fanuc 02 Mit 02-4 -
LC 483 LC 493 F LC 493 M LF 481
20
LC 483
单场扫描
1 VPP:4 μm
高重复性增量式 直线光栅尺 钢光栅尺 信号周期小 增量式直线光栅尺 玻璃光栅尺
可达 0.1 μm
± 3 μm ± 2 μm
140 mm至3040 mm
可达 0.5 μm
± 5 μm ± 3 μm
140 mm至3040 mm
大测量范围的增量式 直线光栅尺 钢光栅尺带
1) 位置测量的推荐测量步距
2
目录
概要 直线光栅尺 选型指南 技术特性和安装信息 测量原理 测量基准 绝对测量法 增量测量法 光电扫描 测量精度 机械结构类型和安装指南 一般机械信息 技术参数
4 6
8 8 9 10 12 14 18
直线光栅尺
用于绝对位置测量
定位用途的 推荐测量步距
至0.1 μm
系列或型号
LC 400系列 LC 100系列
成像扫描原理 简单的说,成像扫描原理是采用透射光生成 信号:栅距相同或相近的光栅尺和扫描光栅 彼此相对运动.扫描光栅的基体是透明的, 而作为测量基准的光栅尺可以是透明的也 可以是反射的. 当平行光穿过一个光栅时,在一定距离处形 成明/暗区,扫描掩膜就在这个位置处.当两 个光栅相对运动时,穿过光栅尺的光得到调 制.如果狭缝对齐,则光线穿过.如果一个 光栅的刻线与另一个光栅的狭缝对齐,则光 线无法通过.一组规则排列的光电池将这些 光强变化转化成电信号.特殊形式的扫描光 栅将光强调制为近正弦输出信号. 栅距越小,扫描光栅和光栅尺间的间距越 小,公差越严. LC, LS和LB直线光栅尺采用成像扫描原理.
数控机床光栅尺
机械手回转编码器:
换刀机械手的旋转轴有一个伺 服电机(机械手后侧),控制 机械手的旋转,数据由回转编
码器传回系统。
系统。
转台WL轴回转编码器:
WL轴为机床转台的导轨,由一 个伺服电机(在导轨的边缘保护 罩里面)控制。由回转编码器将 数据传回系统。
转刀盘回转编码器:
机床有四个刀盘,刀盘的旋转轴 (Q1,Q2,E1,E2)由一个伺服 电机(位于刀盘后侧)伺服电机 控制,电机后面有一个回转编码 器将数据传给系统,
GROB设备各轴分布图:
此型号设备有21根轴
Z轴光栅尺:
GROB机床有两根主轴两根主轴 (S1,S2)各有一个光栅尺,位于 主轴的外侧
Y轴光栅尺:
机床Y轴(Y‘1,Y’2)有两 个光栅尺,分别在机床两侧
X轴光栅尺: 机床的X轴有一根光栅尺同时测量两根主轴,位于两根主轴的下面。
A轴回转编码器:
机床的A轴做翻转运动,A轴 (A’1,A’2)有两个回转编码器,位于 A轴两侧,(由于设备在德国已经安 装完毕,未能获得细节照片)
B轴回转编码器:
机床有两个B轴(B’1,B’2),每B轴中都有一个回转编码器(圆光栅),位于夹具本 体里面。
由于机床大体安装完毕没有获取到照为转台的旋转轴,由 伺服电机(位于转台中心) 控制,回转编码器反馈给
数控机床光栅尺
2021/7/16
光栅尺定义:
光栅尺位移传感器(简称光栅尺),是利用光栅的光学原理工作的测量 反馈装置。光栅尺位移传感器经常应用于机床与现在加工中心以及测量仪器等方 面,可用作直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检 测范围大,检测精度高,响应速度快的特点。例如,在数控机床中常用于对刀具 和工件的坐标进行检测,来观察和跟踪走刀误差,以起到一个补偿刀具的运动误 差的作用。
海德汉 光栅尺调试 中文.
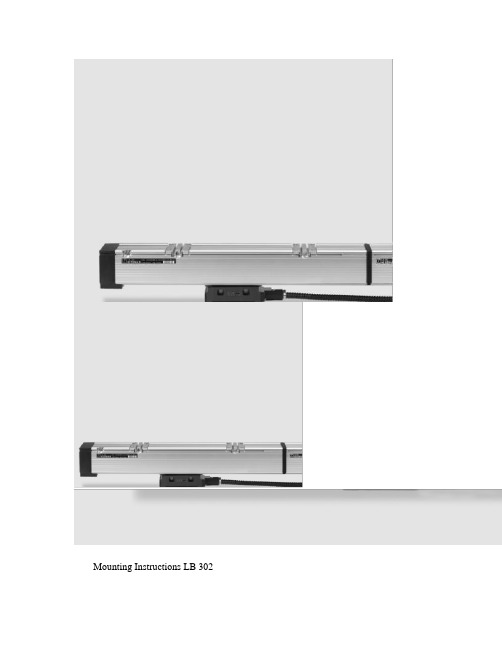
Mounting Instructions LB 302LB 382Multi-Section11/2008安装说明多段光栅尺2Page4 Components 6 Items Supplied8 Mounting ProcedureMounting10 Changing the Cable Outlet11 Reference Mark Position LB 302/LB 382 12 Dimensions 14 Mounting Tolerances15 Mounting the Housing Sections 19 Inserting the Bearing Strips 20 Mounting the Scale Tape21 Inserting and securing the Scale Tape 24 Inserting the Sealing Lips26 Securing the Sealing Lips (End Section E2 27 Installing the Scanning Unit28 Securing the Sealing Lips (End Section E1 29 Final Steps30 Tensioning the Scale Tape 32 Linear Error Compensation 34 Protective MeasuresMechanical Data 35 LB 302/LB 302C 35 LB 382/LB 382C Electrical Connection 36 LB 302/LB 302C 38 LB 382/LB 382C Electrical Data37 LB 302/LB 302C 39 LB 382/LB 382CContents目录页4 组件6 自带零件 8 安装步骤安装10 改变电缆引线方向11 参考点位置LB302/LB 38212 尺寸14 安装公差15安装光栅尺外壳 19 穿入导轨钢带 20 安装钢带光栅尺21 插入和固定钢带光栅尺 24 穿入密封条26 固定密封条(端头E2 27 安装读数头28 固定密封条(端头E129 最后步骤30 张紧钢带光栅尺 32 线性误差补偿 34 防护措施机械数据 35 LB 302/LB 302C 35 LB 382/LB 382C 电气连接36 LB 302/LB 302C 38 LB 382/LB 382C 电气参数37 LB 302/LB 302C 39 LB 382/LB 382C3Note: Mounting and commissioning is to be conducted by a specialist in electrical equipment and precision mechanics under compliance with local safety regulations.Do not engage or disengage any connections while under power.The drive must not be put into operation during installation.Dimensions in mmWarnings提示注意: 安装和调试任务只能由电气和精密机械专业技术人员并在符合当地安全法规要求的条件下进行。
光栅尺在数控机床中的应用
式光栅尺。 2安装 注 意 事 项 .
一
在数控机床 中,光栅尺的作用是作为数控 系统 的位置检测
元件 ,检测机床直线轴的实际位移是否和数控 系统发 出的指令
相符。 数控机床的加工精度除 了由机床的机械部分决定外 , 光栅 尺的精度也起 主要作用 。 作为数控机床直线轴 的位置检测元件 , 光栅尺的精度取决于其分辨率。光栅尺有玻璃光栅尺和钢带光 栅尺之分 , 目前玻璃光栅 尺最大长度约 为 3 超过 3 的光栅 m, m
以随时 回参考点 , 这时可采用距离编码 型光栅尺 ; 如果数控机床
开启 , 驱除湿气 。
参 考文 献
1 吉泽升. 热处理炉. 哈尔滨: 哈尔滨工程大学出版社 ,0 6 20
W 1 06 20 2. -
安装> . 1 m的光栅 时 , 5 除安装两端头外 , 尚需在主尺尺身 中有支
达数控系统运行指令的位置附近时 , 由于该直线轴 的传动精度不 高, 不但达不到 有的 目的, 反而在准确位置前后会 出现震荡。 数控机床的哪根直线轴安装光栅 尺要视实际情况而定 。一
安装光栅 尺时 , 能直接安装在粗糙不平的机床身 七, 不 更不
能安装在打底涂漆 的机床身上。光栅主尺及读数头分别安装在 机床相对运动的两个部件上。用千分表检查机床 _作 台的主尺 丁 安装 面与导轨运动的方 向平行度 。 千分表固定在床身 , 移动工 作台, 要求达到平行度为 01 m 10 mm以内。 .m /0 0 如果不 能达到这 个要求 ,则需设计加工一件光栅 尺基座或用龙门刨床将安装光 栅尺定尺 的位置刨平。 制作光栅 尺基座要求做 到 : ①应加一根与 光栅尺 尺身长度相 等的基 座 ( 最好基 座长 出光栅尺 5 r 0 m左 a 右) 。②该基座通过铣 、 磨工序加工 , 保证其平 面平行 度 01 m . / m 10 m 0 0 m以内。另外 , 还需加工一件 与尺身基座等高的读数 头基 座, 读数头基座与尺身基座总共误差不得大于± .r 安装时 , 02 m。 a 调整读数头位置 ,达到读数头与光栅尺尺身的平行度为 01 m .m 左右 , 读数头与光栅 尺尺身之间的间距 为 l 1 rm。 ~. 5 a 读数头离光 栅尺尺身太近或太远 ,在机床 的直线轴运行中 ,会把读数头蹭 坏, 使读数头报废 , 光栅尺尺身内的刻度线被破坏 , 有可能报废 。 将光栅 主尺用 M4螺钉 固定在 机床工作 台的安装 面上 , 但 不要上 紧, 把千分表 固定在床身上 , 移动] 作 台( 主尺与1 作 台 二 同时移动 )用千分表测量主尺平面与机床导轨运动方向的平行 。
光栅尺说明书-中文20100925

1. 技术参数
1.1、栅距: 1.2、分辨率: 1.3、精度: 1.4、量程: 0.02 mm (50 线/mm) 5µm、1µm、0.5µm ±3µm、±5µm、±15µm/m (20±0.1℃时) 30~3000mm
1.5、移动速度: 高速尺 120 m/min(需订做) 普通尺 60m/min 1.6、电源: +5V±5%、80mA
Ⅰ-1操 作 指 南SINO操 作 指 南
● 使用者在使用前必须阅读概况、安全注意事项及第 1~3 章节的全部内容。 ● 安装调试维修的技术人员除阅读概况、安全注意事 项及第 1~3 章节内容以外一定要熟读第 4~5 章节的 全部内容。 ● 本操作说明只适合(SINO)品牌的 KA 系列封闭式线 性光栅尺使用。 ● 请阅读下面的安全事项,它是有关安全使用您的线 性光栅尺的至关重要信息。
L0 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
L1 1150 1250 1350 1450 1550 1650 1750 1850 1950 2050 2150
L2 1170 1270 1370 1470 1570 1670 1770 1870 1970 2070 2170
pw
2
长度线性光栅尺 (使用说明书 )
SINO
2. 光栅尺的结构:
光栅尺主要由尺体和读数头组成,结构如图 1 所示
1
KA-300
尺体安装孔 密封胶条
4 2
尺体端盖
松紧螺钉 调节螺钉
3
读数头安装孔
1
KA-600
尺体安装孔 密封胶条 尺体端盖 松紧螺钉
4 2
调节螺钉
3 1
海德汉直线光栅尺产品说明书

敞开式直线光栅尺06/2021敞开式直线光栅尺直线光栅尺测量直线轴位置,无需任何其它机械传动件。
有效避免多个潜在误差源的影响:••滚珠丝杠发热导致的定位误差••反向误差••滚珠丝杠螺距误差导致的运动特性误差因此,直线光栅尺是高精度定位和高速加工机床不可或缺的基础技术手段。
敞开式直线光栅尺广泛用于需要极高测量精度的机器设备。
典型应用包括:••半导体工业的测量和生产设备••PCB电路板组装机••超精密机床和设备,例如加工光学器件的金刚石刀具,加工磁盘的端面车床和加工铁氧体元件的磨床••高精度机床••测量机和比较仪、测量显微镜和其它•精密测量设备••直驱电机的位置和速度测量机械结构敞开式直线光栅尺包括光栅尺或钢尺带和读数头,光栅尺和读数头间无机械接触。
敞开式直线光栅尺的尺带固定在安装面上。
因此,为确保直线光栅尺的高精度,必须确保安装面平面度达到高标准。
我们还提供以下产品的详细信息,欢迎•向我们索取或访问海德汉官网•:••内置轴承角度编码器••光学扫描的模块型角度编码器••磁电扫描的模块型角度编码器••旋转编码器••伺服驱动编码器••直线光栅尺用于NC数控机床••接口电子电路••海德汉数控系统本样本是以前样本的替代版,所有以前版本均不再有效。
订购海德汉公司的产品仅以订购时有效的样本为准。
有关产品所遵循的标准(ISO,EN等)仅以样本中的标注为准。
目录选型指南绝对式编码器绝对式位置测量LIC敞开式直线光栅尺为绝对式位置测量的光栅尺,最大测量范围达28•m并允许•高速运动。
•用在真空环境中的光栅尺海德汉的标准光栅尺适用于一般或中等真空应用。
如果用于高真空和超高真空环境中,光栅尺必须满足特殊要求。
在选择光栅尺的结构设计和材质中,必须特别满足这些条件的要求。
更多信息,请参见真空应用的直线光栅尺“技术信息”资料。
LIC•4113•V和LIC•4193•V直线光栅尺特别适用于高真空度应用。
更多信息,请参见相应的“产品信息”资料。
数控机床光栅尺知识解析

数控机床光栅尺知识解析随着电脑技术的发展,机床系统也在不断的升级之中。
使用者对数控机床定位精度、重复定位精度也日益提高,就像原来精密滚珠丝杠加编码器式的半闭环控制系统已无法满足用户的需求。
半闭环控制系统无法控制机床传动机构所产生的传动误差、高速运转时传动机构所产生热变形误差以及加工过程中冈传动系统磨损而产生的误差,而这些误差已经严重影响到数控机床的加工精度及其稳定性。
而线性光栅尺对数控饥床各线性坐标轴进行全闭环控制,消除上述的误差,提高机床的定位精度、重复定位精度以及精度可靠性,是提高数控机床位置精度的关键部件。
下面我们就来简单的分析一下线性光栅尺选型、安装专用工具设计、安装及数控系统参数测整等内容。
一、线性光栅尺选型(1)准确度等级的选择数控机床配置线性光栅尺是了提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。
而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。
另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。
(2)测量方式的选择光栅尺的测量方式分增量式光栅尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。
光栅尺

光栅线位移传感器全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。另外,用户在选购光栅线位移传感器时,应尽量选用超出机床加工尺寸100mm左右的光栅尺,以留有余量。
传感器检查
光栅线位移传感器安装完毕后,可接通数显表,移动工作台,观察数显表计数是否正常。 在机床上选取一个参考位置,来回移动工作点至该选取的位置。数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。 通过以上工作,光栅尺线位移传感器的安装就完成了。但对于一般的机床加工环境来讲,铁屑、切削液及油污较多。因此,传感器应附带加装护罩,护罩的设计是按照传感器的外形截面放大留一定的空间尺寸确定,护罩通常采用橡皮密封,使其具备一定的防水防油能力。
莫尔条纹
以透射光栅为例,当指示光栅上的线纹和标尺光栅上的线纹之间形成一个小角度θ,并且两个光栅尺刻面相对平行放置时,在光源的照射下,位于几乎垂直的栅纹上,形成明暗相间的条纹。这种条纹称为“莫尔条纹” (右图所示)。严格地说,莫尔条纹排列的方向是与两片光栅线纹夹角的平分线相垂直。莫尔条纹中两条亮纹或两条暗纹之间的距离称为莫尔条纹的宽度,以W表示。 莫尔条纹
W=ω /2* sin(θ/2)=ω /θ 。 莫尔条纹具有以下特征: (1)莫尔条纹的变化规律 两片光栅相对移过一个栅距,莫尔条纹移过一个条纹距离。由于光的衍射与干涉作用,莫尔条纹的变化规律近似正(余)弦函数,变化周期数与光栅相对位移的栅距数同步。 (2)放大作用 在两光栅栅线夹角较小的情况下,莫尔条纹宽度ω和光栅栅距W、栅线角θ之间有下列关系。式中,θ的单位为rad,W的单位为mm。由于倾角很小,sinθ很小,则 W=ω /θ 若ω =0.01mm,θ=0.01rad,则上式可得W=1,即光栅放大了100倍。 莫尔条纹计算
208864-ZE数显装置直线光栅尺用于手动机床

4
– 操作优点
速度快 海德汉公司的数显装置可节省用户时间。 它的待移动距离显示功能使用户能快速、 可靠地接近下一个名义位置,显示值达到 零时就是目标位置。 允许将原点设置在任 何位置处。 因此定位操作更简单,特别是 复杂尺寸的零件。 镗铣阵列孔或矩形型腔时,输入几何数据 的操作简单、操作速度快。 用待移动距离 功能使轴运动到目标位置。 车床应用时,合计值显示功能包括床鞍和 小刀架位置值,因此定位精度更高。如果 锥度尺寸数据不完整,数显装置还能帮助 操作人员计算锥度的角度。 POSITIP系列数显装置是小批量生产的理 想选择,因为它提供将小批量生产中涉及 的大量重复性加工步骤保存为程序功能, 使操作人员可以任意次调用程序。
•• 用于KT找边器 •• 接触式触发的找边器 •• IOB 49附加装置
RS-232-C/V.24
ND 780
22
» 1 VPP » 11 µAPP EnDat 2.1
•• 用于KT找边器 •• IOB 89附加装置
RS-232-C/V.24; Centronics
PT 880
24
» 1 VPP « TTL
用KT型找边器可以快速、方便地设置原 点,而无需在工件上作标记点。
10
– 刀具补偿(ND 500,ND 780,POSITIP系列)
铣床的刀具补偿 ND 500,ND 780和POSITIP系列数显装 置可以保存刀具数据,例如刀具直 径,POSITIP还能保存刀具长度和刀具所 在轴。 POSITIP 880的刀具表可保存99把 刀具数据,用于保存预设的刀具数据或机 床确定的刀具数据。 用待移动距离模式定位时,数显装置考虑 加工面上的刀具半径(R+或R-) ,POSITIP还考虑主轴方向的刀具长度 (L)因素。
fanuc加距离码光栅尺
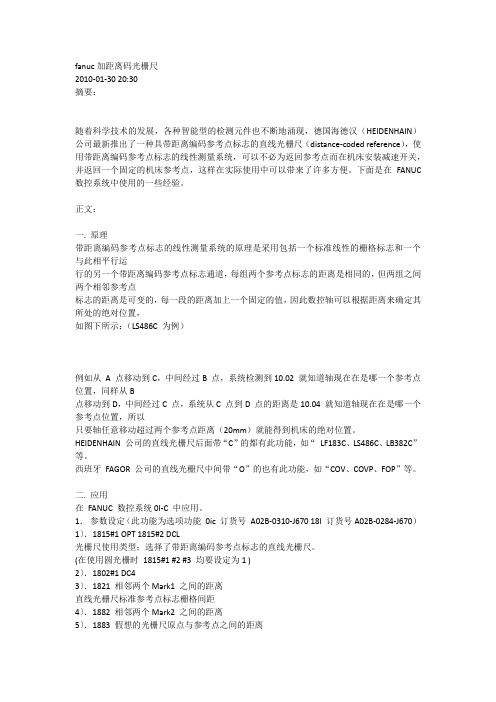
fanuc加距离码光栅尺2010-01-30 20:30摘要:随着科学技术的发展,各种智能型的检测元件也不断地涌现,德国海德汉(HEIDENHAIN)公司最新推出了一种具带距离编码参考点标志的直线光栅尺(distance-coded reference),使用带距离编码参考点标志的线性测量系统,可以不必为返回参考点而在机床安装减速开关,并返回一个固定的机床参考点,这样在实际使用中可以带来了许多方便。
下面是在FANUC 数控系统中使用的一些经验。
正文:一. 原理带距离编码参考点标志的线性测量系统的原理是采用包括一个标准线性的栅格标志和一个与此相平行运行的另一个带距离编码参考点标志通道,每组两个参考点标志的距离是相同的,但两组之间两个相邻参考点标志的距离是可变的,每一段的距离加上一个固定的值,因此数控轴可以根据距离来确定其所处的绝对位置,如图下所示:(LS486C 为例)例如从A 点移动到C,中间经过B 点,系统检测到10.02 就知道轴现在在是哪一个参考点位置,同样从B点移动到D,中间经过C 点,系统从C 点到D 点的距离是10.04 就知道轴现在在是哪一个参考点位置,所以只要轴任意移动超过两个参考点距离(20mm)就能得到机床的绝对位置。
HEIDENHAIN 公司的直线光栅尺后面带“C”的都有此功能,如“LF183C、LS486C、LB382C”等。
西班牙FAGOR 公司的直线光栅尺中间带“O”的也有此功能,如“COV、COVP、FOP”等。
二. 应用在FANUC 数控系统0I-C 中应用。
1.参数设定(此功能为选项功能0ic 订货号A02B-0310-J670 18I 订货号A02B-0284-J670)1〕.1815#1 OPT 1815#2 DCL光栅尺使用类型:选择了带距离编码参考点标志的直线光栅尺。
(在使用圆光栅时1815#1 #2 #3 均要设定为1 )2〕.1802#1 DC43〕.1821 相邻两个Mark1 之间的距离直线光栅尺标准参考点标志栅格间距4〕.1882 相邻两个Mark2 之间的距离5〕.1883 假想的光栅尺原点与参考点之间的距离以海德汉LB302C 光栅尺为例的参数设置相邻两个Mark1 之间的距离80mm相邻两个Mark2 之间的距离80.040mm相应参数设置如下:1815#1 1 1815#2 11802#1 DCL 设置为0 使用3 参考点检测回零点1821 80000 (最小检测单位u)1882 80040 (最小检测单位u)1883 上电后回零机床会移动3 次自动计算零点的坐标位置。
光栅尺详细资料

关键字:
光栅尺、数显表、磁栅尺 磁条磁头 读书头 电子尺、数显尺、位移尺、机床简易改造、长度测量、位移测量、坐标测量、机床测量、直线位移测量光学尺、低成本改造车床、低成本改造铣床、低成本改造镗床、低成本改造磨床、低成本改造机床、车床数显改造、铣床数显改造、镗床数显改造、磨床数显改造、火花机数显改造、线切割数显改造、机床数显改造、车床光栅尺、铣床光栅尺、镗床光栅尺、磨床光栅尺、线切割光栅尺、光栅数显改造、仪表车床改造、仪表铣床改造、仪表镗床改造、仪表磨床改造、仪表线切割改造、仪表火花机改造、仪表床改造。高精度光栅尺, 机床配套光栅尺,线切割光栅尺、铣床光栅尺、磨床光栅尺、车床光栅尺、三轴火花机光栅尺 机床配套直线光栅尺 线切割专用光栅尺、铣床专用光栅尺、磨床专用光栅尺、车床专用光栅尺、数显箱,光栅尺数显箱、电子手轮、国产光栅尺、进口光栅尺、光栅尺的作用,光栅尺的安装,光栅尺的改造、光栅尺的原理,光栅尺是什么,光栅尺的安装技术,提供光栅尺的技术支持,光栅尺的工作原理与维护,上门安装,我公司的光栅尺保修一年。龙门镗铣床数显改造 落地镗铣床数显改造 T68镗床数显改造 T611数显镗床改造 中捷机床数显改造 机床数显表.数显光栅尺 光栅尺数显尺 电子数显尺 电子尺光栅
反 应 速 度: 60m/min(0.005mm) 25m/min(0.001mm)
读数头滑动系统:垂直式五轴承
输 出 讯 号: TTL/EIA-422-A
讯号传达周期: 20μm
供 应 电 压: DC 5V±5%
采用最高优质的PU材料制造出耐油、高弹性及抗老化胶封。由工程师精心设计出最佳的闭合角度和最适中的软硬度,保证最佳的密封性能和最少的磨擦阻力。读数头滑动部分结构采用已被验证为最可靠耐用的五轴承设计,保证光学感应系统能长期稳定地在光栅尺上畅顺滑行。
海德汉光栅尺

d
光栅尺安装---外壳和安装块之间的校平
光栅尺
//
mm
mm
LC 181
0.1
0.1
LC 4x1
0.05
-
LF 1x3
0.1
0.1
LF 4x1
0.05
-
LS 1x6
0.1
0.1
LS 4x6
0.05
-
LB 3x2
0.1
0.1
LS 6x3
0.1
0.1
LS 3x3
0.05
-
光栅尺安装---安装块和导轨之间的较直
encoder
用于绝对编码器的单向串口
high resolution, velocity and cable length
高分辨率,高速度和电缆长度长
continually increased resolution 可连续增加分辨率
1986 1990 1995 2000
Year 年
电气接口---增量式信号的比较
海德汉的产品种类概要
封闭式直线光栅尺
2
封闭式直线光栅尺
封闭式光栅尺适Biblioteka 于较为恶略的环境 • 铣床 • 钻床和镗床 • 车床 • 磨床 • 电火花机床
封闭式光栅尺的特点
• 光栅尺和扫描头有防污染外壳 • 扫描头在光栅尺内移动(摩擦力低) • 信号周期最小到4 µm • 精度可达 +/- 2 µm • 测量步距可达0.1 µm • 安装简单 • 抗震动
差分电路驱动 EIA RS 电源 422A
300 kHz
160 kHz
100 m
300 m
1 VPP
0,6 to 1,2 VPP
海德汉直线光栅尺技术参数(HEIDENHAIN)

基体和安装方式 Zerodur玻璃陶瓷基 体,嵌入在螺栓固定的 不胀钢基座上
接口 « TTL » 1 VPP « TTL » 1 VPP « TTL » 1 VPP
型号 LIP 372 LIP 382
页 18 概要 LIP 382
10 mm至 420 mm
Zerodur玻璃陶瓷或玻 璃基体,通过螺栓固定 在安装架上
干涉扫描原理 干涉扫描原理是利用精细光栅的衍射和干 涉形成移动量的测量信号。 阶梯状光栅的光栅尺:在平反光面上刻上 线高0.2 µm的反光线。光栅尺的前面是扫 描光栅,其栅距与光栅尺的栅距相同,它 是透射相位光栅。 当光照到扫描光栅时,光被衍射为三束光 强近似的光:-1,0和+1。光栅尺衍射的 光波中,反射光的衍射光强最强的光束为 +1和-1。这两束光在扫描光栅的相位光栅 处再次相遇,又一次被衍射和干涉。它形 成三束光,并以不同的角度离开扫描光 栅。光电池将这些交变的光强变化转化成 电信号。
机械结构 敞开式直线光栅尺包括光栅尺或钢带光栅 尺和扫描头,光栅尺和扫描头间无机械 接触。 敞开式直线光栅尺的长光栅直接固定在安 装面上。安装面的平面度直接影响直线光 栅尺精度。
其它样本还有 • 带内置轴承角度编码器 • 无内置轴承角度编码器 • 旋转编码器 • 伺服驱动用编码器 • NC数控机床用直线光栅尺 • 接口电子设备 • HEIDENHAIN数控系统 欢迎索取,或访问。
PP系列双坐标光栅尺采用平面二维相位光 栅作测量基准,是玻璃基体的DIADUR光 栅。因此它能测量平面中的位置。
PP系列二维光栅尺 • 二维共同扫描点 • 干涉扫描,信号周期小
± 2 μm
4 μm
1) 正弦信号周期。它决定一个信号周期内的偏差(参见“测量精度”)。
sino光栅尺使用说明书

sino光栅尺使用说明书一、产品概述sino光栅尺是一种高精度的位置测量设备,广泛应用于数控机床、机器人、自动化生产线等领域。
它采用先进的光电测量技术,可以实现高精度、高速度的位置测量,提高设备的加工精度和生产效率。
二、安装指南1.确定安装位置:根据设备要求,选择合适的位置安装光栅尺。
确保尺身稳定、水平,避免外部振动和干扰。
2.连接电源:使用合适的电缆将光栅尺与电源连接,确保供电稳定。
3.信号线连接:将光栅尺的信号线连接到设备的控制器上,确保连接牢固可靠。
4.调整初始位置:根据需要调整光栅尺的初始位置,以适应不同的测量需求。
三、操作说明1.开机自检:在开机后,光栅尺会自动进行自检,确保正常工作。
2.初始位置设置:根据需要设置光栅尺的初始位置,可以通过控制器或设备上的控制面板进行设置。
3.开始测量:在设置好初始位置后,可以开始进行位置测量。
光栅尺会自动进行实时测量,并将数据传输到控制器或设备上。
4.数据处理:控制器或设备会对接收到的数据进行处理,以实现各种控制和监测功能。
四、常见问题解答1.Q:光栅尺无法正常工作怎么办?A:首先检查电源和信号线是否连接正常,如有问题请检查线路连接;如电源和信号线连接正常,请检查光栅尺是否正常工作,如有异常请联系专业人员进行维修。
2.Q:测量数据不准确怎么办?A:首先检查光栅尺是否正确安装,如有问题请重新安装;如安装正确,请检查测量环境是否稳定,如有干扰请采取相应的防护措施;如环境稳定,请检查控制器或设备的参数设置是否正确,如有异常请进行调整。
3.Q:光栅尺出现故障怎么维修?A:对于常见故障,用户可以根据使用说明书自行进行维修;对于复杂故障或无法自行解决的问题,请联系专业人员进行维修。
五、保养与维护1.定期清洁:定期使用干燥的软布擦拭光栅尺表面,保持清洁。
避免使用含有化学物质的清洁剂,以免损坏光栅尺表面。
2.防尘防潮:保持光栅尺工作环境的清洁和干燥,避免尘埃和潮湿的环境。
德国海德汉LC485ML220MM1640MM光栅尺特点

德国海德汉LC485ML220MM/1640MM光栅尺特点德国海德汉LC485ML220MM/1640MM光栅尺德国进口HEIDENHAIN海德汉原装现货优势供应商,常规型号旋转编码器,角度编码器,长度计,读数头仓库现货库存!!德国HEIDENHAIN海德汉公司用于数控机床的直线光栅尺几乎可以适应任何应用。
它是全部进给轴为伺服掌控环掌控的机器和设备的好的选择,例如铣床、加工中心、镗床、车床和磨床。
直线光栅尺的动态性能优点,允许的运动速度高,沿测量方向的加速性能使其不仅能充足常规轴高动态性能要求,也能充足直接驱动电机的高动态性能要求。
直线光栅尺优点直线光栅尺测量直线轴位置过程期间没有任何其它机械传动件。
用直线光栅尺的位置掌控环中包括全部进给机构。
机械运动误差被滑板中的直线光栅尺检测和被掌控系统电路修正。
因此它能除去潜在多项误差源。
滚珠丝杠温度特性导致的误差、反向误差、滚珠丝杠螺距误差导致的运动特性误差因此,直线光栅尺是***和高速加工机床的基础技术手段。
NC数控机床用直线光栅尺用于数控机床的海德汉直线光栅尺几乎适用于任何应用。
它是全部进给轴为伺服掌控环模式的机器和设备的选择,例如铣床、加工中心、镗床、车床和磨床。
直线光栅尺的动态性能优点,允许的运动速度高,沿测量方向的加速性能使其不仅能充足常规轴高动态性能要求,也能充足直接驱动电机的高动态性能要求。
紧凑外壳直线光栅尺紧凑外壳的直线光栅尺设计用于安装空间有限的地方。
假如测量长度较大和加速负荷较大,可能需要使用安装板或固定件。
精度等级测量长度ML增量信号信号周期肯定位置值型号高安全性应用的式直线光栅尺5μm3μm70mm至2040mmEnDat2.2/22DQ01LC415LC495S式位置测量?玻璃光栅尺5μm3μm70mm至2040mm1Vpp;20μmEnDat2.2/22EnDat2.2/02DQ01Fanuc05Mit0304LC415LC485LC495SLC495FLC495M高重复精度的增量式直线测量?钢带光栅尺小信号周期5μm3μm50mm至1220mm1Vpp;4μmLF485增量式直线测量?玻璃光栅尺5μm3μm70mm至2040mm1Vpp;20μmTTL;至1μmLS487LS477标准外壳直线光栅尺标准外壳直线光栅尺突出特点是结构坚固、抗振本领强和测量长度大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LC LF
LC 400 LC 100 LF 481 LF 183 LS 487 LS 187
LS
LS 477 LS 177
17
HCN 2008
8:1Vpp 9:带串口的绝对式光栅尺
机床用直线光栅尺
HCN 2008
应用
要求
高精度 热特性 稳定性
HEIDENHAIN Product
高性能机床,
磨床,车床,铣床
LF LC LS 1xx, LS 4xx LB LS 1679
热特性 测量步距,价格
大型机床 折弯机等
经济性 坚固耐用 数显用光栅尺
~ 1 Vpp
大型机床
LS 388C LS 328C LS 378C LS 688C LS 628C LS 678C
20 µ m 增量式 玻璃刻线 ± 10 µm ± 10 µm ± 5 µm ~ 1 Vpp TTL
通用型机床 如手动机床、 EDM和刀具调 整等
LS 1679
100µm
增量式 玻璃刻线 内置导轨
HCN 2008
8
不合理的安装
HCN 2008
9
读数头安装块
HCN 2008
l
b h
10
Abbé误差的补偿
b
导轨
HCN 2008
b
丝杠
ΔP
S
重心
P
ΔP 2
光栅尺
Abbé误差的补偿
高速铣床 © Heller
tan P P2 / b 1 /b P b tan 1 P P P1 2 2
Distance d, mm 1.5 ±0.3 1.0 ±0.3
Distance a, mm 2.0 ± 0.3 0.0 ± 0.2
a
7
光栅尺的安装建议
将光栅尺安装在高刚性,不间断的安装面上。 不要将光栅尺安装在振动剧烈的部位或振幅较大的区域。 为便于布线,读数头尽可能安装在不移动部件上 电缆不会因运动产生惯性 力。 读数头安装块不要设计得太长,厚度要尽可能大以保证其自振频率足够高。 读数头安装块应设计成单一部件,避免由多个部件焊接或螺栓固定而成。 读数头安装块的安装面要尽量大而平坦。 注意电缆的屏蔽!
LS 187 LS 177
20 µm 增量式 单场扫描 玻璃刻线 ± 5 µm ± 3 µm ~ 1 Vpp TTL
高性能铣 床和车床
LS 487 LS 477
20
封闭式直线光栅尺概览
刻线周期 类型 精度等级 接口
HCN 2008
典型应用
LB 382(C)
增量式 单场扫描 钢带刻线
40 µ m
± 5 µm
25
接口信号和电缆接头
HCN 2008
LS 187和LS 487的标准化连接
LC 1x3 和LC 4x3的标准化连接
增量式信号
信号类型 11 µApp 1 Vpp 12 针M23接头 15 针D-Sub TTL
绝对式信号
EnDat 不带增量信号 8针 EnDat 带增量信号 17针 FANUC 并行串口 20针 Mitsubishi 高速串口 20针
4
封闭式光栅尺的外形
HCN 2008
LC/LS 400系列
LC/LS 100系列
LB 382(C)单段式
LB 382(C)多段式
5
封闭式直线光栅尺尺寸
HCN 2008
6
封闭式直线光栅尺读数头安装尺寸
HCN 2008
Linear encoder LC 1x3, LS 1x7 LC 4x3, LS 4x7
入门级数控机床
EDM
LS 378C / LS 678C LS 388C / LS 688C LS 328C / LS 628C
手动机床
简单易用
18
封闭式直线光栅尺概览
HCN 2008
LC 信号周期 刻线类型 长度范围(大截面) 长度范围(小截面) 系统精度 20 µm Glass, G8 3040 mm (4240 mm) 2040 mm ±5 µ m, ±3 µm EnDat 2.1, 2.2 Fanuc 01, 02 Mitsubishi 01, 02
± 10 µm
TTL
折弯机
21
HCN 2008
•光栅尺的信号类型
22
1 Vpp模拟信号
增量信号:
2个近似正弦的信号A和B 信号幅值 M: 0.6至1.2 Vpp ,典型1 Vpp 信号周期
HCN 2008
A U 1 U
360°el.
对称性误差:
|P-N| / 2M: 信号幅值比: MA / MB: 相位角: |φ 1+ φ 2| / 2: 0.065 0.8至1.25 90°±10 °
11
减小Abbé 误差的安装方法
HCN 2008
12
HCN 2008
•光栅尺的防护
13
空气压缩装置DA 300
■ ■ ■ ■ 使用时必须保证气源干燥、洁净 定期更换滤芯 最多可用于10 根总长为35 m的封闭式直线光栅尺 LC/LS 100系列光栅尺外壳和读数头两端都能通入压缩空气
HCN 2008
HEIDENHAIN
HCN 2008
数控机床用直线光栅尺
1
封闭式直线光栅尺的选型
机械结构和安装 测量长度 信号接口 测量精度 栅距 标准型100系列,紧凑型400系列 大于4240mm时必须采用LB系列产品 优先选用LC系列绝对式光栅 栅距越小,信号细分误差越小 驱动系统平稳性越好 LF: 8 m LC: 20 m 测量速度 参考点的形式 诊断 LS: 20 m LB: 40 m
33
细分误差对工件质量的影响
HCN 2008
细分误差直接影响工件表面质量
A: 细分误差为±0.4 µ m的位置编码器 B, C: 细分误差为±1 µm的位置编码器
34
HCN 2008
•光栅尺的测量速度
35
直线光栅尺的测量速度
■ 测量速度的计算
HCN 2008
Vmax= fmax SP 60 10-3
24
HCN 2008
信号周期360°电子角
故障信号
4倍频之后的测量步距 参考脉冲
等反相信号未示出
EnDat
以传输增量编码器的位置信息。由于采用串行数据传输方式,因此只需要四条信号线。
HCN 2008
EnDat 信号接口是用于编码器的双向数字接口,能够传输绝对编码器的位置值,如采用EnDat 2.2还可
HCN 2008
LC≤180 m/min, LS≤120 m/min LF≤60 m/min, LB≤120 m/min 标准型,C型,绝对式 快捷的安装检验,简单的信号诊断
2
HCN 2008
•机械结构和安装
3
封闭式直线光栅尺结构
பைடு நூலகம்
HCN 2008
用于平衡热膨胀
读数头运输小车
光栅尺
光源
光电池 密封条 读数头
产品系列 Vmax 电气允许最大测量速度m/min fmax 最大扫描/输出频率kHz SP 信号周期µm 测量速度 ≤180 m/min ≤ 30 m/min ≤ 60 m/min ≤120 m/min TTL x 5 TTL x 10 50 kHz ≥1 µs ≤60 m/min 100 kHz ≥0.25 µs ≤120 m/min 50 kHz ≥0.5 µs ≤60 m/min 25 kHz ≥1 µs ≤30 m/min TTL x 20 50 kHz ≥0.25 µs ≤60 m/min 25 kHz ≥0.5 µs ≤30 m/min 细分倍数 扫描频率 最小边沿a
B
参考信号:
一个或多个信号I0 有效值G: 0.2至0.85 V 静态值H: < 1.7 V 干扰距离E, F: > 40 mV 过零点K, L: 180°±90°
R U
标准值 Up=5V±5% 360°
23
TTL方波信号
TTL接口输出信号的光栅尺和编 码器自带正弦扫描信号的数字化 电子电路,分为带和不带细分电 路两类。 增量信号以相位差为90°的系列 方波脉冲信号U a1和U a2进行传 输。参考点信号包括一个或多个 参考脉冲 Ua0,由增量信号触 发。此外,内置电子电路还生成 其反相信号,实现无噪声信号传 输。 故障监测信号ŪaS表示故障状态, 如电源断电、光源失效等,用于 自动生产过程中停机等。
14
HCN 2008
15
HCN 2008
•封闭式直线光栅尺概览
16
海德汉封闭式直线光栅尺的命名
LS 1 8 7 C
参考点选择 None:选择参考点 C: 按距离编码的参考点 F: FANUC系统接口 M: MITSUBISH 系统接口 光栅尺机械结构 电子输出信号 0:11uAss 2: TTL不带细分 7: TTL带5/10 细分 光栅尺类型:1~9 扫描原理与测量标准 S:标准型 F:精密型 B:钢带式 C:绝对式
IBV 101
29
1 Vpp→EnDat 2.2
1 VPP 正弦增量信号 A+ A– B+ B– R+ R– Up 0V EIB 192 Up 0V EIB 392 信号细分盒(EIB) EnDat 2.2 Data + Data – Clock + Clock –
HCN 2008
30
HCN 2008
LS 20 µm Glass, G8 3040 mm 2040 mm ±5 µ m, ±3 µm, ±10 µm 1 Vpp TTL 11 µApp
LB 40 µm Steel, 0,3 mm ∞ ±5 µ m 1 Vpp TTL 11 µ App